
Abstract
The field of production engineering is constantly attempting to be distinguished for promoting sustainability, energy efficiency, cost-effectiveness, and prudent material consumption. In this study, three control parameters (3D printing settings), namely nozzle temperature, travel speed, and layer height (LH) are being investigated on polyamide 6/carbon fiber (15 wt%) tensile specimens. The aim is the optimum combination of energy efficiency and mechanical performance of the specimens. For the analysis of the results, the Box-Behnken design-of-experiment was applied along with the analysis of variance. The statistical analysis conducted based on the experimental results, indicated the importance of the LH control setting, as to affecting the mechanical strength. In particular, the best tensile strength value (σB = 83.52 MPa) came from the 0.1 mm LH. The same LH, whereas caused the highest energy consumption in 3D printing (EPC = 0.252 MJ) and printing time (PT = 2272 s). The lowest energy consumption (EPC = 0.036 MJ) and printing time (PT = 330 s) were found at 0.3 mm LH. Scanning electron microscopy was employed as a part of the manufactured specimens’ 3D printing quality evaluation, while Thermogravimetric analysis was also conducted. The modeling approach led to the formation of equations for the prediction of critical metrics related to energy consumption and the mechanical performance of composite parts built with the MEX 3D printing method. These equations proved their reliability through a confirmation run, which showed that they can safely be applied, within specific boundaries, in real-life applications.
Graphical abstract

Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Additive manufacturing (AM) is a technology with extended utilization in the industry. It is capable of producing not only complex but also lightweight shapes in a sufficient period of time, while also achieving to minimize the waste of material [1,2,3], by only using the required amount of it for the construction of the desired part, and its support structure in some cases [4]. AM provides sustainability benefits and aims to produce parts without consuming unnecessary amounts of energy or high machine emissions [3, 5]. Among the fields, AM is applied to automotive [6,7,8,9], aerospace [10, 11], as well as biotechnology fields [12,13,14]. Research in the field often focuses on the effect of the 3D printing parameters on the performance of the parts [15, 16], while modeling tools for the analysis of the experimental data are used [17].
Melt extrusion (MEX) is listed among the most used AM techniques, in polymeric and thermoplastic composite parts manufacturing. It is discerned for its cost efficiency, simplicity, and reduced waste of material [18,19,20,21]. MEX has been utilized on a variety of pure [22] or matrix materials in composites [23], but mostly [24] on polylactic acid (PLA) [25,26,27] and acrylonitrile butadiene styrene (ABS) [28,29,30] polymers. Among the others, investigations have utilized MEX with polyamides, such as polyamide 6 (PA6) [31,32,33,34] or polyamide 12 (PA12) [32, 35, 36] in order to investigate their performance. Polyamides have been also investigated as matrix materials for the development of composites with multi-functional performance [37], even in medical applications [38, 39].
HPPs have been a great influence on the manufacturing of many products [40]. They managed to take the place of metals in fields such as automotive, home appliances, spacecraft, rockets, or even defense systems [41,42,43,44] while maintaining a high energy efficiency as well as lightweight products in comparison to the metals [40]. It should be mentioned that HPPs have been favored by the advancement of synthetic chemistry regarding their properties, which became optimized, and their suitability for a wider variety of applications [40]. High-performance polyamides are mostly utilized in the automotive sector, electrical and electronic products, the film market, as well as industrial applications [45].
PA6, as a semicrystalline thermoplastic, is characterized by high strength, great chemical, and wear/abrasion resistance [46]. It is considered an engineering polymeric material suitable for utilization in cases such as automotive parts, electronic devices, or even packaging materials because of the great mechanical and physical properties it possesses [47,48,49]. It belongs to the engineering plastics possessing the crucial capability of load bearing, self-lubrication, chemical opposition, as well as versatility in various sectors [50]. There are studies based on high-performing polyamide composites for applications with regard to automotive, considering the improved impact failure mechanism they possess, their energy absorbance capability, and their mechanical properties [51]. The mechanical properties, surface quality, and energy efficiency of PA6 fabricated specimens have also been investigated [52]. In another research, the weldability of PA6 plates has been studied under three process parameters and concluded that weld tool pin geometry can affect mechanical strength importantly [53].
The polyamides present low density and have fine strength and heat stability, which leads them to be employed, among other industries, in the aircraft, aerospace, and automotive sectors, next to other HPPs, as mentioned above [54,55,56]. On the other hand, carbon fiber (CF) can enhance the properties of composites with its beneficial mechanical, thermal, and electrical properties [57]. Polyamide (PA)/CF composites are characterized to be lightweight, with high strength, and modulus of elasticity, wear and corrosion resistance, thermal and electrical conductivity, chemical inertness, and thermal stability [58]. They find applications in lightweight automotive parts and aerostructures [59,60,61], structural reinforcement of masonry in buildings [62], industrial helmets [63], and civil and structural engineering [64, 65].
Carbon-based materials, such as carbon nanotubes and carbon black, have been investigated for their effect as additives in polyamides [66, 67] or other popular polymers, such as the PLA [68], and ABS [69] in MEX 3D printing, showing a high potential not only as reinforcement agents but also in inducing multi-functional performance in some cases. 3D printed PA6/CF composites have been investigated as to the effect of microscopic voids on their mechanical performance [31,32,33,34]. Information about their crystallization, mechanical, and thermal properties have been obtained and suggested that the addition of CF leads to the increase of tensile modulus and strength along with the decrease of elongations at break [49].
Regression models [70], the Taguchi design of experiment [71], and analysis of variance (ANOVA) [72] are often used as modeling tools for the analysis and optimization of experimental data in 3D printing in studies such as the ones mentioned above. For the experimental analysis of PA and PA-based composites, the Taguchi design [26, 73,74,75], Box-Behnken design [76,77,78,79], and full factorial design [78, 80] have been employed. There is even a study comparing all three experimental designs of them [81]. Box-Behnken design (BBD) versus full factorial design (FFD) has been studied to assess the ultimate tensile strength of PA12 MEX 3D printing specimens, by evaluating three 3D printing settings (input parameters), to be feasible (number of experiments to be conducted) to implement an FFD approach within a study [77].
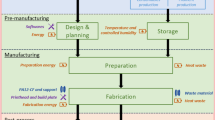
As AM technology becomes more popular in the manufacturing sector, its sustainability becomes an important issue. The energy for the production of parts with the process is a critical parameter toward the sustainability of the AM technologies. Additionally, sustainability is a factor with increased interest lately worldwide. Herein, the required energy to produce composite parts with the material extrusion (MEX) AM process is assessed and reported. Quantifying the required energy provides information related to various fields. Apart from the sustainability, the cost for the production of a part with the AM method can be more accurately calculated. On the other hand, the mechanical performance of the 3D-printed parts is sensitive to the values of the parameters used with a small change in the parameters’ values leading to the production of parts with decreased mechanical properties. This research aimed to provide information on how each parameter affects both the mechanical performance and the energy consumption for the production of composite 3D printed parts. The aim of the research herein is not only to investigate and evaluate the mechanical responses of the PA6/CF fabricated specimens but also to result in developing a combination of suitable process control settings, by minimizing the consumed energy for the fabrication of the parts with MEX 3D printing and maximizing their mechanical performance in the tensile test. The optimum control parameters set should result in a MEX 3D printing procedure characterized by cost-effectiveness, as well as less energy and material consumption while also producing products with high mechanical strength. The BBD design of the experiment analyzed the experimental results. The experimental procedure and the modeling analysis that followed confirmed the hypothesis about the effect and the sensitivity of the 3D printing parameters on both the energy consumption and the mechanical performance of the parts. ANOVA was used to compile prediction models. Their efficiency was confirmed with a confirmation run. The provided prediction models are ready to be used in industrial environments for the calculation of the expected values of critical metrics related to energy consumption and the mechanical performance of composite parts built with the MEX 3D printing method.
2 Materials and methods
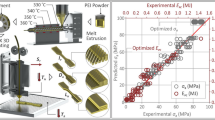
A filament of carbon polyamide (1.75 mm) purchased from NEEMA3D™ (the production is located in the Netherlands) was utilized. It is a PA6 material reinforced with 15 wt% carbon fiber. According to the information provided by the supplier, the tensile modulus is 10,500 MPa, the impact strength is 35 kJ/m2, the mold shrinkage is 0.3–0.5%, and the water absorption is < 0.3%. As for the properties of the filament, its printing temperature ranges between 255 and 265 °C, while its bed temperature ranges between 65 and 75 °C. The filament was fed in an Intamsys Funmat HT apparatus (from Intamsys Technology, located in Shanghai, China). Energy consumption was measured by utilizing a digital multimeter Rigol DM3058E (from RIGOL Technologies, in Beijing, China), while 3D printing time was recorded with the assistance of the stopwatch method [82]. Figure 1 shows the different stages of this study, namely consumption of energy monitoring, the process of 3D printing, evaluation of the samples’ morphological characteristics through SEM, tensile testing, and the formulation of the BBD under the three chosen control parameters.

The various stages of this investigation: (on the left) monitoring of energy consumption, procedure of 3D printing, evaluation of morphological characteristics, tensile testing, and (on the right) brief presentation of Box-Behnken design
Figure 2b presents the chosen control settings set for the process of 3D printing, for the fabrication of type V tensile specimens, based on the ASTM D638 Standard. There were five samples fabricated for every combination of control parameters (which makes a total of 15 runs, five replicates each). The tensile testing was performed on an Imanda-MX2 tester (from Imanda Inc., in IL, USA) following the ASTM D638-02a standard. The procedure followed was applying a uniaxial force load on the samples for as long as it took for each individual specimen to fail the tensile testing. Stereoscope microscopy was employed for the morphological evaluation of the specimens, by utilizing an OZR5 stereoscope with an ODC 832 digital camera of 5MP (from KERN & SOHN GmbH, Germany) and an SEM (from JSM 6362LV, Jeol, Japan). For the capturing of SEM pictures, the specimens underwent covering with gold-coated (Au) and were into a high vacuum state of 20-kV acceleration voltage during observation. TGA analysis was conducted (Fig. 2a) with the aim of detecting possible degradation or thermal instability while the 3D printing process of PA6/ CF was run by a TGA Perkin Elmer Diamond TG/TDA apparatus (from PerkinElmer, Inc., Waltham, MA, USA). The cycle of heating ranged between 32 and 390 °C, and the step of heating was 10 °C/min under an atmosphere of nitrogen. The TGA graph of pure PA6, given by the producer, is also presented in Fig. 2a, with the aim of comparing it with PA6/CF 15 wt%. It can be observed that PA6/CF degrades at higher temperatures compared to pure PA6.

a TGA plot (weight loss % versus temperature) of PA6/CF 15 wt% and pure PA6 given by the producer. b Input parameters set for the 3D-P of PA6/CF 15 wt% specimens and geometry of the specimens based on ASTM D638 tensile test standard
2.1 Energy indexes
Three main components were utilized for the calculation of the total consumption and electric energy during the procedure of material extrusion AM. Those were the consumptions deriving from the startup as well as the shutdown of the machine and the consumption deriving from the productive 3D-P process. The following Eq. (1) was utilized for the estimation of the total energy consumption:
where Ethermal energy consumption is calculated using the following Eq. (2)
Emotion represents the energy levels arising from the function of the 3D printers’ motors, and Eauxiliary represents the energy consumption arising from the function of electronics as well as the rest fragments of the 3D printer, calculated by the equation below (3):
Generalizing the energy documentation, SPE (specific printing energy, required energy per mass produced) can be estimated through the equation below (4):
while SPP (specific printing power, required power per mass produced) can be estimated through Eq. (5):
EPC stands for the energy printing consumption which corresponds to the 3D printer (Etotal), WS represents the actual value of weight characterizing every specimen, while PT stands for the printing time consumed so that every experimental run can be conducted.
2.2 DOE, ANOVA, and statistical analysis
Herein, BBD was utilized with the aim of forming a set of optimum input 3D-P settings as to σB and EPC of the manufactured material extrusion 3D-P PA6/ CF specimens. The chosen input parameters were nozzle temperature, travel speed, and layer height. These were selected as they were considered the most important ones, based on the literature review carried out on energy consumption vs. mechanical performance of MEX 3D printed parts, presented above. Along with the analysis of the experimental results, main effect plots as well as interaction plots were created, contributing to finding the optimal set of settings. Regression analysis and prediction models were also formed and utilized for the creation of functions regarding the energy indicators of WS (part weight), PT (printing time), EPC (energy printing consumption), SPE (specific printing energy), SPP (specific printing power), and the mechanical performance indicators, i.e., σB (tensile strength), E (tensile modulus of elasticity), and Tt (tensile toughness). Additionally, two confirmation runs were performed with the aim of validating the prediction quadratic equations.
The ANOVA statistical technique is widely used for the analysis and interpretation of the experimental results while taking into consideration the ratio of each parameter. ANOVA highlights the importance of each parameter in solving the problem. The steps followed in ANOVA for the required calculations are cited below:
SST (total sum of squares) was found through Ref [83]:
where N represents the total amount of cases of the orthogonal array, and Yi shows the experimental/ numerical result for the ith experiment,
SST (total sum of the squared deviations) is calculated by summarizing SSe (sum of squared error) and SSP (sum of squared deviations due to every process parameter), so SSP was defined as [83]:
where P is one of the parameters, j represents the level number of P, t represents the repetition of each level of P, and SYj is the sum of the experimental results involving both P and j. SSe (sum of squares from the error parameters) is [83]:
The total degree of freedom equals DT = N − 1, and the degree of freedom for every tested parameter equals DP = N − 1. The variance of the parameter tested is VP = SSP/DP. The F-value for every design parameter is simply the ratio of the mean of squares deviations to the mean of the squared error FP = VP/Ve. The percentage contribution ρ was calculated as [83]:
3 Results
3.1 Morphological characterization and analysis of failure
Figure 3 presents stereoscopic images of the fractured surface belonging to one randomly chosen, out of each run’s five replicas, specimens of each run. It should be noted that runs 13, 14, and 15 have been repeated under the same conditions, as the Box-Behnken design proposes. It is also observable that there is a brittle structure in all of the samples, which indicates that the specimens were fractured without a remarkable deformation.

Stereoscopical images captured from the fractured surface of one random sample chosen from each of the fifteen runs, along with their corresponding 3D-P control settings
The runs selected for extended analysis were runs 1, 9, and 11. Out of the five replicas, one random specimen was chosen. Then their tensile strength to strain graphs were created and are herein presented in Fig. 4a, b, and c, along with their corresponding printing parameters. It can be observed that the value of the TS printing parameter was chosen to be the same for all runs, while TN and LH values ranged, in order to have a better perspective as to the differences of the studied cases. In Fig. 4a, b, and c, the tensile toughness as well as tensile strength values of each run correspondingly are included. There are also microscopic images of the specimens’ side surfaces, respectively, where it can be observed that run 11 (Fig. 4c) presents a thicker sample in comparison to the other two runs. It should be highlighted that the tensile strength of run 11 (Fig. 4c) is explicitly much lower than the other two runs’ (Fig. 4b and c). Figure 4d, e, and f show SEM pictures of the fracture surfaces belonging to the corresponding samples of Fig. 4a, b, and c at a 27× magnification. Run 9 (Fig. 4e) seems to present less porosity than runs 1 (Fig. 4d) and 11 (Fig. 4f).

Side surface SEM images, tensile strength to strain graphs, and the corresponding printing parameters of one random sample selected from run 1 (a), run 9 (b), and run 11 (c), along with SEM images of their fracture surface at 27× magnification: run 1 (d), run 9 (e), and run 11 (f)
The same samples mentioned above are also shown in SEM images taken from their side surface at 150× magnification (Fig. 5a, c, and e) and their fracture surface at 1000× magnification (Fig. 5b, d, and f). The side surfaces present many voids, and the samples from runs 1 and 11 have a slightly more visible interlayer fusion than the sample from run 9. Porosity and voids are indeed very intense in all of the fracture images, especially in the case of runs 1 and 11. It should be noted that although the only different 3D printing parameter between runs 9 and 11 is the layer thickness, both the side and the fracture images show very different structures, and for instance, run 11 presents a smoother structure than run 9. The presence of the fibers is evident in the fracture surface images. The defects on the side surface indicate that the 3D printing parameters of the specific run were not optimum for the composite. Such voids and defects are expected to negatively affect the mechanical performance of these samples.

Side surface SEM images of one random sample selected from run 1 (a), run 9 (c), and run 11 (e) at 150× magnification, along with their corresponding printing parameters and their fracture surface SEM images at a 1000× magnification, run 1 (b), run 9 (d), and run 11 (f)
3.2 BBD presentation
Table 1 summarizes all input values regarding the three control settings corresponding to each of the fifteen runs, as well as their levels. The mean average values and standard deviations of WS, PT, EPC, and σB for each run are also shown in Table 1, while the respective values for E, Tt, SPE, and SPP response parameters are presented in Table 2. Additional appendix results can be found in Tables S5, S6, S7, and S8 of the supplementary material.
3.3 Statistical analysis
There were four response parameters for which box plots were created, taking into consideration the aforementioned experimental results, namely printing time (PT) (Fig. 6a), specimen weight (WS) (Fig. 6b), tensile strength (σB) (Fig. 6c), and energy printing consumption (EPC) (Fig. 6d). The box plots aim to highlight on which response parameter is found the most remarkable influence by each printing parameter.

Box plots presenting the metrics of the main response parameters as to the control settings (TN, TS, LH): PT (a), WS (b), σB (c), and EPC (d)
In the case of PT, values are found near three values for all control parameters, while on the contrary WS values appear to be scattered considering TN, TS, and LH. As for σB, regarding TN and TS, the values are also scattered, but LH appears to have a great impact on it, as the values of σB change importantly along with the LH fluctuations. EPC values are again gathered mostly around three or two values regarding TN, TS, and LH seem to have a reasonable impact on EPC. Main effect plots (MEPs) are followed ahead and discussed further.
Figure 7 presents MEPs of PT and WS (Fig. 7a), σB and EPC (Fig. 7b), E and Tt (Fig. 7c), and SPE and SPP (Fig. 7d) as to TN, TS, and LH. Layer height appears to have a great impact on the majority of the response parameters. It causes an increase in the weight of the specimen, while the printing time is drastically decreased. It also reduces the tensile strength while, at the same time, the printing energy consumption is lowered. This also happens to the tensile modulus of elasticity and tensile toughness. Specific printing energy was decreased under the influence of layer height increase.

Main effect plots from all of the response parameters as to the control parameters (TN, TS, LH): PT and WS (a), σB and EPC (b), E and Tt (c), SPE and SPP(d)
Some other remarkable observations are that travel speed lowered printing time as well as specific printing energy and increased specific printing power. Overall, layer height was the control parameter affecting the response parameters the most. Interaction plots of all the input parameters as to the response parameters can be found in Fig. S1 of the supplementary material.
3.4 Analysis of regression results and analysis of variance
QRM of each response can be calculated by the following equation:
RQRM of every response can be found by the calculation:
where k is the response output (i.e., WS, PT, EPC, σB, E, Tt, SPE, SPP), a is the constant value, b is the coefficients of the linear terms, c is the coefficients of the square terms, e is the error, and xi is the three (n = 3) control parameters (i.e. TN, TS, LH).
Tables 3, 4, 5, and 6 contain regression values as to the response parameters of WS, PT, EPC, and σB, while the regression tables of the rest of the response parameters can be found in Tables S1, S2, S3, and S4 of the supplementary information. Along with the tables, equations representing the predictive models formed as a function of TN, TS, and LH for every response parameter are cited (Eqs. 13–20).
The attention is attributed to the F, P, and R2 values at all tables, as F and P values should be more than 4 and less than 0.05, respectively, and values of R2 show the % of the accuracy of the model which is expected. All regression values, regarding the total amount of the parameters, were above 85% and the majority was higher than 90%, which indicates that the expected accuracy of the prediction models is remarkably high.
There were some more graphs created in conjunction with the regression data, in order to highlight the important parameters of this study. Figures 8 and 9 contain two types of graphs; one graph indicates statistically which parameters can influence the response parameters, and the other graph presents the experimental versus the predicted values regarding the response parameters. Figure 8a includes the corresponding graphs of PT, where on the left it is shown that LH and TS are statistically important, and on the right, it is shown that the experimental and predicted values are importantly close or almost the same (including the confirmation runs). Figure 8b has the graphs of WS, where on the left, it is shown that all three control parameters TN, LH, and TS are statistically important, and on the right, it is shown that some of the experimental and predicted values are close or almost the same, but some others diverge.

Graphs of statistical presentation for the % of influence control parameters have on response parameters (on the left) and predicted versus experimental results (on the right), for PT (a) and for WS(b)

Graphs of statistical presentation for the % of influence control parameters have on response parameters (on the left) and predicted versus experimental results (on the right), for σB (a) and for EPC(b), along with SEM images from the confirmation runs’ structure and side surface correspondingly
In Fig. 9a the corresponding graphs of σB are presented. On the left, it is shown that LH and TS are statistically important, while on the right, it is shown that some of the experimental and predicted values (including those of the experimental runs’) are importantly close or almost the same. Figure 9b presents the graphs of EPC, where on the left, it is shown that LH and TS are statistically important, and on the right, it is shown that some of the experimental and predicted values mostly coincide (including the confirmation runs). In Fig. 9a and b, two SEM images of the confirmation run, one from the fracture surface (Fig. 9a) and one from the side surface (Fig. 9b), are included. Additional results regarding the corresponding graphs of E, Tt, SPE, and SPP can be found in Fig. S2 and Fig. S3 of the supplementary information.
Figure 10 presents 3D surface plots of the σB and EPC response parameters as to the TN, TS, and LH control parameters. Figure 10a, b, and c show the graphs of σB as to TN and TS, TN and LH, and TS and LH correspondingly. It can be observed that lower TN and TS impart higher tensile strength, while the opposite happens in the case of higher TN and TS. The effect of LH seems to be strong, as it is obvious that its decrease causes a rise of σB, and the opposite, at both high and low TN or TS. Figure 10d, e, and f depict the graphs of EPC as to TN and TS, TN and LH, and TS and LH, respectively. Low TS and LH seem to cause the increase of EPC and the opposite, at both high and low TN. In addition, a combination of low LH and TS increases the EPC and the opposite. More data regarding surface plots of PT and WS response parameters can be found in Fig. S4 of the supplementary information.

Surface graphs of σB versus TN and TS (a), TN and LH (b), TS and LH (c), and EPC versus TN and TS (d), TN and LH (e), TS and LH (f)
3.5 Confirmation experiments
Table 7 summarizes the input values regarding the three control settings corresponding to the two confirmation runs, as well as their levels. The mean average values and standard deviations for the confirmation runs of WS, PT, EPC, and σB for each run are also shown in Table 7, while the respective values for E, Tt, SPE, and SPP response parameters are presented in Table 8. Table 9 presents the validity results, comparing the predicted with the actual values of the response parameters in the confirmation runs. Overall, the % deviation between the predicted with the actual values is exceptionally low, showing that the prediction models in this study are expected to provide very accurate and reliable results. The only exception is the deviation of the E and especially the SPE values of run 17. Such deviations indicate that the prediction models operate within a specific range of values and probably the control values of run 17 are marginal for the capacity of the prediction models of these two response metrics. The analytic results of the experimental course of the confirmation runs are presented in the supplementary information provided.
4 Discussion
This study aimed to achieve both increased mechanical properties and minimized energy printing consumption when 3D printing PA6/CF 15 wt% parts with the MEX process. There were three (3) generic 3D printing control parameters investigated, namely TN, TS, and LH, and eight (8) response parameters, namely WS, PT, EPC, σB, E, Tt, SPE, and SPP. The 3D-P specimens went through an experimental procedure, and their results underwent analysis and evaluation according to the Box-Behnken design of experiments.
The analysis suggested that the parameter having the most important influence on the mechanical behavior of the 3D-P specimens was LH, which, to the authors’ best knowledge, has not been investigated yet in the literature for the specific composites in the MEX process. Tensile strength and 3D printing energy consumption were only some of the response parameters considerably affected by LH. Additionally, 3D printing time and specimens’ weight were also much affected, as well as tensile toughness and tensile modulus of elasticity. The tensile strength ranged between 42.59 and 83.52 MPa (about 100% difference), while the 3D printing energy consumption managed to reach the lowest value of 0.036 MJ (with the highest one being also 0.19 MJ, 5.2 times more). Such differences show the importance of selecting proper 3D printing settings, as they could have a quite large effect on the performance of the process and the parts produced. Such differences also justify the need for such an analysis as the one conducted in the study, as it was found that both the sustainability of the process and the mechanical performance of the parts could be highly affected.
As the LH increased, and so did the weight of specimens, the required 3D printing time was found to be reduced, along with the required 3D printing energy and specific printing energy, which reached the lowest values of 330 s, 0.036 MJ, and 0.018 MJ/ g, respectively, at the highest LH of 0.3 mm acting beneficially. However, the same value of LH resulted in the lowest tensile strength of 42.59 MPa, tensile modulus of elasticity of 197.77 MPa, and tensile toughness of 4.57 MJ/ m3.
On the other hand, the lowest value set for the LH equal to 0.1 mm had the exact opposite influence on all of the aforementioned response parameters. Although the 3D printing time was increased at 2272 s, the 3D printing energy at 0.252 MJ, and specific printing energy at 0.126 MJ/ g, the lower LH acted beneficial for the tensile strength which reached 83.52 MPa, tensile modulus of elasticity 427.42 MPa, and tensile toughness 11.96 MJ/ m3. It should be mentioned that the weight of specimens was also reduced.
The rest of the control settings (TN and TS) did not have such a remarkable impact on the response parameters as the LT had. TN caused an increase in the weight of the specimen, as it got higher, while the rest of the response parameters were not much affected. On the other hand, TS influenced a few more response parameters, such as the 3D printing time, which was reduced the higher TS was, as well as the tensile strength and specific printing energy, which were slightly reduced by its increase. Additionally, the specific 3D printing power became higher with the rise of TS. Studies on energy consumption vs. mechanical performance in the 3D printing of parts with the MEX process from different polymeric materials (PLA [27] and ABS [30]) agree with the findings of the current research. They have also reported that the travel speed and the layer height are the 3D printing settings mostly affecting both the energy consumption and the mechanical performance of the 3D printed parts.
There was not a set of parameters that combined both excellent mechanical strength and minimized energy consumption. Studies found in the available literature have investigated the effect of CF reinforcing PA6 and showed that it provides excellent mechanical properties and can improve both tensile modulus by 60% and tensile strength by about 50% [49]. In [84] investigation, it was proved numerically and experimentally that the rectangle infill pattern with 40% infil density achieved the lowest distortions.
Further analysis was conducted through the examination of SEM images captured from the specimens’ fracture and side surfaces at different magnifications. It should be noted that those SEM images have indicated the existence of reinforced short carbon fibers appearing in the form of grayish cylinders (Fig. 5b and f). This has also been reported in other studies in the case of PLA/CF [85], short CF-reinforced PA composites [86, 87], and CF-reinforced PA6 composites [88].
In this study, it was also observed through the combination of SEM images and experimental results that the sample from run 9 (Fig. 5d), which presented the least porosity, had the highest tensile strength. Runs 1 and 11 indicated more porosity, and their tensile strength was found to be lower, which also happened in the case of short CF-reinforced PC polymer matrix composite material in another study [89].
Overall, the constitution of the optimal set of control settings combining both the greatest energy efficiency and mechanical strength was not achieved. Yet an equanimous set of control settings could be derived from this study, as there are parameters that can level off the various influences on each aspect. Moreover, it should be mentioned that the created equations were proved reliable through the calculation of factors with the assistance of ANOVA, as well as the confirmation runs conducted so that they could be considered reliable. This indicates the suitability of the Box-Behnken method for the analysis of the experimental data in this specific study.
5 Conclusions
Herein, the optimal set of control settings is being researched with the challenge of manufacturing parts both energy efficient and mechanically strong, out of PA6/CF 15 wt% composite and through MEX 3D-P. The energy consumption was measured as the specimens were being printed, which then underwent tensile testing coherent with the ASTM D638 standard. Subsequently, the Box-Behnken design was utilized for the examination and analysis of the control settings and how they interact with each other. In addition, there were prediction models created for the total amount of the metrics along with the conduction of two confirmation runs, in order to verify the reliability of the model.
There was not a pair of parameters’ values that could achieve both having the lowest energy consumption and the highest mechanical strength. This event compels the need to choose the most desired aspect depending on the current requirements of the application. The only case where the tensile strength presented a medium value and the energy consumption was considerably low, was when a higher travel speed was applied. The most influencing control parameter was the layer height which was proved to affect all of the response parameters. The rest of the settings only had a small effect on the performance of the samples. Further investigation in the future could include the examination of a different set of input and control parameters in order to achieve the optimization of energy efficiency and great mechanical performance of the desired 3D printed parts simultaneously. Additional mechanical tests can be carried out and the range of the control parameter levels can be broadened.
Data availability
The raw/processed data required to reproduce these findings cannot be shared at this time due to technical or time limitations.
Abbreviations
- 3D-P:
-
Three-dimensional printing
- ABS:
-
Acrylonitrile butadiene styrene
- AM:
-
Additive manufacturing
- ANOVA:
-
Analysis of variance
- BBD:
-
Box-Behnken design
- CF:
-
Carbon fiber
- DOE:
-
Design of experiment
- DP :
-
Degree of freedom for the tested parameter
- DT :
-
Total degree of freedom
- E:
-
Tensile modulus of elasticity
- EPC :
-
Energy printing consumption
- FFD:
-
Full factorial design
- FP :
-
F-value for parameter
- HPP:
-
High-performance polymer
- LH :
-
Layer height
- MEP:
-
Main effect plot
- MEX:
-
Melt extrusion
- PA:
-
Polyamide
- PA12:
-
Polyamide 12
- PA6:
-
Polyamide 6
- PC:
-
Polycarbonate
- PLA:
-
Polylactic acid
- PT :
-
Printing time
- QRM:
-
Quadratic regression model
- RQRM:
-
Reduced quadratic regression model
- SEM:
-
Scanning electron microscopy
- SPE :
-
Specific printing energy
- SPP :
-
Specific printing power
- SSE :
-
The sum of squared errors
- SSP :
-
The sum of squared deviations
- SST :
-
Total sum of squares
- TD:
-
Taguchi design
- TGA:
-
Thermogravimetric analysis
- TN :
-
Nozzle temperature
- TS :
-
Travel speed
- Tt :
-
Tensile toughness
- UTS:
-
Ultimate tensile strength
- Ve :
-
Variance of error
- VP :
-
Variance of parameter
- Ws :
-
Specimen weight
- ρP :
-
Percentage contribution of each parameter
- σB :
-
Tensile strength
References
Barera G, Pegoretti A (2023) Screw Extrusion Additive Manufacturing of Carbon Fiber Reinforced PA6 Tools. J Mater Eng Perform. https://doi.org/10.1007/s11665-023-08238-0
Attaran M (2017) The rise of 3-D printing: the advantages of additive manufacturing over traditional manufacturing. Bus Horiz 60:677–688. https://doi.org/10.1016/j.bushor.2017.05.011
Annibaldi V, Rotilio M (2019) Energy consumption consideration of 3D printing. 2019 II workshop on Metrology for Industry 4.0 and IoT (MetroInd4.0&IoT). 243–248. https://doi.org/10.1109/METROI4.2019.8792856
Peng T (2016) Analysis of Energy utilization in 3D Printing processes. Procedia CIRP 40:62–67. https://doi.org/10.1016/j.procir.2016.01.055
Javaid M, Haleem A, Singh RP, Suman R, Rab S (2021) Role of additive manufacturing applications towards environmental sustainability. Adv Industrial Eng Polym Res 4:312–322. https://doi.org/10.1016/j.aiepr.2021.07.005
Sarvankar SG, Yewale SN (2019) Additive manufacturing in automobile industry. Int J Res Aeronaut Mech Eng 7(4):1–10
Janeková J, Pelle S, Onofrejová D, Pekarčíková M (2019) The 3D printing implementation in manufacturing of automobile components. Acta Tecnología 5:17–21. https://doi.org/10.22306/atec.v5i1.49
Tuazon BJ, Custodio NAV, Basuel RB, Delos Reyes LA, Dizon JRC (2022) 3D Printing Technology and materials for Automotive Application: a Mini-review. Key Eng Mater 913:3–16. https://doi.org/10.4028/p-26o076
Aslan B, Yıldız AR Optimum design of automobile components using lattice structures for additive manufacturing 2020;62:633–639. https://doi.org/10.3139/120.111527
Martinez DW, Espino MT, Cascolan HM, Crisostomo JL, Dizon JRC (2022) A Comprehensive Review on the application of 3D Printing in the Aerospace Industry. Key Eng Mater 913:27–34. https://doi.org/10.4028/p-94a9zb
Joshi SC, Sheikh AA (2015) 3D printing in aerospace and its long-term sustainability. Virtual Phys Prototyp 10:175–185. https://doi.org/10.1080/17452759.2015.1111519
Khoo ZX, Teoh JEM, Liu Y, Chua CK, Yang S, An J et al (2015) 3D printing of smart materials: a review on recent progresses in 4D printing. Virtual Phys Prototyp 10:103–122. https://doi.org/10.1080/17452759.2015.1097054
Muhammad MS, Kerbache L, Elomri A (2022) Potential of additive manufacturing for upstream automotive supply chains. Supply Chain Forum: Int J 23:1–19. https://doi.org/10.1080/16258312.2021.1973872
Yap YL, Yeong WY (2014) Additive manufacture of fashion and jewellery products: a mini review. Virtual Phys Prototyp 9:195–201. https://doi.org/10.1080/17452759.2014.938993
Günaydın AC, Yıldız AR, Kaya N (2022) Multi-objective optimization of build orientation considering support structure volume and build time in laser powder bed fusion. 64:323–338. https://doi.org/10.1515/mt-2021-2075
Kopar M, Yildiz AR (2023) Experimental investigation of mechanical properties of PLA, ABS, and PETG 3-d printing materials using fused deposition modeling technique. 65:1795–1804. https://doi.org/10.1515/mt-2023-0202
Kopar M, Yildiz AR (2023) Composite disc optimization using hunger games search optimization algorithm. 65:1222–1229. https://doi.org/10.1515/mt-2023-0067
Gonzalez-Gutierrez J, Cano S, Schuschnigg S, Kukla C, Sapkota J, Holzer C (2018) Additive Manufacturing of Metallic and Ceramic Components by the material extrusion of highly-filled polymers: a review and future perspectives. Materials 11:840. https://doi.org/10.3390/ma11050840
Rinaldi M, Ghidini T, Cecchini F, Brandao A, Nanni F (2018) Additive layer manufacturing of poly (ether ether ketone) via FDM. Compos B Eng 145:162–172. https://doi.org/10.1016/j.compositesb.2018.03.029
Turner N, Strong B, Gold RA (2014) A review of melt extrusion additive manufacturing processes: I. process design and modeling. Rapid Prototyp J 20:192–204. https://doi.org/10.1108/RPJ-01-2013-0012
Sadaf M, Cano S, Gonzalez-Gutierrez J, Bragaglia M, Schuschnigg S, Kukla C et al (2022) Influence of Binder Composition and Material Extrusion (MEX) parameters on the 3D Printing of highly filled copper feedstocks. Polym (Basel) 14:4962. https://doi.org/10.3390/polym14224962
Saenz F, Otarola C, Valladares K, Rojas J (2021) Influence of 3D printing settings on mechanical properties of ABS at room temperature and 77 K. Addit Manuf 39:101841. https://doi.org/10.1016/j.addma.2021.101841
Joseph Arockiam A, Karthikeyan Subramanian, Padmanabhan RG, Rajeshkumar Selvaraj DK, Bagal, Rajesh S (2022) A review on PLA with different fillers used as a filament in 3D printing. Mater Today Proc 50:2057–2064. https://doi.org/10.1016/j.matpr.2021.09.413
Karimi A, Mole N, Pepelnjak T (2022) Numerical Investigation of the Cycling Loading Behavior of 3D-Printed poly-lactic acid (PLA) Cylindrical Lightweight samples during Compression Testing. Appl Sci 12:8018. https://doi.org/10.3390/app12168018
Zarna C, Chinga-Carrasco G, Echtermeyer AT (2023) Bending properties and numerical modelling of cellular panels manufactured from wood fibre/PLA biocomposite by 3D printing. Compos Part Appl Sci Manuf 165:107368. https://doi.org/10.1016/j.compositesa.2022.107368
Vidakis N, David C, Petousis M, Sagris D, Mountakis N, Moutsopoulou A (2022) The effect of six key process control parameters on the surface roughness, dimensional accuracy, and porosity in material extrusion 3D printing of polylactic acid: prediction models and optimization supported by robust design analysis. Adv Industrial Manuf Eng 5. https://doi.org/10.1016/j.aime.2022.100104
Vidakis N, Petousis M, Karapidakis E, Mountakis N, David C, Sagris D (2023) Energy consumption versus strength in MEΧ 3D printing of polylactic acid. Adv Industrial Manuf Eng 6:100119. https://doi.org/10.1016/j.aime.2023.100119
Lee BH, Abdullah J, Khan ZA (2005) Optimization of rapid prototyping parameters for production of flexible ABS object. J Mater Process Technol 169:54–61. https://doi.org/10.1016/j.jmatprotec.2005.02.259
Croccolo D, De Agostinis M, Olmi G (2013) Experimental characterization and analytical modelling of the mechanical behaviour of fused deposition processed parts made of ABS-M30. Comput Mater Sci 79:506–518. https://doi.org/10.1016/j.commatsci.2013.06.041
Petousis M, Vidakis N, Mountakis N, Karapidakis E, Moutsopoulou A (2023) Compressive response versus power consumption of acrylonitrile butadiene styrene in material extrusion additive manufacturing: the impact of seven critical control parameters. Int J Adv Manuf Technol 126:1233–1245. https://doi.org/10.1007/s00170-023-11202-w
Vidakis N, Petousis M, Velidakis E, Liebscher M, Mechtcherine V, Tzounis L (2020) On the strain rate sensitivity of fused filament fabrication (FFF) processed PLA, ABS, PETG, PA6, and PP thermoplastic polymers. Polym (Basel) 12:2924. https://doi.org/10.3390/polym12122924
Vidakis N, Petousis M, Kechagias JD (2022) Parameter effects and process modelling of polyamide 12 3D-printed parts strength and toughness. Mater Manuf Processes 37:1358–1369. https://doi.org/10.1080/10426914.2022.2030871
Jia Y, He H, Peng X, Meng S, Chen J, Geng Y (2017) Preparation of a new filament based on polyamide-6 for three-dimensional printing. Polym Eng Sci 57:1322–1328. https://doi.org/10.1002/pen.24515
David C, Sagris D, Petousis M, Nasikas NK, Moutsopoulou A, Sfakiotakis E et al (2023) Operational performance and energy efficiency of MEX 3D Printing with Polyamide 6 (PA6): multi-objective optimization of Seven Control Settings supported by L27 Robust Design. Appl Sci 13:8819. https://doi.org/10.3390/app13158819
Vidakis N, Petousis M, Michailidis N, Mountakis N, Papadakis V, Argyros A et al (2023) Polyethylene glycol and polyvinylpyrrolidone reduction agents for medical grade polyamide 12/silver nanocomposites development for material extrusion 3D printing: Rheological, thermomechanical, and biocidal performance. React Funct Polym 190:105623. https://doi.org/10.1016/j.reactfunctpolym.2023.105623
Petousis M, Moutsopoulou A, Korlos A, Papadakis V, Mountakis N, Tsikritzis D et al (2023) The effect of nano zirconium dioxide (ZrO2)-optimized content in polyamide 12 (PA12) and polylactic acid (PLA) matrices on their thermomechanical response in 3D printing. Nanomaterials 13:1906. https://doi.org/10.3390/nano13131906
Vidakis N, Petousis M, Mountakis N, Korlos A, Papadakis V, Moutsopoulou A (2022) Trilateral multi-functional polyamide 12 nanocomposites with binary inclusions for medical Grade Material Extrusion 3D Printing: the Effect of Titanium Nitride in mechanical reinforcement and Copper/Cuprous oxide as Antibacterial agents. J Funct Biomater 13. https://doi.org/10.3390/jfb13030115
Vidakis N, Petousis M, Michailidis N, Mountakis N, Papadakis V, Argyros A et al (2023) Medical grade polyamide 12 silver nanoparticle filaments fabricated with in-situ reactive reduction melt-extrusion: rheological, thermomechanical, and bactericidal performance in MEX 3D printing. Appl Nanosci. https://doi.org/10.1007/s13204-023-02966-4
Vidakis N, Petousis M, Michailidis N, Grammatikos S, David CN, Mountakis N et al. (2022) Development and optimization of Medical-Grade MultiFunctional Polyamide 12-Cuprous Oxide nanocomposites with Superior Mechanical and Antibacterial properties for cost-effective 3D Printing. Nanomaterials 12. https://doi.org/10.3390/nano12030534
Xu Z, Croft ZL, Guo D, Cao K, Liu G (2021) Recent development of polyimides: synthesis, processing, and application in gas separation. J Polym Sci 59:943–962. https://doi.org/10.1002/pol.20210001
De Leon AC, Chen Q, Palaganas NB, Palaganas JO, Manapat J, Advincula RC (2016) High performance polymer nanocomposites for additive manufacturing applications. React Funct Polym 103:141–155. https://doi.org/10.1016/j.reactfunctpolym.2016.04.010
Yin J, Zhu G, Deng B (2013) Multi-walled carbon nanotubes (MWNTs)/polysulfone (PSU) mixed matrix hollow fiber membranes for enhanced water treatment. J Memb Sci 437:237–248. https://doi.org/10.1016/j.memsci.2013.03.021
Benzait Z, Trabzon L (2018) A review of recent research on materials used in polymer–matrix composites for body armor application. J Compos Mater 52:3241–3263. https://doi.org/10.1177/0021998318764002
Altin Karataş M, Gökkaya H (2018) A review on machinability of carbon fiber reinforced polymer (CFRP) and glass fiber reinforced polymer (GFRP) composite materials. Def Technol 14:318–326. https://doi.org/10.1016/j.dt.2018.02.001
Platt DK, (2003) Engineering and high performance plastics market report: a Rapra market report. iSmithers Rapra Publishing
Pisani WA, Newman JK, Shukla MK (2021) Multiscale modeling of Polyamide 6 using Molecular Dynamics and Micromechanics. Ind Eng Chem Res 60:13604–13613. https://doi.org/10.1021/acs.iecr.1c02440
Brydon JA (1982) Plastics materials. Butterworth Scientific, London, pp 1–16. n.d
Wu T-M, Liao C-S (2000) Polymorphism in nylon 6/clay nanocomposites. Macromol Chem Phys 201:2820–2825. https://doi.org/10.1002/1521-3935(20001201)201:18<2820::AID-MACP2820>3.0.CO;2-4
Liang J, Xu Y, Wei Z, Song P, Chen G, Zhang W (2014) Mechanical properties, crystallization and melting behaviors of carbon fiber-reinforced PA6 composites. J Therm Anal Calorim 115:209–218. https://doi.org/10.1007/s10973-013-3184-2
Kausar A (2022) Nanocarbon and macrocarbonaceous filler–reinforced epoxy/polyamide: a review. J Thermoplast Compos Mater 35:2620–2640. https://doi.org/10.1177/0892705720930810
Dabees S, Osman T, Kamel BM (2023) Mechanical, thermal, and flammability properties of polyamide-6 reinforced with a combination of carbon nanotubes and titanium dioxide for under-the-hood applications. J Thermoplast Compos Mater 36:1545–1575. https://doi.org/10.1177/08927057211067698
Mushtaq RT, Wang Y, Rehman M, Khan AM, Bao C, Sharma S et al (2023) Investigation of the mechanical properties, surface quality, and energy efficiency of a fused filament fabrication for PA6. Reviews Adv Mater Sci 62. https://doi.org/10.1515/rams-2022-0332
Vidakis N, Petousis M, Mountakis N, Kechagias JD (2023) Optimization of friction stir welding for various tool pin geometries: the weldability of polyamide 6 plates made of material extrusion additive manufacturing. Int J Adv Manuf Technol 124:2931–2955. https://doi.org/10.1007/s00170-022-10675-5
Katunin A, Krukiewicz K, Herega A, Catalanotti G (2016) Concept of a conducting composite material for lightning strike protection. Adv Mater Sci 16
Kausar A (2017) Polyamide 1010/Polythioamide Blend Reinforced with Graphene Nanoplatelet for Automotive Part Application. Adv Mater Sci 17:24–36. https://doi.org/10.1515/adms-2017-0013
Drobny JG (2014) Handbook of thermoplastic elastomers. Elsevier
Yang CQ, Wang XL, Jiao YJ, Ding YL, Zhang YF, Wu ZS (2016) Linear strain sensing performance of continuous high strength carbon fibre reinforced polymer composites. Compos B Eng 102:86–93. https://doi.org/10.1016/j.compositesb.2016.07.013
Kausar A (2019) Advances in Carbon Fiber Reinforced Polyamide-based composite materials. Adv Mater Sci 19:67–82. https://doi.org/10.2478/adms-2019-0023
Naskar AK, Keum JK, Boeman RG (2016) Polymer matrix nanocomposites for automotive structural components. Nat Nanotechnol 11:1026–1030. https://doi.org/10.1038/nnano.2016.262
Kovács TA, Nyikes Z, Figuli L (2019) Development of a Composite Material for Impact load. Acta Mater Transylvanica 2:105–109. https://doi.org/10.33924/amt-2019-02-07
Ma Y, Yang Y, Sugahara T, Hamada H (2016) A study on the failure behavior and mechanical properties of unidirectional fiber reinforced thermosetting and thermoplastic composites. Compos B Eng 99:162–172. https://doi.org/10.1016/j.compositesb.2016.06.005
Kim S, Lee J, Roh C, Eun J, Kang C (2019) Evaluation of carbon fiber and p-aramid composite for industrial helmet using simple cross-ply for protecting human heads. Mech Mater 139:103203. https://doi.org/10.1016/j.mechmat.2019.103203
Cerretini G, Giacomin G (2019) Structural Reinforcement of a Masonry Building. Key Eng Mater 817:673–9. https://doi.org/10.4028/www.scientific.net/KEM.817.673
Szakács J, Mészáros L (2018) Synergistic effects of carbon nanotubes on the mechanical properties of basalt and carbon fiber-reinforced polyamide 6 hybrid composites. J Thermoplast Compos Mater 31:553–571. https://doi.org/10.1177/0892705717713055
Mugahed Amran YH, Alyousef R, Rashid RSM, Alabduljabbar H, Hung C-C (2018) Properties and applications of FRP in strengthening RC structures: a review. Structures 16:208–238. https://doi.org/10.1016/j.istruc.2018.09.008
Vidakis N, Petousis M, Tzounis L, Velidakis E, Mountakis N, Grammatikos SA (2021) Polyamide 12/Multiwalled Carbon Nanotube and Carbon Black nanocomposites manufactured by 3D Printing Fused Filament Fabrication: a comparison of the Electrical, Thermoelectric, and Mechanical properties. C (Basel) 7:38. https://doi.org/10.3390/c7020038
Vidakis N, Petousis M, Velidakis E, Mountakis N, Grammatikos SA, Tzounis L (2023) Multi-functional medical grade Polyamide12/Carbon Black nanocomposites in material extrusion 3D printing. Compos Struct: 116788. https://doi.org/10.1016/j.compstruct.2023.116788
Vidakis N, Petousis M, Kourinou M, Velidakis E, Mountakis N, Fischer-Griffiths PE et al (2021) Additive manufacturing of multifunctional polylactic acid (PLA)—multiwalled carbon nanotubes (MWCNTs) nanocomposites. Nanocomposites 7:184–199. https://doi.org/10.1080/20550324.2021.2000231
Vidakis N, Maniadi A, Petousis M, Vamvakaki M, Kenanakis G, Koudoumas E (2020) Mechanical and electrical properties Investigation of 3D-Printed acrylonitrile–butadiene–styrene Graphene and Carbon nanocomposites. J Mater Eng Perform 29:1909–1918. https://doi.org/10.1007/s11665-020-04689-x
Vidakis N, Petousis M, Vaxevanidis N, Kechagias J (2020) Surface roughness investigation of poly-jet 3D printing. Mathematics 8:1–14. https://doi.org/10.3390/math8101758
Kechagias JD, Vidakis N, Petousis M, Mountakis N (2022) A multi-parametric process evaluation of the mechanical response of PLA in FFF 3D printing. Mater Manuf Processes 00:1–13. https://doi.org/10.1080/10426914.2022.2089895
Kechagias JD, Vidakis N, Petousis M (2021) Parameter effects and process modeling of FFF-TPU mechanical response. Mater Manuf Processes 38:341–351. https://doi.org/10.1080/10426914.2021.2001523
Jahromi AE, Arefazar A, Jazani OM, Sari MG, Saeb MR, Salehi M (2013) Taguchi-based analysis of polyamide 6/acrylonitrile-butadiene rubber/nanoclay nanocomposites: the role of processing variables. J Appl Polym Sci 130:820–828. https://doi.org/10.1002/app.39191
Quitiaquez P, Cocha J, Quitiaquez W, Vaca X (2022) Investigation of geometric parameters with HSS tools in machining polyamide 6 using Taguchi method. Mater Today Proc 49:181–187. https://doi.org/10.1016/j.matpr.2021.08.002
Ülker A, Kocatüfek UE, Sayer S, Yeni Ç (2015) Application of the Taguchi method for the optimization of the strength of polyamide 6 composite hot plate welds. Mater Test 57:531–542. https://doi.org/10.3139/120.110741
Rochardjo HSB, Budiyantoro C (2021) Manufacturing and Analysis of Overmolded Hybrid Fiber Polyamide 6 Composite. Polym (Basel) 13:3820. https://doi.org/10.3390/polym13213820
Kechagias JD, Vidakis N (2022) Parametric optimization of material extrusion 3D printing process: an assessment of Box-Behnken vs. full-factorial experimental approach. Int J Adv Manuf Technol 121:3163–3172. https://doi.org/10.1007/s00170-022-09532-2
dos Santos Mallmann PH, Blaga L-A, dos Santos JF, Klusemann B (2020) Friction riveting of 3D printed polyamide 6 with AA 6056-T6. Procedia Manuf 47:406–412. https://doi.org/10.1016/j.promfg.2020.04.319
Vidakis N, Petousis M, Mountakis N, Karapidakis E (2023) Box-Behnken modeling to quantify the impact of control parameters on the energy and tensile efficiency of PEEK in MEX 3D-printing. Heliyon 9:e18363. https://doi.org/10.1016/j.heliyon.2023.e18363
Mozaffari S, Panahizadeh V, Daneshpayeh S, Saliminezhad I (2022) Prediction and optimization of the mechanical properties of polyamide6/polyolefin elastomer nanocomposites reinforced with multi-walled carbon nanotubes by using a full factorial experiment. J Elastomers Plast 54:731–749. https://doi.org/10.1177/00952443221089045
Vidakis N, Petousis M, Mountakis N, Papadakis V, Moutsopoulou A (2023) Mechanical strength predictability of full factorial, Taguchi, and Box Behnken designs: optimization of thermal settings and cellulose nanofibers content in PA12 for MEX AM. J Mech Behav Biomed Mater 142. https://doi.org/10.1016/j.jmbbm.2023.105846
Jung W-K, Kim H, Park Y-C, Lee J-W, Ahn S-H (2020) Smart sewing work measurement system using IoT-based power monitoring device and approximation algorithm. Int J Prod Res 58:6202–6216. https://doi.org/10.1080/00207543.2019.1671629
Vidal C, Infante V, Peças P, Vilaça P (2013) Application of Taguchi Method in the optimization of Friction stir Welding parameters of an Aeronautic Aluminium Alloy. Int J Adv Mater Manuf Charact 3:21–26. https://doi.org/10.11127/ijammc.2013.02.005
Al Rashid A, Koç M (2023) Experimental validation of numerical model for thermomechanical performance of material extrusion additive manufacturing process: Effect of infill design & density. Results Eng 17:100860. https://doi.org/10.1016/j.rineng.2022.100860
Ferreira RTL, Amatte IC, Dutra TA, Bürger D (2017) Experimental characterization and micrography of 3D printed PLA and PLA reinforced with short carbon fibers. Compos B Eng 124:88–100. https://doi.org/10.1016/j.compositesb.2017.05.013
Hou Y, Panesar A (2023) Effect of Manufacture-Induced interfaces on the Tensile properties of 3D printed polyamide and short Carbon Fibre-Reinforced Polyamide composites. Polym (Basel) 15:773. https://doi.org/10.3390/polym15030773
Di Pompeo V, Forcellese A, Mancia T, Simoncini M, Vita A (2021) Effect of geometric parameters and moisture content on the mechanical performances of 3D-Printed isogrid structures in short Carbon Fiber-Reinforced Polyamide. J Mater Eng Perform 30:5100–5107. https://doi.org/10.1007/s11665-021-05659-7
Peng X, Zhang M, Guo Z, Sang L, Hou W (2020) Investigation of processing parameters on tensile performance for FDM-printed carbon fiber reinforced polyamide 6 composites. Compos Commun 22:100478. https://doi.org/10.1016/j.coco.2020.100478
Gupta A, Fidan I, Hasanov S, Nasirov A (2020) Processing, mechanical characterization, and micrography of 3D-printed short carbon fiber reinforced polycarbonate polymer matrix composite material. Int J Adv Manuf Technol 107:3185–3205. https://doi.org/10.1007/s00170-020-05195-z
Acknowledgements
The authors would like to thank Aleka Manousaki from the Institute of Electronic Structure and Laser of the Foundation for Research and Technology, Hellas (IESL-FORTH), for taking the SEM images presented in this work.
Funding
Open access funding provided by HEAL-Link Greece.
Author information
Authors and Affiliations
Contributions
Markos Petousis: writing—review, and editing; Mariza Spiridaki: writing—original draft preparation, investigation; Nikolaos Mountakis: data curation, visualization; Amalia Moutsopoulou: investigation, formal analysis; Emmanuel Maravelakis: formal analysis, validation; Nectarios Vidakis: conceptualization, methodology, resources, supervision, project administration. The manuscript was written with the contributions of all authors. All authors have approved the final version of the manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Petousis, M., Spiridaki, M., Mountakis, N. et al. Box-Behnken modeling to optimize the engineering response and the energy expenditure in material extrusion additive manufacturing of short carbon fiber reinforced polyamide 6. Int J Adv Manuf Technol 132, 4399–4415 (2024). https://doi.org/10.1007/s00170-024-13617-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-024-13617-5