
Abstract
A metallic foam specimen was plastically joined with a resin (polymethyl methacrylate, PMMA) sheet by applying friction stir incremental forming (FSIF) process. In FSIF process, a rotating flat-ended (no probe) rod tool was pushed vertically and fed horizontally against the resin sheet which was placed on the foam. The tool operation heated frictionally the resin and deformed incrementally to the resin, while the tool operation did not deform plastically to the cellular matrix of the foam. Due to the plastic flow of the heated resin, the bottom of the resin was interlocked mechanically to the pores near the top surface of the foam. In this study, the relationship between the pore morphology (form and size) and the joining characteristics (joinability, flow thickness of the resin, and joining strength) was investigated using commercial open-cell nickel and closed-cell aluminum foams. According to the experimental investigations, the foam with small size and low depression angle of the surface pore showed better results in relation with the joining strength and the (flow thickness of the resin)/(depth of the surface pore).
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Metallic foam is one of the most attractive materials for both structural and functional applications. The production, processing, and application of metallic foams have been introduced in many publications (for example, references [1] and [2]). Their low density mainly contributes to reducing the weight of structural components, while their porous structure exhibits unique functional features in the areas of energy and sound absorbing, heat exchange, and electromagnetic shielding capacities. However, due to the generally low strength of metallic foam, the strength-mass relationship (specific strength) needs to be enhanced for practical use, especially for structural components.
One effective way for enhancing the strength-mass relationship of metallic foam is to introduce porous/nonporous composite structure such as sandwich-structured composite, especially by using high-strength material (e.g., high-strength steel and high-strength aluminum alloy) or non-metallic material (e.g., resin and carbon fiber reinforced plastics). Joining and bonding processes for metallic foam are essential, not only for fabricating the composite component but also for fixing metallic foam to other components. For example, the following developments have been reported concerning joining process of metallic foam and resin: hot pressing [3], incremental forming [4], and friction welding [5, 6]. The resin sheet was heated by radiation or conduction from heating device in the hot pressing and the incremental forming, while it was heated frictionally by high-speed rotating tool in the friction welding. The heated resin sheet was deformed plastically and interlocked mechanically to the pore structure of the foam. In particular, the effects of the porosity of the foam and the tool rotation speed on the welding characteristics have been reported in detail in friction welding of closed-cell aluminum foam and resin sheet [7, 8].
Mechanical interlocking via the porous structure is applied to joining of resin with metal having porous surface layer. Metal with porous surface layer was joined with resin by hot pressing [9] and infiltration of resin with curing agent [10]. In addition, friction welding was also applied to joining of nonporous metal with resin sheets. Friction stir welding and friction stir spot welding were reviewed for joining of resin sheet with aluminum alloy sheet [11]. Mechanical interlocking of aluminum flash into resin was mentioned as dominant mechanism of joining. Adhesive bonding of resin and aluminum alloy was realized by surface pretreatment in friction press joining of resin sheet and aluminum alloy sheet [12]. Chemical bonding as well as mechanical interlocking was mentioned in high-speed friction lap welding of aluminum alloy and polymer [13].
Recently, the authors reported a plastic joining method for resin sheet and open-cell foam by applying friction stir incremental forming (FSIF) process [14]. In this process, due to local friction heating of the resin, joining of the foam and the resin was realized by mechanical interlocking of the resin to the pore structure of the foam. The foam/resin joining strength was confirmed to enhance as the flow thickness of the resin into the pore structure increased; however, the influence of the foam’s pore morphology on the joining characteristics has not been reported. The joining characteristics, especially for closed-cell foam, have not been reported. As similar plastic joining processes, two friction stir spot welding processes have been proposed for nonporous aluminum/polypropylene sheets with pre-threaded hole [15] and nonporous aluminum alloy sheets [16]. In these processes, the upper sheet was extruded to the hole of the lower sheet and spot joined by mechanical interlocking in the aluminum/polypropylene joining and metallurgical bonding along with mechanical interlocking in the aluminum/aluminum joining.
In this study, commercial open-cell or closed-cell foam is plastically joined with a resin sheet by applying FSIF process. The relationship between the foam’s pore morphology (form and size) and the joining characteristics (joinability, flow thickness of the sheet, and joining strength) is investigated by experiments of joining and tensile tests.
2 Plastic joining by friction stir incremental forming (FSIF)
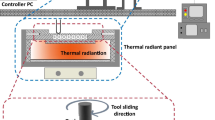
Friction stir incremental forming (FSIF) was initially proposed for sheet metal forming [17]. The process was applied to joining an open-cell foam with a resin sheet in our previous report [14]. A schematic illustration of FSIF process for such joining of metallic foam with resin sheet is shown in Fig. 1. A rotating rod tool is pushed vertically and fed horizontally against the resin which is placed on the foam. As indicated, the end shape of the tool is flat with corner radius (no probe) and vertical against the resin sheet (tilt angle of the tool against the resin: 0°). The frictional heating of the resin is caused locally by tool rotation. Simultaneously, the tool operation pushes incrementally to the heated resin into the pore structure of the foam. On the other hand, the tool operation does not deform plastically to the cellular matrix of the foam. The following were concluded for the combination of open-cell foam/resin sheet in the previous report [14]:
-
− The resin sheet is heated locally to higher than glass transition temperature by the friction at the high rotation rate tool-resin interface.
-
− The bottom of the resin is interlocked mechanically to the pores near the top surface of the foam by plastic flow of the above heated resin.
-
− No chemical reaction contributes macroscopically to the foam/resin joining strength.
-
− The foam/resin joining strength is over the fracture strength of the open-cell foam (approximately 7 MPa in case of the nickel foam).
-
− The top surface of the resin is roughened severely by tool operation, and the crystallinity of the resin is reduced. As a result, the transparency of the resin is reduced remarkably.

Schematic illustration for joining of metallic foam with resin sheet by means of friction stir incremental forming (FSIF) process
In addition, owing to the combination of high specific strength of the resin (compared with the open-cell nickel foam) and sandwich structure, the specific strength of the foam/resin sandwich-structured composite was reported to improve remarkably [18]. In fabrication of the foam/resin sandwich-structured composite, the wide area was also joined by multi-pass tool operation in x direction. Hence, FSIF process can apply to joining of the foam/resin composite with arbitral shape and size by controlling the tool operation.
3 Experimental procedures and conditions
3.1 Joining materials
Figure 2 shows the photographs of the foams used in this study. Commercial open-cell nickel foam (Sumitomo Electric Industries: Celmet®, Ni–Cr alloy) [19] and commercial closed-cell aluminum foam (Shinko Wire Company, Ltd.: ALPORAS®, Al-Ti-1.5mass%Ca alloy) [20] were used as substrates for FSIF process. Note that the pore shape and size of the foam were nonuniform in each foam. The pore morphology characteristics of the foams are shown in Table 1. The porosity and pore diameter of Celmet® and ALPORAS® are the literature values [20, 21], while the window diameter of Celmet® is the value in the product brochure. Three types of open-cell foams (product code: #4, #2, and #1) with mean pore diameters of 0.8, 2.0, and 3.2 mm were prepared. The open-cell foam with large mean pore diameter had large and deep surface pores. As for the closed-cell foam, the mean diameter of the surface pore (df) was close to that of the open-cell foam #1, while the mean depth of the surface pore (hf) of the closed-cell foam was close to that of the open-cell foam #2. The mean porosities of the open-cell foams and the closed-cell foam were 92–96% (mean relative density, 0.04–0.08) and 91% (mean relative density, 0.09), respectively. Their mean porosity (91–96%) was assumed to be almost the same. The difference of the pore morphology was reflected in the differences in the aspect ratio of the surface pore (hf/df), the depression angle (af) of the surface pore, and the window diameter of the pore between the open-cell #1 and closed-cell foams. Here, the depression angle was the inclination (exterior) angle of the cell wall of the surface pore with respect to the xy plane.

Photographs of foams used in this study: a open-cell nickel foam #4 (Celmet®) and b closed-cell aluminum foam (ALPORAS®)
With respect to the resin sheet, commercial transparent polymethyl methacrylate (PMMA) sheets with thickness (ts) of 1.0–4.0 mm (Asahi Kasei Chemicals Corporation: Delaglass™ A) were used. The sheets were used under as-received surface condition (arithmetic mean roughness: Ra = 0.04 µm).
The foams were all cut in a rectangular parallelepiped shape, with the dimensions of 20 mm × 20 mm × 10 mm for open-cell foams and 50 mm × 20 mm × 10 mm for closed-cell foam (each in x, y, and z directions). On the other hand, the resin sheets with ts = 1.0–4.0 mm were cut with 50 mm and 20 mm (each in x and y directions).
3.2 Plastic joining
FSIF process was performed on a commercial 3-axis NC milling machine (Roland DG Corporation: MDX-540 s) at room temperature. The outer diameter of the rod-shaped tool was ϕ6 mm, while the diameter (2re) of the flat tip without a prove was ϕ4 mm (corner radius: 1 mm). The tool was made of high-speed tool steel (JIS: SKH51, 58 HRC), and the arithmetic mean roughness of the surface was Ra = 1.6 µm. As for tool operation, it was linearly fed once in the y direction (Fig. 1) under a rotation rate (ω) of 1000–12,000 rpm, feed rate (f) of 6–600 mm/min and pushing depth (pz) of 0.1–2.0 mm. The angle between the tool and the sheet was set to 90° (tilt angle of the tool against the sheet: 0°).
3.3 Measurement of joining strength
The foam/resin joining strength was measured by uniaxial tensile testing. Figure 3 shows the schematic layout of the joined foam/resin composite and the jigs for uniaxial tensile test. After polishing and cleaning of the top surface of the joined resin sheet, the top surface was adhesive with a resin (PMMA) rod by a dichloromethane solvent (bonding strength: approximately 10 MPa). The bottom surface of the foam was adhesive with a steel substrate by an epoxy adhesive, and the foam was additionally fixed from the top surface to the substrate using jigs along with bolts (total strength of fixing and bonding: approximately 30 MPa). After chucking of the rod and the substrate on a material testing machine, the joined foam/resin composite was pulled perpendicular to the joined interface at room temperature with a rate of 1 mm/min.

Schematic layout of joined foam/resin composite and jigs for measuring foam/resin joining strength by uniaxial tensile testing
The nominal tensile stress was estimated for the foam/resin joining strength by dividing the maximum tensile load by the nominal FSIFed area (2re in the x direction and 20 mm in the y direction) of the foam/resin interface. The tensile load reached in maximum just before the detachment of the resin from the foam.
4 Experimental results
Figure 4 shows the foam (open-cell #4 and closed-cell)/resin interface in the x–z cross-sectional photograph after FSIF process. The joining state was commonly classified commonly for both open and closed-cell foams into following three types: (a) joining (successful), (b) no joining with gap between the foam and the resin (failure), and (c) no joining with plastic deformation of the foam (failure). In successful joining of the foam/resin interface as shown in Fig. 4a, the bottom of the resin sheet flowed plastically into the surface pores of the foam, while the foam pores were not deformed plastically. Under such conditions, the plastic flow of the resin caused mechanical interlocking with the foam. In no joining with gap, most of the top surface of the sheet was cut off by the tool, while the bottom of the sheet did not flow plastically into the surface pores. In no joining with plastic deformation of the foam, the results for top surface of the sheet were the same as in no joining with gap, while the surface pores as well as the bottom of the sheet were plastically deformed, and the resin did not plastically flow into the surface pores. Consequently, the sheet and the foam were not joined as shown in Fig. 4b, c.

X–z cross-sectional photographs of foam/resin interface after FSIF process: a joining (ω = 6000 rpm, f = 10 mm/min), a1 open-cell nickel foam #4 (Celmet®), a2 closed-cell aluminum foam (ALPORAS®), b no joining with gap between foam and resin (ω = 6000 rpm, f = 120 mm/min), b1 open-cell nickel foam #4 (Celmet®), b2 closed-cell aluminum foam (ALPORAS®), c no joining with plastic deformation of foam (f = 10 mm/min), c1 open-cell nickel foam #4 (Celmet®) (ω = 1000 rpm), and c2 closed-cell aluminum foam (ALPORAS®) (ω = 2000 rpm)
Figure 5 shows the experimental results of the foam/resin joining state in the map of the rotation rate-feed rate relationship in FSIF process. The sheet and the foam were joined plastically under FSIF conditions of ω \(\ge\) 4000 rpm and f \(\le\) 60 mm/min for both open and closed-cell foams. Due to the gap between the foam and the sheet, the sheet and the foam were not joined under high feed rate of f \(\ge\) 120 mm/min. The tool operation with high feed rate did not provide sufficient temperature rise of the resin by friction heating, and the resin did not flow plastically into the surface pores. Similarly, the sheet and the foam were not joined under low rotation rate of ω \(\le\) 1000 rpm, due to the plastic deformation of the foam. The low rotation rate did not soften sufficiently the resin by friction heating, and the surface pores of the foam were deformed plastically by pressing of the resin. From the above results, it was concluded that the tool operation with low feed and high rotation rates was required for joining of the foam and the resin by FSIF process, commonly for both open and closed-cell foams.

FSIF conditions-foam/resin joining state relationship in FSIF process: a open-cell nickel foam #4 (Celmet®) and b closed-cell aluminum foam (ALPORAS®)
Figure 6 shows the experimental results of the foam/resin joining state in FSIF process in the map of the tool pushing depth-sheet thickness relationship. Here, “no joining” means the top surface of the sheet was deformed plastically, while the bottom of the sheet did not flow plastically into the surface pores. The pushing depth of the tool was deep for joining of the foam/resin with thick sheet or foam with small pores. In comparison between the closed-cell and open-cell #1 foams, which have similar surface pore sizes, the pushing depth for successful joining of the closed-cell foam/resin was deeper than that for joining of the open-cell foam/resin.

Influence of tool pushing depth and sheet thickness of resin on foam/resin joining state in FSIF process (ω = 6000 rpm, f = 10 mm/min): a open-cell nickel foam #4 (Celmet®), b open-cell nickel foam #2 (Celmet®), c open-cell nickel foam #1 (Celmet®), and d closed-cell aluminum foam (ALPORAS®)
Figure 7 shows the flow thickness of the resin into the pores of the foam at the center in the y direction in the FSIFed area. Here, the flow thickness is defined in Fig. 4 and is measured by microscopic observation in the x–z cross-section at the center in the y direction of the joined foam/resin interface at 1.0 mm pitch in the x direction. The flow thickness increased with the relative forming rate (reω/f) and the mean surface pore depth of the foam. The flow thickness and the relative forming rate for joining were approximately hs/hf > 0.3 and reω/f > 500 in the open-cell foam/resin interface and hs/hf > 0.8 and reω/f > 1000 in the closed-cell foam/resin interface. The maximum flow thickness was approximately twice the depth of the surface pore in the open-cell foam #4. This indicates that the inside pores as well as the surface pores were filled with flowed resin in FSIF process due to the open-cell structure (the window diameter of the pore is not zero).

Influence of relative forming rate on flow thickness of resin into surface pores of foam in FSIF process (ts = 1.0 mm, pz = 0.5–0.6 mm): a flow thickness of resin and b (flow thickness of resin)/(depth of surface pore)
Figure 8 shows the foam/resin joining strength under uniaxial tensile testing. Here, the upper arrow means that the cellular matrix of the foam was ruptured before the resin was separated from the foam. The joining strength in the mark with upper arrow is expected to be higher than the rupture strength of the foam. The joining strength increased as the flow thickness of the resin increased. Although the flow thickness in the closed-cell foam (hf = 1.2 mm) was thicker than that in the open-cell foam #2 (hf = 1.2 mm), the closed-cell foam/resin joining strength was much lower than the open-cell foam/resin joining strength. The mechanical interlock of the foam/resin interface tends to be strong in the foam with af > 90°. As for the joining of the open-cell foam/resin, the joining strength was high in the foam with small pores. Though it is difficult for resin to flow into the small pores of the foam, the surface pores could be filled with the small inflow volume of the resin. Furthermore, the resin could plastically flow into the inside pores of the foam in the open-cell structure. Thus, high joining strength was achieved in the open-cell foam, especially in the foam with small pores. In this study, the open-cell foam #2, with a middle-sized pore, which is a little smaller than the tool diameter, showed the best result with respect to the relationship between the joining strength and the (flow thickness of the resin)/(mean depth of the surface pore) (hs/hf).

Foam/resin joining strength under uniaxial tensile testing (ts = 1.0 mm, pz = 0.5–0.6 mm): a flow thickness of resin and b (flow thickness of resin)/(depth of surface pore)
5 Discussions
To analyze the influence of the pore morphology on the joining characteristics in FSIF process, correlation between the pore morphology and the joining characteristics was calculated using experimental results. Here, the same number of experimental data were extracted and analyzed for each combination of foam and resin. Figure 9 shows the correlation coefficient of the foam pore morphology to the joining characteristics. The diameter and depth of the surface pore were positive to the flow thickness, while negative to the joining strength. This means that the resin flowed easily into the large pore in the foam; however, large flowing volume of the resin was required to fill up the large pore. Due to this, the joining strength was low in joining for the foam with large pore. The depression angle was negative to the flow thickness, while positive to the joining strength. This means that the resin flowed easily into the pore with small depression angle; however, the mechanical interlocking was difficult with small depression angle. Therefore, the joining strength was low in joining for the foam with small depression angle. In addition, the joining strength was affected strongly by hs/hf. This means that the filling fraction of the pore with the resin was important for high joining strength.

Correlation coefficient of foam pore morphology to joining characteristics in FSIF process: a flow thickness of resin and b joining strength/plateau stress of foam
To demonstrate the mechanical interlocking of the foam/resin interface in FSIF process, the resin sheet and a nonporous metal sheet with a hole were joined by FSIF process. Here, the nonporous metal sheet was commercially pure copper (JIS: C1020-H) with a thickness of 0.5 mm. The hole in the copper sheet was ϕ1.0–ϕ6.0 mm in diameter at the top surface and af = 90° and 149° in depression angle. FSIF process was conducted under ω = 6000 rpm, f = 10 mm/min, and pz = 0.5 mm. The hole/resin interface in the x–z cross-sectional photograph after FSIF process is shown in Fig. 10. Note that the hole diameter in the photographs is smaller than described above, because the observed cross-section was not exactly in the hole center in the x direction. The flow thickness of the resin was thicker for the larger hole diameter; however, the resin and the sheet were not joined with the hole with af = 90°. On the other hand, the resin and the sheet were joined with the hole with af = 149° because the resin flowing into the backside of the hole’s top surface, and the resin was interlocked mechanically with the copper sheet. Figure 11 shows the maximum flow thickness of the resin in the hole. As mentioned in Fig. 10, the flow thickness was thick in the large hole diameter, and the maximum peak of the flow thickness reached approximately 2.0 mm at hole diameter larger than 3.0 mm. The flow thickness was almost the same in both holes with af = 90° and 149° under the same top surface diameter.

X–z cross-sectional photographs of hole/resin interface after FSIF process with ω = 6000 rpm, f = 10 mm/min, and pz = 0.5 mm: a schematic illustration of tool and sheets layout, b hole diameter of metal sheet at top surface: ϕ1.0 mm, af = 90° (no joining), c ϕ2.5 mm, af = 90° (no joining), d ϕ3.5 mm, af = 90° (no joining), and e ϕ2.5 mm, af = 149° (joining)

Flow thickness of resin into hole of copper sheet in FSIF process with ω = 6000 rpm, f = 10 mm/min, and pz = 0.5 mm
Hence, the following are essential for joining in FSIF process: (1) the hole or the surface pore with af > 90°, along with (2) the thick flow thickness of the resin in order to enhance the joining strength. Based on the above, small surface pore with af > 90° (open-cell structure) is concluded to be suitable pore morphology in joining of the foam/resin by FSIF process.
6 Conclusions
In this study, the relationship between the pore morphology (form and size) and the joining characteristics (joinability, flow thickness of the sheet, and joining strength) was investigated in plastic joining of metallic foam and resin sheet under FSIF process. The following remarks were obtained.
-
(1)
The minimum relative forming rate (circumferential/feed rate of the tool) for joining of the open-cell foam was approximately half of the closed-cell foam.
-
(2)
The joining strength of the open-cell foam/resin interface was much higher than that of the closed-cell foam/resin interface. This was because the inside pores as well as the surface pores were mechanically interlocked to the resin in the open-cell foam/resin interface.
-
(3)
The foam with small size and low depression angle of the surface pore was suitable for plastic joining of the foam/resin by FSIF process. In this study, the open-cell foam of which mean pore size was smaller than the tool diameter showed better results in relation with the joining strength and the (flow thickness of the resin)/(depth of the surface pore).
References
Liu PS, Chen GF (2014) Porous materials: processing and applications. Tsinghua University Press Limited
Degischer HP, Krisz B (2002) Handbook of cellular metals – production, processing, applications. Wiley-VCH Verlag. https://doi.org/10.1002/3527600558
Fujioka T, Hangai Y, Mitsugi H, Amagai K (2022) Press bonding of heated porous aluminum and polycarbonate. J Jpn Inst Met Mater 86(1):17–21. https://doi.org/10.2320/jinstmet.J2021042
Yang Z, Chen F, Chen L (2022) A new method for joining of polymer sheet and open-cell metal foam by thermal assisted incremental forming. Int J Adv Manuf Technol 119(5–6):3659–3673. https://doi.org/10.1007/s00170-021-08414-3
Jiang M, Chen K, Chen B, Wang M, Hua X, Zhang L, Shan A (2020) Friction spot joining of TC4 alloy and ultra-high molecular weight polyethylene: focused on temperature-force relationship. Mater Des 188:108419. https://doi.org/10.1016/j.matdes.2019.108419
Hangai Y, Kishimoto R, Ando M, Mitsugi H, Goto Y, Kamakoshi Y, Suzuki R, Matsubara M, Aoki Y, Fujii H (2021) Friction welding of porous aluminum and polycarbonate plate. Mater Lett 304:130610. https://doi.org/10.1016/j.matlet.2021.130610
Hangai Y, Omika K, Inoue M, Kitamura A, Mitsugi H, Fujii H, Kamakoshi Y (2022) Effect of porosity of aluminum foam on welding between aluminum foam and polycarbonate plate during friction welding. Int J Adv Manuf Technol 120(1–2):1071–1078. https://doi.org/10.1007/s00170-022-08835-8
Matsushima Y, Hangai Y, Mitsugi H, Fujii H (2022) Effects of rotational speed and processing time on bonding strength of porous aluminum and thermoplastic resin during friction welding. J Jpn Inst Met Mater 86(5):71–76. https://doi.org/10.2320/jinstmet.J2021048
Kim SG, Suzuki A, Takata N, Kobashi M (2019) Joining of metals and polymers using powder metallurgy with laser irradiation. J Mater Process Technol 270:1–7. https://doi.org/10.1016/j.jmatprotec.2019.02.012
Suzuki A, Noritake K, Takata N, Kobashi M (2021) Joint strength of Fe/epoxy resin hybrid structure via porous Fe/TiB2 composite layer synthesized by in-situ reaction process. J Mater Process Technol 288:116864. https://doi.org/10.1016/j.jmatprotec.2020.116843
Arif M, Kumar D, Siddiquee AN (2022) Friction stir welding and friction stir spot welding of polymethyl methacrylate (PMMA) to other materials: a review. Mater Today: Proc 62(1):220–225. https://doi.org/10.1016/j.matpr.2022.02.621
Meyer SP, Herold MT, Habedank JB, Zaeh MF (2021) A study on the bond strength of plastic-metal direct bonds using friction press joining. Metals 11:660. https://doi.org/10.3390/met11040660
Liu FC, Dong P, Pei X (2020) A high-speed metal-to-polymer direct joining technique and underlying bonding mechanisms. J Mater Process Technol 280:116610. https://doi.org/10.1016/j.jmatprotec.2020.116610
Matsumoto R, Sakaguchi H, Otsu M, Utsunomiya H (2020) Plastic joining of open-cell nickel foam and polymethyl methacrylate (PMMA) by friction stir incremental forming. J Mater Process Technol 282:116691. https://doi.org/10.1016/j.jmatprotec.2020.116691
Paidar M, Ojo OO, Moghanian A, Pabandi HK, Elsa M (2019) Pre-threaded hole friction stir spot welding of AA2219/PP-C30S sheets. J Mater Process Technol 273:116272. https://doi.org/10.1016/j.jmatprotec.2019.116272
Saju TP, Narayanan RG (2020) Dieless friction stir extrusion joining of aluminum alloy sheets with a pinless stir tool by controlling tool plunge depth. J Mater Process Technol 276:116416. https://doi.org/10.1016/j.jmatprotec.2019.116416
Otsu M, Matsuo H, Matsuda M, Takashima K (2010) Friction stir incremental forming of aluminum alloy sheets. Steel Res Int 81(9):942–945
Matsumoto R, Sakaguchi H, Otsu M, Utsunomiya H (2023) Specific strength of sandwich-structured composite of open-cell metallic foam/resin joined by friction stir incremental forming. In: Advances in Material Science and Engineering. Lecture Notes in Mechanical Engineering, pp 343–349. https://doi.org/10.1007/978-981-19-3307-3_31
Inazawa S, Hosoe A, Majima M, Nitta K (2010) Novel plating technology for metallic foam. Sumitomo Electric Industries (SEI) Tech Rev 71: 23–30
Miyoshi T, Itoh M, Akiyama S, Kitahara A (2000) ALPORAS aluminum foam: production process, properties, and applications. Adv Eng Mater 2(4):179–183. https://doi.org/10.1002/(SICI)1527-2648(200004)2:4%3c179::AID-ADEM179%3e3.0.CO;2-G
Kim WY, Matsumoto R, Utsunomiya H (2017) Deformation and density change of open-cell nickel foam in compression test. Mater Trans 58(10):1373–1378. https://doi.org/10.2320/matertrans.L-M2017829
Funding
Open Access funding provided by Osaka University. This study was partially funded by the Light Metal Educational Foundation, Inc.
Author information
Authors and Affiliations
Contributions
Ryo Matsumoto: conceptualization, methodology, formal analysis, investigation, data curation, writing—original draft, and supervision.
Shusuke Kunisawa: investigation, data curation, and visualization.
Hiroshi Utsunomiya: validation and writing—review and editing.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Matsumoto, R., Kunisawa, S. & Utsunomiya, H. Pore form and size dependence on plastic joining characteristics of resin/metallic foam by friction stir incremental forming. Int J Adv Manuf Technol 132, 717–726 (2024). https://doi.org/10.1007/s00170-024-13405-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-024-13405-1