
Abstract
Electrical discharge drilling of blind holes has been a challenging task due to the inherent difficulties in removing debris from the discharging gap. This paper investigates the working mechanism and effects of new stepped electrodes which are used in conjunction with injection flushing in drilling deep blind holes. A series of theoretical simulations and comparative experiments were conducted using cylindrical electrodes and two types of stepped electrodes. Pulse waveforms were captured to analyse the discharge status. Surface topography and machining quality were analysed using scanning electron microscope (SEM) images. The machining performance was evaluated by studying the material removal rate (MRR) and tool wear ratio (TWR). Experiment results show that internal flushing caused the debris to circulate in the machining zone and led to abnormal discharges, disrupting the formation of the plasma channel. The MRR was increased by 75% and 82% when using cylindrical electrodes with pressures of 120 psi and 40 psi, respectively. In contrast, the MRR with injection flushing was about 80% of that without injection flushing when using stepped electrodes. Regardless of the type of electrode, the application of injection flushing resulted in the increase in the maximum effective machining depth.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Electrical discharge machining (EDM) is a non-conventional machining process that is used to machine electrically conductive materials regardless of their strength and hardness. It is widely used in the aerospace and manufacturing industries where the machining of difficult-to-cut materials is in high demand, for example, the machining of titanium alloys, nickel based high-temperature alloys [1] and polycrystalline diamond [2, 3]. In the EDM process, the tool electrode and the workpiece are submerged in the dielectric. A plasma channel between the two poles is established when the strength of the electric field in the dielectric is overcome by the pulsed high voltage. The high temperature in the plasma channel, which is over 10,000 °C, is high enough to melt both the tool electrode and the workpiece. The high pressure of the shock wave generated by the electrical spark can evacuate the molten material and form a crater on the workpiece surface. The large number of sparks generated continuously between the electrode and the workpiece by the high frequency discharging pulses results in the removal of materials from the workpiece [4, 5].
However, the machining efficiency of EDM is significantly lower than that of conventional machining such as drilling and milling, particularly in the machining of aerospace components with complex shapes [6, 7]. In the EDM hole-making process, poor debris evacuation results in even lower machining efficiency. To improve the machining performance, many studies including both fundamental and application research have been carried out. Introducing relative motions between the tool electrode and the workpiece is one of the effective methods. Vibration, ultrasonic vibration (UV), rotation and their combinations are the most commonly used in EDM hole-making, or electrical discharge drilling (EDD), processes to improve the machining efficiency. The motions can be applied to the electrode and the workpiece separately or to both simultaneously. Vibration and UV can produce the pumping effect, which promotes the circulation of dielectric in the discharge gap and allows fresh dielectric to feed into the gap, leading to an increase in machining efficiency [8].
Flushing is one of the essential components in EDM machining. It can not only remove eroded materials from the inter-electrode gap, but also contribute to a number of other effects that have significant impacts on the performance of the machining process. In EDM machining of blind holes, injection flushing is critical because the removal of debris becomes more and more difficult with the increase in hole depth. By applying injection flushing, the debris can be directly flushed away from the machining zone, and the chance of short circuit and secondary discharge can be significantly reduced [9]. However, although flushing improves the machining performance and stability of EDM, some studies have shown that particular flushing methods can have a negative impact on the machining efficiency under certain conditions [10]. Although tool wear rate (TWR) and material removal rate (MRR) increase with the increase of flushing pressure due to the turbulence generated by high pressure dielectric and the decrease of probability of arcing [11], inappropriate flushing pressure can lead to a reduction in EDM machining efficiency because the high velocity of the dielectric hinders the formation of plasma channels. As pointed out by Lee and Li [10], the flushing pressure can be neither too high nor too low. Kliuev et al. [12] found that it was critical to setup proper flushing pressure and volume flow rate when flushing was applied. The volume flow rate and pressure are relevant to the setting of discharge gap. High volume flow rate with low pressure is preferred when the discharging gap is larger, whereas low volume flow rate with higher pressure is preferred when the spark gap is smaller. Since the discharging gap is generally in the range of 20–50 µm [13], the debris and bubbles cannot be removed efficiently by the dielectric if the pressure is too low. However, if the flushing pressure is overly high, the high velocity dielectric will negatively affect the formation of plasma channels and, on the contrary, reduce the machining stability. Wong et al. [14] found that the internal flushing flow rate of dielectric plays an important role in determining crack density and the thickness of the recast layer. The debris which is more easily accumulated at the interelectrode gap causes discharge concentration which may lead to the concentration of heat. The heat concentration coupled with lower flowrate increases the chance of surface cracking. Wang et al. [15] studied the effect of dielectric flushing pressure in fast EDM hole drilling and concluded that, in the blind hole stage, the internal flushing pressure has the major effect on debris removal. However, in the breakthrough stage, the external flushing has a significant effect on flushing of debris. The surface quality can be improved due to the effective debris removal in the breakthrough stage. To improve the machining efficiency and accuracy, Zhang et al. [16] developed a new method which can detect the finishing process by analysing the normal discharge ratio, short circuit ratio and open circuit ratio. It was found that the machining time was reduced in the breakthrough stage and the overall efficiency was improved.
The dielectric flow behaviour has a major effect on EDM drilling efficiency since it has a direct impact on debris removal efficiency. Many studies have been carried out to investigate the flow behaviour by directly observing the dielectric flow in the inter-electrode gap using high-speed cameras and transparent materials [8]. With the development of computational fluid dynamics (CFD), a series of CFD simulations have been conducted in the past few years to study the effect of shaped electrodes, relative motions in EDM process and the effects of different types of flushing methods, and phenomena that are not visible through experimentations have been revealed. For instance, Gholipoor et al. [17] investigated the gap flow in EDM drilling by using different electrode flushing channels. In their work, ANSYS 18.1 CFD software was used to analyse the dielectric flow. Kunieda et al. [18] used CFD software to study the dielectric flow at the electrode gap of micro-EDM milling process. By adding particles into the simulation processes, the debris behaviour was simulated, and the movement of debris was tracked as well. Mastud et al. [19] studied the debris motion in vibration assisted Revers-EDM. Based on the CFD simulation result, it was found that the debris velocity was increased by employing vibration of the tool electrode plate. Shabgard et al. [20] used Ansys Fluent to simulate debris movement in EDM drilling blind holes assisted with ultrasonic vibration. The simulation results revealed that the addition of relative motion changed the flow field of dielectric in the machining area. In EDM machining of holes, or EDD, the relatively closed environment compared to the open space in wire EDM and EDM milling causes a significantly different flow field which imparts the machining efficiency. Cetin et al. [21] studied debris distribution in relation to jump height in EDD of deep holes. The simulation results show that the alignment of vortices was different in different jump heights (low and high). The maximum dielectric velocities were similar for two different jump heights since the jump speed was the same. Because the vortex was generated at the lower part of the side gap, more debris could be found between the lower and centre parts of the side gap.
Recent research has shown that the use of particularly-shaped electrodes such as slotted, helical and side-cut electrodes can increase the machining efficiency in EDM drilling of blind holes [22]. Since flowing channels were formed on the side of the electrode, the removal of debris becomes more efficient, and less debris is accumulated in the machining zone. As a result, the machining efficiency is increased owing to the reduced proportion of abnormal discharges caused by the accumulation of excessive debris [23,24,25,26]. The stepped electrode is a type of specially shaped electrode which consists of two or more segments with different diameters. It has been revealed that the machining time can be significantly reduced, and the maximum cutting depth can be dramatically increased by using properly designed stepped electrodes because of the improvement in flushing conditions and the enhancement of debris evacuation in the machining zone [27]. When combined with high-frequency dither grinding [28, 29], the use of stepped electrodes and stepped helical electrodes could result in better surface finish.
Although extensive research has been carried out to investigate the effect of electrode shape on machining efficiency in EDM hole-making processes, few studies were conducted on stepped electrodes. Moreover, no research has been performed to analyse the working mechanisms and the combined effects of stepped electrodes and injection flushing in EDM drilling processes. The underlying mechanism of how the flushing fluid influences the EDM blind hole–making process has remained unclear.
In order to uncover the machining theories and improve the machining efficiency in EDM drilling blind holes, a new strategy of using stepped electrodes in conjunction with internal dielectric flushing is proposed in this paper. Different from the research which has been published in the literature [27], this study introduced injection flushing and investigated its effects on machining efficiency and the mechanism of different types of electrodes. CFD simulations were conducted to analyse the influence of dielectric flow in the machining zone by using different electrodes and flushing conditions. MRR and TWR were evaluated to study the machining performance. Pulse waveforms were acquired to analyse the discharge status. Scanning electron microscope (SEM) images were used to analyse surface topography and machining quality. For the first time it was found that, contrary to the common understanding that injection flushing generally has positive effect on the machining efficiency in EDM hole drilling processes, when stepped electrodes are used, the presence of injection flushing has negative effects on machining efficiency in EDM drilling of blind holes.
2 Experimental setup
2.1 Electrode and workpiece
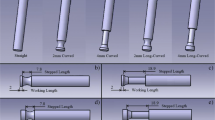
C11000 copper manufactured by George White & Co Pty. Ltd., Australia, was chosen as the material for manufacturing the electrodes; its properties are shown in Table 1. The external diameter of the electrode was 9.5 mm, the internal diameter of the through hole for injection flushing is 1 mm (Fig. 1) and the total length of the electrode is 60 mm regardless of their shapes. The stepped electrodes had a flare shape at the working end with a working length of 2 mm and a minimum stepped diameter of 6 mm. Based on the previous studies [27, 30], the optimal working length was found to be 2 mm. The cylindrical electrode was used as a benchmark, and two types of stepped electrodes which have stepped lengths of 7.8 mm (“curved electrode”) and 18.9 mm (“long-curved electrode”), respectively, have been developed. The clamping end was also stepped down to 6 mm for hosing purposes.

Electrode drawings a isometric view of cylindrical electrode, b orthographic view of cylindrical electrode, c isometric view of curved electrode, d orthographic view of curved electrode, e isometric view of long-curved electrode, f orthographic view of long-curved electrode
The 2011 T3 aluminium manufactured by Action Aluminium was chosen as the workpiece material. The chemical composition and physical properties of 2011 T3 aluminium are listed in Table 2. Aluminium is typically machined by conventional machining methods as it is not difficult to machine. However, since the aim of this research is to investigate how stepped electrodes and injection flushing affects EDM performance, as long as the same material is used in all comparative experiments, it will not affect the conclusion. Aluminium was therefore used to minimise the wear of electrodes.
2.2 Experimental setup
A Chmer 50MP die-sink EDM machine was used in the experiments. A customised in-house pumping system was designed to deliver the dielectric through the electrode. The DC pump was able to pressurise the dielectric up to 120 psi. A valve was used to adjust the pumping pressure which was measured by a pressure gauge connected in series with the valve. A special adapter was designed to hold the electrode, and the electrode clamped on the adapter could move downward towards the workpiece (Fig. 2). The machining depth and time were recorded by the machine and a camera for result analysis. To measure the weights of the workpiece and the electrode after each experiment, a precision scale with an accuracy of 0.001 g was used. A voltage probe (Rigol RP2200), a current probe (Tektronix TCP-303), a current amplifier (TCPA-300) and a multi-channel oscilloscope (RIGROL DS 1102E) were used to capture the discharge pulse waveform. The setup of the measuring instruments is shown in Fig. 3. Electrical parameters and polarity of EDM could have great impacts on machining performance and efficiency. As the focus of this study is on the effects of stepped electrodes and injection flushing, the following electrical parameters and tool + /workpiece − polarity (Table 3) were selected based on preliminary test results and used in all experiments to minimise tool wear and maximise machining performance.

Experimental setup

Schematic drawing of experimental setup
3 3MRR, TWR and experiment
MRR and TWR are two critical factors in assessing the efficiency of EDM processes. To obtain the MRR and TWR, the weights of the workpiece and electrode before and after each experiment were measured, and MRR and TWR were calculated with the following two equations:
where \({M}_{{\text{W}}1}\) and \({M}_{{\text{W}}2}\) are the mass of the workpiece before and after the machining in gram, \({M}_{{\text{E}}1}\) and \({M}_{{\text{E}}2}\) are the mass of the electrode before and after the machining in gram and \({T}_{{\text{m}}}\) is the machining time in minutes.
The aspect ratio of the machined holes is an important factor to evaluate the capability of the machining process. Since the diameters of the holes to be drilled were the same in the experiments, the maximum effective cutting depth was chosen to evaluate the effect of the stepped electrode under different flushing conditions.
Three types of electrodes which were cylindrical electrode, curved electrode and long-curved electrode were used; and three different flushing pressures which were 0 psi (no flushing), 40 psi and 120 psi were applied. Blind holes with a depth of 6 mm were machined by using three types of electrodes under the three injection pressures to investigate how the stepped electrode and flushing pressure affect MRR and TWR. Surface roughness was measured by using an Alicona Edge Master profilometer. Surface topography under each machining condition was analysed by using scanning electron microscope (FEI Quanta 200). To minimise the measuring errors, the experiments under the same working condition were conducted three times, and the averaged value was taken as the final results.
4 Fluid dynamic of dielectric
In an EDM process, particles generated by various mechanisms are accumulated in the inter electrode gap as well as the side gap between the side surfaces of the electrode and the workpiece. Most of the debris is generated by EDM erosion of the workpiece material, and a small proportion is generated by EDM erosion of the tool electrode. The debris is discharged from the inter-electrode gap and side gap with the generated bubbles and flowing dielectric. To analyse the movement of particles, the particle injections were used in CFD simulations. Ansys Fluent (version 19.2) was used to analyse the 2D dielectric flow in the machining zone under different machining conditions. In the simulation, debris particles are treated as a sphere shape and the particle size is 0.2 µm. The density of the particles is the same as that of the corresponding workpiece material and electrode material. The particle generation start time is 10 µs [19], and the stop time is the same as the time of simulation. In addition, to simplify the simulation process, the particles were set to generate in the normal direction to the surface with an initial speed of 285 m/s no-slip condition [31] and the flow rate of 0.75 g/min. The random number function was programmed to simulate the debris generated in different locations on the surfaces [32]. The CFD setup and boundary conditions are summarised in Table 4.
The pressure-based 2D double precision was set as the solver type with the gravitational acceleration of 9.81 in X direction downwards. The viscous model was chosen as the “Realisable \(k-\varepsilon\) Turbulence Model” and “Second Order Up Winding”. The equation expression for standard realisable \(k-\varepsilon\) turbulence model is as follows:
where \({G}_{{\text{k}}}\) represents the generation of turbulence kinetic energy due to the mean velocity gradients, \({G}_{{\text{b}}}\) is the generation of turbulence kinetic energy due to buoyancy, \({Y}_{{\text{M}}}\) represents the contribution of the fluctuating dilatation in compressible turbulence to the overall dissipation rate, \({C}_{1\upepsilon }\) and \({C}_{2}\) are constants and \({C}_{1}={\text{max}}\left[0.43,\frac{\eta }{\eta +5}\right], \eta =S\frac{k}{\epsilon } , S=\sqrt{2{S}_{{\text{ij}}}{S}_{{\text{ij}}}}\).
The dielectric fluid (liquid phase) in CFD flow analysis was defined as continuous and incompressible fluid. The dielectric conforms with the mass conservation law. The differential equation of motion for incompressible fluid is as follows:
The summation of stress and force acting on the volume is equal to the change rate of momentum of fluid when processing any volume of fluid. The conservation of momentum in an inertial (non-accelerating) reference frame in Ansys Fluent is described by:
where \(p\) is the static pressure, \(\overline{\overline{T}}\) is the stress tensor, and \(\rho \overrightarrow{g}\) and \(\overrightarrow{F}\) are the gravitational body force and external body forces, respectively.
The stress tensor \(\overline{\overline{T}}\) is given by:
where \(\mu\) is the molecular viscosity, \(I\) is the unit tensor, and the second term on the right-hand side is the effect of volume dilation.
To save computational time and also ensure the accuracy of the results, the side gap, which is the space between the external surface the electrode and side wall of the hole, and the discharging gap between the bottom end of the electrode and the bottom surface of the hole were finely meshed, whereas the other sections were meshed roughly, and only half of the fluid domain was simulated because the fluid domain is symmetric along the axis of the electrode. The electrode and the workpiece were defined as rigid body with rigid walls. The inlet was defined as a pressure inlet based on the machining condition, and the outlet was defined as a pressure outlet at atmosphere pressure. The pressure inlet was set to 40 psi, which is determined based on the previous studies [27].
Figure 4 illustrates the velocity contour of the machining zone. For visualisation purpose, the right half of the contour is copied from the original simulation result, and the image at the right-bottom corner of each figure shows the cross section of the electrode and workpiece. It can be seen that the dielectric velocity in the bottom gap has a higher value compared with that in the side gap. This is because the inter electrode gap at the bottom of the electrode is narrower than the side gap in which higher flow velocity of the dielectric can be found. The higher velocity of the dielectric flow can facilitate the evacuation of the debris. However, over-fast dielectric flow has negative impacts on the formation of the plasma channel, and as a result, it may decrease the stability of the machining process and result in lower machining efficiency [9]. In addition, the maximum velocity can be found at the bottom of the internal hole of the electrode. Figure 5 illustrates enlarged views of the residence time and velocity field, in which Fig. 5b and c show the transitional corner near the dielectric exit point of the electrode. It can be seen that a vortex was formed in the corner. This vortex can cause bouncing back and forth of the debris in the machining gap and lead to non-uniform wear on the tool electrode [33].

Velocity contours for a cylindrical electrode, b curved electrode and c long-curved electrode under the injection flushing pressure of 120 psi

a Particle residence time. b Enlarged view of a particle residence time. c Velocity vector of curved electrode under the injection flushing pressure of 120 psi
Figure 6 shows the residence time of particles in the unit of second. Very low particle residence time can be found in the discharging gap and the side gap, which means fewer particles remained in the discharge gap in the machining process. Especially when comparing to cases where the cylindrical electrode was used without injection flushing [27], the debris generated in the machining area was difficult to evacuate, and this debris build-up in the discharge gap and the side gap caused secondary discharge and abnormal discharge such as arcing and, as a result, reduced machining efficiency [27]. When a cylindrical electrode with injection flushing is used, debris can be easily removed by pressurised dielectric fluid, not only from the bottom gap but also from the side gap; the chance of secondary discharge and arcing is therefore reduced and EDM efficiency is improved.

Particle residence time for a cylindrical electrode; b curved electrode; c long-curved electrode under the injection flushing pressure of 120 psi
It can also be observed in Fig. 7 that by using the stepped electrodes, more particles were clogged in the side gap. However, since the side gap of the stepped electrode is much wider than that of the cylindrical electrode, the clogging cannot cause secondary discharge; no obvious negative effect on machining efficiency was caused.

Electrode surface morphology of curved electrode after machining under different flushing pressure
Figure 5b shows that the particle residence time at the dielectric exit point of the electrode is significantly higher than that in the discharging gap. It can also be seen that the debris was circulating at the corner due to the formation of a vortex (Fig. 6b).
Figure 7 clearly illustrates that a conical shape was formed at the bottom of the electrode when injection flushing was used, whereas the bottom of the electrode was flat when there was no injection flushing. It can also be seen that the depth of the conical shape increased with the increase of flushing pressure when the machining depth remained the same. This is attributed to the formation of the vortex near the internal flushing hole, which leads to clogging of debris. The clogging of debris reduces the discharge efficiency and results in increased wear of the electrode near the corner of the internal flushing hole, which, in turn, causes the formation of the conical shape at the bottom of the electrode.
5 Experiment results and discussion
5.1 MRR and TWR
Figure 8 shows the MRR in machining a 6-mm hole with a cylindrical electrode under different flushing pressures. It was found that the maximum MRR of 0.080 g/min was obtained when flushing pressure was 40 psi, then followed by 120 psi flushing pressure which resulted in the MRR of 0.077 g/min. The lowest MRR with a cylindrical electrode was 0.044 g/min under the condition of no injection flushing (0 psi). The increases of 75% and 82% in MRR could be made when injection flushing was applied at 120 psi and 40 psi, respectively. The debris accumulated in the inter-electrode gap when no flushing was applied is the main reason of low machining efficiency of cylindrical electrodes. When injection flushing was applied, the debris can be swept from the inter-electrode gap and side gap, which increased the chance of normal discharges. However, experiment results also reveal that higher flushing pressures do not necessarily lead to higher machining efficiency. When the high flushing pressure of 120 psi was applied, the MRR became 3.9% lower than that obtained by applying low flushing pressure (40 psi). This is because the excessive velocity of the dielectric can inhibit the formation of plasma channel when the velocity of the dielectric through the discharge gap under high flushing pressure was significantly higher, and fewer normal discharging sparks were generated in the same period of time.

This data is mandatory. Please provide
In contrast to cylindrical electrodes, the application of stepped electrodes without injection flushing resulted in an increase in MRR by approximately 145% due to better removal of debris. The debris can be easily removed from the machining zone by using stepped electrode and accumulates in the chamber formed by the electrode step with little or no effect on machining efficiency [27]. But there was not much difference in MRR between curved and long-curved electrodes (Fig. 9). The MRRs were 0.107 g/min and 0.106 g/min, respectively, in machining the 6-mm holes. However, when stepped electrodes were used in combination with injection flushing, the results were different. When using the cylindrical electrodes, the additional application of injection flushing can improve machining efficiency, in comparison to the non-flushing condition. However, the results are opposite when stepped electrodes were applied. Figure 10 shows the MRR when curved and long-curved electrodes were used under different flushing pressures. It can be clearly observed that the MRR decreased when the injection flushing was applied. It slightly dropped to 0.103 g/min in both cases when flushing pressure was 40 psi. While under the flushing pressure of 120 psi, the MRR in the two cases dropped significantly to 0.085 g/min, which was only about 80% of what it would have been without injection flushing. The MRRs of using all the three types of electrodes were almost identical when injection flushing was applied. The experimental results show that the injection flushing does not contribute to the improvement of machining efficiency when the stepped electrode was combined with injection flushing, in which case, the build-up of debris does not have a major impact on machining efficiency. In addition, when injection flushing was applied, the dielectric flow dominated the debris removal and the shape advantage of the stepped electrode became less distinct, so the MRRs in using all three types of electrodes were similar under flushing conditions. The dielectric flow in the inter electrode gap has negative effects on the formation of plasma channel, which decreases the spark density. In addition, the debris circulation near the flushing through hole of the electrode can cause abnormal discharges. The pulse waveforms generated by using stepped electrode with and without injection flushing are shown in Fig. 11. The yellow line on the top represents the discharge voltage, and the cyan blue line at the bottom represents the discharge current. It can be seen that when injection flushing was used, the number of sparks in the 1 ms time was very limited during most of the machining process, regardless of the machining depth, and only a few times can a large number of sparks be observed (Fig. 11a–c). When 40 psi injection flushing was applied, the sparks generated in 1 ms were only about 50% in comparison with the case of no injection flushing. It can be also seen that when 120 psi injection flushing was applied, although the number of sparks generated in 1 ms was about 73% more in comparison with the case of no injection flushing, the breakdown voltage was about 50% lower and almost no ignition delay could be found, while the working voltage remained the same (Fig. 11a and d). Figure 12 shows the discharge waveform of a single pulse over a period time of 10 µs. Figure 12a shows the discharge waveform without injection flushing and Fig. 12b shows the discharge waveform with injection flushing. A normal discharge waveform can be seen in Fig. 12a where the voltage reaches a breakdown voltage, and an ignition delay time precedes the discharge. From Fig. 12b, it can be seen that the voltage does not recover to the breakdown voltage before discharging and no ignition delay is observed before the discharge, which indicates that an arcing phenomenon is occurring [34], and it dominates in the decreasing of MRR. The formation of vortex around the internal flushing through hole leads to the build-up of debris in that area, which makes it impossible for the dielectric to be deionised during the pulse-off time, and as a result, arcing occurred. Carbon, as one of the important by-products of EDM, also builds up in this area, thus aggravating the phenomenon of arcing, which causes localised discharge and results in excessive electrode wear in this area, as can be seen in Fig. 7.

This data is mandatory. Please provide

This data is mandatory. Please provide

Pulse waveforms when using curved electrode a without injection flushing, b with 40 psi injection flushing (fewer sparks with low breakdown voltage), c with 40 psi injection flushing (fewer sparks with low breakdown voltage) and d with 120 psi injection flushing (low breakdown voltage)

Single-pulse waveforms when using curved electrode a with injection flushing; b without injection flushing
5.2 Maximum effective cutting depth
In the EDM hole-making process, aspect ratio is one of the important factors to evaluate the machining performance. The aspect ratio of a hole is defined as the ratio of depth to diameter [35]. In this study, since the diameter of the holes is constant (9.5 mm), the maximum effective cutting depth was chosen to evaluate the machining performance when different electrodes and flushing methods were used. To ensure the accuracy, each experiment under the same machining condition was repeated three times and the averaged values were taken as the final result.
Figure 13 shows the machining time versus the machining depth when using cylindrical electrodes. It can be clearly seen that by using the cylindrical electrode without injection flushing, the machining speed begin to reduce after the machining depth reached around 2 mm. The curve became almost flat after the machining depth reaches 6 mm. This is partially because debris starts accumulating after the machining depth reaches 2 mm, which reduces machining efficiency. As the machining depth increases, more debris is accumulated in the machining zone and can cause short circuit. Although the machining was still in progress, the MRR is too low that the feed in the Z direction nearly stopped. Thus, the maximum effective cutting depth of the cylindrical electrode was about 6 mm. When injection flushing was applied, at the beginning stage when the machining depth was less than 2 mm, the figure shows the machining speeds are nearly identical for all three types of electrodes. However, after the machining depth passed 2 mm, it can be seen that the machining speed of the process using injection flushing is significantly higher than that of without flushing when cylindrical electrodes are applied. The machining depth constantly increased with the machining time until the machining finishes at the depth of 23 mm. Although the machining can continue, the machining depth of 23 mm provides enough evidence to prove the effect of injection flushing. The reason behind that phenomenon is that, at deeper machining depth, debris must travel longer distances through the side gap to be released to the free zone as the machining depth increases. In addition, deeper machining depth means that more debris are generated and accumulated in the spark gap, resulting in reduction of machining efficiency. However, with the application of injection flushing, the debris can be removed in time and more effectively during the whole process, only a small amount of debris are accumulated instantaneously in the spark gap compared to the absence of injection flushing and most of the debris is removed by pressurized dielectric. By removing debris instantaneously, the chance of abnormal discharge caused by debris is reduced, and the machining efficiency is therefore increased.

This data is mandatory. Please provide
It has been found that the MRR of a machining process with stepped electrodes was dramatically reduced after the machining depth reached the stepped length due to the formation of an enclosed chamber in which the density of debris was significantly increased [27]. In this study, it was found that the machining efficiency dropped rapidly when the machining depth reached approximately 11 mm and 21 mm when curved and long-curved stepped electrodes were used without injection flushing, in which case, the accumulation of debris dominated the machining efficiency because it could lead to abnormal discharge and reduced discharge intensity. When injection flushing was used, this steep drop in MRR no longer occurred because debris were continuously removed during the whole EDM process, and they were not accumulating in the closed chamber. Thus, the machining depth continually increased with the machining depth until the machining finished at the depth of 23 mm.
5.3 Surface roughness and topography
Since EDM is a thermal process, surface quality is one of the major concerns in EDM drilling of holes. The materials melt by the thermal energy produce craters, cracks and porous structures on the machined surface.
To analyse the surface quality, surface roughness (Ra) of the bottom surface of each blind hole machined under different conditions with different tool electrodes was measured by using an Alicona profilometer. Three areas were chosen on each sample, eight measurements were taken in each area and the results were averaged to reduce the errors. Table 5 shows the surface roughness of the samples machined under three flushing pressures with three electrodes. It can be seen that, under the same flushing condition, the use of electrodes of different shapes yield nearly identical Ra values, which are about 5.15 µm, 5.33 µm and 6.00 µm. During the EDM process, the re-solidification of debris leads to the formation of a recast layer, which affects the roughness of the machined surface. In the application of stepped electrodes, the debris is flushed away from the discharging gap more efficiently and less debris can be reattached to the workpiece; it therefore has the potential of resulting in better surface finish in comparison with cylindrical electrodes. However, since Ra primarily hinges on crater size, a factor dictated by the discharge energy in each pulse, the impact of debris reattachment is not significant. This conclusion matches that made by Mao et al. [27]. Nevertheless, when comparing the surface roughness caused by different flushing conditions, the difference in Ra values became more obvious. When the pressure is 40 psi, the averaged Ra value is 3.6% higher than that when the pressure is 0 psi, while the Ra obtained when the pressure is 120 psi is 16.6% higher, which indicates the injection flushing has a negative effect on surface roughness in machining blind holes.
To further investigate how the surface is influenced by injection flushing, samples were examined by a Quanta 200 SEM. The samples were cleaned in ultrasonic bath for 280 s followed by an air-dry procedure. Figure 14 shows SEM images of the bottom surface of the hole machined with a cylindrical electrode under the flushing pressure of 0 psi and 120 psi. When the flushing was not applied, fewer globules, droplets and irregular structures can be found on the bottom surface of the blind hole, whereas more can be found when flushing was applied. In addition, it can be found in the SEM images that the size of craters on the surface under the non-flushing condition was significantly larger than that of those formed when flushing was applied. The craters were more evenly distributed on the surface when no flushing was applied. Furthermore, when flushing was applied, more materials were re-solidified on the surface in the form of small debris and irregular porosity structures. The increase in Ra was mainly attributed to the presence of more globules and irregular structures on the surface.

SEM image of bottom surface of hole machined by cylindrical electrode a without injection flushing b and with 120 psi injection flushing
Figure 15 shows the SEM images of a single crater formed under different flushing conditions. It can be clearly seen that the size of the crater generated without flushing (Fig. 15a) is significantly larger than the size of the crater generated with flushing, and the edge of the crater also exhibited a distinct difference. In addition, more irregular structures and small droplets can be found around the edge of the crater when flushing was applied. In contrast, more regular large globules can be found around the edge of the crater when no flushing was applied. Figure 16 shows the cross-sectional view of machined holes under different flushing pressures. It can be clearly seen that without injection flushing, no globules can be found, and only a small amount of cavities were formed on the machined surface. As the flushing pressure increases to 40 psi, small globules and more cavities can be found on the machined surface. When 120 psi flushing pressure was applied, large globules and cracks could be found on the surface. This is because the high speed of the dielectric fluid breaks up the molten material and lowers the dielectric temperature in the machining zone causing the molten material to quickly re-adhere together on the surface, resulting in small droplets and irregular structures. Moreover, when no flushing was applied, a large group of micro-pores can be found on the surface. As a result of the gas produced during the discharge process, micro-pores were generated. The gas produced is first dissolved in the molten material and most of the gas bubbles are expelled with the molten material splashing. The non-expelled gas is trapped in the re-solidified material, resulting in micro-pores [36, 37].

SEM images of single crater on bottom surface of hole machined by cylindrical electrode. a Without injection flushing and b with 120 psi injection flushing

Cross-sectional view SEM images of hole drilled by cylindrical electrode. a No injection flushing, b 40 psi injection flushing and c 120 psi injection flushing
The SEM images of the copper tool electrode also prove that when flushing was not applied (Fig. 17a), the craters on the tool electrode surface were larger and more evenly distributed, whereas the craters were smaller, unevenly distributed and more irregular when 120 psi flushing was applied (Fig. 17b). The larger crater size can be attributed to the larger diameter of the plasma channel which reduced the density of the discharged energy and, as a result, improved the machining stability and uniformity of crater distribution [35]. The surface topography revealed that injection flushing has negative effects on the formation of the plasma channel, which reduces the machine stability and, as a result, lowers the MRR. In addition, the over-concentration and bounce of debris were caused by high-pressure flushing and the vortex formed in the corner, which led to the non-uniform and excessive wear of the electrode, resulting the conical shape formed on the electrode and the increase of TWR [33, 38].

SEM images of cylindrical electrode surface machined a without injection flushing and b with injection flushing
6 Conclusion
The working mechanism and effects of stepped electrodes and injection flushing in EDM drilling of blind holes were studied. To analyse the dielectric flow in injection flushing, CFD simulations have been carried out. The MRR, TWR, pulse waveform and SEM images were acquired to evaluate the EDM performance under different flushing conditions. The simulation results show that when injection flushing was applied, the vortex was formed, and the circulation of debris was caused. The experiment results show that, by using stepped electrodes, the machining efficiency can be significantly increased before the machining depth reached the stepped length of the electrode when there is injection flushing. However, after the machining depth reached the stepped length, the presence of injection flushing could improve debris removal in the closed chamber formed by the stepped shape of the electrodes. In addition, the use of stepped electrodes results in no obvious improvement in surface quality. When typical cylindrical electrodes and injection flushing are applied, the MRR and cutting depth can be significantly increased because the clogging of debris, which leads to poor machining efficiency, is significantly reduced. When stepped electrodes were used, the injection flushing, in contrast, had a negative effect on machining efficiency due to the fact that the injection flushing made the establishment of plasma channels difficult and the vortex in the machining zone caused the concentration of debris, which not only reduced the machining efficiency but also caused the uneven wear of the electrode. SEM images reveal that the injection flushing resulted in worse surface topography, more globule, debris and irregular structures on the surface and increased surface roughness. In addition, the size of the craters formed in the process without injection flushing is larger and the craters are more evenly distributed on the workpiece surface.
References
Kuppan P, Rajadurai A, Narayanan S (2008) Influence of EDM process parameters in deep hole drilling of inconel 718. Int J Adv Manuf Technol 38(1):74–84
Rahim MZ, Ding S, Mo J (2016) Electrical discharge grinding of polycrystalline diamond–effect of wheel rotation. Mach Sci Technol 20(1):62–78
Rahim MZ, Li G, Ding S, Mo J, Brandt M (2016) Electrical discharge grinding versus abrasive grinding in polycrystalline diamond machining—tool quality and performance analysis. Int J Adv Manuf Technol 85(1):263–277
Ding S, Yuan R, Li Z, Wang K (2006) CNC electrical discharge rough machining of turbine blades. Proc Insti Mech Eng Proc Inst Mech Eng B J Eng Manuf 220(7):1027–1034
Akıncıoğlu S (2022) Taguchi optimization of multiple performance characteristics in the electrical discharge machining of the TiGr2. FU Mech Eng 28;20(2):237–53
Yang DCH, Chuang JJ, HanDing Z (2003) Boundary-conformed toolpath generation for trimmed free-form surfaces via Coons reparametrization. J Mater Process Technol 138(1–3):138–144
Ding S, Yang DCH, Han Z (2005) Boundary-conformed machining of turbine blades. Proc Inst Mech Eng Part B: J Eng Manuf 219(3):255–263
Sabyrov N, Jahan M, Bilal A, Perveen A (2019) Ultrasonic vibration assisted electro-discharge machining (EDM)—an overview. Materials 12(3):522
Tanjilul M, Ahmed A, Kumar AS, Rahman M (2018) A study on EDM debris particle size and flushing mechanism for efficient debris removal in EDM-drilling of inconel 718. J Mater Process Technol 255:263–274
Lee S, Li X (2001) Study of the effect of machining parameters on the machining characteristics in electrical discharge machining of tungsten carbide. J Mater Process Techno 115(3):344–358
El-Taweel T (2009) Multi-response optimization of EDM with al–cu–si–tic p/m composite electrode. Int J Adv Manuf Technol 44(1):100–113
Kliuev M, Baumgart C, Wegener K (2018) Fluid dynamics in electrode flushing channel and electrode-workpiece gap during EDM drilling. Procedia CIRP 68:254–259
Ding S, Jiang R (2004) Tool path generation for 4-axis contour EDM rough machining. Int J Mach Tools Manuf 44(14):1493–1502
Wong Y, Lim L, Lee L (1995) Effects of flushing on electro-discharge machined surfaces. J Mater Process Technol 48(1–4):299–305
Wang Z, Tong H, Li Y, Li C (2018) Dielectric flushing optimization of fast hole EDM drilling based on debris status analysis. Int J Adv Manuf Technol y 97(5):2409–2417
Zhang Y, Xia W, Li Z, Zhao W (2021) Completion detection and efficiency improvement for breakout stage of fast EDM drilling. Int J Adv Manuf Technol 114(5):1565–1574
Gholipoor A, Shabgard MR, Mohammadpourfard M (2020) A novel approach to plasma channel radius determination and numerical modeling of electrical discharge machining process. J Braz Soc Mech Sci Eng 42(4):1–10
Kunieda M, Lauwers B, Rajurkar KP, Schumacher BM (2005) Advancing EDM through fundamental insight into the process. CIRP Ann 54(2):64–87
Mastud SA, Kothari NS, Singh RK, Joshi SS (2014) Modeling debris motion in vibration assisted reverse micro electrical discharge machining process (R-MEDM). J Microelectromech Syst 7;24(3):661–76.
Shabgard M, Ahmadi R, Seyedzavvar M, Oliaei SNB (2013) Mathematical and numerical modeling of the effect of input-parameters on the flushing efficiency of plasma channel in EDM process. Int J Mach Tools Manuf 65:79–87
Cetin S, Okada A, Uno Y (2004) Effect of debris distribution on wall concavity in deep-hole EDM. JSME Int J Ser C 47(2):553–559
Nastasi R, Koshy P (2014) Analysis and performance of slotted tools in electrical discharge drilling. CIRP Ann 63(1):205–208
Kumar R, Singh I (2018) Productivity improvement of micro EDM process by improvised tool. Precis Eng 51:529–535
Wansheng Z, Zhenlong W, Shichun D, Guanxin C, Hongyu W (2002) Ultrasonic and electric discharge machining to deep and small hole on titanium alloy. J Mater Process Technol 120(1–3):101–106
Plaza S, Sanchez JA, Perez E, Gil R, Izquierdo B, Ortega N, Pombo I (2014) Experimental study on micro EDM-drilling of ti6al4v using helical electrode. Precis Eng 38(4):821–827
Li C, Xu X, Li Y, Tong H, Ding S, Kong Q, Zhao L, Ding J (2019) Effects of dielectric fluids on surface integrity for the recast layer in high speed EDM drilling of nickel alloy. J Alloys Compd 783:95–102
Mao X, Wang X, Li C, Mo J, Ding S (2020) Effects of stepped cylindrical electrode in electrical discharge machining of blind holes. Int J Adv Manuf Technol 110(5):1457–1469
Hung J-C, Lin J-K, Yan B-H, Liu H-S, Ho P-H (2006) Using a helical micro-tool in micro-EDM combined with ultrasonic vibration for micro-hole machining. J Micromech Microeng 16(12):2705
Liu HS, Yan BH, Chen CL, Huang FY (2006) Application of micro-EDM combined with high-frequency dither grinding to micro-hole machining. Int J Mach Tools Manuf 46(1):80–87
Mao X, Almeida S, Mo J, Ding S (2022) The state of the art of electrical discharge drilling: a review. Int J Adv Manuf Technol 121(5):2947–2969
Tanveer A, Kapoor S (2020) Mechanism of debris ejection in atomized dielectric-based electrical discharge machining. J Micro Nanomanuf 8(4):041017-1-041017-6
Liu Y, Chang H, Zhang W, Ma F, Sha Z, Zhang S (2018) A simulation study of debris removal process in ultrasonic vibration assisted electrical discharge machining (EDM) of deep holes. Micromachines 9(8):378
Makenzi M, Ikua BW (2022) A review of flushing techniques used in electrical discharge machining. In: Proceedings of the sustainable research and innovation conference 4:162–165
Zhang X, Liu Y, Wu X, Niu Z (2020) Intelligent pulse analysis of high-speed electrical discharge machining using different RNNS. J Intell Manuf 31(4):937–951
Singh R, Dvivedi A, Kumar P (2020) Edm of high aspect ratio micro-holes on ti-6al-4v alloy by synchronizing energy interactions. Mater Manuf Process 35(11):1188–1203
Li L, Feng L, Bai X, Li Z (2016) Surface characteristics of ti–6al–4v alloy by EDM with cu–sic composite electrode. Appl Surf Sci 388:546–550
Li C, Zhang B, Li Y, Tong H, Ding S, Wang Z, Zhao L (2018) Self-adjusting EDM/ECM high speed drilling of film cooling holes. J Mater Process Technol 262:95–103
Amorim F, Weingaertner W (2005) The influence of generator actuation mode and process parameters on the performance of finish EDM of a tool steel. J Mater Process Technol 166(3):411–416
Acknowledgements
This research was supported by the Australian Research Council (ARC) under the Discovery Projects scheme (Grant Numbers: DP210103278). The authors acknowledge the facilities and the scientific and technical assistance of the RMIT Microscopy & Microanalysis Facility (RMMF), a linked laboratory of Microscopy Australia, enabled by NCRIS.
Funding
Open Access funding enabled and organized by CAUL and its Member Institutions
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
Ethics approval
The authors state that the submitted work is original, the manuscript in part or in full has not been submitted or published anywhere, and it will not be submitted elsewhere until the editorial process is completed. The authors affirm that the results are presented without fabrication and ensure that all the authors mentioned in the manuscript have agreed to authorship, read and approved the manuscript, and given consent for submission and subsequent publication. All named authors agree on the order of authorship.
Consent to participate
Not applicable.
Consent for publication
The authors grant the publisher permission to publish the work entitled “Accurate vibration-free robotic milling electric discharge machining”. The author properly authorises its dissemination in various forms and permits the conversion of the work into machine-readable form and storage of the work in electronic databases.
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Mao, X., Wu, G., Tran, M. et al. Electrical discharge drilling of blind holes with injection flushing dielectric and stepped electrodes. Int J Adv Manuf Technol 132, 495–511 (2024). https://doi.org/10.1007/s00170-024-13396-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-024-13396-z