
Abstract
An electron beam powder bed fusion (EPBF) printability study of a medium-C hot-work tool steel with focus on part density and surface roughness was performed using three different powder particle size distributions (PSDs) of 45–105 \(\mathrm{\mu m}\) (typical for EPBF), 20–60 \(\mathrm{\mu m}\) (typical for laser beam powder bed fusion), and a 50–50 wt.% mixture of these two powders. First, acceptable process parameter windows were generated based on as-printed density for each PSD. Full density parts (at least 99.5% dense according to NIST) were produced using the 20–60 \(\mathrm{\mu m}\) PSD and the mix PSD. Fifteen different contouring strategies were also tested for potential improvement of the as-printed side surface roughnesses, which ranged from 23.3 to 25.7 \(\mathrm{\mu m}\) among the three PSDs. Side surface roughness as low as 13.8 \(\mathrm{\mu m}\) was attained by using contouring strategies employing two contouring lines, which were typically observed to be more effective than one-line strategies. Overall, the 20–60 \(\mathrm{\mu m}\) PSD was determined to convey a better as-printed build quality over a wider range of parameters without sacrificing process productivity.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Additive manufacturing (AM) of tool steels is currently being explored by the tooling industry as a manufacturing technique that can provide geometrical freedom and lower costs in the production of dies and other tools [1, 2]. However, in order to take full advantage of the near-net capabilities of AM, the printing process parameters need to be optimized to achieve the best as-printed surface roughness and part density, among other factors.
An AM technique that has attracted attention especially for the processing of tool steels is electron beam-powder bed fusion (EPBF). In EPBF, an electron beam is generated by heating a cathode and applying an electric field to accelerate freed electrons. Magnetic lenses are used to focus and steer the beam which then melts metal powder layer-by-layer to build up the desired component [3]. EPBF presents unique advantages in the context of tool steels, including the high process temperature that is inherent in the EPBF process. High temperatures maintained throughout the printing process reduce the severity of residual stresses [4] and decrease the likelihood of cracking to which tool steels are particularly prone and which is a problem often observed in laser powder bed fusion (LPBF) processing of these steels [5,6,7]. However, recent work in LPBF of tool steels has examined modified H13 compositions to enable the formation of softer martensite upon cooling and thereby reduce the risk for cracking [8, 9]. The high process temperatures in EPBF also create the potential to perform heat treatment of the material in situ and during the final cooling after printing [10, 11]. Therefore, the benefits of reduced cracking and ability to tailor microstructures, along with fast beam positioning (up to tens of meters per second [12]) and lower risk for contamination due to the vacuum environment [3], make EPBF a preferred method for the manufacturing of tool steel components.
One important aspect of the feedstock material that affects printability is the powder size distribution (PSD). Typically, PSDs in the range of 40–110 \(\mathrm{\mu m}\) are used for EPBF. Larger PSDs are favored due to issues with smoking, an undesirable phenomenon in which charge accumulates on powder particles faster than the charge can be dissipated, causing the particles to begin repelling each other and eventually cascading into a powder “explosion.” Larger particles with more mass are able to resist repulsion and reduce the extent of smoking [13, 14]. However, in LPBF, which does not have the problem of charge accumulation, smaller PSDs are used. In the context of the LPBF process, a linear relationship between the diameter of the smallest particles in the PSD and the surface roughness of the part has been demonstrated by Sendino et al. [15]. In addition to PSD, other factors relevant to both EPBF and LPBF also have an impact on surface roughness, like beam spot size/power and melt pool size [16, 17], as well as the presence of surface defects caused by lack-of-fusion or instabilities of the melt pool [18]. EPBF typically has larger beam spot sizes and larger melt pools than LPBF. Additionally, the high process temperatures maintained during EPBF cause sintering of surrounding powder onto the part surface and increase the surface roughness of the part sides or walls. Extensive powder sintering is not generally a concern for LPBF, where lower preheating temperatures are used (e.g., 200 °C in Ref. [19]). For these reasons, parts printed with LPBF generally exhibit lower surface roughness than EPBF-printed parts [19, 20]. Therefore, determining the feasibility of printing with smaller mean particle size PSDs in EPBF could potentially lead to corresponding surface improvements in EPBF.
Several previous studies have investigated cold- and hot-work tool steels in laser metal deposition (LMD) [2, 6, 21] and LPBF [22,23,24,25,26]; however, challenges still remain with respect to cold-cracking or residual stresses. Single-beam LPBF also typically has lower productivity (i.e., material deposition rates) than EPBF [27], which is another reason why the use of EPBF for tool steels should be further explored.
Some literature exist examining tool steels in EPBF, although even this body of literature is quite small. One of the earliest articles in this area shows the effect of EPBF scanning strategies and parameters on the mechanical properties of an H13 hot-work tool steel [28]. Botero et al. developed suitable process parameters and investigated the as-built microstructure of a Cr–Mo-V cold work tool steel [29] as well as developing post-heat treatments and examining the mechanical properties of the same steel grade [30]. Jin et al. revealed the as-built microstructure of a high-speed tool steel processed by EPBF, proposed a solidification sequence, and demonstrated the effect of post-processing heat treatments on rupture strength [31]. The authors have found little recent literature on electron beam-based AM of hot-work tool steel grades, which shows the need for further studies to expand the knowledge for these steel grades, especially regarding processability and build quality.
In this work, an EPBF printing feasibility study was performed on a hot-work tool steel composition using the EPBF process. The effect of different PSDs on build quality, specifically part density and surface roughness, was explored, as well as the effect of different contouring strategies. Process windows were established for each of the three PSDs examined in this work. The microstructures of specimens with the parameters determined to be best for each PSD were compared using SEM and EBSD.
2 Materials and methods
2.1 Powder feedstocks and powder characterization
Medium-C hot-work tool steel powder designated as “Steel 1” in this work was supplied by SSAB, Sweden. The Steel 1 powder and as-printed bulk compositions are given in Table 1.
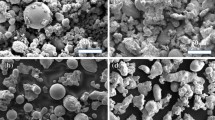
Two different particle size distributions (PSD) were supplied with nominal particle size ranges of 45–105 \(\upmu\)m and 20–60 \(\upmu\)m, which correspond to typical PSDs used in EPBF and LPBF, respectively. Additionally, a mixture of the two powders was created by combining 50 wt.% of each PSD with a Have and Böcker spinning riffler. The actual PSDs of the supplied powders and the mixture were measured using a mechanical sieve shaking technique performed by a Retsch AS200Tap sieve shaker. The PSDs of the three powders are shown in Fig. 1.

PSDs measured by mechanical sieve shaking for the (a) 45–105 \(\upmu\)m, (c) 20–60 \(\upmu\)m, and (e) mixed powders. Cumulative size distribution is shown by the blue line. b, d, and f show secondary electron SEM images of the 45–105 \(\upmu\)m, 20–60 \(\upmu\)m, and mixed PSDs, respectively
Apparent and tapped density measurements (Table 2) of all three PSDs were performed using a powder sample mass of 60–90 g. Tapping was done using a Quantachrome tapped density analyzer. The Hausner ratio, which is a measure of flowability of a powder and is defined as \(H={\rho }_{T}/{\rho }_{B}\), where \({\rho }_{T}\) is the tapped density and \({\rho }_{B}\) is the apparent density of the powder, was also determined for each PSD. As seen in Table 2, the highest tapped density was achieved with the mixture of the two PSDs, which is not an unexpected result: packing density is generally seen to increase with increasing spread of the PSD in Gaussian or log-normal distributions, or with increasing amounts of larger particles in a bimodal mixture (55–75% of the larger mean particle size) compared to the monomodal particle size distributions alone [32].
2.2 Electron beam-powder bed fusion
Samples with a cubic 1 geometry were printed via EPBF on a Freemelt ONE machine (Freemelt AB, Mölndal, Sweden). A schematic of the EPBF process is shown in Fig. 2. A thermocouple was placed under the build plate to monitor the process temperature. A vacuum of roughly 10−5 mbar was maintained during the printing process, and each build was slow-cooled under vacuum until the build plate temperature was below 50 °C before being removed from the machine.

Schematic of the EPBF process with overhead view showing the coordinate system
For determining the process windows for each PSD, the parameters were varied as described in Table 3. A typical quantity for comparing build parameters is the area energy (AE), which is determined by
where U is the beam voltage, I is the beam current, \(U\times I\) is the beam power in W, v is the scan speed, and \({L}_{off}\) is the line offset between hatch lines. A matrix of different AEs was generated for a hatch line offset of 0.1 ranging from 1 to 12 Jmm−2 by varying the beam power from 60 to 300 W and varying the scanning speed from 100 to 1500 mms−1 depending on the line offset. From initial tests, swelling was observed in builds that were printed with an AE greater than 12 Jmm−2. Therefore, the tested parameters were selected from below this limit except for two samples which were both printed with \({L}_{off}=\) 0.1 mm, 200 mms−1 scan speed, and 300 W and 360 W beam power (AE = 15 Jmm−2 and 18 Jmm−2, respectively) to illustrate extreme, swollen conditions.
After determination of the process windows, the effect of different contouring strategies was examined for each PSD by printing various contours before or after hatch melting. Figure 3 illustrates the different contouring strategies that were examined in this study. Only single-melt pool-based (i.e., non-multispot) strategies were investigated. Table 4 gives the specific parameters used for each contour strategy. The offset and spacing values were selected to represent an entire beam diameter (defined here as the diameter in which 50% of the electron beam energy is contained; measured to be roughly 200 µm) and one-half of a beam diameter. The contouring strategies were performed using the best beam power and scanning speed for a given PSD as determined by the process window investigation.

Illustration of contouring strategies examined in this work. The thin gray arrows indicate the area of hatch melting, the dotted line indicates the boundary of the hatch melting area, and the bold lines indicate the position of melted contours. The first number of the contour strategy name indicates the number of contour lines. The second number indicates the contour offset in hundreds of µm from the hatch melt boundary, where positive is away from the center of the cube and negative is toward the center of the cube. The third number indicates the spacing in hundreds of µm between contour lines in the strategies where two contour lines were used. The contouring strategies were tested either before or after the hatch melting on separate print specimens (later indicated by “b” for before hatch melting and “a” for after hatch melting) for a total of 15 different contour specimens for each PSD
All samples were printed using an alternating “snake” hatch pattern, a layer hatch rotation angle of 90°, and a nominal process temperature of 850 °C. The effect of varying the background process temperature was not examined in this work. A layer powder supply thickness of 100 µm and a build layer thickness of 50 µm were used. After printing, the parts were cleaned by shotblasting using powder of the same composition of tool steel.
2.3 Build characterization
After the samples were printed, percent density was measured using the Archimedes density technique in water. The measured densities of the specimen cubes were compared against a theoretical maximum density of 7.766 g cm−3, which was determined by Archimedes density measurement on a large piece of wrought Steel 1. Sample surface roughness was measured with an Alicona laser confocal microscope with a spot size of 2 µm over a measurement area of 4 \(\times\) 4 mm2, and this area was analyzed as four subareas to obtain four data points for each condition. Surface roughness data post-processing was done using Gwyddion [33] to obtain a surface arithmetic average roughness as defined in ISO 25178 [34]. Outlier correction, mean plane subtraction (tilt correction), and mean value filtering were applied in the same fashion on all raw surface roughness data before obtaining Sa. A representative 3D map of the surface roughness data before and after correction is shown in Fig. 4.

Representative 3D reconstruction of the surface roughness data (a) before and (b) after the named corrections and filters have been applied. The measurement shown is taken from the side surface of the 1, + 2 a cube printed using the mix PSD. B.D. indicates the build direction
Selected samples were imaged with a Leica DM RM light optical microscope (LOM) for printed surface examination. A JEOL 7800F FESEM was used for high-resolution backscattered electron imaging and backscattered electron diffraction (EBSD) of the as-built microstructures. EBSD data was post-processed with the MTEX crystallographic toolbox v. 5.9.0 [35].
3 Results and discussion
3.1 Process parameter window
As part of the printability investigation, a process window was established for each of the three PSDs. From the samples printed according to the AE matrix in Table 3, process windows were then produced by measuring the Archimedes density of as-printed cubes (including all of the as-built surfaces) printed with each parameter combination.
Figure 5 shows the acceptable range of process parameters for each of the three PSDs where the process window comprises the range of parameters in which a “normal” or acceptable melting behavior was achieved, i.e., without obvious porosity or swelling. For the 45–105 µm PSD, full density (over 99.5% density according to NIST) was not achieved with any combination of parameters that produced an acceptable melting behavior. The highest density achieved for the 45–105 µm SD was 99.3% using a 200-W beam power and a 600 mms−1 scanning speed. For the mix PSD, the highest density (essentially 100% dense) was achieved with a beam power of 120 W and 200 mms−1 scanning speed, although some additional process parameter combinations also achieved over 99.5% density. The 20–60 µm PSD achieved full density, over 99.5% density, with all process parameter combinations that resulted in acceptable melting behavior, but the density is even further increased up to 100% density with increasing AE until swelling began to occur. Some other trends common to all three PSD process windows are noted. The melting process becomes much more prone to swelling at beam powers of 300 W and greater and likewise becomes prone to porosity at beam powers of 120 W and lower (see Fig. 5d–f). It was therefore found that beam power was the most significant factor affecting the boundaries of the acceptable parameters window and not area energy, contrary to what has been shown in one previous study on EPBF of tool steel [29] and 316L [36]. However, this study examined a greater number of scanning speeds with lower values than these two studies, which here has been shown to somewhat shift the range of acceptable AEs to higher values (this trend is somewhat seen in Ref. [36]), whereas the range of acceptable AEs appears to converge within certain values as faster scanning speeds are used. These process windows demonstrate that a regime of slow scanning speeds is viable using higher AEs, which produces higher percent density than process parameters combinations using the typical range of scanning speeds for EPBF (i.e., > 1000 mms−1). However, lower scanning speeds reduce productivity, and therefore, the process parameters for industrial production should be selected with consideration towards whether part density, productivity, or a compromise between both is prioritized.

Process window for the 45–105 µm (a), mix (b), and 20–60 \({{\upmu}}{m}\) (c) PSDs for varying area energy (J mm–2) with respect to scan speed in mm s.–1 (y-axis) and beam power in W (x-axis). Percent density for each beam parameter is given by the color bar and each point is labeled by build quality (porous, normal, or swelling)
The broadening of the process window at lower scan speeds can potentially be the result of greater time being allowed for conduction of heat away from the melt area, which allows greater energy input without inducing swelling. The fact that more time is available for heat conduction may also explain why the AE simplification for comparison of electron beam parameters is not sufficient at slower scanning speeds: as the scanning speed is lowered, time between hatch lines is increased, and the scanning strategy approaches a line scan scenario rather than energy being applied quickly over the entire melt area. In these cases, a simplification between a linear energy density and an areal energy density may be more applicable.
3.2 Effect of PSD on build quality
3.2.1 Sources of poor build quality outside of the acceptable process window
Some additional specimens were produced using each of the three different PSDs with all build parameters constant (200 mms−1 scanning speed) except for beam power, which was varied from 180–360 W to illustrate the effect of the PSD on build density with varying beam power alone. Further builds of the mix and 20–60 µm PSDs were made using a layer thickness of 25 µm instead of the normal 50 µm since they both contain finer powder particles, and 25 µm represents a layer thickness similar to that typically used in LPBF with finer powders. It should be noted that not all of the beam parameter combinations in this section resulted in acceptable melting behavior; some swelling was observed, particularly with beam powers of 300 W and 360 W. However, the main goal of this particular experiment was to examine the sources of defects that reduce part quality. Figure 6 shows the Archimedes density of each of these specimens. For the 45–105 µm PSD, the percent density remained quite consistent between 99.0 and 99.4% across the four different beam powers. Using a layer thickness of 50 µm, both the mix and the 20–60 µm PSDs exhibit full density at 180 W with a very slight decrease in density with increasing beam power up to 240 W. However, with a layer thickness of 25 µm, the mix and 20–60 \(\mathrm{\mu m}\) PSDs showed a more drastic decrease in percent density with increasing beam power, with the mix PSD decreasing from 98.9 to 97.4% with increasing beam power from 180 to 360 W. Similarly, the 20–60 µm PSD decreased from 98.1 to 95.5% across the same beam power range.

Percent density of builds using one of the three PSDs for varying beam power (W) with one of two layer thicknesses (one measurement of a 1-cm.3 volume for each condition). A maximum density of 7.766 measured by the Archimedes method on a piece of wrought Steel 1 was used for comparison. “LT” in the legend refers to “layer thickness”
Qualitatively, much less smoking during printing was observed for mixed and 20–60 µm PSDs than the 45–105 µm powder, which would typically lead to higher part density and which appears to be the case with a layer thickness of 50 µm. However, the part density becomes extremely sensitive to changes in beam power when a layer thickness of 25 µm is used. From visual and LOM inspection of the 25-µm layer thickness samples, excess regions of powder were seen to have been sintered around the edge of the hatch melting area. Figure 7 shows the most severe occurrence of the excess sintering for a 20–60 µm PSD cube with 360 W beam power and 200 mm/s scanning speed. Three distinct regions are seen in the LOM micrograph: a fully melted region making up the interior of the cube, a region of excess sintered power past the surface of the cube where no melting has occurred, and a narrow surface/subsurface region between these two which delineates the transition from the melt pool to the sintered zone.

LOM micrograph of the 360 W, 200 mm/s scan speed build using the 20–60 µm PSD showing both the fully melted region on the left, the excess sintered layer on the right, and the true melt surface in between. Build direction (z) is upwards. Based on image processing and thresholding of the micrograph, mean optical densities of 98.4%, 55.7%, and 41.9% were observed in the fully melted region, the melt surface region, and the excess sintered region, respectively
The sintering rate is, in general, enhanced for PSDs containing smaller particles due to increased thermal conductivity caused by denser particle packing [32, 37]. As the beam power is increased, more powder is sintered around the melted part of the cube, forming the regions of excess sintered powder. The trend of this excess sintering with different beam powers can be seen in Fig. 8, which shows the measured thickness of the excess sintered layers on the exterior of the same samples examined in Fig. 6 (except for the 25-µm layer thickness mix and 20–60 PSD builds). The sintered layer thickness of the 45–105 µm PSD remains under 100 µm across the range of electron beam powers examined, while the sintered layer thickness of the 20–60 µm and mix PSD samples both rapidly increase to 783 µm and 772 µm, respectively, at a beam power of 360 W. The sintered volume of powder has a much lower density compared to the volume of the cube that is being melted, and therefore the percent density of the entire sample is lowered. Conversely, porosity from smoking is expected to be the dominant defect for the 45–105 µm PSD since the thickness of the excess sintered layer is quite small compared to those of the mixed and 20–60 µm PSDs. These trends suggest that porosity from smoking has less of an impact on part density for this range of beam powers than low density from excess powdering sintering past the edges of the fully melted area.

Thickness of the excess sintered layer for each PSD for beam powers from 180 W to 360 W. Measured manually with ImageJ from LOM micrographs of x–z cross-sections of each sample. Error bars correspond to the standard error of the mean
Figure 9 shows box plots of the surface arithmetic mean roughness as measured by laser confocal microscopy over the same 180–360 W beam power range. Both the 45–105 µm and mix PSDs show a strong trend of increasing surface roughness with increasing beam power, with the 45–105 µm PSD builds increasing from 23.3 to 62.8 \({S}_{a}\) and the mix PSD increasing from 25.2 to 68.5 µm (mean values) with beam powers of 180 W and 360 W, respectively. The 20–60 µm PSD showed a relatively milder increasing trend, with \({S}_{a}\) increasing from 19.3 to 31.3 µm for beam powers of 180 and 360 W, respectively.

\({S}_{a}\) as measured by laser confocal microscopy for builds using one of the three PSDs and varying beam power (W). The boxes extend from the first to the third quartile, and the whiskers extend 1.5 times the interquartile range past the first and third quartiles
Two factors may be affecting the surface roughness with changes in beam power. As beam power is increased, more excess powder is sintered depending on the PSD as shown in Fig. 8. Since relatively larger powder particles are present in both the mixed and 45–105 µm powders, these particles tend to increase the surface roughness to a greater extent when they become sintered at the outer edge of the cube. Additionally, with a higher beam energy, the melting process is hotter and spatter is typically more turbulent, which has been shown to increase surface roughness in powder-based AM processes [38, 39].
The data in Fig. 9 show that usage of the 20–60 µm PSD can provide better surface roughness (less than 30 \({S}_{a}\)) over an extended range of beam powers compared to both the 45–105 µm and mixed PSDs, although examination of different background printing temperatures to minimize the excess sintering must also be done to fully benefit from the smaller PSD. The higher beam powers in the range explored here show exaggerated scenarios for excess surface sintering but emphasize the importance of this phenomenon in determining parameters for improving as-printed surface roughness and maintaining part density. To further examine how surface roughness of the as-printed parts can be affected, different contouring strategies were applied as shown in the next section.
3.3 Effect of contouring on build quality
Surface roughness measurements performed via laser confocal microscopy of the side surfaces of the contouring specimen cubes are shown in Fig. 10. For these specimens, a 4 \(\times\) 4 mm2 area was measured, and then subareas of 2 \(\times\) 2 mm2 were analyzed to obtain four data points for each sample. The lowest surface roughnesses achieved were 22.3 µm, 14.4 µm, and 13.8 µm for the 45–105 µm, mix, and 20–60 µm PSDs, using the contour strategies 2 -1 1 a, 2 0 1 b, and 2 -1 1 a, respectively. ANOVA testing to determine the statistical significance in the resulting surface roughness among 0, 1, and 2 contour lines, contouring before vs. after hatch melting, and the different offset distances produced the P-values shown in Table 5. One interesting result of the contour strategy comparison is that strategies using two contour lines performed better than those with only one contour line for the 45–105 µm and mix PSDs (statistically significant difference for \(\alpha =0.10\)). For the 45–105 µm PSD, the average \({S}_{a}\) was 24.7 µm on average for 2-line strategies and 29.3 µm on average for 1-line strategies. Also observed for the 45–105 µm and mix PSDs was that contouring strategies performed after hatch melting generally tended to produce smoother surfaces than contouring strategies applied before hatch melting, which can be the result of remelting and removing lack-of-fusion defects at the outer edge of the melt area. One-line strategies performed before hatch melting worsened the surface roughness compared to the no-contouring specimen for the 45–105 µm PSD. Statistically significant differences among the varying offset distances were seen for the 45–105 µm and 20–60 µm PSDs with \(\alpha =0.10\).

Surface arithmetic mean roughness \({S}_{a}\) for (a) every contouring strategy shown in Table 4. Data taken from one measurement over an area of \(4\times 4\) mm2, i.e., 80 build layers, on the same side of each cube specimen. The measurement area was divided into four subareas to obtain four data points for each condition. Contour strategies are labeled by number of contours, contour offset, and contour spacing (if applicable). The letters “b” and “a” indicate contouring performed before or after hatch melting, respectively. b, c, and d show the same data as in a but grouped by number of contours, offset distance from the outer edge of the hatch melting, and order of the contouring, respectively. The boxes extend from the first to the third quartile, and whiskers extend 1.5 times the interquartile range past the first and third quartiles
Figure 11 shows micrographs of the cube surfaces for each PSD using the best parameters for the 45–105 µm PSD, best individual PSD parameters, and using an effective contouring strategy for each PSD. It can be seen that small “cracks” are present at the surfaces of all of the cubes that did not use a contouring strategy. These cracks are likely lack-of-fusion defects left behind by the hatch pattern, which did not sufficiently melt the material at the outer edge of the hatch area. However, in using the best contouring strategy (all of which were 2-line strategies) for each PSD, these defects were “healed” to different degrees (see Fig. 11 c, f, and i). Optimization of the beam power and scanning speed specifically for the contour lines could likely further improve the remelting of the surface defects. It should be noted that the large pits seen in the material are thought to be the result of corrosion pitting and were in general not observed before performing silica polishing steps.

LOM micrographs of specimen cube surfaces. a, d, and g correspond to cubes of the 45–105 µm, mix, and 20–60 µm PSDs, respectively, all printed with the best parameter set for the 45–105 µm powder (240 W, 600 mms−1). b, e, and h correspond to cubes using the 45–105 \(\mathrm{\mu m}\), mix, and 20–60 µm PSDs, respectively, using the best parameter set determined for each PSD, i.e., 240 W, 600 mms−1, for the 45–105 µm PSD; 120W, 200 mms−1 for the mix PSD; and 200 mms−1 for the 20–60 \(\mathrm{\mu m}\) PSD. c, f, and i show the surfaces of the specimen cube for each PSD using an effective contouring strategy for each PSD, which was 2 -1 1 a, 2 0 1 b, and 2 0 1 a for the 45–105 \(\upmu\)m, mix, and 20–60 \(\mathrm{\mu m}\) PSDs, respectively. Note that a and b are the same image. B.D. indicates the build direction
Table 6 shows the comparison of \({S}_{a}\) values for each PSD using the best parameters for the 45–105 \(\upmu\)m PSD, best individual PSD parameters, and the best-performing contouring strategy for each PSD, which illustrate that the lowest surface roughness is achieved with the use of contouring, especially for the PSDs containing finer particles. Other studies on EPBF of Ti-6 V-4Al have found only slight improvements in surface roughness, at best, with the use of different contouring strategies [40,41,42]; however, these studies only examined the 45–105 \(\upmu\)m PSD that is typical for EPBF. This work proves that finer PSDs provide the potential for smoother as-printed surfaces of tool steel using EPBF, but a contouring strategy must be optimized and implemented in order to fully attain this benefit.
The effect of the contouring strategies on the part density was also considered, but given the fact that contouring affects such a small volume compared to the total sample size, use of contouring was not seen to impact the density of the printed specimens as measured by the Archimedes method. If the contouring strategy is not fully optimized, lack-of-fusion defects present at the surface can potentially be trapped within the specimen by the contouring melt as seen in Fig. 11i, but such small changes in density are not distinguishable using the Archimedes method.
3.4 Microstructure
Figure 12 shows low-magnification EBSD inverse pole figures (IPF) of x–z cross-sections for each PSD using the best parameters for 45–105 \(\upmu\)m and each best individual parameter set. All as-printed microstructures have the appearance of mostly coarse ferritic plates with occasional pockets of lath-like packets which may be martensite. Retained austenite fractions were determined by EBSD to be within 13–15% regardless of PSD and parameter set used (Fig. 13).

EBSD inverse pole figures of the best specimen cubes for each of the three PSDs using either the best beam parameters for the 45–105 \(\upmu\)m PSD or the given PSD’s own best beam parameters. Note that a and b show the same IPF

EBSD IPF and phase map of the best specimen cube for the 45–105 \(\upmu\)m PSD. Martensite (M) and coarse bainitic ferrite plates (BF) are indicated on the IPF
SEM BSE micrographs of x–z cross-sections of specimen cubes using different PSDs and beam parameters can be seen in Fig. 14. The as-printed microstructure is thought to be degenerated bainite with a substantial amount of retained austenite/martensite constituents. A higher magnification SEM BSE image showing detail of the retained austenite constituent is shown in Fig. 15. Also seen in Fig. 15 are occasional carbide particles with bright Z-contrast.

BSE SEM micrographs of the best specimen cubes for each of the three PSDs using either the best beam parameters for the 45–105 \(\upmu\)m PSD or the given PSD’s own best beam parameters. A degenerated bainite microstructure was achieved regardless of PSD and beam parameters. All images have the same scale. B.D. indicates build direction

SEM BSE micrograph showing detail of the retained austenite present in the degenerated bainite microstructure. Several Mo-rich carbides are circled in the micrograph
An EDS line scan showing the presence of Mo-rich carbides can be seen in Fig. 16. These Mo-rich carbides are likely Mo2C.

EDS line scan showing the presence of fine Mo-rich carbides in a sample using the 45–105 \(\upmu\)m PSD, 180 W beam power, and 200 mms−1 scanning speed
Although the as-printed microstructures produced in this work require post-heat treatment in order to regain the desired strength of the tool steel, it was important to observe that no significant microstructural changes arose as a result of the different PSDs or the different beam parameters that achieved full density among the different PSDs.
4 Conclusions
In this work, process parameter windows were established for three different PSDs, and the effect of powder particle size distribution and contouring strategies on build quality were examined for medium-C hot-work tool steel samples manufactured with EPBF. LOM and laser confocal microscopy were used to examine the quality of the surfaces produced with different beam parameters and contouring strategies. SEM/EBSD were used to compare microstructures of the specimens using optimized parameters for each PSD. The following findings were attained:
-
The best combination of beam parameters for the 45–105 \(\upmu\)m PSD was 240 W beam power, and 600 mms−1 scanning speed, which created a 99.3% dense specimen. Full density was not achieved using the 45–105 \(\upmu\)m PSD. For both the mix and 20–60 \(\upmu\)m PSD, 100% density was attained with 120 W and 200 mms−1.
-
The onset of swelling for all three PSDs occurred with beam powers of at least 300 W, and the swelling phenomenon was shown to be more sensitive to beam power alone rather than area energy, particularly when slow scanning speeds are used. This is likely attributed to more time in between hatch lines and thus more time available for heat conduction away from the melt area. As such, it was shown that some consideration must be taken when the AE comparison among beam parameters is used.
-
The best as-printed surface arithmetic mean roughness of 13.8 µm was achieved with the 20–60 µm PSD using a 2-line contour strategy performed after hatch melting. ANOVA analysis among the different contouring strategies showed that 2-line contouring strategies and contouring performed after melting both produced smoother surfaces compared to their counterparts for a significance level of \(\alpha =0.10\) in the 45–105 µm PSD and mix PSD samples. Only statistical differences between no contouring and contouring were observed for the 20–60 µm PSD. Additionally, statistically significant differences were found among the different contour offset distances for the 45–105 µm and the 20–60 µm PSD.
-
SEM/EBSD investigation showed that all samples possessed a degenerated bainitic microstructure with similar amounts of retained austenite (13–15% determined by EBSD) and with Mo-rich carbides present. Thus, finer PSDs have been demonstrated to be feasible for use in EPBF of tool steels to achieve better as-printed build quality without sacrificing productivity and without inducing any changes in the as-printed microstructure.
Change history
18 August 2023
A Correction to this paper has been published: https://doi.org/10.1007/s00170-023-12184-5
References
Körner C (2016) Additive manufacturing of metallic components by selective electron beam melting - a review. Int Mater Rev 61(5):361–377. https://doi.org/10.1080/09506608.2016.1176289
Bohlen A, Freiße H, Hunkel M, Vollertsen F (2018) Additive manufacturing of tool steel by laser metal deposition. Procedia CIRP 74:192–195. https://doi.org/10.1016/j.procir.2018.08.092
Fu Z, Körner C (2022) Actual state-of-the-art of electron beam powder bed fusion. Eur J Mater 2(1):54–116. https://doi.org/10.1080/26889277.2022.2040342
Sochalski-Kolbus LM, Payzant EA, Cornwell PA, Watkins TR, Dehoff RR, Lorenz M, Ovchinnikova O, Duty C (n.d.) Comparison of residual stresses in Inconel 718 simple parts made by electron beam melting and direct laser metal sintering. Metall Mater Trans A https://doi.org/10.1007/s11661-014-2722-2
Fonseca EB, Gabriel AH, Araújo LC, Santos PL, Campo KN, Lopes ES (2020) Assessment of laser power and scan speed influence on microstructural features and consolidation of AISI H13 tool steel processed by additive manufacturing. Addit Manuf 34(April):101250. https://doi.org/10.1016/j.addma.2020.101250
Hentschel O, Scheitler C, Fedorov A, Junker D, Gorunov A, Haimerl A, Merklein M, Schmidt M (2017) Experimental investigations of processing the high carbon cold-work tool steel 1.2358 by laser metal deposition for the additive manufacturing of cold forging tools. J Laser Appl 29(2):022307. https://doi.org/10.2351/1.4983247
Platl J, Bodner S, Hofer C, Landefeld A, Leitner H, Turk C, Nielsen MA, Demir AG, Previtali B, Keckes J, Schnitzer R (2022) Cracking mechanism in a laser powder bed fused cold-work tool steel: the role of residual stresses, microstructure and local elemental concentrations. Acta Mater 225:117570. https://doi.org/10.1016/j.actamat.2021.117570
Yuan M, Cao Y, Karamchedu S, Hosseini S, Yao Y, Berglund J, Liu L, Nyborg L (2022) Characteristics of a modified H13 hot-work tool steel fabricated by means of laser beam powder bed fusion. Mater Sci Eng: A 831:142322. https://doi.org/10.1016/j.msea.2021.142322
Deirmina F, Davies PA, Dixit N, Siriki R, Pellizzari M (2022) Production and characterization of a modified hot work tool steel by laser powder bed fusion. Metall Mater Trans A 53(7):2642–2651. https://doi.org/10.1007/s11661-022-06694-2
Sames WJ (2017) Feasibility of in situ controlled heat treatment (ISHT) of Inconel 718 during electron beam melting additive manufacturing. Addit Manuf. https://doi.org/10.1016/j.addma.2016.09.001
Kahlert M, Brenne F, Vollmer M, Niendorf T (2021) Influence of microstructure and defects on mechanical properties of AISI H13 manufactured by electron beam powder bed fusion. J Mater Eng Perform 30(9):6895–6904. https://doi.org/10.1007/s11665-021-06059-7
Zhao Y, Koizumi Y, Aoyagi K, Yamanaka K, Chiba A (2020) Isothermal γ →ϵ phase transformation behavior in a Co-Cr-Mo alloy depending on thermal history during electron beam powder-bed additive manufacturing. J Mater Sci Technol 50:162–170. https://doi.org/10.1016/j.jmst.2019.11.040
Cordero ZC, Meyer HM, Nandwana P, Dehoff RR (2017) Powder bed charging during electron-beam additive manufacturing. Acta Mater 124:437–445. https://doi.org/10.1016/j.actamat.2016.11.012
Ye J, Renner J, Körner C, Fu Z (2023) Electron-optical observation of smoke evolution during electron beam powder bed fusion. Addit Manuf 70:103578. https://doi.org/10.1016/j.addma.2023.103578
Sendino S, Martinez S, Lartategui F, Gardon M, Lamikiz A, Gonzalez JJ (2022) Effect of powder particle size distribution on the surface finish of components manufactured by laser powder bed fusion. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-022-10423-9
Eidt W, Tatman EP, McCarther J, Kastner J, Gunther S, Gockel J (2019) Surface roughness characterization in laser powder bed fusion additive manufacturing. Proc 30th Annual Int Solid Freeform Fabrication Symp. http://dx.doi.org/10.26153/tsw/17469
Feng S, Kamat AM, Sabooni S, Pei Y (2021) Experimental and numerical investigation of the origin of surface roughness in laser powder bed fused overhang regions. Virtual Phys Prototyp 16(sup1):S66–S84. https://doi.org/10.1080/17452759.2021.1896970
Carolo LCB, Ordoñez REC (2022) A review on the influence of process variables on the surface roughness of Ti-6Al-4V by electron beam powder bed fusion. Addit Manuf 59:103103. https://doi.org/10.1016/j.addma.2022.103103
Megahed S, Aniko V, Schleifenbaum JH (2022) Electron beam-melting and laser powder bed fusion of Ti6Al4V: transferability of process parameters. Metals 12(8):1332. https://doi.org/10.3390/met12081332
ShajiKarapuzha A, Fraser D, Schliephake D, Dietrich S, Zhu Y, Wu X, Huang A (2021) Microstructure, mechanical behaviour and strengthening mechanisms in Hastelloy X manufactured by electron beam and laser beam powder bed fusion. J Alloys Compds 862:158034. https://doi.org/10.1016/j.jallcom.2020.158034
Hentschel O, Siegel L, Scheitler C, Huber F, Junker D, Gorunow A, Schmidt M (2018) Processing of AISI H11 tool steel powder modified with carbon black nanoparticles for the additive manufacturing of forging tools with tailored mechanical properties by means of laser metal deposition (LMD). Metals 8(9). https://doi.org/10.3390/met8090659
Chou CY, Pettersson NH, Durga A, Zhang F, Oikonomou C, Borgenstam A, Odqvist J, Lindwall G (2021) Influence of solidification structure on austenite to martensite transformation in additively manufactured hot-work tool steels. Acta Mater 215:117044. https://doi.org/10.1016/j.actamat.2021.117044
Boes J, Röttger A, Mutke C, Escher C, Theisen W (2018) Microstructure and mechanical properties of X65MoCrWV3-2 cold-work tool steel produced by selective laser melting. Addit Manuf 23(June):170–180. https://doi.org/10.1016/j.addma.2018.08.005
BaqerzadehChehreh A, Strauch A, Großwendt F, Röttger A, Fechte-Heinen R, Theisen W, Walther F (2021) Influence of different alloying strategies on the mechanical behavior of tool steel produced by laser-powder bed fusion. Materials 14(12):3344. https://doi.org/10.3390/ma14123344
Narvan M, Al-Rubaie KS, Elbestawi M (2019) Process-structure-property relationships of AISI H13 tool steel processed with selective laser melting. Materials 12(14):1–20. https://doi.org/10.3390/ma12142284
Kang JY, Yun J, Kim B, Choe J, Yang S, Park SJ, Yu JH, Kim YJ (2020) Micro-texture analyses of a cold-work tool steel for additive manufacturing. Materials 13(3). https://doi.org/10.3390/ma13030788
de Formanoir C, Paggi U, Colebrants T, Thijs L, Li G, Vanmeensel K, Van Hooreweder B (2020) Increasing the productivity of laser powder bed fusion: influence of the hull-bulk strategy on part quality, microstructure and mechanical performance of Ti-6Al-4V. Addit Manuf 33:101129. https://doi.org/10.1016/j.addma.2020.101129
Cormier D, Harrysson O, West H (2004) Characterization of H13 steel produced via electron beam melting. Rapid Prototyp J 10(1):35–41. https://doi.org/10.1108/13552540410512516
Botero C, Ramsperger M, Selte A, Åsvik K, Koptyug A, Skoglund P, Roos S, Rännar LE, Bäckström M (2020) Additive manufacturing of a cold-work tool steel using electron beam melting. Steel Res Int 91(5):2–7. https://doi.org/10.1002/srin.201900448
Botero CA, Şelte A, Ramsperger M, Maistro G, Koptyug A, Bäckström M, Sjöström W, Rännar LE (2021) Microstructural and mechanical evaluation of a Cr-Mo-V cold-work tool steel produced via electron beam melting (EBM). Materials 14(11):2963. https://doi.org/10.3390/ma14112963
Jin J, Gao R, Peng H, Guo H, Gong S, Chen B (2020) Rapid solidification microstructure and carbide precipitation behavior in electron beam melted high-speed steel. Metall Mater Trans A 51(5):2411–2429. https://doi.org/10.1007/s11661-020-05661-z
Averardi A, Cola C, Zeltmann SE, Gupta N (2020) Effect of particle size distribution on the packing of powder beds: a critical discussion relevant to additive manufacturing. Mater Today Commun 24:100964. https://doi.org/10.1016/j.mtcomm.2020.100964
Nečas D, Klapetek P (2012) Gwyddion: An open-source software for SPM data analysis. Cent Eur J Phys 10(1):181–188. https://doi.org/10.2478/s11534-011-0096-2
International Organisation for Standardisation (2022) Geometrical product specifications (GPS) – Surface texture: areal – Part 2: Terms, definitions and surface texture parameters EN ISO 25178. https://www.sis.se/produkter/metrologi-och-matning-fysikaliska-fenomen/langd-och-vinkelmatning/ytstruktur/ss-en-iso-25178-22022/
Bachmann F, Hielscher R, Schaeben H (2010) Texture Analysis with MTEX – Free and Open Source Software Toolbox. Solid State Phenom 160:63–68. https://doi.org/10.4028/www.scientific.net/SSP.160.63
Roos S, Rännar LE (2021) Process window for electron beam melting of 316LN stainless steel. Metals 11(1):137. https://doi.org/10.3390/met11010137
German RM (2010) Coarsening in sintering: grain shape distribution, grain size distribution, and grain growth kinetics in solid-pore systems. Crit Rev Solid State Mater Sci 35(4):263–305. https://doi.org/10.1080/10408436.2010.525197
Ali U, Esmaeilizadeh R, Ahmed F, Sarker D, Muhammad W, Keshavarzkermani A, Mahmoodkhani Y, Marzbanrad E, Toyserkani E (2019) Identification and characterization of spatter particles and their effect on surface roughness, density and mechanical response of 17–4 PH stainless steel laser powder-bed fusion parts. Mater Sci Eng, A 756:98–107. https://doi.org/10.1016/j.msea.2019.04.026
Balachandramurthi AR, Moverare J, Dixit N, Pederson R (2018) Influence of defects and as-built surface roughness on fatigue properties of additively manufactured Alloy 718. Mater Sci Eng, A 735:463–474. https://doi.org/10.1016/j.msea.2018.08.072
KlingvallEk R, Rännar LE, Bäckstöm M, Carlsson P (2016) The effect of EBM process parameters upon surface roughness. Rapid Prototyp J 22(3):495–503. https://doi.org/10.1108/RPJ-10-2013-0102
Galati M, Minetola P, Rizza G (2019) Surface roughness characterisation and analysis of the electron beam melting (EBM) process. Materials 12(13):2211. https://doi.org/10.3390/ma12132211
Wang P, Sin W, Nai M, Wei J (2017) Effects of processing parameters on surface roughness of additive manufactured Ti-6Al-4V via electron beam melting. Materials 10(10):1121. https://doi.org/10.3390/ma10101121
Acknowledgements
SSAB and the Center for Mechanics and Materials Design (MMD) at KTH provided the tool steel powders. The authors would like to thank the Körner group at Friedrich-Alexander Universität for the use of their build processing code to facilitate the EPBF printing.
Funding
Open access funding provided by Royal Institute of Technology. KTH’s Research Initiative on Sustainable Industry and Society (IRIS) area II provided funding for this research.
Author information
Authors and Affiliations
Contributions
Ethan Sullivan and Greta Lindwall contributed to the study conception and design. Powder characterization was performed by Saman Sharif Hedås and Mattias Jerhamre Engström. Other experimentation, data collection, and analysis were performed by Ethan Sullivan. The first draft of the manuscript was written by Ethan Sullivan, and all the authors contributed to revision and approving of the final draft.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Sullivan, E.M., Sharif Hedås, S., Jerhamre Engström, M. et al. Effect of powder particle size distribution and contouring on build quality in electron beam powder bed fusion of a medium-C hot-work tool steel. Int J Adv Manuf Technol 128, 2953–2967 (2023). https://doi.org/10.1007/s00170-023-11944-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-11944-7