
Abstract
The deterioration of the cutting edge during machining influences production cost and productivity. The adhesion is one of the main wear mechanisms. This study delves into the adhesive mechanism in the context of turning, milling, and drilling, focusing on three different cutting materials: 34CrNiMo6, 1.437 stainless steel, and ductile iron. Building upon previous research on the adhesive process in turning, a dynamic model was developed to understand the mechanism further. The results showed that adhesion is a general phenomenon occurring in all tested work materials, but with varying intensity levels. Intermittent cuts did not greatly impact the adhesive mechanism, and cutting data, coolant, and chip breaking also showed little effect. However, the presence of graphite in ductile iron temporarily inhibited adhesion. The source of the adhesive sound was found to be the pivoting movement of the chip as it binds and rips off the cutting tool, leading to a frequency shift upon detachment. The adhesive wear was found to be a thermal mechanism, where chemical reactions between the SiO2 in the work material with the cutting tool caused thermal cracks and low-frequency fatigue.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Production cost and productivity depend on the relationship between the achieved tool life and the cutting data. It is readily accepted that adhesion is one of the main wear mechanisms in metal cutting [1]; besides, adhesive wear can exist during the whole cutting process [2]. In addition to shortening the tool life, it can devastate the machined surface quality. Deposits adhere onto the rake, and the clearance tends to end on the workpiece surfaces [3]. Worn cutting edges affect the surface finish, integrity, flatness, and cutting forces [1]. Changes in cutting forces during the life of the edge give undesired measure deviations [4]. The demands of surface integrity are often one of the main reasons for using coolant and lubrication of the cutting zone. In the workpiece material, non-metallic inclusions like MnS, SiO2, and cerium oxide sulfide are present to improve machinability [5] but can have the opposite effect, so they often contribute to the process of adhesion [6]. Adhesive wear often occurs in the shape of a cavity near the edge line. The cavity undermines the edge and causes chipping. Chipping reduces the tool life and is challenging to predict [7], complicating unmanned production and leading to a negative economic output. The negative effect of adhesion can be reduced by providing lubrication, oil, or other coolant droplets, between the cutting tool and the chip or work.
Cutting speed significantly affects wear and tool life [1, 8–8,9,10,], while topography and textures on the tool can also affect wear and wear rate [12]. Experimental tests found that a smooth surface generates less adhesive wear and fewer deposits on the cutting tool and the workpiece [13]. This part of the adhesion is not fully understood, a rough surface gives rise to a more powerful adhesion, and the surface created after an adhesive “rip off” is more attractive than the surface nearby. A typical adhesive wear pattern is one or more cavities’ looking like caries in a tooth. Three-body adhesive wear occurs when two solids slide with a semi-liquid substance in between [6]. The strong bonding between the semi-liquid substances and the cutting tool is central to the adhesion process. Later, this bond will be ripped apart, taking a piece of the cutting tool. The bond is regarded as a result of a chemical reaction and not as a welding zone with melted parts joined together.
Lubrication reduces the negative aspects of adhesion, but most lubricating substances have environmental or health concerns and are a significant part of the production cost. Dry machining is desirable from these aspects but challenging to perform efficiently. Therefore, understanding and controlling the adhesive mechanism is essential for optimizing dry machining. Thus, minimum quantity cooling lubrication (with or without extreme pressure and anti-wear additives) is a desirable technique [14]. The lubricate used in minimum quantity lubrication (MQL) is often made of harmless µm-sized oil droplets, enabling them to come closer to the adhesive area.
The adhesive wear resistance of carbide tools depends on carbide volume fraction, carbide, and binder material [15]. Generally, the increase in the volume fraction of the carbide improves the adhesive wear resistance. Steels and cast irons are often machined using coated cutting tools, where the coatings increase the wear resistance of the cutting edge. However, the mechanism and the speed of adhesive wear in the cutting zone are not fully understood. A possible approach is to examine the workpiece and the chip before and after the adhesion and study measured signals emanating from the adhesive mechanism like sound, vibration, radiation, acoustic emission, and gases. Simulation, mathematical transforms, and more hands-on theoretical work are often necessary to fulfill the task.
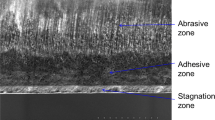
Near the cutting edge, a typical adhesive wear pattern appears between the abrasive and stagnation zones. These adhesive cavities often cause chipping of the edge, see Fig. 1. In addition, the cavities are often filled with SiO2 or other substances with a lower melting point than iron if the work material is steel.

Rake, near the cutting edge, divided into (A) stagnation zone, (B) adhesive zone, and (C) abrasive zone. Chipping is caused by excessive adhesive wear [6]
Two body adhesion, where the contact with the surface asperities form bonds [16, 17], cannot be excluded. Regarding three body adhesion, a common description in the literature is that the fracture of the adhesive bonds results in the mechanical detachment of the tool material, leading to adhesive wear [18]. During cutting operations, the workpiece material adheres to the surface of the cutting tool. As the shearing force increases, the junctions eventually fracture, causing small fragments of the cutting tool or coating to break away. This process leads to the gradual deterioration of the tool surface. Additionally, at extremely high temperatures, tribochemical wear occurs, characterized by chemical reactions occurring at the interface of the cutting tool, work material, and chip, resulting in material loss [19]. As stated in Ref. [2], when the cutting temperature surpasses the melting point of Co, diffusion wear and oxidation wear may manifest.
The description above is incomplete and does not explain the mechanisms involved.
The overall adhesive process was presented in the previous work [6], and a hypothesis with some events was shown. In the current paper, the hypothesis will be expanded. The paper aims to verify the expanded hypothesis, a novel model describing the physical mechanism that produces adhesive wear in turning and other traditional chip-forming processes. The focus is on the wear mechanism, how the fracture mechanics are, and where in the cluster of vibrations; the tool material is separated from the surface of the cutting tool. In other words, the research questions are as follows:
-
• How is the sound generated?
-
• How does the mechanical system appear, masses, m, springs, k, and damping, c?
-
• What causes the adhesive fracture in the cutting tool materials, and how does it evolve?
Different cutting methods, work materials, and inserts (coated and uncoated carbides) are tested. The adhesion is studied by sound waves originating from chip vibrations.
2 The extended adhesion hypothesis
It is assumed that the two surfaces in the interface between the chip and the tool rake bond and that the adhesive model is as follows:
-
1.
When the bonding is complete, the chip material is pressed onto the joined area, and on the other side, the chip pulls the bond in the chip flow direction.
-
2.
The chip’s elastic deformation and the chip movement send the chip forward in the chip flow direction—a dynamic half-sine movement (see Fig. 5 in the previous paper [6]).
-
3.
The chip velocity reaches zero at the end of the half-sine movement, and the bonding occurs again.
-
4.
After relaxation, a further movement, the chip reaches its “neutral” shape. Then, steps 1–4 are repeated several times, about 5–50 or more cycles, manifested as a cluster of waves, and is then calm for a while.
-
5.
The bond, which can be seen as a chemical reaction, adds extra energy to the zone near the joint. The increase in temperature forces a thin layer on the rake to expand, and the expansion generates thermal cracks in the cutting tool material. During the cluster vibration, the bond is removed by short-term fatigue. A thin layer of the cutting tool material is removed.
-
6.
The vibrations before the removal of tool material are within the soft, SiO2 and MnS, substance, like “chewing gum between two separated fingers.”
3 Experimental and theoretical work
In the CNC-turning center-based set-up, shown in Fig. 2, a Hyundai-Wia L230LMSA lathe having a sub-spindle with driven tools was used. A Beyerdynamic MM1 condenser measurement microphone was used to measure the chip vibration. The microphone, with a frequency range from 20 to 20 000 Hz, a sensitivity of 15 mV Pa−1, and a limiting sound pressure level of 122 dB, was used to record the acoustic emission during the cutting tests. The data were sampled at 48 kHz and were saved in the uncompressed audio file format “wav.”

Photo of the CNC-turning center and the workpiece set-up
The background noise and idle conditions were taken into consideration.
The content of the deposits on the cutting tool was measured using SEM–EDS. Si could be measured, but not SiO2. If Si is present on the rake, then it is likely SiO2, which is a small part of all steels. Also, MnS, Fe, W, Co, Ni, Cr, and others were observed on the rake.
3.1 The dynamic vibrational model
The mechanical model consists of two springs, k1 and k2; the bonded zone and the SiO2 + MnS substance; the mass in the chip; and the damping in the SiO2 + MnS substance; there is also a friction force added to k2, see Fig. 3.

The mechanical model of the adhesive cluster vibrations. The spring k2 disappears when the chip removes material from the cutting tool
The vibration begins with plastic deformation of the SiO2 + MnS substance, like “chewing gum between two separating fingers.” Fatigue occurs after a number of oscillations, and a thin layer of the cutting tool material is removed. The spring k2 is then disconnected, which causes a rise in the vibration frequency, as shown in Figs. 4 and 5.

Frequency rise at the end of the vibrational cluster

FFT of the adhesive vibration often shows two narrow frequencies, 6.616 and 6.691 kHz. The frequency 12 kHz is machine back noise, and the 12.6 kHz is a higher adhesive vibration also with a narrow frequency
The vibration frequency is described by Eq. (1). The question is what k and m in the cutting zone are; only a rough idea of these is possible. The mass involved can be estimated with a precision of about ± 50%, and the spring constant is the same. The total error is therefore less than ± 30%.
It is assumed:
-
1.
The “spring” k consists of the bonded zone vibrating in a shear mode, see Fig. 6. The friction is excluded.
-
2.
The thickness of the “spring” is the visible deformation zone caused by the adhesion, hdef. Steel ≈ 0.05 mm, see Fig. 7. (Usually, the deformation thickness varies between 0.01 and 0.1 mm depending on the work material [20]).
-
3.
The “ditch” on the rake side of the chip in Fig. 8 mirrors the diameter of the bond, which is 0.15 mm. The generated ditch is slightly wider than the bond, since the bond deform sideways during the adhesion cycle. Therefore, the bond is estimated to be dbond ≈ 0.1 mm.
-
4.
The temperature is around 700 °C in the bonded zone. The secant modulus of elasticity, at strains between 0.01 and 0.02, at the current temperature is extracted from Ref. [21]: E700defSteel = 1 000 MPa. The corresponding value for the shear modulus is calculated to G700defSteel = 423 MPa.
-
5.
The data for the slice of SiO2 and MnS between the chip and the cutting tool are estimated in the same way.
-
6.
The layer, amorphous SiO2, and in the same manner as steel, E700defSiO2 = 520 MPa, and G700defSiO2 = 200 MPa.

The bonded zone vibrates in the shear mode

Adhesive deformation zone

The visible deformation zone caused by adhesion
Furthermore, the equations and data are as below:
-
• Work material: 34CrNiMo6, quenched and tempered.
-
• Tool: Al2O3-coated inserts.
-
• Cutting speed: vc = 200 m/min.
-
• Feed speed: fn = 0.2 mm/rev.
-
• Depth of cut: ap = 2 mm.
-
• Chip ratio: rc = 2.
-
• Lead angle: κk = 90°.
-
• Rake angle: γo = 8°.
-
• Chip length: LChip = 15 mm (measured).
-
• Workpiece density: ρSteel = 7.6 × 10−6 kg/mm3, at 700 °C.
The area of the bonded zone is
Cross-section of the chip
Shear modulus
where ν is the Poisson’s ratio.
Spring constant deformed steel
Spring constant for the SiO2 layer
The volume of the steel bond
Mass of the chip
The combined spring coefficient
With the above data and Eqs. (1)–(9), the following frequencies are obtained:
The steel and SiO2 parts’ adhesive frequencies are 8.6 and 9.2 kHz, respectively. Furthermore, the combined frequency (steel + SiO2) is 6.3 kHz, while laboratory tests gave 6.6 kHz.
The data used in the calculation are not precise, but the result has the proper order of magnitude, showing that the presented model is possible and that a correct model with correct data values should be similar. The machining test gave a dominating adhesive frequency of 6.6 kHz. The calculations do not count the elastic spring in the rest of the chip and the workpiece. It has a higher value, and the calculated frequency will be slightly lower with that spring added. The excluded part from the calculations is hard to estimate, but this approximation does not change the adhesive frequency much.
The SiO2 and MnS layer is a substantial part of the total spring k, explaining why adhesive wear does not appear further away from the edge in the hotter abrasive zone. The ceramic particles in the chip or the workpiece materials are not significantly plastically deformed in the cutting zone [22], and create a gap filled with SiO2 and MnS when they creep out of the chip and workpiece pressing the tool away, see Fig. 9. The SiO2 and MnS layer becomes thicker and hotter further away from the edge—by that more ductile, leading to a lower spring, k2. As a result, adhesive wear is rare in the abrasive zone, although bonding occurs. The adhesive forces become too low to achieve fatigue.

The cutting zone with ceramic particles, bondings, and the SiO2 and MnS layer
3.2 The vibrational mode
The chip not only vibrates along the rake but also moves and rotates in three dimensions. Some facts regarding the vibration mode are:
-
• When the chip is bonded on the rake, the chip will rotate clockwise around the bonded spot, see Fig. 10.
-
• After the “rip off,” the chip moves anticlockwise around the root of the chip.

The vibration mode. The chip pivot about the bonded spot and later turn back around the root of the chip
A photo was taken, see Fig. 11, to verify the vibration mode in Fig. 10. The chip could vibrate several times; during the 5 ms, the camera’s shutter was open, and the feed was chosen low, 0.10 mm/rev., to avoid chip braking. Chip breaking also creates vibrations. The photo shows that the presented vibrational mode is likely. The chip vibrates with relatively large surfaces, which is why such a distinct sound signal is obtained.

High-speed photo during chip formation. The chip is vibrating between the dashed lines
3.3 The adhesive wear hypothesis
A thin slice of the cutting tool material is removed at the end of the clusters, often after 2–20 cycles. It is a form of low-frequency fatigue. This type of fatigue usually occurs near the yield strength or the breaking point. None of these circumstances is present near the adhesive bonding point, and the stress picture regarding the cutting tool material is relatively favorable, see Fig. 12. Thus, something must be happening to the tool surface near the adhesive bonding point, which downgrades the strength of the top layer of the cutting tool.

Mechanical load on the cutting tool
The bonding, a chemical reaction, results in a compound, the bond, and some extra energy rapidly transformed into heat. The heat near the surface and the bonding spot force a slice of cutting tool material to expand, and the expansion cause “thermal cracks,” see Fig. 13. Ref. [23] has found traces of likely thermal cracks after adhesive wear. In addition, an expansion of the volume is involved in the bonding due to other microstructures, but the result is similar. It is not likely that the chemical bond ends up in exactly the same volume as before the bond. Both mechanisms, thermal expansion and expansion of the bond volume, can occur at the same adhesion.

Thermal cracks near the bond zone
Assuming that the emitted energy is proportional to the bonded area and the peripheral is linear, then cracks will be larger and positioned deeper into the cutting tool material, the larger the bonds. In other words, if a larger bond area is obtained for some reason, more adhesive wear is also expected. Cracks near the intersection substrate and coating can be fatal; on that spot, the entire coating will be removed. This is what often happens in some difficult-to-cut stainless steels. For example, choosing a coating to reduce the bonded area in the adhesive cycle could reduce the wear speed. Another possibility regarding the low cycle fatigue could be that the degenerated surface on which the bonding occurs has a lower strength than the rest of the cutting tool material and is prone to fatigue. The combination of thermal cracks and the degenerated surface is also possible.
4 Results and discussion
4.1 The sound generation
The theoretical analysis and the performed measurements show that the source of the adhesive sound originates from the chip’s vibration mode, presented in Sect. 3.2. An interesting aspect is the chip segmentation, which often has a frequency near the lowest adhesive frequency and can be hard to identify in the signal. However, the segmentation frequency can easily be measured on the chip. The presented vibration mode generates much more intense sound due to large moving surfaces than the segmentation; the segments have small moving surfaces. On the other hand, the segmentation greatly impacts the cutting forces, while the adhesion contributes to a minor part.
4.2 Chip breaking
A comparison is made between the generated sound from continuous and broken chips while turning in 34CrNiMo6 with a coated insert. The cutting velocity, cutting depth, and geometry are kept constant for both tests, while the feed is varied to produce the different chip types.
Figure 14 shows the adhesive vibrations recorded during the cutting tests with and without chip breaking. When the feed rate was reduced to fn = 0.1 mm/min, the chip breaking ceased, and a continuous chip was produced, which wrapped around both the tool and workpiece, creating a “chip jam.” The recorded sound signal is only 4% of the amplitude recorded during the similar cutting test with chip breaking at fn = 0.2 mm. This reduction in amplitude is expected when the chip cannot move freely, but the clusters are more or less the same as those observed during chip breaking.

Filtered signal from the adhesive mechanism with and without chip breaking. Lead and rake angle 90° and 8°, respectively
For the continuous chip, the frequencies in the clusters range from 5 500 to 12 000 Hz, while for the broken chip, the frequencies range from 6 615 to 12 649 Hz. The heavier chip could explain the lower frequency for the continuous chip. The tests reveal that the adhesive mechanism remains almost the same for continuous and broken chips, but the sound emission decreases.
4.3 Influence of cutting data
The adhesive frequencies and corresponding amplitudes follow Sect. 3.1’s presented dynamic vibrational model. Figure 15 shows how the cutting speed influences the adhesive frequency. An increase in cutting speed increases the frequency up to a certain level, and then, the frequency declines due to the bonded zone’s and the SiO2 substance thermal softening. This is because the chemical activity increase with the temperature, which depends on the cutting speed, leading to larger bond areas, and by that higher spring constant, softening does the opposite. Ding et al. [24] observed a similar trend in the cutting force, which they attributed to variations in the friction coefficient arising from distinct adhesion morphologies. Moreover, a rise in feed increases the chip’s mass and temperature. As a result, it often leads to some degree of a lower adhesive frequency, which is aligned with results from previous studies [25], where a higher friction coefficient and adhesive interaction were reported for lower feeds. Similarly, increasing the depth of cut gives a lower adhesive frequency.

Adhesive frequency versus cutting speed for turning in steel. Cutting at feed and depth of 0.2 mm/rev and 2 mm, respectively
4.4 Coated versus uncoated cemented carbide
Coatings act as a chemical and thermal barrier between the tool and the work material [1]. They can decrease the friction and the strength of the adhesive interaction [25]. The friction is mainly due to abrasive and adhesive forces. The abrasive force decreases with the increase in cutting tool hardness depending on the difficulties for the abrasive fragments to cut in harder materials [22]. The adhesion is more complex, but in average lower with coated tools.
A comparison is made between coated and uncoated cemented carbide to illustrate the general difference in characteristics. Figure 16 shows the adhesive vibrations from cutting using a coated cutting tool and an uncoated tool, respectively. The cutting data and geometry are the same for both tests. However, in the end, the wear status is not the same, making it necessary to compare the first 30% of the machining time for the uncoated tool with the entire engagement for the coated tool.

Adhesive vibrations during cutting using an Al2O3-coated and an uncoated cemented carbide tool. Identical catting data and geometry for both tests. Lead and rake angle 90° and 8°, respectively
The adhesion starts slowly for the uncoated insert in the first few seconds and becomes more powerful. After that, there are a lot of ups and downs. It seems like the adhesive process has its own life. However, in the end, it gains more power in the last 10 s. More uniform vibrations occur with the coated insert, but the amplitudes are almost the same, indicating that the SiO2 substance plays a dominant role. Furthermore, the bonding properties on the chip side are likely the same despite the different tool materials. The bonding on the uncoated cemented carbide is likely on the cobalt phase and has, on average, a slightly larger area. It is common in wear studies that the adhesive mechanism, removal of the Cobalt phase, is misinterpreted as diffusion.
Figure 17 shows the edge status of the uncoated cemented carbide tool after 75 s of turning in steel. Figure 18 shows or mirrors the wear propagation for the machining with the uncoated carbide. The positive parts of the vibration are added together versus the number of data points. The curve looks like a tool wear graph in many ways, but except for the similarities, it has its own life. For example, the wear can slow down and then accelerate.

The worn edge of the uncoated carbide after 75 s of machining

Sum of the positive part of the adhesive vibrations during the life cycle of the uncoated carbide (shown in Fig. 16)
4.5 Milling and drilling
Milling tests were performed in 34CrNiMo6. To reduce the risk of chipping, down milling (also called climb milling) was used [1, 9]. Down milling also reduces the risk of chip adhesion on the machined surface [3].The adhesive mechanism in milling is similar to turning, see Fig. 19. The intermittent cutting process does not change the adhesion much. In the example, the test is not comparable to similar turning tests regarding the amplitude due to different distances to the microphone. One thing that differs is the cluster length; they are longer than similar turning operations, but this can result from another coating. Different coating has different adhesion properties [23, 25].

Adhesive vibration in milling
Drilling tests were performed in ductile iron. The sound from a representative measurement is shown in Fig. 20. The sound can travel through the drilled hole despite the use of coolant. The adhesive frequency of 4800 Hz is in the expected range. The cutting speed is variable, from zero at the center to 140 m/min on the peripheral part of the edge. The adhesive mechanism is similar to milling and turning.

Adhesive vibration in drilling
4.6 Other work materials than 34CrNiMo6
4.6.1 Ductile iron
Turning tests were performed in GGG50 pearlitic-ferritic hypoeutectoid ductile iron GGG50 using Al2O3-coated carbide. The matrix phase was predominantly pearlitic. Figure 21 shows the measured adhesive vibrations. The adhesive mechanism observed in ductile iron is similar to that in quenched and tempered steel, specifically 34CrNiMo6. Machining ductile iron is often very noisy, which can be seen as much higher signal amplitudes as compared to measurements when machining steel. Another significant difference is that there is a silent part between some clusters. Silence also may occur in steel machining, but the next cluster often starts directly after the declining clusters.

Filtered signal from machining ductile iron. The adhesive frequency is about 6.3 kHz
Ductile iron has a unique microstructure with spherical graphite particles or nodules in a pearlite, ferrite, pearlite-ferrite, or austenite matrix. On average, for most ductile irons, the graphite nodule size varies typically between 20 and 60 µm [25]. Generally, graphite can be an effective solid lubricant and can be used in machining to reduce friction and heat. However, for a given matrix type, the shape of the graphite affects the machinability [26]. During machining ductile iron, the nodular structure of graphite can inhibit its ability to disperse evenly at the tool-chip interface [1]. This uneven distribution can lead to better and poorer lubrication areas. In addition, subpopulations of graphite nodules are reported in the literature [27], which may vary the lubrication impact. The present work hypothesizes that the adhesion is blocked while graphite lubricates the cutting zone, and it is believed that this is shown as the silent part between the clusters in the sound signal.
Figure 22 shows the FFT of the measured sound signal. It can be seen that the adhesive frequency is approximately 6.3 kHz. Again, a double amplitude is observed, with the second amplitude likely resulting from the wear process that occurs when adhesion remove a thin layer of the cutting tool.

FFT of signal from machining ductile iron
4.6.2 Austenitic stainless steel
Turning tests were performed in 1.4307 austenitic stainless steel using Al2O3-coated carbide. Figure 23 shows the measured adhesive vibrations. It can be observed that machining in stainless steel generates powerful adhesion cycles, covering a larger bonding area than when machining in 34CrNiMo6. But at the same time, the density of major clusters is low. The sound in between the major clusters shown in the detailed view consists mainly of background noise, the same as the sound between two cuts.

Adhesive sound clusters and zoomed-in view of two clusters during turning in 1.4307 stainless steel
Austenitic stainless steels are considered “sticky”; specific difficulties encountered when machining stainless steels are adhesion and high wear rates [1]. The high rate of adhesive wear speed was confirmed by the turning tests in 1.4307. Figure 24 shows the FFT of the measured sound signal, where the adhesive frequencies in the major clusters are around 15 kHz, about twice the frequency when machining 34CrNiMo6. In some cases, frequencies above 20 kHz have been observed.

FFT, turning in 1.4307 stainless steel
Figure 25 shows the rake side of a representative chip from the turning tests in 1.4307. Disturbed deformations are visible in front of and after in the chip flow direction, indicating that this area has been bonded to the rake. The adhesive bond area shown in the picture is much larger, compared with the results from machining in 34CrNiMo6, and according to the presented model, it generates higher adhesive frequency fQ.

Deformations on a chip as traces of adhesive bond when turning in 1.4307 stainless steel
The ductile SiO2 substances are polluted with elements from the workpiece material. For example, in the SiO2 substance found on the rake after machining 1.4307 stainless steel, more Ni, Cr, and Mo were found compared with what was found after machining 34CrNiMo6. Thus, Ni, Cr, and Mo in the SiO2 substance play a major role in the bonding mechanism.
Figure 26 shows the sound clusters obtained after 12 min of machining, where more small clusters are observed between the major ones. This occurrence is likely because the coatings on the cutting tool are partially gone.

Sound from clusters after 12 min of turning in 1.4307 stainless steel
The thermal cracks are along the surface of the rake, removing flake after flake, but uneven. After a number of adhesive cycles, small regions of the substrate are visible [23].
4.7 MQL
Oil, together with compressed air, was directed toward the cutting zones. The droplets in the mist were down to 2 µm, an extraction from rapeseed oil; the larger molecules were removed.
Adhesive sound from dry milling and milling with MQL is shown in Fig. 27. The sound measured without MQL is more “massive” with longer clusters and close to each other; with MQL, the clusters tend to be single with some quiet time between them. The amplitudes are approximately reduced to half by applying MQL.

Comparison of adhesive sound generated during dry milling and milling with MQL in stainless steel. Adhesive frequencies at maximum amplitudes are fQ = 13 kHz during dry milling and fQ = 13–16 kHz during MQL milling
MQL lowers the amount of adhesion [28]. The present work hypothesizes that vibrations in the cutting tool open cavities between the rake and the chip and, in the same way, on the clearance. Also, chip segmentation creates cavities between the rake and the chip. As a result, a vacuum-like effect allows the small MQL droplets to be drawn in (see Fig. 27). The lubricant flow into the small cavities is caused by the adhesive and cohesive forces, which is addressed in literature as capillary flow [29, 30]. When the cutting zone temperature exceeds the boiling point of the lubricant droplets, they may vaporize and evaporate into the surrounding cavities. At even higher temperatures, some droplets may transform into amorphous carbon, which lubricates the cutting zones in combination with any residual oil. The biolubricant’s polar groups possess strong adsorption properties, resulting in residual droplets in the cutting zone forming strong bonds with the tool and the workpiece and creating a film [30]. While metal cutting fluids have difficulty penetrating near the stagnation zone during wet machining due to high mechanical pressure and adhered material [29], MQL can increase the penetration depth [30]. However, the difficulty is to achieve small enough droplets. Electrostatic atomization MQL can generate finer oil mist than conventional air atomized MQL [30]. In addition, the air pressure and the flow direction are of importance. If the droplets penetrate deep into the adhesive zones, they impact the adhesion, generating a different sound.
4.8 Content and pollution of SiO2
A general opinion among steel producers in Sweden is that steel with low content of Si often gets “sticky” during machining; the adhesive wear is a problem. What they mean is probably low content of SiO2. So, if we apply our model to the problem, the conclusion will be that a lower content of SiO2 in the steel gives a thinner layer of SiO2 on the rake, which is stiffer and generate more force in the adhesive cycle. Unfortunately, removing all SiO2 from the steel is practically impossible, so we have to live with the problem. Nevertheless, cutting fluid or minimum quantity lubrication between the rake and the chip can decrease the adhesion. Another way is to use additives like MnS, cerium oxide sulfide, and other similar components. They appear on the surface of the SiO2 inclusions and, to some degree, later between the rake and the SiO2 layer.
The SiO2 layer between the rake and the chip is polluted with chemical elements from the work material and, to a lesser degree, the cutting tool. High levels of Ni and Cr give rise to strong adhesion, like in stainless steel. The contamination of SiO2 probably occurs during the melting phase. Therefore, it could be a clever idea to remove as much as possible of the SiO2 during the melted phase, and before casting, add new and pure SiO2 in the melt.
4.9 Improvement of the cutting tool coatings
It is believed that the adhesive mechanism is a general process occurring to some degree on all cutting tool materials, all coatings, and all metallic work materials. Some coatings adhere more easily to the SiO2 layer, while others give a smaller bond area. It is hard to find a perfect coating in that respect, so it is better to focus more on the wear process.
The present work hypothesizes the following: The cracks caused by thermal expansion near the bonding can be affected by a “sandwich” of coatings with propagating coefficients of thermal expansion, see Fig. 28. Each layer can be extremely thin, in the range of 100 nm. A problem in “sticky” materials is that the adhesion removes the entire coating in one cluster due to the large difference in thermal expansion for the carbide part and the coating. For that reason, the coating near the carbide part should have about the same coefficients of thermal expansion as the carbide. Adapt the thermal conductivity by choosing the suitable coating, making the thermal gradients less harmful. The coating layer closest to the chip should have the highest thermal conductivity. If the thermal cracks do not occur, then the strength of the coating might be enough to hold back the wear.

A single coating layer and multiple coatings layers with progressively increasing thermal elongation coefficient. In the right figure, the top coating has a lower thermal elongation coefficient compared to the layer beneath it, and this pattern continues for subsequent layers. This depiction demonstrates the concept of propagating thermal coefficients aimed at achieving a declining elongation throughout the coating layers
Another solution is a metal coating with ductile properties on the substrate to counteract the thermal crack propagation. Metal coatings between the ceramics could also be a possibility. Tungsten (also called Wolfram) is an exciting candidate having high strength, high strength at high temperatures, and a thermal expansion coefficient of 4.5 µm/(m K) (at 25 °C), very close to that of WC’s, which has about 4.8 µm/(m⋅K) (at 25 °C). See Fig. 29.

Tungsten coating between the substrate and the ceramic coating
5 Conclusions
• The adhesive mechanism is general within the current cutting data used with modern cutting tools. It occurs in all tested work materials and cutting methods, even though the magnitudes vary. The interrupted cut in milling does not change the adhesive mechanism much.
• The dynamic model is not precise but good enough to show that the current frequencies are possible within the frame of the mechanics of the model.
• The mechanical system appears embedded in the workpiece and chip materials with unclear boundaries.
• The source of the adhesive sound is the pivoting vibration of the chip when it bounds on and rips off the rake.
• There is a frequency shift at the time of the “rip off” caused by the disappearance of the spring connecting the chip with the cutting tool. The diameter of the weld is decisive.
• The adhesive wear is a thermal mechanism; when the polluted SiO2 substance binds to the cutting tool, a chemical reaction, energy is released. That amount of energy heats up the top layer of the cutting tool and forces it to expand, and the stress undersees this layer causes thermal cracks, which later cause low-frequency fatigue. The area of the bond and the adhesive frequency depend on the energy released.
• A survey of the influence from cutting data, coolant, and chip breaking, the latter do not change the mechanism, wear status, from the first engagement to a worn-out edge.
• The graphite in ductile iron smears and blocks the adhesion, but it is intermittent. Most of the cutting is done without graphite lubrication. When a lubricate reach the adhesive zone, the adhesion is in most cases blocked. The test in stainless steel using MQL shows that lubrication reduces the adhesion to a low level. Other ductile inclusions like Pb in brass have the same effect.
• The results add understanding and may help to develop and improve tool coatings.
• In future work, further research can be conducted to identify the specific chemical reactions between the polluted SiO2 and the cutting tools in the adhesive bond, to deepen the understanding of the thermal mechanism of adhesive wear.
References
Stephenson DA, Agapiou JS (2016) Metal cutting theory and practice, 3rd edn. CRC Press, Boca Raton
Zheng T, Song Q, Du Y, Liu Z (2022) Development oftool wear standards and wear mechanism for micro milling Ti-6Al-4V alloy. Metals 12(5):726. https://doi.org/10.3390/met12050726
Li C, Chen J, Li S et al (2023) Study of chip adhesion behavior in titanium alloy dry milling process based on image extraction technology. Int J Adv Manuf Technol 126:2633–2645. https://doi.org/10.1007/s00170-023-11249-9
Pimenov DY, Guzeev VI, Krolczyk G et al (2018) Modeling flatness deviation in face milling considering angular movement of the machine tool system components and tool flank wear. Precis Eng 54:327–337. https://doi.org/10.1016/j.precisioneng.2018.07.001
Ånmark N, Karasev A, Jönsson PG (2015) The effect of different non-metallic inclusions on the machinability of steels. Materials (Basel) 8:751–783. https://doi.org/10.3390/ma8020751
Svenningsson I, Tatar K (2021) On the mechanism of three-body adhesive wear in turning. Int J Adv Manuf Technol 113:3457–3472. https://doi.org/10.1007/s00170-021-06849-2
Tatar K, Svenningsson I (2022) Effect of chamfer width and chamfer angle on tool wear in slot milling. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-021-08605-y
Choudhury I, El-Baradie M (1998) Tool-life prediction model by design of experiments for turning high strength steel (290 BHN). J Mater Process Technol 77:319–326. https://doi.org/10.1016/s0924-0136(97)00435-4
Tatar K, Sjöberg S, Andersson N (2020) Investigation of cutting conditions on tool life in shoulder milling of Ti6Al4V using PVD coated micro-grain carbide insert based on design of experiments. Heliyon 6, E04217. https://doi.org/10.1016/j.heliyon.2020.e04217
Liu N, Zheng C, Xiang D et al (2019) Effect of cutting parameters on tool wear under minimum quantity cooling lubrication (MQCL) conditions. Int J Adv Manuf Technol 105:515–529. https://doi.org/10.1007/s00170-019-04259-z
Wojciechowski S, Talar R, Zawadzki P, Wieczorowski M (2020) Evaluation of physical indicators and tool wear during grooving of spheroidal cast iron with a novel WCCo/cBN (BNDCC) inserts. Wear 454–455:203301. https://doi.org/10.1016/j.wear.2020.203301
Zhang K, Deng J, Sun J et al (2015) Effect of micro/nano-scale textures on anti-adhesive wear properties of WC/Co-based TiAlN coated tools in AISI 316 austenitic stainless steel cutting. Appl Surf Sci 355:602–614. https://doi.org/10.1016/j.apsusc.2015.07.132
Vik R (2018) Testprocedur för undersökning av adhesiv förslitning vid svarvning. Bachelor’s thesis, University of Gävle
Maruda RW, Krolczyk GM, Wojciechowski S et al (2020) Evaluation of turning with different cooling-lubricating techniques in terms of surface integrity and tribologic properties. Tribol Int 148:106334. https://doi.org/10.1016/j.triboint.2020.106334
Klaasen H, Kübarsepp J, Roosaar T et al (2010) Adhesive wear performance of hardmetals and cermets. Wear 268:1122–1128. https://doi.org/10.1016/j.wear.2010.01.006
Zhao K, Aghababaei R (2020) Adhesive wear law at the single asperity level. J Mech Phys Solids 143:104069. https://doi.org/10.1016/j.jmps.2020.104069
Aghababaei R, Zhao K (2021) Micromechanics of material detachment during adhesive wear: a numerical assessment of Archard’s wear model. Wear 476:203739. https://doi.org/10.1016/j.wear.2021.203739
List G, Nouari M, Géhin D et al (2005) Wear behaviour of cemented carbide tools in dry machining of aluminium alloy. Wear 259:1177–1189. https://doi.org/10.1016/j.wear.2005.02.056
Saketi S (2019) Investigation of topography, adhesion and diffusion wear in sliding contacts during steel and titanium alloy machining. (Dissertation), Uppsala University
Ståhl J-E (2012) Metal cutting — theories and models. Seco Tools AB, Lund
Franssen J, Real PV (2016) Annex C: mechanical properties of carbon steel and stainless steel. In: Fire design of steel structures. Wiley, pp 407–427
Svenningsson I (2017) On the mechanism of two-body abrasive wear in turning “the spin-split theory.” Int J Adv Manuf Technol 92:3337–3348. https://doi.org/10.1007/s00170-017-0259-4
Moreno M, Andersson JM, M’Saoubi R et al (2023) Adhesive wear of TiAlN coatings during low speed turning of stainless steel 316L. Wear 204838:524–525. https://doi.org/10.1016/j.wear.2023.204838
Ding Y, Yu J, Lu Z (2023) The relationship between adhesion morphology and cutting force in orthogonal cutting of 6061–T6 aluminum alloy. Int J Adv Manuf Technol 124:1971–1991. https://doi.org/10.1007/s00170-022-10591-8
Grzesik WKŻ (2009) Mechanical, thermal and tribological aspects of the machining process of nodular iron with coated carbide and ceramic tools. Adv Manuf Sci Technol 33:31–43
Nayyar V, Kaminski J, Kinnander A, Nyborg L (2012) An experimental investigation of machinability of graphitic cast iron grades: flake, compacted and spheroidal graphite iron in continuous machining operations. Procedia CIRP 1:488–493. https://doi.org/10.1016/j.procir.2012.04.087
Chikali PB, Shinde VD (2020) Analysis of machinability in ductile iron casting. Mater Today Proc 27:584–588. https://doi.org/10.1016/j.matpr.2019.12.064
Swain S, Kumar R, Panigrahi I et al (2022) Machinability performance investigation in CNC turning of Ti–6Al–4V alloy: dry versus iron-aluminium oil coupled MQL machining comparison. Int J Light Mater Manuf 5:496–509. https://doi.org/10.1016/j.ijlmm.2022.06.002
Zabel A, Saelzer J, Elgeti S et al (2023) Fundamental tribological effects in lubricated cutting processes. CIRP Ann 00:1–4. https://doi.org/10.1016/j.cirp.2023.04.045
Xu W, Li C, Zhang Y et al (2022) Electrostatic atomization minimum quantity lubrication machining: from mechanism to application. Int J Extrem Manuf 4:42003. https://doi.org/10.1088/2631-7990/ac9652
Acknowledgements
The authors acknowledge the support from the Laboratory Technician Dario Senkic for helping with the cutting tests and Milan Martinovič, ACCU Svenska AB, for assistance and knowledge.
Funding
Open access funding provided by University of Gävle.
Author information
Authors and Affiliations
Contributions
The authors collectively contributed to the study’s conception and design, material preparation, data collection, analysis, and manuscript writing. Additionally, all authors carefully reviewed and approved the final manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Svenningsson, I., Tatar, K. Exploring the mechanics of adhesion in metal cutting. Int J Adv Manuf Technol 127, 3337–3356 (2023). https://doi.org/10.1007/s00170-023-11681-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-11681-x