
Abstract
DC 53 steel has emerged as a possible replacement of AISI D2 steel possessing competitive hardness and better toughness. In the current work, turning of DC 53 steel was conducted via Xcel modified inserts by varying workpiece hardness levels (40 and 60 HRC), cutting speed (130 and 160 m/min), feed rate (0.07 and 0.112 mm/rev), and depth of cut (0.07 and 0.17 mm). A two-level 4-factor full factorial design was employed entailing 16 runs. An analysis of variance (ANOVA) was conducted to statistically analyze the effect and contributions of input parameters on response variables namely tool life, surface roughness, volume of material removed, power consumption, and machining zone temperature. Results show that the tool life, surface roughness, volume of material removed, and machining zone temperature are primarily affected by the hardness of DC53 with PCRs of ~ 96%, ~ 25%, ~ 62%, and ~ 25%, respectively. At a 40 HRC hardness value, true crater wear was observed due to continuous chips sliding at the rake face while for the workpiece having a 60 HRC, discontinuous chip formation produced less prominent crater wear. SEM images revealed complete delamination of the coating from the tool surface with adhesion and attrition wear identified as the main wear mechanisms. The formation of a groove pattern was also noticed on the flank face. The minimum surface roughness was 0.90 µm-Ra for the workpiece having a 40 HRC hardness level, and the same value was obtained for 60 HRC as well. The threshold value of the feed rate for the excellent performance of these inserts was less than 0.20 mm/rev. Additionally, the turning process proved to be productive for this material along with a lower surface roughness value in comparison to the wire EDM process.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Hard part turning (HPT) is an established process due to its various advantages over grinding operation like high material removal rate, reduce cutting time, decrease manufacturing cost, and greater flexibility [1]. The use of conventional CBN tool is quite common for the said process, and it is considered as an ideal cutting material to machine hard and abrasive workpieces, due to high chemical and thermal stability along with red hotness. Tool manufacturers are continuously developing new cutting tools with modified geometries/coatings/submicron grain size to improve the machinability. In this context, a modified tool geometry named as Xcel insert has been developed for CBN tools.
On the same analogy of the tool geometry development, new workpiece materials have also been developed, with one example is DC 53 steel. This material has revolutionized the D series tool steels by providing higher toughness without compromising the hardness. It has low carbon and chromium contents with a weightage of 1% and 8% respectively as compared to D2 but the addition of molybdenum (Mo), vanadium (V), and tungsten (W) helps to maintain high hardness [2]. Improvement in toughness is credited to primary carbide refinement, spheroidization, and homogeneous distribution by controlling the cooling and solidification rates [3]. DC53 is considered as a potential replacement of D2 in making cold-forming tools such as punches. Fukaura et al. [4] investigated the effect of different heat treatment cycles and the resulting carbide morphology of DC 53 steel on fatigue crack formation and fatigue life of the workpiece. They found that DC53 had 20% higher fatigue strength than D2 steel due to primary carbide refinement resulting in reduced brittle fracture. Even though carbide refinement improved the durability of the punch tools, their presence in the structure is very challenging for machining due to its abrasive nature. That is why, hardened DC53 tool steel is machined by non-conventional machining technique only. The literature reported on the cutting of hardened DC53 is limited to wire EDM [5,6,7]. Though the wire EDM process has the capability to machine hardened materials, albeit the process is slow and expensive in terms of high machining time and low material removal rate. On another note, workpiece surface roughness is also on the higher side with a value of around 2 µm-Ra. Considering the requirement of cold forming tools where surface finish is of paramount importance, the quoted value is high because this in turn increases the possibility of crack formation, resulting in an adverse effect on the durability of punches.
The literature review is presented in the following paragraphs for conventional CBN tool applications on hardened steel followed by a wiper and Xcel geometric configuration. In the last paragraph of the introduction section, gap analysis and justification of the current work are presented.
Conventional CBN tools are commonly employed on various grades of steels; however, the range of cutting speed (Vc), feed rate (fr), and depth of cut (adoc) is specific and depend on the type of steel. A few examples of the application of CBN tools are quoted here for the reference purpose. On 52,100 bearing steel, the employed range of cutting speed was 72 to 200 m/min, the feed rate was 0.061–0.168 mm/rev, and the depth of cut was 0.203–0.60 mm [8, 9]. On the higher side of cutting speed, a tool life of 13 min was recorded at 200 m/min, 0.160 mm/rev, and 0.60 mm depth of cut. Recently, while evaluating CBN tools on machining AISI D2 steel [10, 11], the maximum reported Vc was 152 m/min, fr of 0.04 mm/rev, and adoc of 0.30 mm with a minimum roughness value of 0.50 µm-Ra. On AISI 4340 steel, the optimum value of cutting speed was 80 m/min in terms of maximum tool life (28 min) with a feed rate of 0.10 mm/rev and 0.20 mm depth of cut. Change in tool wear mechanism was discussed in terms of its dependency on cutting speed. The wear mechanism was changed from abrasion to diffusion and to attrition wear when Vc was increased from 58 to 130 m/min [12]. While machining tempered steel [13], though up to 400 m/min cutting speed was reported however maximum tool life of 16 min was obtained at 200 m/min. The roughness value ranged from 0.20 µm to 1.10 µm-Ra during the experimentation. While evaluating CBN inserts on AISI H13 steel [14], optimal cutting conditions were 150 m/min, 0.06 mm/rev, and 0.05 mm depth of cut with a roughness value of 0.20 µm was reported. It is important to mention that various tool termination criteria such as 200 µm [12, 13] and 150 µm [8] were employed depending upon the requirement in order to reduce the surface finish and made this process competitive to grinding.
To enhance machining efficiency and confront the challenges of turning difficult-to-machine materials, cutting tool manufacturers have developed CBN inserts with wiper configuration. With higher feed rate capability associated with these inserts, the time taken to turn components is reduced, thus productivity of the process is increased. Guddata et al. [15] compared the performance of PCBN wiper and conventional inserts in turning AISI52100 steel having hardness level at 60 HRC. The experiments were performed at cutting speed ranging from 120 to 180 m/min, feed rate from 0.10 to 0.03 mm/rev while the depth of cut was constant at 0.15 mm. Wiper PCBN outperformed the conventional tooling in terms of surface roughness. The former tool generated half of the roughness value, i.e., 0.5 µm-Ra in comparison to the conventional geometry where the workpiece surface was 1 µm-Ra. Higher values of compressive residual stresses were generated with the wiper tooling as opposed to the conventional counterpart. Galoppi et al. [16] compared the performance of conventional CBN tools with wiper geometry in turning of DIN 100Cr6 tempered to 62 HRC. Incidentally, the data on surface roughness was not presented; however, in terms of cutting time (min/part) and volume of material removed (cm3/min), no substantial difference among the afore-mentioned inserts were observed. Hirose et al. [17] compared the performance of wiper CBN wiper tools in dry and cryogenic cooling while turning 100 Cr6 hardened steel (62 HRC). CBN wiper tool showed a uniform tool wear at Vc of 300 m/min, fr of 0.2 mm/rev, and adoc of 0.2 mm. The workpiece surface integrity was better under dry conditions as compared to cryogenic cooling. It is quite evident from the literature that the CBN wiper modification has improved the tooling performance in terms of surface roughness and residual stresses as compared to conventional geometry.
Followed by wiper configuration, a subsequent innovation in CBN inserts is the development of Xcel geometry. Instead of a nose radius which is provided in the conventional inserts, a straight cutting edge with a low entry angle has been designed to produce thinner chips, which in turn reduce the cutting temperature and may increase the tool life. Malotová Š et al. [18] turned 100 Cr6 workpiece employing CBN wiper and Xcel tools at a constant cutting speed of 180 m/min. However, feed rate and depth of cut were taken at two levels, i.e., 0.28, 0.35 mm/rev, and depth of cut 0.1, 0.25 mm. Experimental findings revealed the maximum values of compressive stresses were recorded in components turned using Xcel insert as opposed to a wiper tool, which is considered as good for the durability of the component. However, data on tool life and surface quality was not discussed. Samardžiová [19] evaluated the performance of CBN-modified Xcel geometry with conventional insert in terms of tool life during hard turning of 100 Cr6 (60 HRC) steel. The parameters used were Vc = 125 m/min, fr = 0.2 mm/rev, and adoc = 0.1 mm. Xcel tool presented 33 min life which was 17% higher than the conventional CBN tool which fractured at 28 min. From the above discussion, it is quite obvious that the Xcel configuration outperformed wiper and conventional tooling but a thorough investigation is necessary to evaluate the full potential of these inserts on various steel grades. DC53 steel which is considered as a potential replacement for AISI D2 steel due to its various advantages (discussed above); the latter has many applications in making cold-forming tools like punches, ejector pins, and die inserts [20], where turning is the primary process. Therefore, these inserts are evaluated on DC 53 steel.
As per Boing et al. [21] for hardened steels (AISI 4340, AISI 52,100, and AISI D2), 50HRC is considered as critical hardness value, as tool wear intensity drastically changes above and below the critical hardness value. A transition in wear behavior and chip morphology with variation in workpiece hardness is also described in reference [22]. Therefore, the objective of this research is to assess the performance of CBN modified insert in turning DC53 tool steel at two different hardness levels (40 and 60 HRC). In this context, the present study aims to evaluate the performance of modified Xcel inserts while turning DC 53 steel in terms of: cutting tool life, tool wear mechanism, surface roughness, the volume of material removed, machine power consumption, and machining zone temperature. The analysis of variance (ANOVA) tool is used to analyze the contribution of workpiece hardness, cutting speed, feed rate, and depth of cut on afore-mentioned output responses. Moreover, main effect plots are generated to find out the trend against the output responses.
2 Experimental details
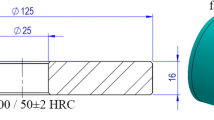
Two cylindrical bars of DC53 tool steel with a diameter of 150 mm and 175 mm lengths were used as a workpiece material. The chemical composition presented in Table 1 was measured by an optical emission spectrometer. Heat treatment was carried out as per the manufacturer’s recommendation (cycle shown in Table 2) to achieve low and high hardness levels, i.e., 40 and 60 HRC.
Microstructure observation was performed on the optical microscope (Leica DMI5000 M). The microstructure of DC 53 steel both at 40 HRC and 60 HRC is shown in Fig. 1. From the figure, it can be observed that the structure is mainly constituted of tempered martensite, retained austenite (dark phase) with fine and coarse metallic carbides (white color).

Optical microscope images of DC53 a 40 and b 60HRC
EDX analysis presented in Fig. 2 shows the presence of chromium carbides which are homogeneously distributed in the microstructure matrix of both samples. Moreover, in Table 3, the volumetric fraction of carbides, average size of carbides, and maximum size of the carbides were calculated and measured according to the standard ASTM E1245-3 [23]. Vickers hardness tester by Zwick Roell was used to measure the microhardness (HV0.1).

EDX analysis of DC53 at a–c 40HRC and d–f 60HRC
The cutting tool employed for finish hard turning of DC53 was CBN Xcel (modified) insert, corresponding to ISO CNGX1204L025 18HXA 7125 sourced from Sandvik Coromant. It was a T-Max P-rhombic 80°-shaped tool with 4.762 mm thickness. It had medium CBN content complemented with a TiC or TiN ceramic binder to provide greater chemical stability in high-speed applications. Xcel insert was provided with a PVD coating of AlTiCrN for improved fracture resistance and longer tool life at high cutting speed. The interaction of this modified insert with the workpiece during turning is provided in Fig. 3a. The nose radius which is provided in the conventional insert is replaced with a chamfer of 15° angle and 0.15 mm width, see Fig. 3b. The absence of nose radius and provision of low chamfer angle and width cause reduction in the cutting forces, temperature, and vibration hence improving the surface finish. The insert was fixed in a tool holder of ISO code DCLNR 2525 M 12. Figure 3c describes the included angle and inscribed circle diameter while Fig. 3d shows the tool holder used for the current work.

a–c Geometric details of CBN Xcel insert, d tool holder used for finish hard turning
The details of trial runs are given in Table 4. Initially, the first trial run was conducted on the basis of tools’ manufacturer recommendations on a workpiece having a 60 HRC hardness level at Vc of 130 m/min, fr of 0.20 mm/rev, and adoc of 0.17 mm. For a fixed spiral length of 147 mm, tip fracture was encountered with a tool life of 3 min (flank wear = 364 µm) with a high workpiece surface roughness value of 3.10 µm-Ra, see Fig. 4a. As roughness is considered as one of the most important parameters and its acceptable value in hard turning is 1.60 µm-Ra and feed rate has a direct relationship with workpiece surface roughness; therefore, it was decided to reduce the feed rate from 0.20 to 0.112 mm/rev while keeping all other factors at the same level. Tool life was increased to 4 min with a flank wear of 296 µm, and workpiece surface roughness was 1.90 µm-Ra which was quite close to the required value. Uneven grooves at the tool-tip were quite apparent at this operating parametric combination, see Fig. 4b which is thought to be the reason of escalated roughness value; therefore, it was decided to reduce both feed rate and depth of cut in trial number 3 at 0.07 mm/rev and 0.07 mm, respectively. A tool life of 6.80 min was recorded with smooth tool wear progression generating roughness value of 0.90 µm-Ra as shown in Fig. 4c.

Tool wear during trial runs a TR-1, b TR-2, and c TR-3
On the basis of preliminary trials, cutting conditions for detail experimentation were selected. Due to limitations in the supply of tooling from the tools’ manufacturer, a two-level full factorial design was selected entailing 16 runs. The selected feed rates and depth of cut levels are given in Table 5, the values already tested in the preliminary trials; however, intentionally to see the productivity benefit, the cutting speed value was increased from 130 to 160 m/min.
Table 5 shows the input variables along their levels and the response variable evaluated in the current experimentation.
Turning experiments were conducted without cutting fluid on a horizontal precision lathe (Emcomat-17D) with a maximum spindle motor power of 5.3 kW and a maximum rotational speed of 3000 rpm. While conducting the experimentation, tool wear measurements were taken as per according to the ISO-3685 standard. Each test was terminated when either the tool wear reached the maximum flank wear criterion (VBBmax) of 300 µm or the tip was fractured. Various researchers used different tool wear criterion ranging from 110 to 400 µm [24, 25] depending upon the requirement of surface roughness/integrity. The maximum reported tool wear criterion in finish hard turning was 400 µm but this ultimately at the expense of high workpiece surface roughness, i.e., greater than 1.60 µm-Ra. In the current experimentation, tool life termination criteria was intentionally selected as 300 µm flank wear to obtain good surface quality which is quite close to grinding operation and to avoid brittle white layer formation. Surface roughness (Ra) value is very critical for the sheet metal forming tools like punches which undergo fatigue load applications and good surface finish improves the wear resistance by limiting the crack propagation. Flank wear measurements were carried out on a co-ordinate measuring machine (CMM,CE450DV). All readings were recorded at 70 × magnification using PC running Quadra-Check software. Afterwards, in-depth analysis of the wear mechanism on selected worn tools was done on scanning electron microscope (FEI Inspect S50). Surface roughness readings were recorded with a portable surface roughness meter (Mitutoyo SJ-201) with cut-off value of 0.80 mm and evaluation length of 4 mm, Ra values were taken at three different points with worn tools by indexing the clamp bar and an average value was reported. To measure cutting zone temperature, a thermal imaging camera (Testo 868: TestoSE made in Germany) was used to record thermograms. The device has IFOV warner which automatically assist the distance (> = 0.5 m) for taking the thermal images having emissivity value of 0.7. Multiple readings were recorded during each experiment till test cessation criterion was reached and average value of the readings obtained was presented in the results.
Due to limitation in cutting tools, test replications were performed only for 8 experiments which are listed in Table 6, and the results obtained were found within 5% of each other. Worn tools from the following tests were selected for in-depth wear analysis using SEM.
For measuring the power consumption consumed during the experimentation, a voltmeter and an ammeter were attached to the power supply of three-phase precision lathe (Emcomat-17D). The total machine power consumed is calculated by Eq. 1 [26], whereas the power factor (pf = 0.74) is calculated by the maximum drive power, voltage, and current ratings provided by the manufacturer.
3 Results and discussion
This section presents findings about tool life, tool wear mechanism, surface roughness, the volume of material removed, machine power consumption, and machining zone temperature supplemented by ANOVA results and main effect plots.
3.1 Tool life
On the basis of the 300 µm flank wear criterion, the maximum tool life was 86 min obtained from the machined workpiece having 40HRC (test 3) while for the 60 HRC workpiece, it was just 8 min (test 11); hence, a change in the workpiece hardness level caused 91% reduction in the tool life. While comparing the flank wear pattern in Fig. 5, groove formation was quite apparent with signs of abrasive marks at the chamfer location for both workpieces; however, abrasion became much more severe for the cutting tool used to machine 60 HRC hardness. The formation of grooves was due to the presence of hard metallic carbides in the workpiece material which caused rubbing during machining.

Tool wear at the flank and rake face of CBN Xcel insert
As per the ANOVA calculation shown in Table 7, hardness is the sole factor that appeared to be significant with a percentage contribution of 96.11%. Not surprisingly, the main effects plot in Fig. 6 shows that the tool life decreases drastically by increasing the hardness from 40 to 60 HRC. This is attributed to severe shear deformation linked with the latter hardness level. Additionally, the presence of a greater quantity of large coarse metallic carbides in the microstructure of DC53 at 60 HRC abraded the tool faster as opposed to 40 HRC.

Main effects plot for tool life
3.2 Tool wear mechanism
Generally, in finish hard turning of steels using CBN inserts, different wear mechanisms co-exists with few dominate over others depending upon the chemical composition of the workpiece material and machining conditions being employed [27]. In the current experimentation, wear mechanisms of CBN tools were determined using SEM images taken at test termination Moreover, EDX analysis at multiple points on the tool surface has been performed to determine the chemical elements present at different regions of the cutting tool.
SEM image of the modified CBN insert shown in Fig. 7 corresponds to test 3 where maximum tool life of 86 min was recorded together with the highest machining zone temperature of 499 °C. The image illustrates a true crater wear at the rake area. Crater wear mostly occurs due to abrasion of hard carbide particles present in the microstructure matrix with the cutting tool or diffusion which occur between the tool-chip interface. While finish hard turning of DC53 steel having a hardness level of 40 HRC, continous chips were formed which produce rubbing action at the tool rake face, hence caused crater wear. Energy dispersive X-ray (EDX) analysis of spot 1 and 2 shows the eminent weight percentage of Fe, V, Si, and C which came from the workpiece due to chip adhesion on the tool rake face. Moreover, a higher weight percentage of Ti and N in the EDX analysis of spot 3 indicates that the coating has been removed and ceramic binder particles are exposed. At high temperature, the adhere material becomes soft and upon removing from the tool surface takeaway the coating and tool material, hence categories as the attrition wear. The presence of oxygen in EDX analysis indicates oxide formation at the tool surface. Abrasive marks are quite visible at the flank face of tool, which may be either due to the removal of CBN grains or the rubbing of hard abrasive metallic carbides in the microstructure of DC53, see Fig. 7.

SEM image of worn insert in test 3
SEM images of tests 11 and 16 in Fig. 8a and b corresponded to the maximum tool life and maximum temperature for the workpiece having a 60 HRC hardness level. At both the cutting conditions, crater wear was less prominent compared to the 40 HRC workpiece. This was due to discontinuous chip formation which did not slide continuously on the rake face; hence, less rake face damage was observed. The energy spectrum shown in Fig. 8a at spot 1 indicates a reduction in the weight percentage of Al while elevated weight percentages of Ti and N came from the tool ceramic binder. The coating was completely delaminated. The SEM image presents the formation of prominent grooves on the flank area of the CBN Xcel tool employed on machining of 60 HRC workpiece which was likely due to a larger volume fraction of metallic carbides having 35% bigger size and 41% higher microhardness in comparison to 40HRC workpiece. In Fig. 8b, the EDX analysis of three spots indicate the presence of elements on the tool chamfer area due to the severe adhesion of the chip. The detected elements were such as C, Fe, Si, S, Mn, and V which came from the workpiece. However, the presence of oxygen (O) comes from the air due to oxidation chemical wear.

SEM images of worn CBN modified insert in a test 11 and b test 16
3.3 Surface roughness
Surface roughness value is very critical for finish hard-turning operation, as it directly affects the surface integrity of the turned component. It is not only a quality indicator but also directly controls the functional attributes of the part such as wear resistance, fatigue, and coating strength. The critical Ra value considered herein is 1.60 µm [28, 29] which is the requirement. A minimum Ra of 0.90 µm was obtained at 40 HRC in test 1 operated at maximum parameters (Vc 160 m/min, fr 0.112 mm/rev, and adoc 0.17 mm) while for 60HRC workpiece, roughness value at maximum operating parameters was 1.60 µm-Ra found in test 11 (Vc 160 m/min, fr 0.112 mm/rev, and adoc 0.17 mm). Adamik et al. [30] reported an Ra value of 0.54 µm while turning S600 Bohler steel using Xcel CBN insert at a cutting speed of 108 m/min, feed rate of 0.21 mm/rev, and depth of cut of 0.15 mm after cutting time of 4 min and flank wear criterion of 130 µm after which the insert was fractured. In the present experimentation, test 11 which was conducted for a 60 HRC workpiece provided twofold higher tool life of 8 min with a good surface finish of 1.6 µm-Ra. The test was conducted at maximum operating parameters with smooth wear evolution until flank wear of 300 µm. The modified CBN tools termed as Xcel insert while turning DC53 steel outperformed the wire EDM process as well the later process generated a minimum Ra value of 2.10 µm as reported by Nawaz et al. [5] which was 31% higher than the value obtained in test 11. The test is chosen where the cutting conditions were abusive, i.e., higher hardness and extreme operating parameters.
Table 8 shows the ANOVA results for surface roughness. It is clearly evident that hardness is statistically significant with a PCR of 26%. Though not significant but feed rate and depth of cut share the percentage of 10% and 5%.
The main effects plot in Fig. 9 shows that the Ra value rises with the increase in workpiece hardness. The reason for the rise in surface roughness is that at high hardness the plasticity of the DC53 workpiece is reduced; therefore, shearing of the workpiece material becomes difficult.

Main effects plot for surface roughness
Furthermore, Fig. 10 presents a comparison of wear in the tool employed at 40 and 60 HRC for test 1 and test 11 (conducted at the same operating parameters but with different hardness level), respectively. It can be observed that the tool wears out quickly at higher hardness value with a deep groove apparent at 60HRC which is thought to be responsible for higher workpiece surface roughness. The presence of the groove was due to the large amount of coarse metallic carbides found in the 60 HRC workpiece deteriorated the workpiece surface finish.

Tool wear comparison at a 40HRC and b 60HRC with VBBmax = 300 µm
An increase in the cutting speed from 130 to 160 m/min caused a marginal reduction in the Ra value which was likely due to the absence of built-up-edge (BUE) at the higher cutting speed. The formation of BUE at the tool was observed quite frequently while turning at 130 m/min cutting speed as shown in Fig. 11 which in turn actually deteriorated the surface quality. Additionally, an increase in the Ra value was observed at the higher feed rate and depth of cut due to the formation of thicker chips, which enlarged the chip-tool interface area and in turn increased the mechanical load on the cutting tool thus accelerated the tool wear and deteriorated the surface quality of the machined part.

Illustration of BUE presence at a 130 m/min cutting speed and b no BUE formation at 160 m/min
3.4 Volume of material removed
Bar graphs shown in Figs. 12 and 13 indicate the tool life and material removed for the workpieces having 40 HRC and 60 HRC hardness levels, respectively. The most productive experiment for the 40 HRC workpiece was Test1 where maximum material of 203 cm3 was removed in just 67 min tool life. For 60 HRC workpiece hardness, the most productive test was test 11 where 24 cm3 material was removed in just 8 min. It is interesting to observe that these two tests were conducted at the maximum operating parameters, i.e., 160 m/min, 0.112 mm/rev, and 0.17 mm. Galoppi et al. [16] removed 39 cm3 material for a tool life of 7 min while turning 100 Cr6 steel at 62 HRC with wiper CBN tools. The operating parameters were 183 m/min cutting speed, 0.15 mm/rev feed rate, and 0.20 mm depth of cut. However, in our case, for the same hardness, the Xcel CBN insert removed 24 cm3 material with a tool life of 8 min while cutting DC53 steel. The latter material is considered as much more abrasive compared to 100 Cr6 in which Cr content is sevenfold higher than 100 Cr6. The modified CBN tool has given a competitive performance over CBN wiper tooling when machining hardened steel having rich metallic carbides present in the microstructural matrix.

Bar graph of tool life (min) and volume of material removed (cm3) for tests performed at 40 HRC

Bar graph of tool life (min) and volume of material removed (cm3) for tests performed at 60HRC
ANOVA results in Table 9 indicate that the volume of material removed (V) is mainly affected by the workpiece hardness and depth of cut. Figure 14 illustrates the effect of input parameters on total material removal; it can be seen that the increase in the workpiece hardness has a negative effect on V. At the lower hardness value, the material was more ductile with continuous chip formation as shown in Fig. 15a and had a high tool life which ultimately increased the material removal. While for high workpiece hardness (60 HRC), shearing was difficult and tool life was quite low hence less material was removed. Moreover, discontinuous chips were produced, see Fig. 15b. A considerable improvement in material removal was observed at the higher value of depth of cut. This was due to greater chip thickness associated responsible for greater material removal.

Main effects plot for the volume of material removed

Chip formations in finish hard turning of DC53 at a Test7 40HRC and b Test12 60HRC
3.5 Power consumption
Keeping a track of machine power consumption helps machinist to identify energy-efficient process parameters. Reducing the energy consumption is the main concern for all industrial processes. Table 6 shows that the least power consumption (178 Watt) is recorded during test 6 (40 HRC, 130 m/min, 0.07 mm/rev, 0.07 mm) performed at the lowest combination of operating parameters, with a tool life of 66 min. Interestingly, the most productive test (T1) consumed 419 Watt with comparable tool life while removing fourfold greater material with better surface roughness. Therefore, a trade-off is always required in machining operations while selecting the test on the basis of either power consumption or productivity.
Table 10 presents the ANOVA for machine power consumption (P). It is evident that none of the input parameters is significantly controlling the said response within the selected parametric regime. The main effects plot in Fig. 16 shows that maximum values of hardness, Vc, fr, and adoc cause greater power consumption. Higher turning parameters frequently affect the dynamic behavior of the machining system as they put more excitation load on the machine components [31] As the hardness of workpiece material increases, it gets difficult to deform; therefore, a large amount of energy is utilized by the tool in order to shear the hardened steel. Moreover, at the higher Vc, more power is required by the spindle motor to drive the system. Furthermore, at higher feed rate and depth of cut, chip thickness increases, and the robust feed axis motor is required to remove the thicker chip from the workpiece material.

Main effects plot for machine tool power consumption
3.6 Machining zone temperature
Table 11 presents the results of ANOVA for machining zone temperature (T). Workpiece hardness and depth of cut are found to be statistically significant factors with contribution of 25% and 19%, respectively. The main effects plot presented in Fig. 17 indicates that the machining zone temperature exhibits a downward trend with the rise in the DC53 hardness. For fr, a similar pattern is observed as well. The average temperature recorded during turning DC53 for 60 HRC workpiece was 8% lower than the readings obtained for the 40 HRC workpiece, the claim is supported by the thermograms recordings of test 2 and test 16 illustrated in Fig. 18. While machining at the same parameters, 3% lower temperature was recorded cutting 60 HRC workpiece as evident in thermograms. The decrease in temperature at the higher hardness values could be related to the chip formation mechanism during turning. Figure 19 displays chips produced at two hardness levels. When the workpiece hardness is 40 HRC, long continuous chips are formed by plastic deformation of the material which consume more energy, that is why the machining zone temperature is high. At 60 HRC the material is more brittle, and due to the thermal softening effect less fracture/deformation is energy is required; hence, the temperature is reduced. This leads to the chips’ shape change developing a saw-tooth appearance. Luo et al. [32] and Liu et al. [33] have also reported the similar phenomena where saw-tooth chip formation generated lower machining zone temperature. The lower temperature at the higher hardness was likely due to the thermal softening effect prevalent at the higher hardness of 60 HRC compared to 40HRC. Moreover, chips are saw tooth at 60 HRC likely due to softening effect compared to uniform chips produced at 40 HRC. Moreover, at the higher adoc, the tool penetrates deeper into the workpiece and larger cross-sectional chips were produced which caused higher friction and a greater rise in the machining zone temperature.

Main effects plot for machining zone temperature

Temperature variations in workpieces at a 40HRC and b 60HRC

Chip appearances in finish hard turning of DC53 a flow type (40HRC) and b saw tooth shape (60HRC)
4 Conclusions
Xcel-modified CBN inserts were evaluated in turning of hardened DC 53 steel without cutting fluid. The following conclusions were drawn:
-
• Preliminary trials were conducted to monitor the desired roughness value as per hard turning requirement and to finalize the detail experimentation; the latter was based on a 2-level, 4-factor full factorial design entailing 16 runs.
-
• Hardness was found to have a substantial effect and was also statistically significant on all output responses except power consumption where no factor was significant on this response variable.
-
• The maximum tool life of 86 min was observed for the workpiece having a 40 HRC hardness level but a 91% reduction in the value of tool life was obtained with the increase in the hardness to a value of 60 HRC.
-
• True crater wear was obtained for 40HRC workpiece machining due to continuous chip sliding at the rake face for a longer duration due to higher tool life. Contrarily, crater wear was less prominent for 60 HRC workpiece hardness likely due to discontinuous chip formation and lower tool life value.
-
• Grooves on the flank face were observed while machining both the workpieces having 40 HRC and 60 HRC hardness levels. The coating was completely delaminated in all cases with adhesion and attrition were observed to be the dominant wear mechanisms.
-
• Minimum Ra values of 0.90 µm were observed while machining the workpieces having 40 and 60 HRC hardness levels. In the former hardness level parameters were maximum, contrarily, operating parameters were minimum with the later hardness level. The threshold value for an excellent performance of modified Xcel inserts was less than 0.20 mm/rev. Turning of DC53 steel via modified CBN inserts outperformed the wire EDM process as well; the later generated a 31% higher roughness value.
-
• The most productive tests when machining 40 HRC and 60 HRC hardness workpieces were at the extreme operating parameters. The lowest combination of operating parameters was favorable for low power consumption.
-
• With the increase in the hardness and depth of cut, the machining zone temperature was reduced possibly due to the thermal softening effect and saw-tooth chip formation and of greater chip thickness respectively.
Data availability
The necessary data used in the manuscript is already present.
Code availability
Not applicable.
References
Bartarya G, Choudhury SK (2012) State of the art in hard turning. Int J Mach Tools Manuf 53:1–14. https://doi.org/10.1016/j.ijmachtools.2011.08.019
Kang J, Kim H, Son D et al (2018) Materials characterization hot-worked microstructure and hot workability of cold-work tool steels. Mater Charact 135:8–17. https://doi.org/10.1016/j.matchar.2017.11.001
Çardaklı İS, Kalkanlı A (2019) Effect of solidification rate on microstructure and primary carbides of AISI DC 53 cold work tool steel. China Foundry 16:211–216. https://doi.org/10.1007/s41230-019-8134-6
Fukaura K, Yokoyama Y, Yokoi D et al (2004) Fatigue of cold-work tool steels: effect of heat treatment and carbide morphology on fatigue crack formation, life, and fracture surface observations. Metall Mater Trans A Phys Metall Mater Sci 35(A):1289–1300. https://doi.org/10.1007/s11661-004-0303-5
Nawaz Y, Maqsood S, Naeem K (2018) Effect of input parameters of wire electric discharge machining on surface integrity of DC53 die steel. In: Proc. of the 4rth International Conference on Power Generation Systems and Renewable Energy Technologies (PGSRET) 10–12 September, Islamabad, Pakistan. IEEE, pp 1–6 https://doi.org/10.1109/PGSRET.2018.8685955
Kanlayasiri K, Boonmung S (2007) Effects of wire-EDM machining variables on surface roughness of newly developed DC 53 die steel: design of experiments and regression model. J Mater Process Technol 192–193:459–464. https://doi.org/10.1016/j.jmatprotec.2007.04.085
Kanlayasiri K, Boonmung S (2007) An investigation on effects of wire-EDM machining parameters on surface roughness of newly developed DC53 die steel. J Mater Process Technol 187–188:26–29. https://doi.org/10.1016/j.jmatprotec.2006.11.220
Huang Y, Liang SY (2005) Effect of cutting conditions on tool performance in CBN hard turning. J Manuf Process 7:10–16. https://doi.org/10.1016/S1526-6125(05)70077-3
Khamel S, Ouelaa N, Bouacha K (2012) Analysis and prediction of tool wear, surface roughness and cutting forces in hard turning with CBN tool. J Mech Sci Technol 26:3605–3616. https://doi.org/10.1007/s12206-012-0853-1
Patel VD, Gandhi AH (2019) Analysis and modeling of surface roughness based on cutting parameters and tool nose radius in turning of AISI D2 steel using CBN tool. Meas J Int Meas Confed 138:34–38. https://doi.org/10.1016/j.measurement.2019.01.077
Kumar S, Tamilselvan P, Feroskhan M et al (2023) Hard turning of AISI D2 steel with cubic boron nitride cutting inserts. Mater Today Proc 72:2002–2006. https://doi.org/10.1016/j.matpr.2022.07.338
Lin HM, Liao YS, Wei CC (2008) Wear behavior in turning high hardness alloy steel by CBN tool. Wear 264:679–684. https://doi.org/10.1016/j.wear.2007.06.006
Remadna M, Rigal JF (2006) Evolution during time of tool wear and cutting forces in the case of hard turning with CBN inserts. J Mater Process Technol 178:67–75. https://doi.org/10.1016/j.jmatprotec.2005.03.038
Kumar P, Chauhan SR (2015) Machinability study on finish turning of AISI H13 hot working die tool steel with cubic boron nitride (CBN) cutting tool inserts using response surface methodology (RSM). Arab J Sci Eng 40:1471–1485. https://doi.org/10.1007/s13369-015-1606-0
Guddata J, M’Saoubi R, Alma P, Meyer D (2011) Hard turning of aisi 52100 using pcbn wiper geometry inserts and the resulting surface integrity. Procedia Eng 19:118–124. https://doi.org/10.1016/j.proeng.2011.11.089
de Galoppi GS, Filho MS, Batalha GF (2006) Hard turning of tempered DIN 100Cr6 steel with coated and no coated CBN inserts. J Mater Process Technol 179:146–153. https://doi.org/10.1016/j.jmatprotec.2006.03.067
Ortiz-de-Zarate G, Soriano D, Madariaga A, Garay A, Rodriguez I, Arrazola PJ (2021) Experimental and FEM analysis of dry and cryogenic turning of hardened steel 100Cr6 using CBN Wiper tools. In Procedia CIRP 102(7–12):7–12 (Elsevier B.V.,)
Malotová Š, Hemžský P, Pitela D et al (2015) Evaluation of residual stresses in inner ring of the bearings. Technol Eng 12:21–23. https://doi.org/10.1515/teen-2015-0013
Samardžiová M (2017) Wear of cutting tool with excel geometry in turning process of hardened steel. Res. Pap. Fac. Mater Sci Technol Slovak Univ Technol 24:95–102
Mallick R, Kumar R, Panda A, Sahoo AK (2019) Performance characteristics of hardened AISI D2 steel turning: a review. Mater Today Proc 26:2685–2690. https://doi.org/10.1016/j.matpr.2020.02.565
Boing D, Schroeter RB, de Oliveira AJ (2018) Three-dimensional wear parameters and wear mechanisms in turning hardened steels with PCBN tools. Wear 398–399:69–78. https://doi.org/10.1016/j.wear.2017.11.017
Matsumoto Y, Barash MM, Liu CR (2013) Cutting mechanism during machining of hardened steel. Mater Sci Technol 3:299–305. https://doi.org/10.1179/mst.1987.3.4.299
ASTM E1245-03 (Re approved 2016) Standard practice for determining the inclusion or second-phase constituent content of metals by automatic image analysis. In: Annual Book of ASTM Standards, 100 Barr Harbor Drive, West Conshohocken, PA 19428-2959. United States. https://doi.org/10.1520/E1245-03R16
Gutnichenko O, Nilsson M, Lindvall R et al (2021) Improvement of tool utilization when hard turning with CBN tools at varying process parameters. Wear 477:203900. https://doi.org/10.1016/j.wear.2021.203900
Bouchelaghem H, Yallese MA, Amirat A et al (2010) Experimental investigation and performance analyses of CBN insert in hard turning of cold work tool steel (D3). Mach Sci Technol 14:471–501. https://doi.org/10.1080/10910344.2010.533621
Khan SA, Anwar S, Ishfaq K et al (2020) Wear performance of modified inserts in hard turning of AISI D2 steel: a concept of one-step sustainable machining. J Manuf Process 60:457–469. https://doi.org/10.1016/j.jmapro.2020.10.052
Huang Y, Chou YK, Liang SY (2007) CBN tool wear in hard turning: a survey on research progresses. Int J Adv Manuf Technol 35:443–453. https://doi.org/10.1007/s00170-006-0737-6
Dogra M, Sharma VS, Sachdeva A et al (2011) Performance evaluation of CBN, coated carbide, cryogenically treated uncoated/coated carbide inserts in finish-turning of hardened steel. Int J Adv Manuf Technol 57:541–553. https://doi.org/10.1007/s00170-011-3320-8
More AS, Jiang W, Brown WD, Malshe AP (2006) Tool wear and machining performance of cBN-TiN coated carbide inserts and PCBN compact inserts in turning AISI 4340 hardened steel. J Mater Process Technol 180:253–262. https://doi.org/10.1016/j.jmatprotec.2006.06.013
Adamik M, Kročko V, Korenko M et al (2013) CBN tools wear development during high speed machining of S600 Bohler steel and its influence on machined surface. Bull Lviv Natl Univ Nat Manag 17:340–348
Cheng K (2009) Machining dynamics: fundamentals, applications and practices. Springer, London
Luo SY, Liao YS, Tsai YY (1999) Wear characteristics in turning high hardness alloy steel by ceramic and CBN tools. J Mater Process Technol 88:114–121. https://doi.org/10.1016/S0924-0136(98)00376-8
Liu XL, Wen DH, Li ZJ et al (2002) Cutting temperature and tool wear of hard turning hardened bearing steel. J Mater Process Technol 129:200–206. https://doi.org/10.1016/S0924-0136(02)00651-9
Acknowledgements
The authors are very grateful to the Department of Industrial and Manufacturing Engineering (IME), UET Lahore, Pakistan, for providing lab facilities to conduct the experimentation and characterization. We are also thankful to the Metallurgy and Materials Engineering, University of the Punjab, Lahore, Pakistan, for facilitating with scanning electron microscope (SEM) analysis.
Funding
This research project is funded by the University of Engineering and Technology Lahore, Pakistan via project number No.ORIC/107-ASRB/58 was approved on dated 11–01-2021.
Author information
Authors and Affiliations
Contributions
All authors have contributed equally.
Corresponding author
Ethics declarations
Ethics approval
Not applicable.
Consent to participate
Not applicable.
Consent for publication
All authors agreed upon the current version of the submission for publication.
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Hassan, S., Khan, S.A., Naveed, R. et al. Investigation on tool wear mechanisms and machining tribology of hardened DC53 steel through modified CBN tooling geometry in hard turning. Int J Adv Manuf Technol 127, 547–564 (2023). https://doi.org/10.1007/s00170-023-11528-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-11528-5