
Abstract
The successful use of components produced by selective laser sintering as a rapid manufacturing process requires a comprehensive understanding of the material. In this study, the effect of specimen build orientation on mechanical properties of selective laser-sintered polyamide 12 was investigated in detail. Samples were printed with an orientation of 0°, 15°, 45°, and 90° to the build platform. In addition to quasi-static tensile tests, creep tests under different loads (5 MPa, 10 MPa, 15 MPa, and 20 MPa) and for different times (10 h and 1000 h) with and without relaxation were performed. Creep behavior was analyzed using the Burgers model. Therefore, the elastic strain, the relaxant strain, the viscous strain, and the total deformation were determined. Results show that the build orientation has no significant influence on the long-term creep behavior, at small stresses. Short-term creep and relaxation tests show that the elastic and viscous strain are only slightly influenced by the build orientation. However, the viscoelastic strain is affected by the build orientation. Furthermore, the deformations resulting from creep and relaxation have no significant influence on the mechanical behavior as shown by tensile tests.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
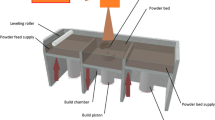
Additive manufacturing, also known as 3D printing, is gaining increasing interest from academic institutions as well as from industry [1,2,3]. Selective laser sintering (SLS) is an additive manufacturing process in which a build area is successively coated with plastic powder. The applied powder particles are spatially resolved and fused homogeneously through the energy input of a laser [4,5,6]. Three-dimensional components can be produced by superimposing and fusing many individual layers. Due to the high temperatures of the build chamber and print bed, the non-sintered powder also serves as a support material, which leads to a great deal of design freedom for SLS-manufactured components [7]. In addition to the geometrical freedom, the SLS process also offers other advantages, such as the good mechanical properties of the printed products and the efficient use of the build chamber [7]. As a result, SLS has become a commonly used process in series production over the past few years [8].
In 2015, 95% of all SLS components worldwide were made of polyamide 12 (PA12) [9]. Therefore, PA12 is the most used material on the SLS market [10]. This results in many scientific reports dealing with the mechanical properties of PA12 produced by additive manufacturing including different types of quasi-static (tension as well as compression) and fatigue tests, e.g., [11,12,13,14,15,16]. Many different factors, including build orientation, may influence the mechanical properties of PA12. Many studies have investigated the influence of build orientation on material and part properties using various mechanical tests [2, 3, 12, 17, 18]. However, the long-term behavior of PA12 SLS parts is still not fully clarified. A component of the long-term behavior of a material is the knowledge of its creep behavior. It is noticeable that there are hardly any test results on the creep behavior of PA12 SLS parts.
Thus, this study analyzes the long-term properties of SLS-produced PA12 tensile specimens, specifically with respect to creep behavior. Creep is the strain as a function of time, as a result of a continual load [19,20,21,22]. A study by Moeskops et al. indicated that PA12 processed by SLS is more sensitive to creep than many other thermoplastics and less sensitive than injection molded PA12 [18]. However, in the aforementioned study, the influence of build direction on creep behavior was not considered. No further investigation results could be found in this regard either. Therefore, in this study, the influence of the build orientation on the material behavior was investigated using not only quasi-static but also creep tests at room temperature.
2 Experimental procedure
2.1 Specimen fabrication
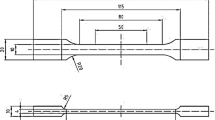
For this study, SLS was used to produce tensile specimens with different orientations, type 1A, according to DIN EN ISO 527–2 [23]. The marking was printed directly in the form of embossing on the clamping surface of the test specimen (Fig. 1).

Dimensions, in millimeters, of the labeled 1A tensile specimens, according to DIN EN ISO 527–2 [20]
The tensile specimens were manufactured in three production batches, using an EOS P396 selective laser sintering machine (EOS GmbH Electro Optical Systems, Krailling, Germany). In each print job, 20 test specimens were produced in each orientation. They were aligned at an angle of 0°, 15°, 45°, and 90° oriented to the build plate, as shown in Fig. 2.

Schematic of the specimen orientation (0°, 15°, 45°, and 90° concerning to the build direction) and the build job configuration of one of the three print jobs
A standardized exposure parameter set was used for all samples (PA2200 Balance 1.0 – EOS). The scanning strategy of this parameter consists of one contour line with an alternating x–y scanning pattern as hatch lines. This scanning strategy exposes the entire cross-sectional area of the specimen [24]. The layer thickness was 120 μm, the build chamber temperature 172 °C, and the removal chamber temperature 130 °C. Temperatures and therefore cooling rates were kept equal for all three batches to avoid changes in the crystallinity of PA12, which may affect the mechanical properties [25]. A mixture of 50% used and 50% new semi-crystalline polyamide 12 powder (PA2200) from EOS was used as sample material in order to secure process stability and repeatability [26, 27]. The average particle volume diameter of the powder is 57 μm [24]. The printed samples were blasted with glass beads and cleaned with compressed air. Finally, all 240 specimens were conditioned in a standard climate (23 °C, 50% RH) for at least 2 weeks.
2.2 Testing methods
To investigate the crystallinity of the samples, the differential scanning calorimeter (DSC) technique was used [28, 29]. Test specimens weighing 7 ± 0.3 mg were cut from the core of the type 1A specimens. Samples were subjected to a temperature scan from 25 to 220 °C at a heating rate of 10 K/min under a nitrogen atmosphere at a flow rate of 50.0 ml/min. Temperature, time, and heat flow were monitored. For each build orientation, at least five individual measurements were performed.
Tensile tests were carried out at room temperature with a universal testing machine according to DIN EN ISO 527–1 and -2 [23, 30]. The strain was measured using an extensometer with an initial gauge length of 50 mm. Testing speed was set to 2 mm/min according to DIN EN ISO 527–2. In total, 61 tensile specimens with different orientations (0°, 15°, 45°, and 90° concerning to the build direction) were tested.
The creep and relaxation behavior was determined with a motorized creep testing machine according to DIN EN ISO 899–1 [31] at room temperature. Short-term creep (10 h) and long-term creep (1000 h) with subsequent relaxation and different creep stresses (5 MPa, 10 MPa, 15 MPa, 20 MPa) were tested. In total, 52 samples with different orientations were tested.
The used test methods are subsidized by several references for testing additively manufactured specimens [32, 33]. The current approach uses existing standard specifications and guidelines for testing materials. However, it is becoming apparent that this topic has not been fully explored and specific guidelines for testing AM materials need to be developed.
3 Results and discussion
The crystallinity of the PA12 samples was determined from the heat flow–temperature–curves acquired using DSC. Figure 3 shows a single DSC measurement of a sample with a 90° build orientation (YZ90°). In addition to the heating process at 10 K/min, the cool down with a rate of 10 K/min is also shown. As required by the standard, the enthalpy of fusion was determined from the gray-colored area and the percent crystallinity was calculated [28, 29]. In this example, the enthalpy of fusion was − 62.92 J/g and the determined crystallinity was 29.96%.

Heat flow–temperature–curve of an YZ90° sample for the determination of crystallinity
Figure 4 shows the crystallinities as a function of the build orientation of the specimens. All orientations show a similar crystallinity. The average crystallinity for all samples is 31%. Since crystallinity is comparable for all samples, no effect on the mechanical behavior is to be expected resulting from the morphological structure.

Determined crystallinity of SLS-manufactured PA12 with different build orientations
Typical stress–strain curves from the tensile tests are shown in Fig. 5 for different build orientations. They show the highest maximum stress (σm) and highest maximum strain (εm) for samples built-in 0°-direction. With increasing printing angle, maximum stress and highest maximum strain decrease. This is in line with studies of others [17, 18, 25]. The effect of decreasing strain and strength of the specimens with increasing build orientation has already been explained in other studies [2, 40, 41]. According to this, cracks are initiated at the contour of the specimens and propagate along with the pores between the layers towards the center. Consequently, due to the decreasing exposure area with increasing specimen angle and the pores consistently occurring therein, the mechanical properties also decrease.

Samples with different orientations to the build direction and their tensile behavior at room temperature
It is noticeable that some (8 out of 16) of the samples printed with an YZ angle of 45° and 90° broke outside the parallel gauge section, where strain measurement takes place. According to DIN EN ISO 527–2, these samples have to be assessed as invalid (these curves were marked with an *). YZ90° specimens, which broke within the strain measurement section (valid test), show a stress–strain curve which is comparable to the YZ45° specimens. However, YZ90° samples which broke outside this area (invalid test) show lower maximum stress and lower maximum strain. In Table 1, the mean values for all samples, for the valid samples, and the invalid samples are shown for YZ90° in comparison to the data provided in the manufacturer’s material data sheet [34]. The occurrence of invalid samples resulted in a reduced number of samples in the experiment. However, due to the total number of 6 valid samples, a valid representation of the results is possible. In addition, the invalid samples exhibit comparable behavior. This leads to the conclusion that a valid discussion of the results is possible. If only the valid measurements are considered, it is noticeable that the tensile strength and elongation at break in particular are significantly greater than those given in the manufacturer’s material datasheet. These results from invalid samples fit with the ones given in the datasheet [34] and therefore seem to be typical for this material. Breaking typically took place here in the area of the beginning radius. This has already been reported in a similar form for samples produced by fused deposition modeling (FDM) [35]. Ahn et al. justify this effect by the fact that stress concentrations occur at rounded corners. This is due to the FDM roads, which are discontinuous at these transitions. This influence of the FDM tool path seems to be comparable to the laser guidance during the SLS process. Without taking into account valid and invalid specimens, the determination of the mean value therefore leads to an increase in Young’s modulus, tensile strength, and elongation at break compared to the material data sheet of the manufacturer. However, this is also associated with an increase in the scatter of the results. Testing of samples YZ0° and YZ15° did not result in any invalid measurements.
For a holistic representation, Fig. 6 shows the determined tensile strength and Young’s modulus as a function of the build orientation. The tensile strength as well as Young’s modulus decrease with increasing angle. This anisotropy coincides with the stress–strain curves of the performed tensile tests shown in Fig. 5.

Representation of the determined tensile strength and Young’s modulus as a function of the build orientation
In literature [36, 37], differences in powder quality over build space are reported as explanation for anisotropy. Since all specimens were manufactured with the same powder batch and the same mixing ratio, this can be excluded. Additionally, due to the comparable crystallinity for all samples, a different composition of the amorphous and crystalline components can be excluded as reason for the anisotropy as well. The influence could therefore be due to the different sizes of the exposure areas. A larger YZ angle leads to a smaller exposure area, resulting in a decrease in strain and a decrease in strength [18].
To examine the initial creep and the subsequent relaxation, short-term creep tests were performed. The creep stress was set to 5 MPa, 10 MPa, 15 MPa, and 20 MPa. This stress was applied for 10 h and then relieved (0 MPa) for 10 h. The results are shown in Fig. 7. For a better visibility, only one curve for each orientation is shown here.

Short-term creep of differently oriented samples with different creep stresses
The results show a higher creep strain with an increasing angle to the build direction. Similar effects can be observed after the relaxation, showing increased plastic deformation for increased angels. The variation within one series of the specimen can be seen in Fig. 8 showing the short-term creep curves under a stress of 20 MPa for all tested specimen.

Short-term creep behavior of differently oriented samples under 20-MPa load
These results also show an increase in creep strain with an increasing angle to the build direction. In particular, this is clearly evident for the specimens with 0°, 45°, and 90° to the build orientation. The specimens with an angle of 15° show a larger scatter, which is why the results are not so clear for this build orientation. However, when considering the mean value, the specimens with an orientation of 15° do not deviate significantly from the above interpretation of the results. By performing additional short-term creep tests or increasing the number of samples, the scatter could be reduced in the future.
As already shown with reference to Figs. 5 and 6, the mechanical properties change with the orientation of the component. In particular, E0 and σm decrease with an increased build orientation angle. However, all specimens were loaded with the same creep stresses. To take this into account and to better evaluate the results presented, the relative creep stress will be determined and applied. The relative creep stress results from the ratio of the determined tensile strength (σm) and the selected creep stress (σ0) for each build orientation. Figure 9 shows the total strain in relation to the relative creep stress. For better illustration, the series of specimens tested with creep stress of 20 MPa has been labeled in the diagram. As the angle of the build space increases and the tensile strength decreases, the relative creep stress increases.

Comparison of total strain (\({\varepsilon }_{t}\)) with the relative creep stress (σ0/σm)
All parameter variations result in one coherent curve as shown in Fig. 9. Thus, it can be stated that the variation in total strain (Figs. 5 and 6) are mainly caused by the variations in E0 and σm but not by a fundamentally different creep behavior for different build orientations.
To describe the creep behavior, a 4-element/Burgers model is used [19]. The deformation is divided into three parts, which can be superimposed. The components are elastic deformation (\({\varepsilon }_{0},\) spontaneously reversible), viscoelastic or relaxed deformation (\({\varepsilon }_{rel},\) time-dependent reversible), and viscous deformation (\({\varepsilon }_{v},\) time-dependent irreversible). The material behavior is represented by a Maxwell and a Kelvin unit, which are connected in series (Fig. 10).

Schematic diagram of the four-element model (index: 0 = elastic, v = viscous, rel = relaxant)
The model consists of a spring with the characteristic modulus of elasticity (E0) and a dashpot connected in series with the viscosity η0. In addition, there is a parallel element made up of a spring (Erel) and a dashpot (ηrel).
The deformation behavior under constant load (σ0) results for the respective strains (\({\varepsilon }_{i}\)) as follows:
elastic:
viscoelastic/relaxant:
viscous:
and the total deformation:
Young’s modulus, determined according to the DIN EN ISO 527–2, roughly corresponds to the value of (E0), if it is measured at very low loads and a test duration of less than 1 min [19]. Therefore, the results from the tensile tests shown in Fig. 5 can be used to determine E0 and the elastic strains (\({\varepsilon }_{0}\)), which are shown in Fig. 12b. The elastic strain increases with an increasing stress. However, the build orientation has no discernible influence on the elastic strain.
Using the equations stated above, the total (\({\varepsilon }_{t}\)) and viscous elongation (\({\varepsilon }_{v}\)) can be calculated from the short-term creep tests with subsequent relaxation. The proportions of the respective elongations are shown in Fig. 11.

Short-term creep behavior of an YZ0° specimen under 20-MPa load
Figure 12a, d show the total strain (\({\varepsilon }_{t}\)) and the viscous strain (\({\varepsilon }_{v}\)) as a function of the build orientation. The strain increases only slightly with increasing angle; only at a stress of 20 MPa, a significant increase can be observed.

Elongations after 10 h of creep with different loads and orientations of the specimens. a Total strain. b Elastic strain. c Viscoelastic strain. d Viscous strain
The viscoelastic/relaxant part can be calculated according to Eq. (4) as the difference of elastic and viscous strain from the total strain, resulting in data shown in Fig. 12c. An increase in viscoelastic strain (\({\varepsilon }_{rel}\)) with increasing angle can be observed, in particular at a stress of 20 MPa.
Considering all three strains, it is noticeable that the elastic and viscous strains are only slightly affected by the build orientation. The viscoelastic strain is decisive in this case, leading to an increase in the total strain in the performed creep test. In the long-term behavior of SLS-produced PA12, the build orientation thus has the strongest influence on the viscoelastic strain.
In addition to the short-term tests, creep tests with a duration of 1000 h and different stresses were carried out (5 MPa, 10 MPa, 15 MPa, 20 MPa) using specimen with different build orientations (0°, 15°, 45°, 90°). The determined creep curves are shown in Fig. 13. The measured curves of the specimens with a build orientation of 0° are comparable with the results from the literature [18, 38, 39]. After considering these results, the tendency for the increase in elongation with an increasing angle to the build direction is put into perspective. However, the results of the creep rupture tests show that this anisotropy, or the influence of the installation space orientation, has a much smaller effect during long-term loads. This seems to be due to the fact that the amorphous parts have enough time to adapt to the new stress state, especially for low stresses. There is apparently no directly recognizable influence of the exposure area.

Long-term behavior of tensile specimens made of PA12, which were manufactured by SLS in different build orientations. The tests were carried out in a standard climate (23 °C, 50% RH) with different creep stresses
To investigate the effect of deformation due to creep on the short-term material behavior, a combination of creep and quasi-static testing was performed. First, creep tests were performed on specimens for 1000 h at a stress of 20 MPa. These specimens were then relaxed for 200 h (0 MPa). After relaxation, quasi-static tensile tests were performed. The results of these quasi-static tests are shown in Fig. 14.

Tensile tests with different installation space orientations, which were tested after 1,000 h creeping at 20 MPa and subsequent relaxation (shown with dashed lines). The results of the tensile tests on the initial specimens are shown with solid lines
A comparison of the results with the tensile tests of the conditioned samples shows that creep and the associated deformations had no noticeable influence on the material behavior especially the elongation at break. The amorphous parts apparently had sufficient time to adapt to the viscous and viscoelastic deformation. Therefore, no disturbance remains in the material structure that affects the mechanical properties. Thus, no noticeable effect on the material behavior can be observed in quasi-static tests performed after creep and relaxation. The viscoelastic component is also decisive for the anisotropic behavior in this case.
After the presentation and evaluation of the collected results, various statements can be formulated about the material behavior. These are summarized in the following paragraph.
The build orientation did not show a noticeable influence on the long-term creep behavior in particular for small stresses. The viscoelastic strain is affected by the build orientation. As the exposure area decreases and the stress increases, the viscoelastic strain increases. The viscous strain increases with increasing stress, but is only slightly affected by the build orientation. The elastic strain increases with increasing stress and is independent of the build orientation.
Since build orientation only slightly affects the creep behavior and quasi-static mechanical properties do not change significantly due to creep and relaxation, SLS-processed PA12 can be rated as a well-suited material for rapid manufacturing applications. Considering the design of parts, build orientation needs to be considered but seems to be of less importance for parts mainly loaded with little load for a long period of time.
4 Conclusion
In the current study, tensile and creep tests were performed at room temperature on PA12 specimens manufactured by SLS with different build orientations. The evaluation was based on the experimental results and using the Burger Model.
The results of the tensile tests carried out show that Young’s modulus, the tensile strength, and the elongation at break decrease with increasing angle. It was noticed that some of the specimens printed with an YZ angle of 45° and 90° were broken outside the parallel strain gauge area where the strain measurement takes place. According to DIN EN ISO 527–2, these samples have to be assessed as invalid. This will be the subject of further investigations. In these, the influences of the part orientation, the part geometry, the laser guidance, and the associated surface properties with respect to the fracture in the tensile test will be investigated in more detail.
The evaluation of the experiments revealed the following findings:
-
On the short-term creep and relaxation specimens, the viscoelastic strain was most affected by the building orientation. This increases with a larger angle to the build platform.
-
The elastic and viscous strains are only slightly influenced by the build orientation, especially at small stresses.
-
Based on the long-term creep tests performed, it was shown that the build orientation has no significant influence on the creep behavior at small stresses.
-
The deformations after creep and relaxation had no significant influence on the results in the quasi-static tensile test.
Further research should be performed to further validate the listed results. One possibility would be to perform further creep tests with larger stresses to be able to validate a fitting based on the current measurement points.
Availability of data and material
Not applicable.
Code availability
Not applicable.
References
Dizon JRC, Espera AH, Chen Q, Advincula RC (2017) Mechanical characterization of 3D-printed polymers. Addit Manuf 20:44–47. https://doi.org/10.1016/j.addma.2017.12.002
Calignano F, Giuffrida F, Galati M (2021) Effect of the build orientation on the mechanical performance of polymeric parts produced by multi jet fusion and selective laser sintering. J Manuf Process. https://doi.org/10.1016/j.jmapro.2021.03.018
Xu Z, Wang Y, Wu D, Ananth KP, Bai J (2019) The process and performance comparison of polyamide 12 manufactured by multi jet fusion and selective laser sintering. J Manuf Process. https://doi.org/10.1016/j.jmapro.2021.03.018
Kruth JP, Wang X, Laoui T, Froyen L (2003) Lasers and materials in selective laser sintering. Assem Autom 23(4):357–371. https://doi.org/10.1108/01445150310698652
Goodridge RD, Tuck CJ, Hague RJM (2012) Laser sintering of polyamides and other polymers. Prog Mater Sci 57(2):229–267. https://doi.org/10.1016/j.pmatsci.2011.04.001
Nath SD, Nilufar S (2020) An overview of additive manufacturing of polymers and associated composites. Polymers 12(11):1–33. https://doi.org/10.3390/polym12112719
Schmid M (2015) Selektives Lasersintern (SLS) mit Kunststoffen, Technologie, Prozesse und Werkstoffe. Hanser, München
Leutenecker-Twelsiek B (2019) Additive Fertigung in der industriellen Serienproduktion: Bauteilidentifikation und Gestaltung. Dissertation, ETH Zürich
Schmid M (2015) Additive Fertigung mit Selektivem Lasersintern (SLS), Prozess- und Werkstoffüberblick. Springer Vieweg, Wiesbaden
Kiani A, Khazaee S, Badrossamay M, Foroozmehr E, Karevan M (2020) Investigation into thermal history and Ist correlation with mechanical properties of PA12 parts produced by selective laser sintering process. J Mater Eng Perform 29:832–840. https://doi.org/10.1007/s11665-020-04640-0
Walter R, Friedrich K, Gurka M (2018) Characterization of mechanical properties of additively manufactured polymers and composites. AIP Conf Proc 1981:020033. https://doi.org/10.1063/1.5045895
Feng L, Wang Y, Wei Q (2019) PA12 powder recycled from SLS for FDM. Polymers 11(4):727. https://doi.org/10.3390/polym11040727
Van Hooreweder B, De Coninck F, Moens D, Boonen R, Sas P (2010) Microstructural characterization of SLS-PA12 specimens under dynamic tension/compression excitation. Polym Test 29(3):319–326. https://doi.org/10.1016/j.polymertesting.2009.12.006
Schob D, Sagradov I, Roszak R, Sparr H, Franke R, Ziegenhorn M, Kupsch A, Léonard F, Müller BR, Bruno G (2019) Experimental determination and numerical simulation of material and damage behaviour of 3D printed polyamide under cyclic loading. Arch Mech 71(4–5):507–526. https://doi.org/10.24423/aom.3162
Stoia DI, Linul E, Marsavina L (2019) Influence of manufacturing parameters on mechanical properties of porous materials by selective laser sintering. Materials 12(6):871. https://doi.org/10.3390/ma12060871
Salmoria GV, Leite JL, Vieira LF, Pires ATN, Roesler CRM (2012) Mechanical properties of PA6/PA12 blend specimens prepared by selective laser sintering. Polym Test 31:411–416. https://doi.org/10.1016/j.polymertesting.2011.12.006
Caulfield B, McHugh PE, Lohfeld S (2007) Dependence of mechanical properties of polyamide components on build parameter in the SLS process. J Mater Process Technol 182(1–3):477–488. https://doi.org/10.1016/j.jmatprotec.2006.09.007
Moeskops E, Kamperman N, van de Vorst B, Knoppers R (2004) Creep Behaviour of polyamide in selective laser sintering. TNO Industrial Technology, Eindhoven
Ehrenstein GW (2011) Polymer-Werkstoffe, Struktur - Eigenschaften – Anwendungen. Carl Hanser, München
McKeen LW (2015) The effect of creep and other time related factors on plastics and elastomers. William Andrew, Waltham
Reis PNB, Valvez S, Ferreira JAM (2022) Creep and stress relaxation behaviour of 3D printed nanocomposites. Procedia Struct Integr 37:934–940. https://doi.org/10.1016/j.prostr.2022.02.028
Duan X, Yuan H, Tang W, He J, Guan X (2022) An engineering prediction model for stress relaxation of polymer composites at multiple temperatures. Polymers. https://doi.org/10.3390/polym14030568
DIN EN ISO 527-2 (2012) Plastics – Determination of tensile properties – Part 2: Test conditions for moulding and extrusion plastics. Beuth, Berlin
Liebrich A, Langowski HC, Schreiber R, Pinzer BR (2020) Permeation properties of laser-sintered polyamide 12 sheets in comparison to an extruded polyamide 12 film. Hopmann C, Dahlmann R Advances in Polymer Processing 2020. Springer Vieweg, Berlin, pp 258–269
Kiani A, Khazaee S, Badrossamay M, Foroozmehr E, Karevan M (2020) An investigation into thermal history and its correlation with mechanical properties of PA12 parts produced by selective laser sintering process. J Mater Eng Perform 29:832–840. https://doi.org/10.1007/s11665-020-04640-0
Kruth JP, Levy G, Klocke F, Childs THC (2007) Consolidation phenomena in laser and powder-bed based layered manufacturing. CIRP Ann 56(2):730–759. https://doi.org/10.1016/j.cirp.2007.10.004
EOS GmbH – Electro Optical Systems (2017) Parameter data sheet, Maschinen-, Software- und Materialparameter, EOSP396/PSW3.8. EOS GmbH, Krailing
DIN EN ISO 11357-1 (2017) Plastics – differential scanning calorimetry (DSC) – Part 1: general principles. Beuth, Berlin
DIN EN ISO 11357-3 (2018) Plastics – Differential scanning calorimetry (DSC) – Part 3: determination of temperature and enthalpy of melting and crystallization. Beuth, Berlin
DIN EN ISO 527-1 (2012) Plastics – determination of tensile properties – Part 1: general principles. Beuth, Berlin
DIN EN ISO 899-1 (2013) Plastics – determination of creep behaviour – Part 1: tensile creep. Beuth, Berlin
DIN EN ISO 17296-3 (2016) Additive manufacturing – general principles – Part 3: main characteristics and corresponding test methods. Beuth, Berlin
Forster A (2015) Materials testing standards for additive manufacturing of polymer materials: State of the art and standards applicability. NISTIR 8059. Mhttps://doi.org/10.6028/nist.ir.8059
EOS GmbH – Electro Optical Systems (2018) Material data sheet, PA 2200 Balance 1.0. https://eos.materialdatacenter.com. Accessed 13 Aug 2021
Ahn S, Montero M, Odell D, Roundy S, Wright PK (2002) Anisotropic material properties of fused deposition modeling ABS. Rapid Prototyp J 8(4):248–257. https://doi.org/10.1108/13552540210441166
Choren J, Gervasi V, Herman T, Kamara S, Mitchell J (2001) SLS powder life study. Solid Freeform Fabr Symp. https://doi.org/10.26153/tsw/3234
Gornet TJ, Davis KR, Starr TL, Mulloy KM (2002) Characterization of selective laser sintering materials to determine process stability. Solid Freeform Fabr Symp. https://doi.org/10.26153/tsw/4531
EOS GmbH – Electro Optical Systems (2001) Product information, EOSINT P/PA2200-Pulver. EOS GmbH, Krailing
Mohammadizadeh M, Fidan I, Allen M, Imeri A (2018) Creep behavior analysis of additively manufactured fiber-reinforced components. Int J Adv Manuf Technol 99:1225–1234. https://doi.org/10.1007/s00170-018-2539-z
Hofland EC, Baran I, Wismeijer DA (2017) Correlation of process parameters with mechanical properties of laser sintered PA12 parts. Adv Mater Sci Eng. https://doi.org/10.1155/2017/4953173
Tomanik M, Zmudzinska M, Wojtkow M (2021) Mechanical and structural evaluation of the PA12 desktop selective laser sintering printed parts regarding printing strategy. 3D Print Addit Manuf. https://doi.org/10.1089/3dp.2020.0111
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Ethics approval
Not applicable.
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Krönert, M., Schuster, T.J., Zimmer, F. et al. Creep behavior of polyamide 12, produced by selective laser sintering with different build orientations. Int J Adv Manuf Technol 121, 3285–3294 (2022). https://doi.org/10.1007/s00170-022-09446-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-022-09446-z