
Abstract
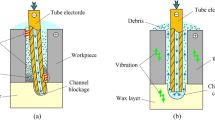
Fast EDM (electrical discharge machining) drilling is broadly used in the manufacturing industry. When drilling inclined holes, the machining efficiency in the touch-down stage is much lower than that of drilling normal holes for a general-purpose fast EDM drilling machine. To uncover the reasons, this paper conducted observations of inclined hole drilling processes by using a high-speed video camera. It was found that the vibration of the tubular tool electrode was the major factor that led to the unstable state, resulting in low machining efficiency. And the vibration was driven by the discharge reaction force and the hydrodynamic force. The vibration enlarged the gap width and caused open circuit pulses, which misled the servo control system to feed the electrode downward. The overfeeding eventually caused short circuits and the subsequent retraction of the electrode. The iterative feeding and retraction of the electrode resulted in low machining efficiency. Then a fluid-structure interaction (FSI) model was built to analyze the vibration behavior. The impacts of the inner flow speed and the free length of electrode were studied with the model. It was found that the vibration is inevitable on general-purpose fast EDM drilling machines. Finally, to reduce the vibration impact, a new gap servo control strategy for the touch-down stage was proposed. The strategy adjusts the reference gap voltage by fuzzy rules. Experimental results showed that with the new gap servo control strategy, the performance was improved in the touch-down stage, with the machining efficiency improved by 38.75% and the area of discharge affected zone around the hole inlet reduced by 13.44%.















Similar content being viewed by others
References
Kojima A, Natsu W, Kunieda M (2008) Spectroscopic measurement of arc plasma diameter in EDM. CIRP Ann 57:203–207. https://doi.org/10.1016/j.cirp.2008.03.097
Wang J, Han F, Cheng G, Zhao F (2012) Debris and bubble movements during electrical discharge machining. Int J Mach Tools Manuf 58:11–18. https://doi.org/10.1016/j.ijmachtools.2012.02.004
Kitamura T, Kunieda M, Abe K (2013) High-speed imaging of EDM gap phenomena using transparent electrodes. Procedia CIRP 6:314–319. https://doi.org/10.1016/j.procir.2013.03.082
Kitamura T, Kunieda M (2014) Clarification of EDM gap phenomena using transparent electrodes. CIRP Ann 63:213–216. https://doi.org/10.1016/j.cirp.2014.03.059
Kitamura T, Kunieda M, Abe K (2015) Observation of relationship between bubbles and discharge locations in EDM using transparent electrodes. Precis Eng 40:26–32. https://doi.org/10.1016/j.precisioneng.2014.09.009
Kunieda M, Kitamura T (2018) Observation of difference of EDM gap phenomena in water and oil using transparent electrode. Procedia CIRP 68:342–346. https://doi.org/10.1016/j.procir.2017.12.065
Mori A, Kunieda M, Abe K (2016) Clarification of gap phenomena in wire EDM using transparent electrodes. Procedia CIRP 42:601–605. https://doi.org/10.1016/j.procir.2016.02.219
Hayakawa S, Minoura K, Itoigawa F, Nakamura T (2018) Study on material removal mechanism in EDM process through observation of resolidification of molten metal. Procedia CIRP 68:266–271. https://doi.org/10.1016/j.procir.2017.12.060
Klocke F, Schneider S, Frauenknecht B, Hensgen L, Klink A, Oßwald K (2018) Thermographic analysis of spark location distribution in sinking EDM. Procedia CIRP 68:280–285. https://doi.org/10.1016/j.procir.2017.12.064
Li G, Natsu W, Yu Z (2018) Study on debris behavior and its influence on EDM characteristics in deep micro-hole machining. Procedia CIRP 68:578–581. https://doi.org/10.1016/j.procir.2017.12.117
Kliuev M, Baumgart C, Wegener K (2018) Fluid dynamics in electrode flushing channel and electrode-workpiece gap during EDM drilling. Procedia CIRP 68:254–259. https://doi.org/10.1016/j.procir.2017.12.058
Kunieda M, Tohi M, Ohsako Y (2003) Reaction forces observed in pulse discharges of EDM. Int J Electr Mach 8:51–56. https://doi.org/10.2526/ijem.8.51
Tohi M (2002) Measurement of process reaction force in EDM using Hopkinson bar method. J JSPE 68:822. https://doi.org/10.2493/jjspe.68.822
Tamura T, Kobayashi Y (2004) Measurement of impulsive forces and crater formation in impulse discharge. J Mater Process Technol 149:212–216. https://doi.org/10.1016/j.jmatprotec.2003.10.063
Zhang M, Zhang Q, Dou L, Liu Q, Zhu G (2016) Research on the impulse force in electrical discharge machining using a new measuring method. Int J Adv Manuf Technol 82:463–471. https://doi.org/10.1007/s00170-015-7060-z
Tomura S, Kunieda M (2009) Analysis of electromagnetic force in wire-EDM. Precis Eng 33:255–262. https://doi.org/10.1016/j.precisioneng.2008.07.004
Klocke F, Garzón M, Dieckmann J, Klink A (2011) Process force analysis on sinking-EDM electrodes for the precision manufacturing. Prod Eng 5:183–190. https://doi.org/10.1007/s11740-010-0292-8
Li J, Zhang Y, Yu Z (2011) Influence of reaction force on the electrode in micro hole drilling by micro EDM. 2011 International Conference on Consumer Electronics, Communications and Networks (CECNet), 16–18 April 2011. 414–417. https://doi.org/10.1109/CECNET.2011.5768961
Kunieda M, Lauwers B, Rajurkar KP, Schumacher BM (2005) Advancing EDM through fundamental insight into the process. CIRP Ann 54:64–87. https://doi.org/10.1016/S0007-8506(07)60020-1
Wang S, Zhu D, Zeng Y, Liu Y (2011) Micro wire electrode electrochemical cutting with low frequency and small amplitude tool vibration. Int J Adv Manuf Technol 53(5–8):535–544. https://doi.org/10.1007/s00170-010-2835-8
Mahardika M, Prihandana GS, Endo T, Tsujimoto T, Matsumoto N, Arifvianto B, Mitsui K (2012) The parameters evaluation and optimization of polycrystalline diamond micro-electrodischarge machining assisted by electrode tool vibration. Int J Adv Manuf Technol 60(9–12):985–993. https://doi.org/10.1007/s00170-011-3674-y
Viorel-Mihai N (2017) Effect of wire electrode’s ultrasonic vibration on erosive capacity to w-edm machines. Int J Adv Manuf Technol 88(1–4):1–17. https://doi.org/10.1007/s00170-016-8752-8
Chen Z, Huang Y, Zhang Z, Li H, Ming WY, Zhang G (2014) An analysis and optimization of the geometrical inaccuracy in wedm rough corner cutting. Int J Adv Manuf Technol 74(5–8):917–929. https://doi.org/10.1007/s00170-014-6002-5
Li Q, Bai J, Fan Y, Zhang Z (2016) Study of wire tension control system based on closed loop pid control in hs-wedm. Int J Adv Manuf Technol 82(5–8):1089–1097. https://doi.org/10.1007/s00170-015-7412-8
Gere JM 2004 Mechanics of materials, 6th edition. Thomson Learning, Inc. Deflections of Beams, pp 594–626
Rao SS, Yap FF (2011) Mechanical vibrations, fifth edition. Prentice hall Upper Saddle River. Lateral Vibration of Beams, pp 721–739
Paidoussis MP (2014) Fluid-structure interactions: slender structures and axial flow, second edition. Academic press. Pipes conveying fluid: linear dynamics I, pp 64–233. https://doi.org/10.1016/C2011-0-08057-2
Gregory RW, Paidoussis MP, Hawthorne WR (1966) Unstable oscillation of tubular cantilevers conveying fluid I. theory. Proc R Soc Lond Ser A Math Phys Sci 293:512–527. https://doi.org/10.1098/rspa.1966.0187
Acknowledgements
The authors gratefully acknowledge the Suzhou Mecontronics Corporation for their kind assistance in this work.
Funding
This work was supported by the National Natural Science Foundation of China (Grant No. 51775341) and National Science and Technology Major Project of China (Grant No. 2018ZX04005001).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Xia, W., Li, Z., Chen, M. et al. Study on electrode vibration in the touch-down stage of fast electrical discharge machining drilling. Int J Adv Manuf Technol 109, 2273–2283 (2020). https://doi.org/10.1007/s00170-020-05820-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-020-05820-x