
Abstract
Vibration treatment in finishing processes is becoming a more complex technology, sometimes leading to weak shock waves occurring in the abrasive working medium. Here, the preconditions are discussed for the appearance of the effect of a shock wave of the vibrating working medium in a vibrating machine reservoir during multi-energy vibration processing. The peculiarities of the propagation of the force pulse of abrasive granules in the working medium, as in a pseudogas, are considered based on the kinetic theory of gases and the equations of gas dynamics. The paper also describes the motions of the parts in the working medium and the mechanism of the appearance of a weak shock wave, such as the compressive shock wave of abrasive granules. The interaction of the surface of the oscillating processed part with the granules of the working medium is studied. The characteristic of the Hugoniot adiabat for working medium granules is given. The influence of compression shock wave on the process of vibration processing is revealed. A comparison is made with experimental data.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Mass finishing is an evolving abrasive fine-finishing process technology used for the deburring, burnishing, descaling, edge rounding, brightening, and surface texture refinement of mass-produced parts [1]. There are three principal processing methods, namely vibratory (trough and rotary) finishing, rotary barrel finishing (tumbling), and centrifugal disk finishing [2]. More recently, we have seen the introduction of higher energy processes including drag finishing and stream finishing [3]. The vibratory finishing method is most widely used because of its productivity, consistent surface finish, process flexibility, low tooling intensity, and low staffing requirements. The majority of finishing applications employ preform media of aluminum oxide or silicon carbide abrasive in either a ceramic bond (45 to 55% abrasive by weight) or resin bond (40 to 70% abrasive by weight). There are only few mathematical models available to describe the process interactions and to help in the prediction of process performance. One of the earliest models for prediction of material removal and surface roughness was that developed by Hashimoto [4]. This model focused on mathematical modeling to aid in the prediction of material removal and surface roughness and identified two distinct phases of the process, the transient period and steady-state period. Further significant early researches published by Campiani and Spelt [5] contributed increased scientific understanding of the process and the nature of surface impacts with the aid of numerical modeling and extensive experimental validations. Uhlmann [6] proposed a geometry-based model for surface roughness prediction that focused on roughness change during the transient period and used this approach to predict process time for a target roughness criterion. Barletta [7] described an approach to modeling of the process based on localization of plastic deformation and energy absorption. It was concluded that application of the model was constrained to small-sized media demonstrating low correlation with larger size elements. Discrete element modeling methods have been employed to help further understand the flow phenomena and particle behavior using a spherical particle geometry [8] or, as described in [9], an advanced spherical-based geometry. Such researches have proven beneficial in explaining particle trajectory and impact forces. This research reports on a new approach to aid understanding of the process.
The application of the kinetic theory of gases and the equations of gas dynamics for describing the process of vibratory finishing-grinding processing of parts has made it possible to explain the motion of the working medium granules circulating in the reservoir of the vibration machine. The granules are dynamically exposed to the action of the oscillating flat and cylindrical working surfaces of the reservoir, i.e., its walls and bottoms. In this case, the momentum transfer mechanism in layers of the working medium was established and, as a result, the quantitative characteristics of metal removal are obtained [10, 11].
The interaction of granules of the working medium has been considered in the studies of traditional multi-energy technologies of vibration processing. The granules are exposed to the force influence of the oscillating working surfaces of the vibrating machine’s reservoir and the working medium deflector with the processed parts. The parts were placed in the reservoir, both in “lapped” and in the fixed state. The formulas for the dependence of metal removal on the frequency and amplitude of the vibrational motion that correspond to the experimental data are given in [12].
The multi-energy technologies used to intensify the vibration processing are presented in the form of new varieties of the vibration processing method (Fig. 1) [13]. The equipment for realization is designed in the form of an aggregate-modular processing technological system (Fig. 2) [13]. A typical example of the vibration machine of this type can be a constructive scheme based on vertical vibrational energy action both from the side of the reservoir and the apparatus with the parts being processed (Fig. 3).

The variation circuit of combining energy actions and features of technical solutions of new varieties of vibration processing

The variants for the hardware design of a technological system with a reservoir with the working medium and apparatus with the processed parts

Constructive scheme of multi-energy technology of vibration processing: (1) processed part; (2) the adjusting finger; (3) apparatus; (4, 9) elastic suspension; (5, 10) elastic base; (6, 8) inertial vibration exciter; (7) reservoir; (11) working medium
Thus, the technological result of vibration processing is achieved due to the simultaneous dynamic action on the working medium of various types of energy, including the energy of vibratory forces in the vertical and horizontal planes, the centrifugal forces, the forces of jet motion of fluid flows, and also their possible combination, both from the side of the working surfaces of the reservoir and from the side of the processed parts. In this case, the parts are placed in the reservoir of the vibration machine with the help of independent appliances that perform autonomous motions.
Regarding the novelty of the problem, it should be noted that the continuous improvement of the process, as well as the search for ways to intensify it and expand technological capabilities, requires the study of new varieties of multi-energy vibration processing. The main prerequisite for their creation is the principle of combining various processing schemes or two or more types of energy [3].
The problem is very relevant, since the varieties of multi-energy processing processes are being put to practical use in the manufacture of machine parts and instruments. Creating new types of vibration treatment is essentially similar to the development of new types of processing [14].
The classification of processing methods and their variations follows from the definition, which considers the method as a complex of phenomena that characterize the interaction of the working environment and the parts being processed in order to solve certain technological problems [15,16,17,18]. This is followed by a change in shape and size, surface quality, and state of the properties of the source material. The listed features allow you to select each processing method from their wide variety.
Among the techniques in the development of new varieties of multi-energy vibration treatment are:
- 1.
Combining the types of energy in various combinations to affect the working environment and the workpiece. This also includes the combination of various processing schemes.
- 2.
The use of different energy levels, causing qualitatively new changes in the state of the material being processed, ultrahigh speeds and pressures, the use of vibrations of the infrasonic and ultrasonic range.
The features of vibration treatment include a limited amount of working space in which the working environment of the required characteristics and composition is located [19,20,21]. The characteristics of the environment in terms of their physical, mechanical, and physicochemical properties can be of a wide range [22]. Processing can be carried out in the conditions of imposing on the working space of vibration, centrifugal forces, and forces of the jet movement of fluid flows [23,24,25]. Additional types of energy can be communicated to the parts to be processed by installing them on spindle devices and manipulators [26].
By combining various combinations of the noted parameters, it is possible to significantly expand the area of efficient use of multi-energy processes, based on the creation of new types of vibroprocessing. According to this principle, vibrocentrifugal, vibrospindle, and vibrohydrodynamic processing have been developed.
Thus, with the multi-energy technology of vibration treatment, the working environment of the abrasive granules is affected not only by the walls of the vibrating tank, but also by the surface of the workpiece. Such a combined effect not only increases the mobility of the granules of the working medium, but can also lead to interference spreading from the walls of the tank of the vibrobank pseudowaves and disturbances of the pseudogas from the moving surfaces of the part. This, in turn, will affect the process of vibroprocessing.
Next, we theoretically consider some effects arising from the mutual, independent oscillatory movement of the medium granules and the workpiece and compare them with experimental data.
Theoretical and experimental studies had been carried out to understand the processes of motion of granules and parts in such a joint movement of the reservoir and the parts under the influence of various schemes of energy actions. Let us consider some of the effects that arise during a mutual, independent vibrational motion of the granules of the medium and the oscillating processed part.
2 Propagation of the impulse of force of abrasive granules in the working medium as in a pseudogas
In the present work, the motion of granules of the medium during vibration processing is considered as the motion of atoms in a gas [27]. We introduce a correspondence between the kinetic energy of the granules, and also between their momentum and the thermodynamic concepts of temperature and pressure. According to this approach, the movement of the part with the same frequency and amplitude as the vibration machine’s reservoir will occur at a speed close to or exceeding the speed of sound in the pseudogas from the abrasive granules. In this regard, it is necessary to analyze the effects associated with the motion of the processed part at speeds close to the speeds of the abrasive granule motion.
It is known from the kinetic theory of gases that the root mean square (rms) velocity of molecules is related both to the temperature of the gas and to the velocity of propagation of the perturbations, i.e., the speed of sound. When a body moves in a gas at a speed close to or exceeding the speed of sound, a phenomenon arises that is associated with the inability to transmit the force impulse caused by the displacement of the body at a speed greater than the speed of sound. This phenomenon is called a weak shock wave or shock (wave) [28]. The motion of the gas and its thermodynamic parameters before and after the shock wave differ substantially. The ratios of these thermodynamic parameters are described by adiabatic curve Hugoniot [29].
Let us determine the value of the speed of sound for a pseudogas from abrasive granules of the working medium. As is known, the speed of sound in an ideal gas is related to its temperature by the following relation [28]:
Here C is sound speed, γ is adiabatic index, k is Boltzmann’s constant, T is temperature in Kelvin degrees, and m is mass of a molecule.
The root mean square velocity of the movement of gas molecules ν depends on their temperature. They are related by the formula [28]:
Comparing relations (1) and (2), we derive the following relationship:
For a monatomic gas γ = 5/3 and, therefore, for a pseudogas from the granules of the medium (monatomic gas), the speed of sound and the rms velocity will be related by the relation [28]:
The root mean square velocity of the granules is determined by the frequency ω and the amplitude A of vibrations of the working surfaces of the reservoir by the relation [12]:
Here, CV is a constant of the order 1. The constant appears because the abrasive granules of the medium, in contrast to atoms in gases, lose part of their momentum in each collision, and the kinetic energy of the temperature of the pseudogas from the granules will decrease as they move away from the walls of the reservoir.
Proceeding from the relations (4) and (5), it follows that the propagation velocity of the perturbations in the pseudogas from the abrasive granules (sound velocity) can be expressed as:
3 Movement of the part in the working medium: weak shock wave in pseudogas from abrasive granules
Let us consider the mechanism of the appearance of a weak shock wave in the oscillating working medium. In the case of vibrational motion of the part in the pseudogas of the working medium at a speed greater than the propagation velocity of its force pulse, the abrasive granules will be concentrated near the surfaces of the oscillating parts to be processed. In addition, the speed of chaotic movement of the granules of the working medium will increase due to the fact that the force impulse transferred to the working medium by the oscillating parts will not spread to the granules located far from the surfaces of the parts.
Thus, the kinetic energy of the movement of the parts will be spent on increasing the kinetic energy of the granules, that is, the temperatures of the pseudogas of the abrasive medium. The thickness of the front of the shock wave or region of the pseudogas, unperturbed by the motion of the part from the zone disturbed by the processed part, is determined by the average distance at which one granule transfers the momentum to the other, that is, by the mean free path [29].
To describe the processes accompanying the supersonic motion of the processed parts, we introduce the Mach number for a pseudogas from abrasive granules MA:
Here Ad is the amplitude and ωd is the frequency of the oscillations of the part.
The relations connecting the thermodynamic parameters before the shock wave, after it, and the Mach number are derived from the basic equations of gas dynamics for the one-dimensional case, namely from the law of conservation of mass, the continuity equation, the momentum conservation law, the Navier-Stokes equations, and the conservation of total energy, that is, energy of motion and internal energy of gas.
If a small amount of pseudogas dU is chosen, then the mass of gas in it will be equal to ρ dU. The law of conservation of mass or the invariability of the mass of the pseudogas in the volume dU over time can be written in the form:
Introducing the operator of differentiation under the integral, and revealing it through partial derivatives, we obtain the expression:
Here vx, vy, vz, and ρ are the projections of the speed of motion of the pseudogas, that is, of the abrasive granules of the working medium and its density, respectively. Expression (9) is valid for both continuous and discontinuous functions of velocity components. The expression (9) for continuous functions can be presented as:
This relation is called the continuity equation.
Directly in the shock wave, the gas density and velocity vary abruptly. However, in the regions before and after the jump, these quantities are continuous. In the one-dimensional case, this allows us to write the equation of continuity as follows:
Here ρ1 , ρ2 , v1, and v2 are the densities and velocities before and after the shock wave.
The momentum of a small volume of pseudogas is equal to ρ dU V. Here V is the velocity vector of the gas or liquid. According to Newton’s second law, the change in momentum of this volume is caused by the action of forces. Thus, one can write the following relationship:
In expression (12), the addend after the sign of equality corresponds to the forces F acting on the mass of the gas, for example, gravitation. The second term determines the effect of surface forces, the projection of the force vector Pn perpendicular to the surface of a small volume S.
On the surface of the shock wave, the density of the gas changes discontinuously, but in regions up to and after the shock wave, the density changes can be neglected [10, 11]. Then for each of the regions indicated above, differentiating with respect to time the integral on the left in the momentum equation and passing from the surface integral to the right one to the volume integral, we can write:
This is the Navier-Stokes equation for an incompressible fluid with allowance for viscosity (the last term in eq. (13); η is the viscosity coefficient). Neglecting viscosity and mass forces (gravity), we can write eq. (13) in the one-dimensional case before and after the shock wave in the following form:
The total energy of the small volume of pseudogas for abrasive granules of the working medium is equal to ρ (V2/2 + ε) dU. Here ε is the internal energy of the gas. The change in the total energy of the gas is equal to the heat flux through the surface of the chosen volume due to thermal conductivity, and also the work of surface forces acting on the volume and operation of the mass forces. On this basis, we can write the equation for the change in the total energy of the gas in the form:
Here Qn is the heat flux perpendicular to the surface of a small volume.
For an ideal gas, the internal energy is equal to ε = ρ СP T [28]. Neglecting heat fluxes and mass forces, using eq. (14), we can write the expressions for the total energies of the pseudogas of the medium granules before and after the shock wave in the following form:
where μ is the molar mass of the gas. Equation (16) can be converted to the form:
where P1, P2, T1, and T2 are the pressures and temperatures before and after the shock wave, and μ, CP, and γ are the molar mass of the gas, the isobaric heat capacity, and the Poisson adiabatic index, respectively. For pseudogas from abrasive granules (monatomic gas), γ = 5/3.
Combining expressions (14,15,16,17), we obtain a relationship connecting the pressure and density of the pseudogas in the volume of the oscillating working medium that is undisturbed and perturbed by the motion of the part. In the theory of shock waves, this dependence in a gas is called the Hugoniot adiabatic curve:
The densities of the pseudogas after the shock wave and before it are related to the Mach number by the following relation [29]:
The periodic displacement of the straight and rounded walls of the reservoir during vibration processing leads to a complex loop-like periodic motion of the granules of the working medium. However, the amplitude of this motion decreases with distance from the oscillating working surface of the reservoir. Thus, at a distance of 100 mm, the amplitude of the oscillations is one fourth of the oscillation amplitude of the walls of the reservoir. With a reservoir bottom radius of 250 mm and an oscillation amplitude of 2 mm, the oscillation amplitude of the working medium granules is about 0.5 mm.
The spatial limit of the oscillatory motion of the granules does not exceed 10 mm, which is significantly smaller than the dimensions of the processed parts. Proceeding from this, we can neglect the velocity of the granules of the working medium (v1 = 0).
It also follows that during the movement of the granules, a chaotic component prevails, similar to the motion of gas molecules, and the velocity of the unperturbed pseudogas of the granules of the working medium is equal zero relative to the fixed parts of the vibration machine.
However, relatively to the surfaces of the processed parts, the velocity of the pseudogas (that is, the velocity of the working medium) coincides with the speed of the part, v2 = Adωd, and the Mach number is determined by relation (7).
According to relations (18) and (19), and also from the Medeleyev-Clapeyron equation [28] for an ideal gas,
The relationships connecting the temperature and pressure before and after the shock wave with the Mach number have the form:
Relations (19), (21), and (22) determine the dependences of the pressure, density, and temperature of the gas after and before the shock wave on the Mach number and are represented graphically by curves (Fig. 4).

Dependences of ratios of the pressure, density, and temperature of the gas after and before the shock wave as a function of the Mach number
Figure 4 illustrates the process of transforming the kinetic energy of the motion of parts in a gas with supersonic speed into an increase in the density and internal energy of the gas, directly nearly the surface of these parts. The above relations and graphs are valid for an ideal gas in which collisions of molecules with each other and with a solid surface are absolutely elastic.
In the pseudogas of abrasive granules, during the collisions between the granules and the surface of the processed part, it is necessary to take into account the losses of kinetic energy of the granules upon impact.
4 Interaction of surfaces of oscillating processed parts with granules of the working medium
Let us consider the interaction of the separate abrasive granule with the movable surface of the processed parts. Unlike gas molecules, the impact of the abrasive granule on the surface of the parts is not absolutely elastic. A portion of the energy of the movement of the abrasive is spent on the surface deformation and the removal of metal. The magnitude of the kinetic energy losses can be estimated by the coefficient of recovery upon impact, which is equal to the ratio of the velocity moduli of the incident parts after the impact and before the impact [30,31,32,33,34]. The expression for the recovery coefficient β [35] can be written in the form:
From relation (23), we determine the loss of kinetic energy ΔE/E:
where f is the coefficient of dry friction.
The temperature of an ideal gas is related to the average velocity and to kinetic energy of its molecules by relation (2). Thus, the decrease in the kinetic energy of the pseudogas from the abrasive granules as a result of the collision with the surfaces of the processed parts can be considered as cooling the gas. This leads to a change in pressure and density according to the Mendeleev-Clapeyron Eq. (20) [28]. It thus follows that the relations (19), (21), and (22) must be changed to take into account the energy losses of the abrasive granule when colliding with the parts being processed.
5 Characterization of the Hugoniot adiabat for a pseudogas from the granules of the working medium
As indicated above, inelastic collisions of abrasive granules with the surfaces of the processed parts lead to extinction of the force pulse when these granules recoil. To estimate the change in the thermodynamic parameters of the pseudogas, it is necessary to take into account the decrease in its internal energy. So, we introduce in Eq. (16) a correction factor that takes into account “cooling.” And then, taking into account expressions (23) and (24), we can write:
where Tg1 and Tg2 are the temperatures before and after the shock wave in the pseudogas from the abrasive granules, and α is the magnitude inverse to the recovery factor β.
For an absolutely elastic impact of a gas molecule with a solid surface, the recovery coefficient α will be unity and Eq. (25) will coincide with expression (16). The transformation of equality (25) gives the following relation:
The equations of continuity (10) and conservation of momentum (14) will not change. On the basis of these relations, as well as expression (26), we can write the shock adiabatic equation with the correction for the decrease in the internal energy of the pseudogas from the abrasive granules in the following form:
As in the case with the expression (25) for an elastic impact of a gas molecule with a solid surface, the recovery coefficient α will be unity and Eq. (27) becomes the Hugoniot formula.
The relations (21) and (22), which connect the pressure and temperature after the shock wave and before it, also change. Using the equations of continuity and conservation of momentum, which do not undergo changes in our case, we can write the following relation [29]:
Expressing the ratio of densities through the pressure ratio from Eq. (27), we obtain an expression similar to relationship (21) for an ideal gas, but taking into account the losses of kinetic energy of the abrasive granule upon the impact with the surface of the part:
Analogous to expression (29), we obtain an expression for the ratio of the densities before and after the shock wave, taking into account the losses to inelastic collisions:
Using the Mendeleev-Clapeyron Eq. (20), we can, for our case, express the ratio of the temperatures after the shock wave and before it through the ratio of pressures and densities:
An explicit expression for the ratio of temperatures as a function of the Mach number is not given here due to its cumbersomeness.
Under the condition α = 1, that is, for absolutely elastic collision of gas molecules with the surface of the part, expressions (29)–(31) are transformed into relations (19), (21), and (22).
It was previously indicated that the coefficient α = 1/β. This depends on the coefficient of dry friction. Inelastic collision of the granule with the part results in loss of kinetic energy. This can be interpreted as “cooling” of the pseudogas in the region of compression between the surface of the processed part and the shock wave. However, due to the fact that “cooling” does not occur in the entire volume, but only on the surface of the part, and also because the pseudogas is flowing from the compression zone, the decrease in the kinetic energy of the granules in the compression region is much less than the value determined by the relationship (23). Determining the size of the compression area, taking into account the variety of shapes of the processed parts, is a separate complex task and is not intended to be the purpose of this work. The value of the coefficient α can be determined by comparing the results of calculations carried out according to the proposed model and the experimental data.
The results of calculating \( \frac{P{g}_2}{P{g}_1} \), \( \frac{\rho {g}_2}{\rho g{}_1} \), \( \frac{T{g}_2}{T{g}_1} \), the ratio of the pressures, densities, and temperatures of the pseudogas after (index 2) and up to (index 1) of the shock wave in the inelastic collision of abrasive granules with the processed parts are shown graphically in Fig. 5. Similar relationships \( \frac{P_2}{P_1} \), \( \frac{\rho_2}{\rho {}_1} \), \( \frac{T_2}{T_1} \) for an ideal gas are also shown here. It can be seen from the graphs that the loss of energy in the case of the inelastic collision in the pseudogas from the abrasive granules does not change the qualitative picture of the dependences.

Dependences on the Mach number of the ratios of the pressures, densities, and temperatures of the pseudogas and ideal gas before and after the shock wave in an inelastic collision. aα = 1.03. bα = 1.066. сα = 1.1
The curves on the graphs correspond to the coefficient α = 1.03 (Fig. 5a), to the coefficient α = 1.066 (Fig. 5b), and to the coefficient α = 1.1 (Fig. 5c).
From the quantitative differences, it should be noted that the ratios of pressures and densities in the pseudogas at a distance from the parts (i.e., at infinity) are greater than unity at the parts motion velocity, equal to the speed of sound. Moreover, as the inelastic losses increase, the values of these relations increase. Such a behavior can be explained by the following factors. In a volume, which is “cooled” by inelastic collisions of the abrasive granules with the surfaces of parts, the speed of sound is less than in a pseudogas at a great distance from the surfaces of the parts (3). Consequently, the value of the Mach number, equal to one, is achieved in this region at lower speeds of the parts. The Mach number with respect to the pseudogas remote from the parts, which is the argument in the relationships (29)–(31), will be less than unity. In other words, the shock wave is formed in a “cooled” pseudogas and appears at velocities of the parts smaller than the speed of sound at a considerable distance from the parts. In this case, the relations of pressures, densities, and temperatures become equal to unity at smaller values of the Mach numbers (Fig. 6).

The ratios \( \frac{P{g}_2}{P{g}_1} \), \( \frac{\rho {g}_2}{\rho g{}_1} \), and \( \frac{T{g}_2}{T{g}_1} \) for Mach numbers in the pseudogas from the abrasive granules at a considerable distance from the processed part surface, α = 1.06
It should be noted that this kind of behavior of the pseudogas using a certain averaged over the volume compressed layer between the shock wave and the surface of the processed part is approximate for the coefficients α. Therefore, the ratios of the pressures and densities in the pseudogas near the surface of the part to the pressure away from it \( \frac{P{g}_2}{P{g}_1} \), \( \frac{\rho {g}_2}{\rho g{}_1} \) begin to exceed unity at Mach number M ≥ 0.5 (Fig. 6).
In the case when the ratio of temperatures Tg2/Tg1 < 1 is observed throughout the range of Mach numbers, the pseudogas “cooled” occurs (Fig. 6). This behavior corresponds to an inelastic collision of the abrasive granules with the surface of the parts. These ratios of the pressures, densities, and temperatures do not contradict the Mendeleev-Clapeyron equation. The dependences corresponding to the relations (19), (21), and (22) with the Mach number M < 1 are not shown graphically.
6 The effect of the shock wave on the vibration processing
The formula for calculating the effect of the shock wave on the processing of the vibration is obtained in [12]. The formula relates the amount of metal removal during vibration processing with the frequency and amplitude of oscillations of the reservoir:
The formula is based on the fact that the removal of metal is directly proportional to the product of the concentration of the abrasive granules and the average speed of their chaotic motion. It is known from the kinetic theory of an ideal gas [28] that the concentration of gas molecules is directly proportional to the gas density, and the average velocity of chaotic motion of molecules is directly proportional to the square root of the gas temperature. From this, it follows that the removal of metal during vibration processing will increase along with the growth of the thermodynamic parameters of the pseudogas. If the speed of sound is exceeded by the processed parts in the pseudogas (1) and (2), it is necessary to introduce into formula (32) a correction directly proportional to the ratio \( \frac{\rho {a}_2}{\rho {a}_1}\kern0.33em \sqrt{\frac{T{a}_2}{T{a}_1}} \). In this way, the expression for metal removal during vibration processing according to multi-energy technology, when the working medium is affected not only by the oscillating reservoir, but also by the oscillating parts being processed, will have the following form:
where const includes all constants in the ratio (33), and F(A, ω) is the dependence on the amplitude and circular frequency of the reservoir.
The obtained dependences of the correction factor \( K=\frac{\rho {a}_2}{\rho {a}_1}\kern0.33em \sqrt{\frac{T{a}_2}{T{a}_1}} \) on the Mach number, equal to the ratio of the speed of movement of the processed part to the speed of sound in the pseudogas of the abrasive granules, are graphically represented for various coefficients α (Fig. 7).

Dependence of the correction coefficient K on the Mach number: K1—α = 1.0; K2—α = 1.03; K3—α = 1.06; K4—α = 1.1
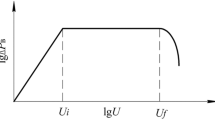
The curves of metal removal calculated with the above formulas are obtained for vibration processing of the part as a function of the oscillation amplitude of the reservoir (Fig. 8). The curve denoted by the letter Q is constructed without taking into account the appearance of the shock wave in the pseudogas of the abrasive granules. The curves Q1, Q2, Q3, and Q4 are constructed taking into account the appearance of a compressed layer on the processed part surface for different coefficients α: α1 = 1.0; α2 = 1.03; α3 = 1.06; α4 = 1.1.

Dependences of metal removal on the oscillation amplitude of the reservoir at a vibration frequency of 30 Hz with (Q1, Q2, Q3, Q4) and without (Q) taking into account the appearance of a shock wave in the pseudogas of the abrasive granules
According to the formulas given above, the metal removal curves for the vibration processing of the part are calculated as a function of the oscillation frequency of the reservoir (Fig. 9). The curve denoted by the letter Q is constructed without taking into account the appearance of a shock wave in the pseudogas of the abrasive granules. Curves Q1, Q2, Q3, and Q4 are constructed taking into account the appearance of the compressed layer on the surface of parts for different coefficients α: α1 = 1.0; α2 = 1.03; α3 = 1.06; α4 = 1.1.

Dependences of metal removal on the oscillation frequency of the reservoir at a vibration amplitude of 2.5 mm with (Q1, Q2, Q3, Q4) and without (Q) taking into account the appearance of a shock wave in the pseudogas of the abrasive granules
7 Establishing the adequacy of theoretical and experimental studies
The experiments of vibration processing according to multi-energy technologies were carried out on the base brass parts of hydro-pneumatic systems. The parts were processed fixed in the attachment, making an autonomous movement independent of the reservoir. In this case, the following regularity was found. In the case of exceeding the oscillation amplitude of the processed parts, oscillating like the reservoir with an amplitude of 2.5 mm and a frequency of 34 Hz, a noticeable increase in the removal of metal is recorded. As a result, the curve of the dependence of the metal removal bends (Fig. 10). The bend in the curve cannot be explained by the error of the experiment. The experimental error is shown by crosses.

Dependence of metal removal during vibration processing of brass parts on the amplitude of their autonomous movement: “+”—the magnitude of the experimental error
The experimental dependence of metal removal on the oscillation frequency of brass parts is also obtained. The parts perform an autonomous movement independent of the reservoir. The oscillation frequency of the reservoir is 43 Hz, and the amplitude of the oscillations of the reservoir is 2.5 mm (Fig. 11).

Dependence of metal removal during vibration processing of brass parts on the frequency of their autonomous movement: “+”—the magnitude of the experimental error
It is obvious that at a frequency of the oscillations of parts exceeding 43 Hz, the curve of the dependence of metal removal on frequency bends, as in the previous case. This behavior of both curves corresponds to a significant change in the mechanism of metal removal when the parameters of the autonomous part movement vary independently of the reservoir. The explanation of this phenomenon, perhaps, lies in that the abrasive granules concentrate near the processed surfaces of the oscillating parts. This occurs due to the impossibility of transferring the force pulse to the working medium layers remote from the parts, since the speed of the parts exceeds the velocity of propagation of the force pulse in the pseudogas from the abrasive granules. Under these conditions, the speed of chaotic motion of the working medium granules and their concentration near the treated surfaces increases sharply. It leads to an intensification of the processing of the parts.
The comparison of the experimental dependences (Figs. 8 and 9) with the calculated ones (Figs. 10 and 11) indicates the validity of the hypothesis that shock waves may appear in the pseudogas from abrasive granules of the vibrating working medium, in spite of the fact that the identity of the behavior of the curves (Figs. 8, 9, 10, and 11) has a qualitative rather than a quantitative nature. Therefore, when using multi-energy exposure in the process of vibroprocessing, it is necessary to take into account the effects of a sharp increase in the concentration of abrasive granules in the areas adjacent to the surface of the workpiece, while increasing the speed of their movement.
8 Conclusion
In this paper, the finishing of metal parts with abrasive granules is investigated and the effect of the shock wave of the oscillating working medium is analyzed. When vibration treatment takes place with the use of multi-energy technology, the parts move autonomously under the influence of additional energy action. At the same time, an effect similar to a shock wave can occur in the oscillating working medium. The effect is that the granules of the medium concentrate near the surface of the oscillating processed parts. The latter is due to the impossibility of transferring the force pulse to the layers of the working medium being removed; the speeds of the parts exceed the propagation velocity of the force pulse, deep into the working medium. When studying vibration processing, an analogy of relations of the thermodynamic parameters of the pseudogas before and after the shock wave is conducted. These relations are described by the Hugoniot adiabat.
One of the main differences between the behaviors of pseudogas and abrasive granules is that the collisions between the abrasive granules and the surface of the parts are inelastic in nature. When the abrasive granules collide, a loss of force pulse occurs. These losses are forced and negatively affect the process of vibration treatment. Furthermore, the collisions of granules with the surface of the processed parts cause the removal of metal, forming a practical result of vibration processing.
In this paper, it was assumed that parts to be processed were installed in a special attachment and moved autonomously from motion in the reservoir. Modeling of the compressed layer of the oscillating working medium near the surfaces of the parts was performed taking into account the losses of the force pulse of the granules during their collisions with the parts. The introduction of the recovery coefficient into the equation of conservation of the total energy of the gas in combination with the Navier-Stokes equations and with the continuity equation made it possible to refine the expression for the Hugoniot adiabat with reference to the pseudogas from the abrasive granules. Additionally, the formulas relating the pressure in the pseudogas, its density, and its temperature before and after the shock wave are refined.
The obtained relationships made it possible to explain the experimentally established regularity of increased metal removal when the frequency and/or the amplitude of the autonomous oscillations of the parts were exceeded during vibration processing.
Further analysis and experimental studies of the appearance of an effect similar to a shock wave in the pseudogas from the abrasive granules will allow researchers and industry to intensify the process of vibration treatment of parts by using multi-energy technologies and to optimize:
the amplitude-frequency characteristics of the oscillations of the vibration machine’s reservoir and the oscillations of autonomously moving parts in relation to the achievement of the required technological result;
the amplitude-frequency characteristics of the autonomous motions of the processed parts and the movements of the vibration machine’s reservoir, depending on the spatial arrangement of the parts in the reservoir volume;
the amplitude-frequency characteristics of the autonomous motions of the processed parts and the movements of the vibration machine’s reservoir, depending on the shape and number of simultaneously processed parts.
References
Davidson DA (2005) Surface finishing reaches new heights: mass media finishing techniques can improve aircraft part performance and service life. Met Finish 103(3):25–28
LaRoux G (2006) Mass finishing handbook. Industrial Press Inc., New York, p 800
Schulze V, Gibmeier J, Kacaras A (2017) Qualification of the stream finishing process for surface modification. CIRP Ann Manuf Technol 66:523–526
Hashimoto F, DeBra D (1996) Modelling and optimization of vibratory finishing process. CIRP Ann Manuf Technol 45(1):303–306
Ciampini D, Papini M, Spelt JK (2007) Impact velocity measurement of media in a vibratory finisher. J Mater Process Technol 183:347–357
Uhlmann E, Dethlefs A, Eulitz A (2014) Investigation into a geometry-based model for surface roughness prediction in vibratory finishing processes. Int J Adv Manuf Technol 75:815–823
Barletta M, Rubino G, Valentini PP (2015) Experimental investigation and modeling of fluidized bed assisted drag finishing according to the theory of localization of plastic deformation and energy absorption. Int J Adv Manuf Technol 77:2165–2180
Kang YS, Hashimoto F, Johnson SP, Rhodes JP (2017) Discrete element modeling of 3D media motion in vibratory finishing process. CIRP Ann Manuf Technol 66(1):313–316
Jamal M (2015) Characterisation and evaluation of thermally treated recycled glass for mass finishing and superfinishing processes. Doctoral thesis. Liverpool John Moores University, UK, p 504
Mamalis AG, Grabchenko AI, Mitsyk AV, Fedorovich VA, Kundrak J (2014) Mathematical simulation of motion of working medium at finishing–grinding treatment in the oscillating reservoir. Int J Adv Manuf Technol 70:263–276
Mitsyk AV, Fedorovich VA (2014) Mathematical simulation of kinematics of vibrating boiling granular medium at treatment in the oscillating reservoir. Key Eng Mater 581:456–461
Mitsyk AV (2010) Determination of the theoretical dependence of metal removal on the main parameters of vibration processing. Vib Tech Technol 2(58):75–79 (in Russian)
Mamalis AG, Kundrak J, Mitsyk AV, Fedorovich VA (2015) Development of modular machine design and technologies of dynamic action for finishing-grinding treatment by an oscillating abrasive medium. J Mach Form Technol 7(1-2):1–10
Wang X, Yang S, Li W, Wang Y (2017) Kinematic characteristics of mass finishing process with the parallel spindle: velocity measurement and analysis of the media. Adv Mech Eng 9(10):1–12
Hashimoto F, Yamaguchi H, Krajnik P, Wegener K, Chaudhari R, Hoffmeister H-W, Kuster F (2016) Abrasive fine-finishing technology. CIRP Ann Manuf Technol 65:597–620
Mediratta R, Ahluwalia K, Yeo SH (2016) State-of-the-art on vibratory finishing in the aviation industry: an industrial and academic perspective. Int J Adv Manuf Technol 85:415–429
Sangid MD, Stori JA, Ferriera PM (2011) Process characterization of vibrostrengthening and application to fatigue enhancement of aluminum aerospace components—part I: experimental study of process parameters. Int J Adv Manuf Technol 53:545–560
Sangid MD, Stori JA, Ferriera PM (2011) Process characterization of vibrostrengthening and application to fatigue enhancement of aluminum aerospace components—part II: process visualization and modeling. Int J Adv Manuf Technol 53:561–575
Hashimoto F, Johnson SP, Chaudhari RG (2016) Modeling of material removal mechanism in vibratory finishing process. CIRP Ann Manuf Technol 65:325–328
Lachenmaier M, Brocker R, Trauth D, Klocke F (2018) Analysis of the relative velocity and its influence on the process results in unguided vibratory finishing. J Manuf Sci Eng 140(3):1–9
Pandiyan V, Castagne S, Subbiah S (2016) High frequency and amplitude effects in vibratory media finishing. Procedia Manuf 5:546–557
Domblesky J, Evans R, Cariapa V (2004) Material removal model for vibratory finishing. Int J Prod Res 42(5):1029–1041
Tian YB, Zhong ZW, Tan SJ (2016) Kinematic analysis and experimental investigation on vibratory finishing. Int J Adv Manuf Technol 86:3113–3121
Wang S, Timsit RS, Spelt JK (2000) Experimental investigation of vibratory finishing of aluminum. Wear 243:147–156
Hashimoto F, Johnson SP (2015) Modeling of vibratory finishing machines. CIRP Ann Manuf Technol 64:345–348
Uhlmann E, Dethlefs A, Eulitz A (2014) Investigation of material removal and surface topography formation in vibratory finishing. Procedia CIRP 14:25–30
Mіtsyk A, Fedorovich V (2018) The implementation of real gas theory for the description of the removal process at vibration processing. VII International Scientific and Technical Conference «Progressive Technologies in Machine- building». February 5 – 10. Lviv, Ukraine. pp. 62 – 63. (in Ukrainian).
Yavorsky BM, Detlaf AA, Lebedev AK (2006) Reference book on physics, the 8th edn ONIKS. World and education, Moscow, p 1054 (in Russian)
Abramovich GN (1991) Applied gas dynamics. In 2 parts. Manual: for technical institutes, 5th edn. Nauka Publ, Moscow, p 600 (in Russian)
Goldsmith V (1965) Shock. Theory and physical properties of colliding bodies. Gosstroyizdat, Moscow, p 448 (in Russian)
YaG P (1974) Introduction to the theory of mechanical shock. Nauka Publ., Moscow, p 224 (in Russian)
Ivanov AP (1997) Dynamics of systems with the mechanical collisions. Intern. Program of education, Moscow, p 336 (in Russian)
Herts H Über die Berührung Fester Elastischer Körper. Journal für die reine und angewandte Mathematik, 1882. B. 92. S. 156–171
Hertz H (1959) Principles of mechanics, set out in a new connection. Academy of Sciences USSR Publ, Moscow, p 387
Borovin GK, Lapshin VV, Yurin EA (2014) Nonlinear model of collinear collision taking into account dry friction, Keldysh Institute preprints. Keldysh Institute of Applied Mathematics RAS, Moscow, Russia. No 46, pp. 1 – 14. (in Russian).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Kundrák, J., Morgan, M., Mitsyk, А. et al. The effect of the shock wave of the oscillating working medium in a vibrating machine’s reservoir during a multi-energy finishing-grinding vibration processing. Int J Adv Manuf Technol 106, 4339–4353 (2020). https://doi.org/10.1007/s00170-019-04844-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-019-04844-2