
Abstract
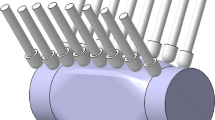
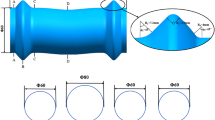
To solve the problems involving in the closed die hydro-pressing process, such as flash and difficulty in taking the part out of the die cavity, an open die hydro-pressing process was proposed. The cross-sectional dimensional accuracy and the corner deformation were experimentally researched. Then, an analysis was employed to reveal the reason for uneven deformation of the section corners, and an effective solution was adopted. The reason is that an obvious difference exists in the bending moment between the four corners due to the existence of the friction. The values of the bending moment and circumferential force decrease gradually along the direction opposite to the movement direction. As a result, the uneven deformation between cross corners appears. A double-pass pressing process was put forward to counter-balance the effects of the friction by converting the direction of the friction force. It is demonstrated by the experiment that the rectangular cross section with high dimensional accuracy can be directly formed from a circular tube blank using the open die hydro-pressing process.













Similar content being viewed by others

References
Zhang WW, Han C, Yuan SJ (2016) Optimization of pre-form shapes by response surface methodology for hydro-forming of 780 MPa torsion beam. Int J Adv Manuf Technol 85:1227–1237
Han C, Feng H, Yuan SJ (2017) Springback and compensation of bending for hydroforming of advanced high-strength steel welded tubes. Int J Adv Manuf Technol 89:3619–3629
Dohmann F, Hartl C (1997) Tube hydroforming-research and practical application. J Mater Process Technol 71(1):174–186
Feng H, Han C (2018) Study on wrinkling behavior in hydroforming of large diameter thin-walled tube through local constraints. Int J Adv Manuf Technol 99:1329–1340
Cui XL, Wang XS, Yuan SJ (2019) Effects of mechanical property parameters on wrinkling behavior of thin-walled tubes in hydroforming process. Int J Adv Manuf Technol 100:729–740
Ahmetoglu M, Sutter K, Li XJ, Altan T (2000) Tube hydroforming: current research, applications and need for training. J Mater Process Technol 98(2):224–231
Kridli GT, Bao L, Mallick PK, Tian Y (2003) Investigation of thickness variation and corner filling in tube hydroforming. J Mater Process Technol 133:287–296
Yang C, Ngaile G (2008) Analytical model for planar tube hydroforming: prediction of formed shape, corner fill, wall thinning, and forming pressure. Int J Mech Sci 50:1263–1279
Morphy G (1998) Pressure-sequence and high-pressure hydro-forming. Tube Pipe J 2(1):128–135
Hwang YM, Altan T (2002) FE simulations of the crushing of circular tubes into triangular cross sections. J Mater Process Technol 125:833–838
Li SH, Xu XH, Zhang WG, Lin ZQ (2009) Study on the crushing and hydroforming processes of tubes in a trapezoid-sectional die. Int J Adv Manuf Technol 43:67–77
Yuan SJ, Han C, Wang XS (2006) Hydroforming of automotive structural components with rectangular-sections. Int J Mach Tools Manuf 46(11):1201–1206
Liu G, Yuan SJ, Teng BG (2006) Analysis of thinning at the transition corner in tube hydroforming. J Mater Process Technol 177:688–691
Song P, Wang XS, Yuan SJ (2009) Influence of axial feeding on hydroforming of aluminum alloy tubular part with rectangular section. J Wuhan Univ Technol Mater Sci Ed 24(Suppl):190–194
Nikhare C, Weiss M, Hodgson PD (2009) FEA comparison of high and low pressure tube hydroforming of TRIP steel. Comput Mater Sci 47:146–152
Nikhare C, Weiss M, Hodgson PD (2017) Buckling in low pressure tube hydroforming. J Manuf Process 28:1–10
Nikhare C, Weiss M, Hodgson PD (2010) Die closing force in low pressure tube hydroforming. J Mater Process Technol 210:2238–2244
Xie WC, Han C, Chu GN, Yuan SJ (2015) Research on hydro-pressing process of closed section tubular parts. Int J Adv Manuf Technol 80(5–8):1149–1157
Chu GN, Lin CY, Li W, Lin YL (2018) Effect of internal pressure on springback during low pressure tube hydroforming. Int J Mater Form 11:855–866
Hashemi SJ, Rahmani F (2018) Investigation of the geometry of rectangular cross section aluminum parts in low pressure tube hydroforming process. Trans Indian Inst Metals 71(6):1445–1453
Hwang YM, Altan T (2003) Finite element analysis of tube hydroforming processes in a rectangular die. Finite Elem Anal Des 39(11):1071–1082
Liu J, Liu X, Yang L (2016) Investigation of tube hydroforming along with stamping of thin-walled tubes in square cross section dies. Proc Inst Mech Eng B J Eng Manuf 230(1):111–119
Funding
The authors would like to thank the financial support from the Program for Changjiang Scholars and Innovative Research Team in University (No. IRT1229) and the National Natural Science Foundation of China (Grant No. 51775134).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Zhang, X., Chu, G., He, J. et al. Research on a hydro-pressing process of tubular parts in an open die. Int J Adv Manuf Technol 104, 2795–2803 (2019). https://doi.org/10.1007/s00170-019-03893-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-019-03893-x