
Abstract
The centrifugal disc finishing process is an abrasive technique of mass machining, and it is very effective but very frequently time consuming. In this paper, a simulation of the centrifugal disc finishing process was presented in order to estimate the kinetic energy distribution of the working medium and to find its regions that make the process more efficient. Numerical results were obtained using an explicit method in the Ansys/Ls-Dyna program. Due to the fact that the physical properties of numerous objects in free motion need to be calculated in a simulation process, the discrete element method (DEM) was used. Results from the numerical simulations indicate that the velocity and energy of particles is variable in an axial cross-section of working medium. The article presents particle velocity distributions in the working chamber for various rotational speeds of the rotor. The typical changes in velocity in the function of time are also discussed. Statistical important functions of the average kinetic energy of the working medium and accumulated energy by machining surface have been estimated in respect to the rotational speed and machining time with a high value of adjustment coefficients. This article constitutes the first stage of research, which is continued in order to experimentally verify the results in the real process, as presented in the companion paper (Part 2: Experimental analysis with the use of acoustic emission signal).
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
This paper and its companion [1] describe numerical and experimental methods aimed at determining the kinetic energy distribution of the working medium in the centrifugal disc finishing process.
Surface machining in centrifugal disc finishing, using a working medium in the form of abrasive particles, is an effective way of polishing the surfaces of objects with complex shapes and diverse dimensions made from a variety of materials. This process is not, however, fully optimized as the instantaneous value of the working energy of specific particles affecting these objects’ surfaces is variable [2, 3]. The value of this energy is dependent on the temporary location and orientation of objects in the working medium [4, 5] and it depends directly on the local velocity of the working medium. The energy distribution is diversified and variable in time. For this reason, the machining process is executed with limited effectiveness, which extends its execution time, while the technological product quality cannot achieve the maximum values quickly enough.
The values and distribution of the energy of the abrasive particle stream can be determined using simulation analyses [6], as well as measuring the working medium velocity [3, 7]. The knowledge of the location and size of regions with the greatest operational energy may constitute grounds for indicating them in order to place workpieces within them during machining. This can provide better machining effectiveness and technical quality of the surface machined. This is particularly important if it is possible to fix and direct an object by a clamping device [8]. Surf-Finisher from Rösler Oberflächentechnik GmbH (Germany) is an example of this type of device. More about the development of abrasive fine-finishing techniques can be found in the article written by Hashimoto et al. [9] and in the book by Shengqiang Yang and Wenhui Li [10].
1.1 Background and motivation
Machining surfaces in a centrifugal disc finishing machine is a highly effective method of polishing objects with complex shapes and/or made from a variety of materials, a process which, however, is time consuming.
The finishing process takes place mainly as a result of the particles affecting the machined surface, as a result of which both processes of micro-cutting with abrasive grains (located in the particles’ bond) and bond friction occur. The working medium, composed of abrasive particles and supporting substances, performs rotational motion generated by drivers placed on the rotating bottom of the working bowl (Fig. 1).

Distribution of abrasive particles during operational motion of EC6-WET centrifugal disc finishing machine (Alavon, Poland) with the rotor’s rotational speed set at n = 450 rpm
The photo in Fig. 1 shows a stream of working medium captured in motion. It can be clearly seen that as a result of the centrifugal force, the abrasive particles have lifted up.
The rotational motion of the bottom rotary disc of the working bowl causes loading of the working medium and workpieces with inertial forces [10]. As a result, these objects are directed towards the inner stationary sidewalls of the working bowl of the centrifugal disc finishing machine (Fig. 2).

Schematic diagram of the centrifugal disc finishing machine process. a Construction diagram and the impact of forces on an single object with mass m (abrasive particle or workpiece). b Displacement and velocity vectors (n, ω—rotbational speed and angle velocity; z—axis of rotation; F—centrifugal force; Fn—force component, normal to conic surface; Ft—force component, tangent to conic surface; A—the current position of the object with mass; m, γ—tilt angle of conic surface; ri—initial radius of rotation; p—lift vector, r—actual radius of rotation; vφ—instantaneous velocity vector of circular motion, vector due to friction; w—resultant velocity vector due to friction; vr—component of vp velocity in the direction of radius r; vz—component of speed vp in the direction of rotation axis)
The components of these forces, tangential to the rotating conical surface of the container, move the working particles centrifugally in a radial direction and then vertically up to the stationary upper part of the container. A considerable drop in the particles’ velocity occurs as a result of friction in relative motion, which causes them to drop towards the working bowl under the influence of the force of gravity.
If we consider the working medium as one rigid body rotating with a uniform angular velocity ω around a fixed axis, we can calculate the kinetic energy of rotation. Its value may be calculated by summing up the individual kinetic energies of all the particles which the medium is composed of. An individual particle of mass m1 located at distance r1 from the axis of rotation has kinetic energy given by m1(v1)2/2. The total kinetic energy of the working medium can be written as [11]:
Remembering that v = ω·r:
Using the basic rules of kinematics, we can establish that objects (abrasive particles and the workpiece) with mass m, located in the working medium on the cone-shaped surface of the working bowl are burdened with the tangential component Ft of the inertial force F, whose value is described with the following equation:
where ω = 2π·n—angular velocity of the cone-shaped part of the disc finishing machine, r—distance from the rotation axis, and γ—tilt angle of the cone-shaped part of the disc finishing machine.
After taking into consideration friction conditions on the surface and the gravity force, the terminal value of angular velocity ωmin can be determined which is necessary to generate the movement of the objects located in the working medium, in relation to the working bowl surface. It is described with the following equation:
where g0—standard acceleration due to gravity and μ—coefficient of friction on the cone-shaped surface of the working bowl of the disc finishing machine.
Upon ω > ωmin, the working medium leaves the rotating disc bottom and moves to the top stationary part of the working bowl of the disc finishing machine, where its linear velocity is decreased, and it moves towards the inside of the container under the influence of friction and gravity forces.
During the steady movement of the working medium in the barrel, the workpieces move together with the working medium and are machined evenly. It is, however, a long-term process as the instantaneous value of the impact energy affecting the surfaces of workpieces is variable. The value of this energy depends on the immediate location and orientation of the abrasive particles in the working medium. The energy distribution is diverse and variable in time [6, 12]. Machining results, such as decreasing the machined surface roughness, result from averaged energy interactions at specific time [10, 12]. In such cases, the maximum efficiency of the finishing process is not provided. The workpieces do not always find themselves in the region of the greatest energy of the working medium.
Despite our vast knowledge on the movement and distribution of the abrasive particles in the working chamber of the disc finishing machine, the main issue of this process is a lack of knowledge on the current distribution of abrasive particles’ energy in the working medium. The lack of such knowledge inspired the authors to conduct experimental and simulation tests in order to establish the region in which the machining energy is high enough to guarantee that locating the workpiece in this region will lead to shortening the processing time and, therefore, to increasing its effectiveness.
The tests conducted belong to a group of applied and industrial tests as they are undertaken in order to gain new knowledge and are oriented primarily at practical applications while their results can be used to implement considerable improvements in the existing centrifugal disc finishing process.
1.2 Literature review
The state-of-the-art in numerical modeling of the surface characterization of components in the mass finishing process is presented by Vijayaraghavan et al. [13]. Simulation studies on the effect of process parameters in the mass finishing process are described in six scientific papers, three of which focus on the discrete element method (DEM). In most cases, the output factor of these studies is bulk media velocity.
The two-dimensional discrete element model was developed by Naeini and Spelt [14] to model granular flow in different vibratory beds, with the results being compared with experimental measurements of bulk flow velocity and bed expansion. According to the analysis presented, the difference between the model predictions of the bulk flow velocity (and the average bulk density) and the measurements was less than 10%.
In addition, Hashemnia and Spelt developed a continuum model for a vibrationally fluidized granular flow produced by a tub vibratory finisher [15]. In this study, the DEM method was used to calibrate constitutive equations governing the continuum model. The flow velocities predicted with the Lagrangian and Eulerian analysis (using the ABAQUS 6.11 software package, Dassault Systèmes Corp., France) and the DEM method (with EDEM 2.5 software, DEM Solutions Inc., UK) were in good agreement (Fig. 3).

Bulk flow velocity distributions obtained from a discrete element model (average streamlines of particles moving in a counter-clockwise flow in the first layer of the 4-layer discrete element model during 1 s interval), b finite element continuum model of granular flows obtained from Lagrangian analysis (free triangular elements sized 2 cm; some arrows omitted for clarity) [15]. Note: original background was removed from the figures
In their work [16], Wenhui Li et al. present a theoretical and simulation analysis of abrasive particles in the centrifugal barrel finishing process, as a class of the standard mass finishing method. The authors analyzed the kinematics mechanism and the distribution characteristics of the abrasive particles in a drum (Fig. 4) in order to find the relationship between the transmission ratio and the motion status of the abrasive particles.

The instantaneous velocity distribution of abrasive particles in the drum [16]
In their study [6], Xiuhong Li et al. present a new type of polyurethane media composed of a mixture of a matrix (NDI polyester polyurethane rubber, a certain amount of stearic acid, silane coupling agent, dicumyl peroxide curing agent, and precipitated silica) and an abrasive (brown alumina). Based on the vertical centrifugal mass finishing process, the dynamic behavior of the media with different mass ratios and hardness was analyzed by the authors using the discrete element method. The results demonstrate that a number of polyurethane media with different velocities and energies has a Maxwell distribution (Fig. 5).

Distributions of polyurethane media with different velocities a for different mass ratio and b for different hardness [6]. Note: tick labels of x-axis were simplified compared to the original figures
Numerical simulations of the experimental device have been developed by Salvatore et al. in order to simulate the continuous flow of the abrasive around the work sample [17]. Numerical simulations were performed with the discrete element method in order to identify the local conditions of contact (pressures and velocities). The authors used LMGC90 software that employs the NSCD (Non-Smooth Contact Dynamics) method. It enables managing multi-contact, which is necessary since more than two bodies are in contact at the same time. In this analysis, all the bodies were defined as non-deformable and the interactions are managed by a model of a collision of hard spheres with pure friction or friction and restoring energy. The results of this research show that, in the front zone, the sliding speed is close to zero, while the pressure due to impacts is maximum. In the lateral zone, however, the pressure is almost zero and the sliding speed is maximum.
1.3 Numerical model using discrete element method
In the tests conducted, the distribution of energy in the working medium was determined using simulation analyses. The basic research problem and the aim of the simulation tests were to determine the total energy in a specific measurement location in a cross-sectional area of the medium in working motion. The tests made it possible to determine the relationship between the rotational speed and velocity of particles as well as the stream energy in different locations of the working medium.
The specific nature of the finishing process with abrasive particles determined the selection of the numeric method for simulation. Due to the fact that the physical properties of numerous objects in free motion need to be calculated in a simulation process, the discrete element method (DEM) was used. LS-DYNA package (Ansys, Inc., USA), supported with advanced pre- and post-processor (LS-PrePost software), intended for analyzing quickly variable phenomena, developed by the American company Livermore Software Technology Corporation (LSTC, Livermore Software Technology Corp., USA).
As the discrete element method is based on dividing the unity into a large number of small particles, it has the capability of naturally mapping and disintegrating a discontinuous object (including loose materials) into a single, coherent numeric scheme without any troublesome operations of remodeling the mesh (used in the finite element method).
Specific elements affect each other through contact models which describe mathematical relations concerning forces and moments, which then cause a state of static equilibrium (where no movement of particles occurs) or a simulated material flow (discrete element movement). Change to the state of the system over time is calculated with the numeric explicit method from Newton’s equations of motion. This method makes it possible to simulate non-linear interactions between numerous elements without excessive demands on the computer memory and without any necessity to use iterative calculations.
The dynamic behavior of elements in the simulation software is represented numerically by the time step algorithm that assumes the constancy of accelerations and velocities in a specific calculation step. The method also assumes that for a time step that is small enough, a specific structure distortion will not propagate further than between the directly adjacent finite elements. In order to satisfy this condition in the simulation experiments, a time step of δt = 3.35·10−5 s was selected.
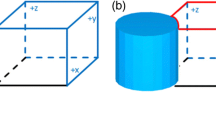
The simulation tests were started by defining the working geometry of the disc finishing machine and by placing abrasive particles in its space, namely at the bottom of the chamber. The discrete model of the centrifugal disc finishing process is presented in Fig. 6.

Discrete model of the centrifugal disc finishing process using DEM elements
The initial velocity of the abrasive particles, before initiating the rotational motion of the rotor, was v = 0 mm/s. The abrasive particles’ geometry was modeled as spherical elements with a radius of re = 3.74 mm in order to simplify matters because of the software’s capabilities (the DEM, unlike the analysis of continuous centers with the finite element method, makes it possible to apply disc geometry in a 2D model and a sphere in a 3D model). Owing to this, both object types (real in the form of a regular tetrahedron and the spherical model) had identical capacity.
As the wear of the abrasive particles was not taken into consideration in the simulation analyses, the objects were defined as rigid bodies that are not subject to deformation under the influence of the forces applied. All of their basic physical properties are, however, defined, such as density (identical to that of the actual medium, ρ = 1.6 g/cm3), Young’s module (E = 3430 MPa), and the Poisson ratio (υ = 0.15).
All the centrifugal disc finishing machine parts were digitized with elements of Shell type, 1 mm thick. Shell type elements are perfect for modeling thin objects, e.g., sheets, foils, or rigid bodies’ surfaces that participate in the simulation. The main advantage of their application is their high speed of calculation, while a disadvantage is failing to take into consideration the stress tangential to the finite element’s surface. In the case of the application of a rigid material, the flaw is negligible.
The rotor acceleration time to the nominal speed is t0 = 1.5 s, while the total simulation time is t = 5 s. The total simulation time was divided into numerous time frames and a calculation was made for a single time frame on each object. These calculations included, in particular: finding specific collisions for each object; calculating the physical properties of each object; calculating the objects’ dislocation on the basis of the objects’ physical properties; the force of contact between the objects; attenuation; and the force of gravity affecting the object. The coefficients of static friction μs between specific objects adopted in the simulation tests are presented in Table 1. Values of the friction coefficient are highly dependent on the type of surface, contamination, and other factors, which is why all coefficient values were determined experimentally, taking into consideration the stalling angle Θc and the following equation [18]:
In reference to the terminology used in relation to the DEM, the rest of this article refers to the mass of the working medium, composed of abrasive particles, as the stream of particles, or simply particles.
2 Results and discussion
In order to determine the distribution of particles in the rotating working bowl of a disc finishing machine, a three-dimensional model of the chamber was built and the working medium was placed within it. Taking advantage of the possibility to examine the dynamics of the elements using the DEM, the distribution of the velocity of each single particle was measured, as depicted in Fig. 7.

Distribution of the location and velocity of all particles in the working chamber (left column) and typical changes in the velocity of a randomly selected element in time function for various rotational speeds of the rotor: a–bn = 150 rpm, c–dn = 300 rpm, e–fn = 450 rpm
As a result of the operation of the centrifugal force (generated by the rotor’s rotational motion), the stream of particles moves away from the chamber center and, at the same time, the rotation axis. Depending on the rotor’s rotational speed, the force causes a smaller (Fig. 7a) or greater (Fig. 7c, e) dislocation of the free particles towards the chamber walls. The total size of the working chamber, as well as the angling of its inner walls, makes the particles move not only in the horizontal plane from the axis of rotation to the outside, but also in the vertical plane.
The relative dislocation is greater the higher the rotor’s rotational speed is and, therefore, the angular velocity (ω) which generates a proportionally greater centrifugal force. At the rotational speed of n = 150 rpm, the maximum velocity of particles in a circular motion of vmax = 1644.25 mm/s was noted (Fig. 7b). The constant velocity results from the movement of particles on a fixed trajectory and distance from the axis of rotation, after the work stream’s motion has been stabilized (Fig. 8a), which is the result of the balance between the centrifugal force, that affects to particles, and their weight.

Comparison of particle trajectories obtained with the simulation model for 150 rpm (a) and 450 rpm (b) rotational speed or rotary disc (Time 5 s)
At a rotational speed twice as high (n = 300 rpm), the maximum particle velocity increased linearly to the value of 3193.45 mm/s (Fig. 7d), while at n = 450 rpm, the maximum velocity was 4790.19 mm/s (Fig. 7f). An example of a particle trajectory for rotational speed n = 450 rpm is shown in Fig. 8b. Oscillation of particle velocities for both speeds n = 300 rpm and n = 450 rpm results from their variable horizontal position. Particles reach the maximum velocity in the outer region of the rotor. After that, their velocity drops significantly after reaching the maximum height, e.g., for t = 3.25 s or t = 4.5 s in Fig. 7f.
The maximum velocity is achieved in the stream by a low number of particles that find themselves on the outside of the stream (they are the most distant from the axis of rotation) and are not mixed up the stream too much. These particles are marked red in Figs. 7 and 9.

View of distribution of free particles’ velocity in the work stream for two extreme rotational speeds of the rotor: n = 150 rpm (a) and n = 450 rpm (b)
It can be concluded from the analysis of the movement of all particles in the stream that each of them acts in a similar manner: as a result of the driving impact of the rotor and other free elements, it obtains greater and greater linear velocity (and kinetic energy), it moves inside the stream, changing its location as a result of colliding with other particles and rubbing against their surfaces, and it gradually moves up the stream. The maximum free particle lift height (hmax) is shaped by numerous factors, where the main factor is the output velocity caused by the chamber rotor and by its individual history of interactions with other elements.
As a result of the operation of the centrifugal force and the energy obtained from collisions with other particles, each of the particles obtains its maximum velocity that it maintains for a specific time (this is a statistically frequently observable case, at the lowest of the analyzed rotational speeds of the rotor, Fig. 7b) or loses by moving down on the inside of the stream (the particle drops towards the bottom of the chamber and the acquired potential energy is transformed into kinetic energy). The particle is re-accelerated to high velocity and its movement cycle is repeated (Fig. 7d, f).
When analyzing the dynamics of the particles altogether, as the stream movement inside the working chamber of the centrifugal disc finishing machine, it was noted that the stream is a relatively static object. It has its relatively constant shape and internal velocity distribution (Fig. 7a, c, e).
What can be determined on the basis of the information collected (the particles’ velocity and mass are known), which constitute the results of the computer program’s calculations, is the current, mean, or maximum value of the working medium’s kinetic energy (Ek) at any point, to each particle specifically (Eq. 1).
The results of the calculations of the maximum kinetic energy that can be obtained by the particles in the mill chamber at different rotational speeds of the rotor are presented in Table 2.
The estimated value of the particles’ kinetic energy falls into the square of the change of the obtained velocity and in respect to rotational speed, it can be described with the following power relation formula:
with an adjustment coefficient close to one (adj. R square 0.9997).
This means that as the rotor’s rotational speed increases, the stream’s energy grows. This proves that the time of machining, the elements are shortened when using higher rotational speeds.
What is important is the fact, based on the simulation tests analysis, that the statement above is not true for a randomly selected stream area. Only selected locations in the stream are characterized by an energy increase with an increase in the rotational speed. The results point to two important issues:
-
The machining process, with a specific rotational speed of the rotor, occurs in relatively static conditions, which makes it possible to choose a location within the stream with the statistically most advantageous (optimum) machining parameters.
-
To make the machining more effective, the sample should be placed in a stationary manner in relation to the stream in an arbitrarily selected location.
The distribution of the effective stresses and a diagram of internal energy accumulation on the surface of the object located in a fixed location in the particle stream is presented in Fig. 10. We may look at the increase in internal energy ΔU over the crash event to find energy absorbed by the workpiece (Fig. 10c). Values of accumulated energy grow as the rotor’s rotational speed increases. At a velocity of n = 150 rpm, ΔU obtains the level of 0.015 mJ, while at a velocity of n = 450 rpm this is nearly 10 times more: 0.115 mJ. A comparison of the energy and stress measurement results is presented in Table 3.

Sample results of analysis of impact of the particle stream onto workpiece surface. a Instantaneous distribution of particles and their velocities and map of the layout of effective stress on the workpiece surface (for constant rotational speed, n = 300 rpm, at a single point of time, t = 4.8 s). b Vibrations (dislocations) of the central finite element on the workpiece surface in time function (for n = 300 rpm). c Accumulation of internal energy on the workpiece surface in time function (also for n = 300 rpm). d Visualization of statistic model (Eq. 7)—non-linear surface fitted to cumulated internal energy experimental data
Changes in the accumulated energy can be described statistically with the following power function:
with adj. R square value equal to 0.983 and F value = 223,050, where t variable means the time of machining in seconds and n is rotor’s rotational speed in rpm. This relation is also presented in Fig. 10d.
Interaction of the particles with the material surface causes transmission of energy to the element which, having flexible properties, is an effective source of elastic waves that can be measured (Fig. 10b). The dislocations of specific finite elements, interpreted as their vibrations in the actual process, constitute the source of impulses of damped elastic waves. These waves, in the form of Rayleigh surface waves, can successfully be recorded by acoustic emission sensors, which were used in the next part of the presented tests.
3 Conclusions and summary
A numerical model of a centrifugal disc finishing process, focusing on determining the kinetic energy distribution in a working medium, has been derived in this paper.
The numerical research conducted proved that the interaction energy of the working medium, in a centrifugal disc finishing machining process, is variable in its axial cross section. The values and distribution of the velocity of particles and whole medium can be established by means of the discrete element method.
The main results may be summarized as follows:
-
1.
The geometry of the particle stream and instantaneous energy distribution in the axial cross section of the stream can be determined on the basis of a computer simulation of the process with the DEM in reference to the accepted material and technological parameters.
-
2.
The distribution of energy in a working medium, for a specified rotational speed, is spatially diversified. For this reason, the intensity of the particles’ impact on the workpiece is variable, depending on the instantaneous location of the workpiece inside the medium.
-
3.
The results of the DEM simulation confirm the relationship of the particles’ velocity, distribution, and their kinetic energy, depending on the rotational speed of the machine rotor.
The results of the simulation analysis give one grounds to estimate the location of the regions with the highest kinetic energy of the working medium in the space of the disc finishing machine working chamber.
In the companion paper [1], the experimental tests were developed to verify the results of simulation tests, to carry out experiments of the actual centrifugal disc finishing process using the AE signal and to compare the results of simulation and experimental tests.
Abbreviations
- E :
-
Young’s modulus of material, MPa
- E k :
-
Kinetic energy, J = W,·s = V·A·s, or mJ = W·ms
- F :
-
Force (fictitious force, called the centrifugal force in circular motion), N
- F value:
-
Value of the Fisher-Snedecor statistical test
- F n :
-
Normal component of force, N
- F t :
-
Tangential component of force, N
- g 0 :
-
Standard gravitational acceleration, 9.80665 m/s
- h max :
-
Maximum height of a free particle, mm
- m :
-
Mass, g or kg
- n :
-
Rotational speed (machine working speed), rpm (rev/min)
- r :
-
Distance from the axis of rotation, mm
- r e :
-
Radius of spherical elements, mm
- R square:
-
Value of the adjusted coefficient of determination
- t :
-
Time, s
- t 0 :
-
Time of accelerating the rotor to the nominal speed, s
- v :
-
Linear velocity, mm/s
- v max :
-
Maximum linear velocity, mm/s
- x :
-
Deflection (displacement) of the finite element’s vibrations, mm
- γ :
-
Tilt angle of the centrifugal disc finishing machine’s cone-shaped part
- δt:
-
Time step, s
- ΔU :
-
Cumulated internal energy, mJ
- Θ c :
-
Critical friction angle
- μ :
-
Coefficient of friction
- μ s :
-
Static friction coefficient
- ρ :
-
Density, kg/m3 or g/cm3
- σ eff :
-
Effective stress, MPa
- υ :
-
Poisson’s ratio
- ω :
-
angular velocity, rad/s
- ω min :
-
limit angular velocity, rad/s
References
Sutowski P, Plichta J, Kałduński P (2019) Determining kinetic energy distribution of the working medium in centrifugal disc finishing process — part 2: experimental analysis with the use of acoustic emission signal. https://doi.org/10.1007/s00170-019-03937-2.
Ciampini D, Papini M, Spelt JK (2008) Characterization of vibratory finishing using the Almen system. Wear 264:671–678. https://doi.org/10.1016/j.wear.2007.06.002
Ciampini D, Papini M, Spelt JK (2007) Impact velocity measurement of media in a vibratory finisher. J Mater Process Technol 183:347–357. https://doi.org/10.1016/j.jmatprotec.2006.10.024
Ahluwalia K, Mediratta R, and Yeo SH (2016) Experimental Investigation of Fixtured Vibratory Finishing. In: Proceedings of the World Congress on Engineering 2016 Vol II, WCE 2016, June 29 – July 1, 2016, London, pp 714–718. http://www.iaeng.org/publication/WCE2016/ WCE2016_pp714–718.pdf. Accessed 01 June 2018
Cariapa V, Park H, Kim J, Cheng C, Evaristo A (2008) Development of a metal removal using spherical ceramic media in a centrifugal disc mass finishing machine. Int J Adv Manuf Technol 39:92–106. https://doi.org/10.1007/s00170-007-1195-5
Li X, Li W, Yang S, Hao Z, Shi H (2018) Study on polyurethane media for mass finishing process: dynamic characteristics and performance. Int J Mech Sci 138–139:250–261. https://doi.org/10.1016/j.ijmecsci.2018.02.017
Mullany B, Shahinian H, Navare J, Azimi F, Fleischhauer E, Tkacik P, Keanini R (2017) The application of computational fluid dynamics to vibratory finishing process. CIRP Ann 66:309–312. https://doi.org/10.1016/j.cirp.2017.04.087
Uhlmanna E, Eulitza A, Dethlefsa A (2015) Discrete element modelling of drag finishing. Procedia CIRP 31:369–374. https://doi.org/10.1016/j.procir.2015.03.021
Hashimoto F, Yamaguchi H, Krajnik P, Wegener K, Chaudhari R, Hoffmeister H-W, Kuster F (2006) Abrasive fine-finishing technology. CIRP Ann 65:597–620. https://doi.org/10.1016/j.cirp.2016.06.003
Yang S, Li W (2018) Surface finishing theory and new technology. Springer Berlin Heidelberg, Berlin, Heidelberg
Semat H, Katz R (1958) Rotational motion (the dynamics of a rigid body). Physics. Rinehart & Company, Inc, New York, pp 198–224 http://digitalcommons.unl.edu/physicskatz/188/. Accessed 11 September 2018
Davidson DA (2001) Mass finishing processes. Met Finish 99:110–124. https://doi.org/10.1016/S0026-0576(01)85268-5
Vijayaraghavan V, Castagne S, Srivastava S, Qin CZ (2017) State-of-the-art in experimental and numerical modeling of surface characterization of components in mass finishing process. Int J Adv Manuf Technol 90:2885–2899. https://doi.org/10.1007/s00170-016-9595-z
Naeini SE, Spelt JK (2009) Two-dimensional discrete element modeling of a spherical steel media in a vibrating bed. Powder Technol 195:83–90. https://doi.org/10.1016/j.powtec.2009.05.016
Hashemnia K, Spelt JK (2015) Finite element continuum modeling of vibrationally-fluidized granular flows. Chem Eng Sci 129:91–105. https://doi.org/10.1016/j.ces.2015.02.025
Li W, Li Z, Li X, Yang S, Wu F (2017) Theoretical and simulation analysis of abrasive particles in centrifugal barrel finishing: kinematics mechanism and distribution characteristics. Powder Technol 318:518–527. https://doi.org/10.1016/j.powtec.2017.06.033
Salvatore F, Grange F, Kaminski R, Claudin C, Kermouche G, Rech J, Texier A (2017) Experimental and numerical study of media action during tribofinishing in the case of SLM titanium parts. Procedia CIRP 58:451–456. https://doi.org/10.1016/j.procir.2017.03.251
Serway RA, Jewett JW, Peroomian V (2014) Physics for scientists and engineers, 9th edn. Cengage Brooks/Cole, Boston
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflicts of interest.
Research involving human Participants and/or animals
For this type of study, the statement is not applicable.
Informed consent
For this type of study, the statement is not applicable.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Sutowski, P., Plichta, J. & Kałduński, P. Determining kinetic energy distribution of the working medium in a centrifugal disc finishing process—part 1: theoretical and numerical analysis with DEM method. Int J Adv Manuf Technol 104, 1345–1355 (2019). https://doi.org/10.1007/s00170-019-03872-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-019-03872-2