
Abstract
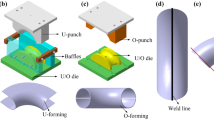
This paper presents a cold stamping process for single-welded elbows, which has advantages of no heating, no adjusting roundness and single weld. This process is particularly suitable for forming large diameter thin-walled deep-water pipeline elbows. The main procedure composes of blanking, machining groove, U-forming, O-forming, welding, and removing excess material. The initial blank is calculated inversely by Dynaform software, and then the finite element model of cold stamping process is developed to simulate the deformation process under different process parameters by ABAQUS software. The forming tools are designed and the experiments are carried out. Finally, the U-forming process and the O-forming process are analyzed and possible causes of the elbow wrinkling are studied. When the compression ratio is 0.75 % and the clearance between the U-punch and die is 1.05 times of blank thickness, the formed pipe elbow will be with good quality. The geometric parameters of formed elbows from FEM and the experiment are tested, the results show that the ovality is less than 0.6 %, the maximum thickening rate is less than 12 %, and the maximum thinning rate is less than 8 %. All of these verify the feasibility of the cold stamping process for forming the single-welded elbow.
Similar content being viewed by others

References
RodríGuez A, Mezzetti M, Fodor P, Colás R (2002) Forming of seamless pipe fittings. J Mater Process Tech 120(1):432–437. doi:10.1016/S0924-0136(01)01214-6
Salas-Zamarripa E, Guerrero-Mata MP, Colas R, Martinez J (2005) Finite element model simulation of hot forging of seamless elbow fittings. P I Mech Eng L-J Mat 219:85–90. doi:10.1243/146442005X10265
Lu XY, Zhou QT, Huang LL, Liu JM (2013) Numerical simulation and parameter optimization of hot pushing elbow pipe bending process. Appl Mech and Mater 432:92–97. doi:10.4028/www.scientific.net/AMM.432.92
Zhang WW, Jones M, Graham M (2005) Large diameter and thin wall laser tube bending. 24th International Congress on Applications of Lasers and Electro-Optics, ICALEO 2005-Congress Proceedings. 64–73.
Collie GJ, Higgins RJ, Black I (2010) Modelling and predicting the deformed geometry of thick-walled pipes subjected to induction bending. P I Mech Eng L-J Mat 224:177–189. doi:10.1243/14644207JMDA314
Collie GJ, Black I (2011) Experimental study of cooling during the temper-free induction bending of thick-walled super-duplex pipework to tight bend radii. P I Mech Eng B-J Eng 225:197–207. doi:10.1243/09544054JEM1877
Guo XZ, Jin K, Wang H, Pei WJ, Ma FY, Tao J (2015) Numerical simulations and experiments on fabricating bend pipes by push bending with local induction-heating process. Int J Adv Manuf Tech 1–7. doi: 10.1007/s00170-015-7898-0
Zhu YX, Liu YL, Yang H (2014) Effect of mandrel-cores on springback and sectional deformation of rectangular H96 tube NC bending. Int J Adv Manuf Tech 78(1–4):351–360. doi:10.1007/s00170-014-6657-y
Zhang HL, Liu YL, Yang H (2015) Deformation behaviors of double-ridged rectangular H96 tube in rotary draw bending under different mandrel types. Int J Adv Manuf Tech 1–12. doi: 10.1007/s00170-015-7468-5
Ancellotti S, Benedetti M, Fontanari V, Slaghenaufi S, Tassan M (2015) Rotary draw bending of rectangular tubes using a novel parallelepiped elastic mandrel. Int J Adv Manuf Tech 1–15. doi: 10.1007/s00170-015-8000-7
Daxin E, Li RT (2014) Influence of additional tensile force on the stress and deformation of numerically controlled tube bending. Int J Adv Manuf Tech 78(5–8):895–905. doi:10.1007/s00170-014-6675-9
Zhang RY, Zhao GY, Guo ZH, Quan YP (2015) Effects of material parameters on springback of 5052 aluminium alloy sections with hat profile in rotary draw bending. Int J Adv Manuf Tech 80:1067–1075. doi:10.1007/s00170-015-7056-8
Strano M (2005) Automatic tooling design for rotary draw bending of tubes. Int J Adv Manuf Tech 26:733–740. doi:10.1007/s00170-003-2055-6
Baudin S, Ray P, Mac Donald BJ, Hashmi MSJ (2004) Development of a novel method of tube bending using finite element simulation. J Mater Process Tech 153:128–133. doi:10.1016/j.jmatprotec.2004.04.205
Yuan SJ, Wang ZR, Wang H (1998) The integrally hydro-forming process of pipe elbows. Int J Pres Ves Pip 75:7–9. doi:10.1016/S0308-0161(97)00107-5
Xie WC, Teng BG, Yuan SJ (2015) Deformation analysis of hydro-bending of bi-layered metal tubes. Int J Adv Manuf Tech 79:211–219. doi:10.1007/s00170-015-6830-y
Wang HP (2012) The research of forming techniques for butt-welding elbow of large plate. Yanshan University, Dissertation
Collie GJ, Black I (2008) A comparison of cold forming, hot forging, and induction bending as methods of producing duplex stainless steel elbows for high-pressure pipework. P I Mech Eng B-J Eng 222:453–465. doi:10.1243/09544054JEM1004
Herynk MD, Kyriakides S, Onoufriou A, Yun HD (2007) Effects of the UOE/UOC pipe manufacturing processes on pipe collapse pressure. Int J Mech Sci 49(5):533–553. doi:10.1016/j.ijmecsci.2006.10.001
Ansi/Api Specification 5L Forty-foruth edition (2009), Specification for line pipe. Washington DC.
Ren Q, Zou T, Li D, Tang D, Peng Y (2015) Numerical study on the X80 UOE pipe forming process. J Mater Process Tech 215:264–277. doi:10.1016/j.jmatprotec.2014.08.013
Zhang S, Wang X, Song B, Zhao D (2014) Limit analysis based on GM criterion for defect-free pipe elbow under internal pressure. Int J Mech Sci 78:91–96. doi:10.1016/j.ijmecsci.2013.10.022
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Yu, G., Zhao, J., Wang, C. et al. Development of a cold stamping process for forming single-welded elbows. Int J Adv Manuf Technol 88, 1911–1921 (2017). https://doi.org/10.1007/s00170-016-8930-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-016-8930-8