
Abstract
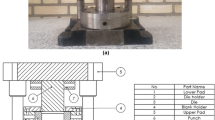
In the deep drawing process analyses, generally a single friction coefficient is taken into account for the flange and radius regions of the dies. In fact, friction coefficients between these regions and sheet metal are different from each other. Using of a single friction coefficient for different regions would lead to performing of unreal analyses. In this study, coefficient of friction which is one of the most important parameters affects the deep drawing process for flange and radius regions were determined experimentally. A new friction test apparatus which could determine the friction coefficients for both the flange and the radius regions with only a single experiment was designed and manufactured. Hence, the time and the cost have been reduced. After the tests, it was shown that the friction coefficients are considerably different from each other. By the help of the determined friction coefficients for flange and radius regions contacting to sheet metal, it is concluded that deep drawing analyses can yield more accurate results; thus, time, labor force, and money consumption because of trial-and-error process can be eliminated during die design and process analyses. For this purpose, case studies were experimentally and numerically conducted by using the obtained friction coefficients for flange and radius regions so as to validate the results. Moreover, effect of die radius, surface roughness of the tools, drawing speed, blank holder force, and lubrication type on dynamic coefficient friction between flange and radius regions of the tools and sheet metal were investigated by using ANOVA analysis method. According to the results, lubricant type was found to be an effective parameter for the flange and radius regions. On the other hand, the next effective parameter was surface roughness of the tools and the die radius for radius region, the blank holder force, and drawing speed have small effect for both flange and radius regions. The suitability of separately using of coefficients of friction for the flange and radius regions was verified to obtain closer results to the process.

ᅟ
Similar content being viewed by others

References
Schneider M, Friebe H, Galanulis K (2008) Validation and optimization of numerical simulations by optical measurements of tools and parts. International Deep Drawing Research Group IDDRG 2008 International Conference, Olofström, p 16, 16-18 June 2008
Andersson A (2004) Comparison of sheet-metal-forming simulation and try-out tools in the design of a forming tool. J Eng Des 15(6):551–561
Sofuoglu H, Gedikli H (2001) Determination of friction coefficient encountered in large deformation processes. Tribol Int 35:27–34
Kong Y, Sun Y, Wang X, Wagoner RH (1996) Development of a new friction test device in sheet forming. Advanced Technology of Plasticity vol. II, The Ohio State University, 835-838
Wang W, Wagoner RH (1993) A realistic friction test for sheet forming operations, SAE Technical Paper 930807.
Haar R (1996) Friction in sheet metal forming, the influence of (local) contact conditions and deformation, Doctoral Thesis, Universiteit Twente, Enschede Netherlands
Darendeliler H, Akkök M, Yücesoy CA (2002) Effect of variable friction coefficient on sheet metal drawing. Tribol Int 35:97–104
Padmanabhan R, Oliveira MC, Alves JL, Menezes LF (2007) Influence of process parameters on the deep drawing of stainless steel. Finite Elem Anal Des 43:1062–1067
Menezes PL, Kumar K, Kishore KSV (2009) Influence of friction during forming processes—a study using a numerical simulation technique. Int J Adv Manuf Technol 40:1067–1076
Leu DK (2011) Modeling of surface roughness effect on dry contact friction in metal forming. Int J Adv Manuf Technol 57:575–584
Hao S, Klamecki BE, Ramalingam S (1999) Friction measurement apparatus for sheet metal forming. Wear 224:1–7
Hosford WF, Caddell RM (2007) Metal forming: mechanics and metallurgy, 3rd edn. Cambridge University Press, New York
Gowtham K, Srikanth KVNS, Murty KLN (2012) Simulation of the effect of DIE radius on deep drawing process. Int J Appl Res Mech Eng (IJARME) 1(2):17–23
Klocke F, Trauth D, Shirobokov A, Mattfeld P (2015) FE-analysis and in situ visualization of pressure-, slip-rate-, and temperature-dependent coefficients of friction for advanced sheet metal forming: development of a novel coupled user subroutine for shell and continuum discretization. Int J Adv Manuf Technol. doi:10.1007/s00170-015-7184-1
Jeon J, Bramley AN (2007) A friction model for microforming. Int J Adv Manuf Technol 33:125–129
Wang C, Guo B, Shan D, Bai X (2013) Experimental research on micro-deep drawing processes of pure gold thin sheet using DLC-coated female die. Int J Adv Manuf Technol 67:2477–2487
Dannong H, Rui W, Xiaodan Z, Xingjun B, Yajun L, Jianhua Y, Wei Z, Jun L (2001) Study on the testing methods of friction coefficient in metal sheet deep drawing. Sci China 44:223–229
Marciniak Z, Hu SJ, Duncan JL (2002) Mechanics of sheet metal forming. Butterworth-Heinemann, London
Wang W, Wagoner RH, Wang XJ (1996) Measurement of friction under sheet forming conditions. Metall Mater Trans A 27A:3971–3981
Fratini L, Lo Casto S, Lo Valvo E (2006) A technical note on an experimental device to measure friction coefficient in sheet metal forming. J Mater Process Technol 172:16–21
Arap MM (2014) An experimental investigation on determination of coefficients of friction at the flange and the radius regions in deep drawing process, Master Thesis, University of Necmettin Erbakan, Konya, Turkey
Raghu NK (1985) Off-line quality control, parameter design and Taguchi method. J Qual Technol 17:176–188
Chi SC, Teng JY (2008) A fuzzy Q-analysis taguchi method for parameter design with multiple quality characteristics. Exp Tech 32:36–45
Karagiannis S, Stavropoulos P, Ziogas C, Kechagias J (2013) Prediction of surface roughness magnitude in computer numerical controlled end milling processes using neural networks, by considering a set of influence parameters: an aluminium alloy 5083 case study. Proc IMechE Part B: J Eng Manuf. doi:10.1177/0954405413498582
Author information
Authors and Affiliations
Corresponding author
Additional information
Highlights
1. The obtained coefficients of friction between the flange and the die radius regions are significantly different from each other.
2. The lubrication condition is the most effective parameter on the coefficient of friction for both the flange and the die radius regions.
3. The mean die surface roughness is the next effective factor on the coefficient of friction for both the flange and the die radius regions.
The separate use of coefficients of friction for the flange and radius regions gave closer results to the process.
Rights and permissions
About this article

Cite this article
Dilmec, M., Arap, M. Effect of geometrical and process parameters on coefficient of friction in deep drawing process at the flange and the radius regions. Int J Adv Manuf Technol 86, 747–759 (2016). https://doi.org/10.1007/s00170-015-8225-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-015-8225-5