
Abstract
This study investigated the effect of pine particle polyesterification with the mixture of sorbitol and citric acid (SCA) on the properties of particleboard bonded with the PF/pMDI hybrid resin. The use of SCA with a concentration of 35% contributed to improvement in the internal bond of the particleboards, their water resistance and dimensional stability. However, lowering the concentration to 25% resulted in a deterioration of the properties of produced materials. The effect of different loadings of pMDI in the PF/pMDI resin (0%, 5%, 15%, 25%) was also investigated and the outcomes showed a positive effect of the share of 15% and 25%. Furthermore, boards made of treated particles were characterized by slightly better flammable properties (lower mass loss, flashing point temperature and delayed ignition), and the visibility of the effect increased with the increase in the concentration of the impregnate. The results also indicate that the introduction of pMDI may also influence the ignition of the board.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
In construction, the twentieth century was the point at which wood was largely replaced by steel and concrete (Pramreiter et al. 2023). However, nowadays there has been a change and more attention is being focused on developing innovative materials based on natural resources. Wood is considered as a main example of renewable, sustainable and easily workable material and the development of wood-based composites allowed the elimination of some of its significant drawbacks such as anisotropy, the occurrence of natural defects or susceptibility to biotic and abiotic factors (Reh et al. 2022; Bekhta and Krystofiak 2023). In the case of structural applications, this type of composite includes, among others, plywood, oriented strand board (OSB), fibreboard and particleboard. However, their application in the construction sector is regulated by fire safety standards due to the risks associated with the ignitability of the unprotected composites and their ability to contribute to the spread of a fire (Thomas et al. 2021). Therefore, it is necessary to implement fire protection measures and in the case of wood-based materials, the impregnation of wood before gluing seems to be a particularly reasonable solution allowing for the protection throughout the entire cross-section, not only on the surface of the resultant materials (Grexa et al. 1999; Kawalerczyk et al. 2022).
The number of studies carried out so far on the production of wood-based materials from impregnated wood is very scarce compared to the number of studies on fire-resistant coatings. The vast majority of them concern the use of inorganic salt solutions (Popescu and Pfriem 2020). In the case of plywood and laminated veneer lumber (LVL) with increased fire resistance, the possibility of protecting veneers with, for example, mixture of ammonium phosphate, ammonium sulphate and ammonium bromide (Bryn et al. 2016), mixture of diammonium phosphate and ammonium sulphate, mixture of sodium dichromate, ferrous sulphate and ammonium chloride (Bekhta et al. 2016), mixture of potassium carbonate and urea (Kawalerczyk et al. 2019, 2023c), sodium silicate (Hautamäki et al. 2020), melamine solution and amino trimethylene phosphonic acid (Lu et al. 2022), guanidine phosphate (Yan et al. 2023), zinc chloride (Özçifçi and Okçu 2008), borax, boric acid (Kol et al. 2010), and mixture of diammonium phosphate, borax and boric acid (Ozcifci et al. 2007), was determined. In the case of impregnation of wood particles intended to produce particleboard, the number of scientific papers is even more limited. Investigations performed so far included such substances as: commercial fire retardant Burnblock® (Medved et al. 2019), borax, boric acid (Nagieb et al. 2011), ammonium phosphate, zinc borate (Mamatha et al. 2017), mixture of boric acid and disodium octaborate (Laufenberg et al. 1986), and diammonium phosphate (Du and Song 2014). However, despite a significant improvement in fire properties of both veneer-based materials and particleboards, the majority of studies also showed a significant reduction in the strength of manufactured materials. Due to the fact that reduction in mechanical properties was noted for composites bonded with the most common formaldehyde-based resins such as: urea–formaldehyde (UF) resin, phenol–formaldehyde (PF) resin and melamine-urea–formaldehyde (MUF) resin, which according to Antov et al. (2021) still dominate the market, the search for an adhesive suitable for gluing protected wood was started. Based on the outcomes of research on the production of particleboard from wood particles impregnated with the mixture of potassium carbonate and urea, it was found that PF/pMDI hybrid resins can be used for this purpose (Kawalerczyk et al. 2023a, 2023b). This is an interesting solution from the practical perspective, because the use of this type of binding agent usually allows to meet the requirements for materials used outdoors, which is crucial, for example, in construction (Dukarska et al. 2017).
According to Beck (2020), polyesterification of chemicals in wood as the chemical modification technique is gaining attention over the past decade. An interesting example of substances that can be used for this purpose are sorbitol and citric acid (SCA). It is a low priced, widely available, bio-based and non-toxic solution which can contribute to, for example, increase the density, improvement in wood’s dimensional stability, resistance against fungal decay, resistance against subterranean termites and resistance against marine environment (Kusnierek et al. 2024; Larnøy et al. 2018; Treu et al. 2020a, 2020b). Moreover, research performed by Mubarok et al. (2020) showed that SCA-modified beech wood was characterized by lower thermal decomposition temperature which, according to the authors, indicates the possible fire-retardant properties of SCA.
Therefore, considering the promising results in terms of using PF resin modified with polymeric 4,4’-methylene diphenyl diisocyanate (PF/pMDI) for fire retardant-treated wood, the many advantageous effects of polyesterification on the properties of wood and the fact that the effect of using SCA-modified wood on the properties of particleboard has not been studied so far, the aim of this research was to determine the properties of particleboard made of wood particles polyesterified with sorbitol and citric acid.
2 Materials and methods
2.1 Materials
Pine (Pinus sylvestris L.) wood particles were supplied by the local manufacturer of wood-based materials. Citric acid (> 99% pure) and D-sorbitol (> 98% pure) were purchased from Merck (Poznań, Poland). Phenol–formaldehyde adhesive, with a viscosity of 618 mPa·s, gel time at 130 °C of 249 s, solid content of 53%, pH of 10.5 was provided by Silekol (Kędzierzyn-Koźle, Poland). pMDI obtained from Bayer AG (Leverkusen, Germany) was characterized by the following features: a solid content of 100%, an NCO content of 32%, chlorine hydrolytic of 96 mg/kg and a viscosity of 220 mPa·s.
2.2 Polyesterification of wood particles
To determine the average dimensions of wood particles, the sieve analysis was performed. These particles were passed through the set of flat sieves with the following square mesh dimensions: 0.315, 1.0, 1.5, 2.0, 2.5, 4.0, 5.0 and 6.3 mm. The analysis showed that more than 80% of wood particles were representing fractions in the range between 1.5 and 2.5 mm. Before the treatment, they were dried at 100 °C to a moisture content (MC) of 2 ± 2%.
The mixture of sorbitol and citric acid for impregnation was prepared according to the method described by Beck (2020). The stock solution (pH of 2) was made by mixing citric acid and sorbitol in a 3:1 molar ratio and dissolving powders in a distilled water to reach the concentration of 56%. Then, the obtained solution was diluted with distilled water to the concentrations of 25% and 35% which were used for the treatment. Wood particles were placed in 45-L HDPE containers filled with the impregnating solution and soaked for 3 h. The use of vacuum impregnation was omitted due to the very small dimensions of the particles, which make the impregnation by soaking effective enough for this form of wood. After soaking, they were left to drain for 30 min and then cured for 18 h at 140 °C to complete the polyesterification (Larnøy et al. 2018). To determine the weight percentage gain (WPG), 40 pieces of wood particles were placed in the containers wrapped in a mesh that allowed the free flow of impregnating solution. WPG (%) was calculated based on the following Eq. 1:
where Mt is the oven-dry mass of treated particles and M0 is the oven-dry mass of untreated particles.
2.3 Particleboard manufacturing and testing
The list of variants of manufactured particleboards differing in the concentration of SCA and loading of pMDI is presented in Table 1.
To prepare the hybrid adhesive, the assumed amount of pMDI was added to PF resin and the obtained mixture was stirred manually until the proper homogenization was achieved. The gluing of wood particles was performed in slow-speed gluing device equipped with the LFG-5 pneumatic system (Devilbiss, Warsaw, Poland). The gluing degree, calculated as the ratio of dry mass of adhesive to the dry mass of wood, was 10%. Two single-layer particleboards with the dimensions of 580 × 670 mm, assumed thickness of 10 mm and assumed density of 650 kg/m3 were produced for each variant using Simpelkamp hydraulic press (Krafeld, Germany). The final thickness of the boards was achieved by using steel spacers placed in a set intended for pressing in a shelf press. The following pressing parameters were applied: pressing time of 25 s/mm of final board thickness (total pressing time of 250 s), pressing temperature of 180 °C and maximal unit pressure of 2.5 N/mm2. The press closing time was approx. 20 s for each variant of a mat. The edges of approx. 15 mm, usually characterized by a slightly lower density were calibrated after pressing.
Particleboards were conditioned for 7 days at a relative humidity of 65 ± 5% and temperature of 20 ± 2 °C prior to testing of their physical and mechanical properties. Density profile of the samples (50 × 50 mm) was investigated using the density profiler working on X-ray system GreCon DAX 6000 (Fagus GreCon, Charlotte, USA) with a measurement rate of 0.05 mm/s and measurement resolution of 0.02 mm. The presented profiles were averaged based on the measurements of five samples from each variant. Density was determined according to EN 323 (1999), internal bond (IB) according to EN 319 (1993), modulus of elasticity (MOE) and bending strength (MOR) according to EN 310 (1993). Furthermore, to assess the resistance to water, internal bond after boiling (V100) was determined according to EN 1087 (1995), and thickness swelling after 24 h of soaking in water according to EN 317 (1998). Each test was performed using ten samples, half from the first board and half from the second one.
Although the main objective of the research was to investigate the effect of wood polyesterification on the physical and mechanical properties of the particleboards, the observations of Mubarok et al. (2020) led to preliminary assessment of the boards’ flammability. A mass burning rate was determined to investigate the burning behavior of the samples. This method was previously used to determine flammability and mass loss of, e.g., spruce wood (Zachar et al. 2012) particleboards with the addition of waste rubber (Mancel et al. 2022) and particleboards made of impregnated wood particles (Kawalerczyk et al. 2023b). A sample with a dimension of 50 × 70 mm was placed in a metal holder at 30 mm from the radiating heat source with a heat flux of 30 kW/m2 and an input of 1000 W. The weight loss was measured by electronic balance connected to the holder, for 600 s in 1 s intervals using five samples of each variant. The schematic presentation of testing device is presented in the paper of Zachar et al. (2012) and the appearance of the sample during the test is shown in Fig. 1. The burning rate (ϑ) was calculated according to the following Eq. 2:
where δ(τ) is the sample mass in the time, τ (g); δ(τ + Δτ) is the sample mass in a time τ + Δτ (g) and Δτ is a time interval in which the mass value was recorded (s).

Appearance of a burning sample during the test
The flammability of particleboards in a hot air furnace was determined according to ISO 871 (2010) in a Setchkin oven. This method was previously used to determine the flash point temperature of wood (Zachar et al. 2017, 2021) and wood-based materials such as plywood, particleboard, fiberboard and OSB board (Zachar et al. 2014), and these results are crucial for the analysis of first phase of fire development. The lowest air temperature at which the samples with a dimension of 10 × 10 mm and a total mass of 1 ± 0.03 g ignited within 600 s was considered the flash point temperature. The temperature in the hot air furnace was measured with thermocouples and recorded with Ahlborn Almemo 2290–8710 V7 datalogger (Ahlborn Mess- und Regelungstechnik GmbH, Holzkirchen, Germany). The test was repeated five times for each variant.
2.4 Statistical analysis
Analysis of variance (ANOVA) was carried out to analyze the results of tests. To distinguish homogeneous groups and assess the significance of observed changes, a HSD Tukey test at the assumed significance level of α = 0.05 was performed using Statistica 13.3 software.
3 Results and discussion
The appearance of the particleboards is shown in Fig. 2. A noticeable difference in the color of wood particles can be observed, and moreover, the higher the concentration of SCA was, the darker the particles became. According to Lin et al. (2022), the more brownish color of SCA-treated wood results from the natural color of citric acid-sorbitol polymer and progressing thermal degradation of wood during curing at 140 °C. The color change was expected based on the previous work, however, it is not crucial in the case of wood-based materials for outdoor applications because wood usually darkens over the time anyway due to the exposure to natural weathering (Rüther and Jelle 2013).

Appearance of the samples of manufactured particleboards
Figure 3 summarizes the density profiles of the manufactured boards. They can be affected by numerous factors associated with the production technology such as press closing time or pressing parameters and factors associated with the wood itself such as its moisture content or species (Suo and Bowyer 1994; Medved 2007). The correct course of density profile is crucial for shaping the assumed physical and mechanical parameters of wood-based materials (Laskowska 2024). For manufactured particleboards, the most common U-shaped pattern was observed for each variant. Moreover, no evident differences were observed between the density profiles for untreated particleboards and those impregnated with 25% SCA solution. The course of density profiles for particleboards made of particles treated with a 35% solution, on the other hand, indicated a slightly higher density and uniformity. Markedly, no effect of the pMDI addition was found.

Density profiles of manufactured particleboards: a made of untreated particles; b made of particles impregnated with 25% solution; c made of particles impregnated with 35% solution
Figure 4 presents the results of the density measurements. Particleboards made of untreated wood demonstrated values close to the assumed one, and the introduction of pMDI did not influence the outcomes. It was also found that the treatment with SCA with a concentration of 25% did not lead to a change in density and the observed values remained very close to the assumption as well. However, the treatment of wood particles with a 35% solution resulted in a statistically significant increase in density of the particleboards. The obtained values increased by approx. 5%, and manufactured particleboards were characterized by a density of approx. 680 kg/m3. Despite a significant increase in the density of treated particles shown by a relatively high WPG value, which for 25% was approx. 41.6% and for 35% was approx. 59.7%, this phenomenon does not appear to be the direct cause of the increase in density of the manufactured boards. In the case of particleboard production, the particles’ mass is determined based on material calculations and is usually constant for given parameters. However, when the particles treated with 35% SCA solution were used, it was observed that the mat was characterized by a considerably higher consolidation before pressing. Highly consolidated mat maintains its dimensions better during the pressing operation, especially during its first stage when the press is closing to reach the targeted thickness, compared to a mat made of more loose particles. As a consequence, there was no shift in the linear dimensions of the mat from the assumed value, which in turn may contribute to a slightly increased density, in this case by 5%. This effect is also indicated by the course of the density profile. A more consolidated mat allows to produce a board with a more compact structure after pressing. In the case of particleboard made of wood particles impregnated with 35% SCA solution, the density profiles revealed that the surface layer demonstrated higher density and the course in the middle section was more uniform and had fewer fluctuations (Fig. 3), which in turn can result in higher values of the overall density (Korai 2022). Density of the surface layers can often be an indicator of consolidation because these particles are the first to fall off when closing the press and considering the small share of these layers in the entire volume of the board, it may cause such small changes of approximately 5%. Moreover, the adhesive properties of the mixture used for polyesterification may have contributed to the increase in the consolidation of the mat. The greater particle adhesion resulting from the interactions between the wood and the citric acid could also have improved the dimensional stability of the mat during press closing. The lack of changes in the case of 25% solution may be caused by a too low concentration of citric acid, which did not allow for achieving such a statistically significant effect on density.. Furthermore, as a future work, it would be interesting to investigate how the applied treatment of the particles affects the heat transfer rate during pressing because it could also potentially influence the uniformity of the density profile and consequently, the results of average density as well (Boruszewski et al. 2016).

Density of particleboards
The results of internal bond, which is the basic parameter indicating the adhesive behavior in the particleboard, are presented in Fig. 5. It was found that the effect of treatment varied depending on the concentration of SCA. Based on the comparison of boards without the addition of pMDI, it was found that the use of wood particles treated with 25% solution resulted in a reduction in internal bond by approx. 32%. The negative effect could result from changes in the surface characteristic of particles after the impregnation which were not compensated due to too low citric acid concentration. However, the increase in the concentration to 35% resulted in an increase in internal bond by approx. 20% compared to boards labeled as 0–0. The positive effect observed in the case of higher concentration could be caused using sufficient amount of citric acid. There were numerous studies regarding the use of citric acid as a main green binder and cross-catalyst, cross-linking agent or dispersing agent for different binders in lignocellulosic panels production (Lee et al. 2020). Moreover, Ando and Umemura (2020) concluded that citric acid-based adhesives work as a covalent bonding type of adhesive in wood-based materials manufacturing. There was even a study on using a mixture of sorbitol and citric acid as a main binder in the production of particleboard (Lin et al. 2022). However, it seems that despite good properties in dry conditions, low water resistance limits the potential use of these materials for indoor applications. Another factor that had a positive effect on the internal bond of particleboards is the introduction of pMDI. Although the 5% addition did not cause statistically significant changes, the addition of 15 and 25% resulted in a considerable increase in IB. In the case of such a small loading of pMDI (5%), it can be assumed that the dominant reaction while curing was the condensation of the PF resin, and consequently, the number of created highly durable urethane linkages was insufficient to cause statistically significant changes. In the case of treatment with SCA at a concentration of 25%, the addition of pMDI (10 and 15%) allowed to reach the IB of reference board (0–0). There are many previously-described mechanisms of improvement in bonding strength by the addition of pMDI such as: formation of cross-linking and/or linear structures due to reactions between pMDI and water stored in wood tissue (Bao et al. 2003), improvement in morphology of cured bond lines (Zheng et al. 2004) and the formation of polyurethane structures resulting from reactions with functional groups of basic wood components (Wang et al. 2007). Since there was no statistically significant difference between 15 and 25% and considering a toxicity and high price of pMDI, the share should be optimized to 15%. Overall, the particleboard made of wood particles impregnated with 35% SCA solution, bonded with PF/pMDI adhesive with a pMDI content of 15% was found to be the most advantageous variant.

Internal bond of manufactured particleboards
Figures 6 and 7 present the results of bending strength and modulus of elasticity. In the case of both parameters, the same tendency was shown, indicating differences due to both the concentration of the SCA used and the addition of pMDI.

Bending strength (MOR) of manufactured particleboards

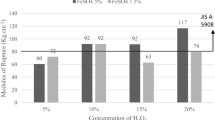
Modulus of elasticity (MOE) of manufactured particleboards
A comparison of particleboards bonded with pure PF resin showed that the use of particles impregnated with 25% SCA resulted in a noticeable reduction in bending strength and modulus of elasticity by 16 and 15%, respectively. However, the increase in the concentration to 35% allowed to achieve the same level of flexural characteristics as the reference board. The reason for the lack of strength reduction in the case of solution with higher concentration was probably the improved bonding quality of particleboard shown in the results of IB. Moreover, research by Mubarok et al. (2020) showed that beech wood treated with 30% SCA and cured at 140 °C (similar treatment conditions) was characterized by an average MOE of 15,200 MPa, while for untreated wood it was only 13,988 MPa, which could also affect the results. Furthermore, the higher board density in the case of variants impregnated with 35% solution could have contributed to the improved MOR and MOE to some extent as well. The outcomes also revealed a positive effect of pMDI addition to PF resin in the amounts of 15 and 25%. For particles treated with the solution of lower concentration, the modification of PF adhesive with isocyanate (15 and 25%) allowed to achieve the same level of strength as the reference boards. The highest values of both MOR and MOE were obtained for variants made of untreated particles and particles treated with 35% solution, bonded with hybrid adhesive containing 15 and 25% pMDI.
Results of thickness swelling analysis is shown in Fig. 8. It was found that both the treatment of wood and the modification of the resin had a significant effect on the obtained results.

Thickness swelling of manufactured particleboards
When analysing the effect of impregnation, it was found that boards made from particles treated with 25% solution showed TS at the same level as boards made from untreated particles. Furthermore, the increase in the concentration of the impregnate solution resulted in a decrease in TS by 18%. This is consistent with the findings of Kurkowiak et al. (2023a), who studied the water uptake of SCA-treated pine wood. According to the authors, applied SCA fills the cell wall with polyesters which leads to formation of cross-linked network reducing water uptake, even in the capillaries along the cross section. Moreover, as the weight percentage gain increased, the effect on wood-water interactions was clearer which is also consistent with the obtained results. The addition of pMDI in the amounts of 15 and 25% had a positive effect on TS values as well. This could be caused by a general increase in the strength of bonds in particleboard, which according to Beech (1975), can reduce the particleboard’s swelling. Moreover, the reason may be ongoing reactions between pMDI and hydroxyl groups of wood components leading to decreased water accessibility (Iswanto et al. 2019). With TS values dropping below 9%, variants labeled as 35–15 and 35–25 turned out to be the most favourable. It is particularly promising considering that no additional hydrophobic agent was added during the production of boards.
Figure 9 presents the results of internal bond after boiling. The outcomes showed the same tendency as in the case of IB results. In the case of impregnation with 25% solution, the internal bond after boiling decreased. This was most likely due to the lower bonding quality which was demonstrated during the internal bond analysis. However, the increase in the concentration of impregnate solution to 35% led to the significant increase in V100 values, which were even higher than those of reference boards. The reason was most likely a combination of improved bonding quality and reduced water uptake of wood shown in the swelling test. Less swelling during pre-treatment of samples before the test probably led to reduction of internal stresses, which consequently could contribute to the improvement in V100 value. Moreover, a positive effect of pMDI introduction was observed as well. It was probably caused by previously mentioned increase in the strength and water resistance of hybrid resin’s bond lines compared to pure PF resin. Overall, the combination of particles’ treatment with 35% solution and the addition of pMDI in the amounts of 15 and 25% made it possible to manufacture particleboard that was more resistant to external conditions compared to the reference board.

Internal bond after boiling of manufactured particleboards
The best results were obtained in the case of using untreated particles and those treated with 35% SCA solution, bonded with the hybrid resin containing 15 and 25% pMDI. Based on both the very good strength characteristics and the water resistance, it was determined that these boards can be classified as P5 (load-bearing boards for use in humid conditions) according to EN 312 (2010). Furthermore, variants made of untreated particles and particles treated with 35% solution bonded with pure PF resin and PF resin with the addition of 5% pMDI and variants impregnated with 25% solution bonded with hybrid resin containing 15 and 25% pMDI reached P4 class (load-bearing boards for use in dry conditions). The worst results were noted for variants treated with 25% solution bonded with pure PF resin and PF resin with the addition of 5% pMDI, and in this case, mainly due to low internal bond values, only class P2 was obtained (boards for interior applications, including furniture, for the use in dry conditions). Considering that the assumption was to produce materials that can be used outdoors, for example in structural applications, this type of classification does not meet the expectations. In practice, this type of boards for furniture production used indoors are usually produced using urea–formaldehyde resin, and the use of PF resin for this purpose, especially mixed with pMDI, seems to be unjustified for many reasons such as, e.g., high price, high curing temperatures and a severe toxicity of monomeric phenol (Sedliacik et al. 2010; Karthäuser et al. 2023).
Table 2 presents the results of ANOVA performed based on the results of strength parameters and water resistance of the particleboards. A statistically significant effect of both the SCA concentration and share of pMDI was observed for all properties besides density. In this case, only the concentration of the impregnate solution was significant. Interestingly, no interactions between variable factors were noted in the case of strength parameters. However, the effect of interaction of SCA concentration and pMDI loading was only observed for TS and V100 outcomes. According to the results presented in Fig. 10, the simultaneous use of high concentration of SCA (35%) and high share of pMDI (15 and 25%) guarantees a significant increase in dimensional stability and water resistance of the boards.

Interaction effects between concentration of SCA and share of pMDI on a thickness swelling; b internal bond after boiling
The curves of percentage mass loss under the exposure to a heat source and other determined flammable properties are presented in Fig. 11 and Table 3, respectively.

Percentage mass loss of particleboards exposed to the heat source
The results of performed analyses showed that the boards made of particles treated with 35% SCA solution have the lowest values of final mass loss after 600 s of experiment. When 25% solution was used, the results differed significantly from board made of untreated particles bonded only with pure PF resin. Furthermore, the analysis of the ignition times of the samples did not show any clear tendency due to both polyesterification and resin modification. However, as stated by Park and Lee (2008), the ignition of wood-based materials is a complex phenomenon to analyze because of the inhomogeneity of particleboard and the associated occurrence of void spaces, density dispersion, uneven surface structure etc. The burning rate of particleboard is also a complex phenomenon to analyze, especially considering the ongoing charring process (Quintiere and Quintiere 1992). On the other hand, the flash point temperature varied significantly depending on the assumed variables. Considering that most of the results were inconclusive at first glance, the ANOVA analysis was performed to assess the effect of individual variables, and the results are presented in Table 4.
Based on the obtained statistical parameters, a significant effect of SCA concentration on each of the analyzed parameters was found, and it was particularly noticeable as confirmed by the high values of SS, MS, F and p-value. Based on thermogravimetric analysis performed by Mubarok et al. (2020), it was found that wood treated with 30% SCA cured at 140 °C demonstrated reduction in mass loss by approx. 20% compared to control samples. According to the authors, the combination of hydrolysis of the glycosidic bonds of wood polysaccharides by acidic SCA, progressing esterification and thermal degradation during the curing process could promote charring and reduce mass loss. This method of particle treatment seems to be less effective in terms of fire protection than, for example, the mixture of potassium carbonate and urea used in a previous study (Kawalerczyk et al. 2023b). However, recent findings of Kurkowiak et al. (2023b) indicate that combining SCA with a commercial phosphorous-based fire retardant could lead to further improvement in fire resistance of the particleboard. In turn, the share of pMDI in hybrid adhesive showed a statistically significant effect on the mass loss, time to ignition and flash point temperature. Although there are indications in the literature regarding, for example, densification of bond lines by eliminating microcracks due to the addition of pMDI (Zheng et al. 2004) or increased thermal stability of cured hybrid resins (Xu et al. 2010; Kawalerczyk et al. 2023a), which could potentially contribute to the improvement in flammability to some extent, this effect cannot be clearly explained based on current knowledge without the additional comprehensive analysis. Moreover, in the case of time to ignition and flash point temperature results, the interactions between SCA concentration and pMDI loading were noted. It means that a simultaneous increase in the concentration of SCA and the share of pMDI causes a gradual increase in the ignition characteristics of the boards.
4 Conclusion
Based on the conducted research, it was found that polyesterification of pine wood particles intended to produce particleboards had a significant effect on their physical and mechanical properties and the effect varied depending on the assumed variables. Both the concentration of the sorbitol and citric acid mixture and the share of pMDI in the PF/pMDI resin influenced the characteristics of the produced materials. The use of a 35% impregnate solution caused the improvement in internal bond, dimensional stability, water resistance and did not cause any changes in bending strength and modulus of elasticity. Reducing the concentration to 25% resulted in a decrease in the strength characteristics and water resistance of the boards and no longer caused a positive impact on the swelling of the boards. The use of hybrid resins with the addition of 15 and 25% pMDI had a positive effect on all the tested physical and mechanical properties of the boards. However, the use of 5% pMDI did not lead to any significant changes in their properties. Moreover, the applied treatment of wood particles contributed to the improvement of the flammable properties of the produced boards, and as the concentration of SCA increased, the visibility of the effect also increased. Outcomes of the study also indicate that the increase in loading of pMDI may have an impact on the ignitability of the board, however, further studies are planned to explain this effect in detail. Boards made of particles treated with 35% SCA solution, bonded with a hybrid resin containing 15% pMDI were considered the best variant. As a future work, it would be interesting to investigate the effect of polyesterification on the resistance of particleboard against wood-decaying fungi.
Data availability
The datasets collected, generated, and analyzed during the current study are available from the corresponding author upon reasonable request.
References
Ando D, Umemura K (2020) Bond structures between wood components and citric acid in wood-based molding. Polymers 13:58. https://doi.org/10.3390/polym13010058
Antov P, Savov V, Krišťák Ľ et al (2021) Eco-friendly, high-density fiberboards bonded with urea-formaldehyde and ammonium lignosulfonate. Polymers 13:220. https://doi.org/10.3390/polym13020220
Bao S, Daunch WA, Sun Y et al (2003) Solid state two-dimensional NMR studies of polymeric diphenyl-methane diisocyanate (PMDI) reaction in wood. For Prod J 53:63–71
Beck G (2020) Leachability and decay resistance of wood polyesterified with sorbitol and citric acid. Forests 11:650. https://doi.org/10.3390/f11060650
Beech JC (1975) The thickness swelling of wood particleboard. Holzforschung 29(1):11–18. https://doi.org/10.1515/hfsg.1975.29.1.11
Bekhta P, Krystofiak T (2023) Performance and modification of wood and wood-based materials. Forests 14(5):963. https://doi.org/10.3390/f14050963
Bekhta P, Bryn O, Sedliacik J, Novák I (2016) Effect of different fire retardants on birch plywood properties. Acta Facultatis Xylologiae Zvolen 58(1):59–66. https://doi.org/10.17423/afx.2016.58.1.07
Boruszewski P, Borysiuk P, Mamiński M, Czechowska J (2016) Mat compression measurements during low-density particleboard manufacturing. BioResources 11(3):6909–6919. https://doi.org/10.15376/biores.11.3.6909-6919
Bryn O, Bekhta P, Sedliačik J et al (2016) The effect of diffusive impregnation of birch veneers with fire retardant on plywood properties. BioResources 11:9112–9125. https://doi.org/10.15376/biores.11.4.9112-9125
Du CG, Song JG (2014) Study on the fire retardant treatment technologies of bamboo particleboard. Adv Mat Res 1051:273–277
Dukarska D, Czarnecki R, Dziurka D, Mirski R (2017) Construction particleboards made from rapeseed straw glued with hybrid pMDI/PF resin. Eur J Wood Prod 75:175–184. https://doi.org/10.1007/s00107-016-1143-x
EN – 1087 (1995) Particleboards—Determination of Moisture Resistance—Boil Test. European Committee for Standardization, Brussels
EN - 310 (1993) Wood based panels. Determination of modulus of elasticity in bending and of bending strength, European Committee for Standardization, Brussels
EN – 312 (2010) Particleboards—Specifications. European Committee for Standardization, Brussels
EN - 317 (1998) Particleboards and fiberboards. Determination of swelling in thickness after immersion in water, European Committee for Standardization, Brussels
EN - 319 (1993) Determination of tensile strength perpendicular to the plane of the board. European Committee for Standardization, Brussels
EN - 323 (1999) Wood-Based Panels—Determination of Density. European Committee for Standardization, Brussels
Grexa O, Horváthová E, Lehocký P (1999) Flame retardant treated plywood. Polym Degrad Stab 64:529–533. https://doi.org/10.1016/S0141-3910(98)00152-9
Hautamäki S, Altgen M, Altgen D et al (2020) The effect of diammonium phosphate and sodium silicate on the adhesion and fire properties of birch veneer. Holzforschung 74:372–381. https://doi.org/10.1515/hf-2019-0059
ISO 871 (2010) Plastics. Determination of ignition temperatureusing a hot-air furnace. International Organization for Standardization, Geneva, Switzerland
Iswanto AH, Munthe R, Darwis A et al (2019) Effect of several exterior adhesive types on dimensional stability of Bamboo oriented particleboard. Korean J Mater Res 29:277–281. https://doi.org/10.3740/MRSK.2019.29.5.277
Karthäuser J, Biziks V, Frauendorf H et al (2023) Substituting phenol in phenol–formaldehyde resins for wood modification by phenolic cleavage products from vacuum low-temperature microwave-assisted pyrolysis of softwood kraft lignin. Cellulose 30:7277–7293. https://doi.org/10.1007/s10570-023-05295-5
Kawalerczyk J, Dziurka D, Mirski R, Grześkowiak W (2019) The effect of veneer impregnation with a mixture of potassium carbonate and urea on the properties of manufactured plywood. Drewn Pr Naukowe Doniesienia Komunikaty 62(203):107–116. https://doi.org/10.12841/wood.1644-3985.281.12
Kawalerczyk J, Dukarska D, Barczewski M et al (2023a) Optimization of isocyanate content in PF/pMDI adhesive for the production of high-performing particleboards. Polymers 15:4645. https://doi.org/10.3390/polym15244645
Kawalerczyk J, Dziurka D, Majlingová A et al (2023b) The effect of impregnation with fire retardant on the properties of particleboard bonded with PF/pMDI adhesive. Wood Mat Sci Eng. https://doi.org/10.1080/17480272.2023.2266408
Kawalerczyk J, Dziurka D, Pinkowski G et al (2023c) The effect of treatment with fire retardant on properties of birch veneer and manufactured fire-resistant plywood. Drewn Pr Naukowe Doniesienia Komunikaty 66(212):00015. https://doi.org/10.53502/wood-176617
Kawalerczyk J, Walkiewicz J, Dziurka D, Mirski R (2022) Nanomaterials to Improve Fire Properties in Wood and Wood-Based Composite Panels. In: Kawalerczyk J (ed) Emerging Nanomaterials: Opportunities and Challenges in Forestry Sectors. Springer
Kol HS, Ozbay G, Köse L, Kurt S (2010) Effects of some impregnation chemicals on combustion characteristics of laminated veneer lumber (LVL) produced with oak and poplar veneers. BioResources 5(1):70–80
Korai H (2022) Effects of density profile on bending strength of commercial particleboard. For Prod J. https://doi.org/10.13073/FPJ-D-21-00070
Kurkowiak K, Emmerich L, Militz H (2023a) Biological durability and wood–water interactions of sorbitol and citric acid (SorCA) modified wood. J Wood Sci 69:34. https://doi.org/10.1186/s10086-023-02108-y
Kurkowiak K, Wu M, Emmerich L, Militz H (2023b) Fire-retardant properties of wood modified with sorbitol, citric acid and a phosphorous-based system. Holzforschung 77:38–44. https://doi.org/10.1515/hf-2022-0114
Kusnierek K, Woznicki T, Treu A (2024) Quality control of wood treated with citric acid and sorbitol using a handheld Raman spectrometer. J Clean Prod 434:139925. https://doi.org/10.1016/j.jclepro.2023.139925
Larnøy E, Karaca A, Gobakken LR, Hill CAS (2018) Polyesterification of wood using sorbitol and citric acid under aqueous conditions. Int Wood Products J 9:66–73. https://doi.org/10.1080/20426445.2018.1475918
Laskowska A (2024) Characteristics of the pressing process and density profile of MUPF-bonded particleboards produced from waste plywood. Materials 17:850. https://doi.org/10.3390/ma17040850
Laufenberg T, Levan SL, Bruci V (1986) Investigation of fire-retardant treatments for flakeboards. Drvna Industrija 36:65–70
Lee SH, Md Tahir P, Lum WC et al (2020) A review on citric acid as green modifying agent and binder for wood. Polymers 12:1692. https://doi.org/10.3390/polym12081692
Lin C-F, Karlsson O, Jones D, Sandberg D (2022) Bio-based adhesive derived from citric acid and sorbitol for wood-composite manufacture. Wood Mat Sci Eng 17:397–399. https://doi.org/10.1080/17480272.2022.2090278
Lu J, Huang Y, Jiang P et al (2022) Universal circulating impregnation method for the fabrication of durable flame-retardant plywood with low hygroscopicity and leaching resistance. Polym Degrad Stab 195:109799. https://doi.org/10.1016/j.polymdegradstab.2021.109799
Mamatha BS, Sujatha D, Nath SK et al (2017) Development of Fire Retardant Wood Composite Using Amino Resin. In: Pandey KK (ed) Wood is Good: Current Trends and Future Prospects in Wood Utilization. Springer
Mancel V, Čabalová I, Krilek J et al (2022) Fire resistance evaluation of new wooden composites containing waste rubber from automobiles. Polymers 14:4465. https://doi.org/10.3390/polym14204465
Medved S, Jones D, Fælled P, et al (2019) Investigation of fire-retardant additive on particleboard properties. In: Proceedings of the International Panel Products Symposium. pp 141–148
Medved S (2007) Impact of wood species used in surface layer on density distribution of particleboard. Drewno Prace Naukowe Doniesienia Komunikaty 50:17–26
Mubarok M, Militz H, Dumarçay S, Gérardin P (2020) Beech wood modification based on in situ esterification with sorbitol and citric acid. Wood Sci Technol 54:479–502. https://doi.org/10.1007/s00226-020-01172-7
Nagieb ZA, Nassar MA, El-Meligy MG (2011) Effect of addition of boric acid and borax on fire-retardant and mechanical properties of urea formaldehyde saw dust composites. Int J CarboHydr Chem. https://doi.org/10.1155/2011/146763
Ozcifci A, Toker H, Baysal E (2007) Fire properties of laminated veneer lumber treated with some fire retardants. Wood Res 52:37–46
Özçifçi A, Okçu O (2008) Impacts of some chemicals on combustion properties of impregnated laminated veneer lumber (LVL). J Mater Process Technol 199:1–9. https://doi.org/10.1016/j.jmatprotec.2007.10.003
Park J-S, Lee J-J (2008) Ignition and heat release rate of wood-based materials in cone calorimeter tests. J Korean Wood Sci Technol 36:1–8
Popescu C-M, Pfriem A (2020) Treatments and modification to improve the reaction to fire of wood and wood based products—an overview. Fire Mater 44:100–111. https://doi.org/10.1002/fam.2779
Pramreiter M, Nenning T, Huber C et al (2023) A review of the resource efficiency and mechanical performance of commercial wood-based building materials. Sustain Mat Technol. https://doi.org/10.1016/j.susmat.2023.e00728
Quintiere JG, Quintiere JG (1992) A semi-quantitative model for the burning rate of solid materials. National Institute of Standards and Technology
Reh R, Kristak L, Antov P (2022) Advanced eco-friendly wood-based composites. Materials 15(23):8651. https://doi.org/10.3390/ma15238651
Rüther P, Jelle BP (2013) Color changes of wood and wood-based materials due to natural and artificial weathering. Wood Mat Sci Eng 8:13–25. https://doi.org/10.1080/17480272.2012.696699
Sedliacik J, Bekhta P, Potapova O (2010) Technology of low-temperature production of plywood bonded with modified phenol-formaldehyde resin. Wood Res 55:123–130
Suo S, Bowyer JL (1994) Simulation modeling of particleboard density profile. Wood and fiber science
Thomas A, Moinuddin K, Zhu H, Joseph P (2021) Passive fire protection of wood using some bio-derived fire retardants. Fire Saf J 120:103074. https://doi.org/10.1016/j.firesaf.2020.103074
Treu A, Nunes L, Larnøy E (2020a) Macrobiological degradation of esterified wood with sorbitol and citric acid. Forests 11:776. https://doi.org/10.3390/f11070776
Treu A, Nunes L, Larnøy E (2020b) Macro biological degradation of wood treated with sorbitol and citric acid: first results from marine environment and termite exposure. Proceedings IRG Annual Meeting, IRG51 webinar on Wood Protection. pp 13. Stockholm
Wang S-Y, Yang T-H, Lin L-T et al (2007) Properties of low-formaldehyde-emission particleboard made from recycled wood-waste chips sprayed with PMDI/PF resin. Build Environ 42:2472–2479. https://doi.org/10.1016/j.buildenv.2006.06.009
Xu G-Z, Eom Y-G, Lee B-H, Kim H-J (2010) Effect of pMDI or HDI content in UMF resin on bonding high moisture content veneers. J Korean Wood Sci Technol 38:414–420
Yan Y, Wang J, Shen Z et al (2023) Flame resistance and bonding performance of Plywood fabricated by guanidine phosphate-impregnated veneers. Forests 14:741. https://doi.org/10.3390/f14040741
Zachar M, Mitterová I, Xu Q et al (2012) Determination of fire and burning properties of spruce wood. Drvna Industrija 63:217–223
Zachar M, Mitterova I, Ruzinska E et al (2014) Determination of fire-environmental parameters of selected wooden composites. Ann Warsaw Univ of Life Sci-SGGW for Wood Technol 87:250–255
Zachar M, Majlingová A, Mitterová I, Čabalová I (2017) Influence of an age and damage of the oak wood in its fire risk. Wood Res 62:495–504
Zachar M, Čabalová I, Kačíková D, Jurczyková T (2021) Effect of natural aging on oak wood fire resistance. Polymers 13:2059. https://doi.org/10.3390/polym13132059
Zheng J, Fox SC, Frazier CE (2004) Rheological, wood penetration, and fracture performance studies of PF/pMDI hybrid resins. For Prod J 54(10):74–81
Funding
The study was conducted as a part of statutory R&D activities—the research task No. 506.224.02.00 of the Faculty of Forestry and Wood Technology, Poznan University of Life Sciences. This work was also supported by the Slovak Research and Development Agency (Bratislava, Slovakia) under contract APVV-22–0030.
Author information
Authors and Affiliations
Contributions
Conceptualization, J.K.; Methodology, J.K., A.M.; Validation, J.K., M.K., D.D. and R.M; Formal Analysis, J.K., D.D.; Investigation, J.K., M.K., A.M., D.D., R.M; Writing—Original Draft Preparation, J.K.; Writing—Review & Editing, J.K.; Supervision, A.M., D.D., R.M.All authors reviewed the manuscript.
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Kawalerczyk, J., Kuliński, M., Majlingová, A. et al. The effect of wood particles polyesterification with sorbitol and citric acid on the properties of particleboard produced with the use of PF/pMDI adhesive. Eur. J. Wood Prod. (2024). https://doi.org/10.1007/s00107-024-02124-9
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00107-024-02124-9