
Abstract
About 80% of environmental performance is determined during product development. This study assesses environmental impacts of wood-plastic composite (WPC) boards still in development, to identify impact hot spots and improvement potentials. A seven-step approach to ecodesign implementation was used. It identifies environmental impacts and derives improvement strategies. A life cycle assessment (LCA) according to ISO 14040 was conducted to quantify potential environmental impacts. The WPC boards are made of PVC and wood flour. Impacts mostly result from PVC and electricity consumption for production. Thus, this study proposes replacing PVC with polylactic acid (PLA). Further improvement strategies are increasing material efficiency, energy efficiency, renewable electricity use and secondary plastic input. Increased end of life recycling reduces environmental impacts, compared to incineration only. These changes reduce the initial climate change results of 145 kg CO2 eq by 55%. Thus, early consideration of environmental aspects supports sustainable product development.
You have full access to this open access chapter, Download chapter PDF
Similar content being viewed by others
Keywords
3.1 Introduction
About 80% of a product’s environmental performance is determined during product development (McAloone and Bey 2009). Thus, considering environmental impacts throughout a product’s life cycle beginning during its development is necessary to create a more sustainable product. The ecodesign concept provides a framework for this, as it aims at minimizing environmental impacts without compromising other essential factors (e.g., cost, quality, performance) by integrating environmental considerations into the product development process (van Weenen 1995). Incorporating ecodesign into business processes results in improved product development processes (Rodrigues et al. 2018). This enhances both sustainability performance (Rodrigues et al. 2018) and business outcomes (Pigosso et al. 2013). Traditional ecodesign approaches in product development focus on either environmental evaluations (LCA) or using guidelines to environmentally improve product design (Tchertchian et al. 2013). This study combines both of these approaches by assessing the environmental impacts starting during product development and then optimizing the product’s environmental performance in accordance with the ecodesign framework. This study addresses the question of how the material composition and the use of secondary raw materials affect the WPC boards’ environmental performance. Additionally, the potential of ex-ante LCA to implement ecodesign during the development stage of WPC boards is assessed.
Studies on combining LCA and ecodesign are not new. González-García et al. (2012) conducted an LCA on a wooden modular playground and created ecodesign strategies to reduce environmental impacts. Gutiérrez Aguilar et al. (2017) reduced environmental impacts of a wooden chair by incorporating LCA into product design. Cobut et al. (2015) created ecodesign strategies based on an LCA and scenario analysis of wooden doors. However, no case studies on the seven-step approach have been published so far. Through the seven-step approach, this study combines ex-ante LCA and ecodesign thinking to steer towards sustainable product design starting during the material development stage. Despite its negative effects on the environment and human health (Bidoki and Wittlinger 2010), global PVC use continues to grow (Markarian 2007). PVC has a high chlorine content (Sarker et al. 2012). As this causes a number environmental issues (Thornton s.a.), PVC is considered unsustainable (Leadbitter 2002). However, because of the presence of chlorine, PVC is very durable in use (Leadbitter 2002). Due to its unique properties, PVC is widely used in the construction sector (e.g., pipes, window frames) (Markarian 2007), In construction, it replaces traditional building materials like wood (Bidoki and Wittlinger 2010). In some cases (e.g., wall claddings, floor decking), wood-plastic composites (WPC) can be used instead of neat plastic or solid wood products (Sommerhuber et al. 2017).
According to EN 15,534-1 (European Committee for Standardization 2014), WPCs are materials made of a combination of one or more cellulose-based materials and one or more thermoplastics, which are then processed through plastic processing techniques (European Committee for Standardization 2014). This study uses LCA to assess the environmental performance of WPC flooring boards made of PVC and wood flour, which are still in product development. The wood flour consists of beech wood saw dust and poplar bark chips.
3.2 Methods
The seven-step approach by McAloone and Bey (2009) provides guidance on integrating ecodesign thinking into product development and incorporates an LCA in accordance with ISO 14040. The seven consecutive steps aim at giving an overview of environmental impacts of the product or service investigated, creating concepts for environmental improvements and deriving proposals for an environmental product development strategy. During this study, an ex-ante LCA is conducted. This type of LCA is defined as “performing an environmental LCA of a new technology before it is commercially implemented in order to guide R&D decisions to make this new technology environmentally competitive with the incumbent technology mix” (van der Giesen et al. 2020).
3.2.1 The Seven Steps Towards Ecodesign
There are many different methodologies for integrating environmental aspects into product design (Bovea and Pérez-Belis 2012). The seven-step approach was chosen because of its transdisciplinary nature, as it combines qualitative and quantitative methods. Furthermore, it can be applied early on during product development. Figure 3.1 shows a graphical overview of the seven consecutive steps.

Graphical representation of the seven-step approach by McAloone and Bey (2009) (own illustration)
In step 1, the product’s use context and functionality to the user are established. This provides the benchmark for following decisions or comparing alternative concepts. Environmental impacts associated with the product are identified for each life cycle stage in step 2. This is done through a review of scientific literature. In step 3, these impacts are assigned to one of four categories: materials, energy, chemicals or other. This results in the so-called MECO-matrix. It provides an overview of where environmental impacts occur along the life cycle and their root causes. This helps identify and prioritize environmental focus areas for improvement. Steps 1 to 3 give a qualitative overview of the product life cycle and its impact hot spots. This helps identify the environmental focus areas and serves as a preparation for the goal and scope definition of the LCA. Additionally, aspects which do not contribute to the product’s environmental impacts (e.g., use phase of the WPC boards) are identified and can then be cut-off in the LCA.
During step 4, a sketch of the stakeholder network is created. This includes all stakeholders relevant to the product’s life cycle, as well as material flows and information exchanges between them (McAloone and Bey 2009). This is important because environmental impacts often occur in stakeholder exchanges (e.g., negotiations along the supply chain) (McAloone and Pigosso 2018). The environmental impacts considered the most substantial are highlighted in the stakeholder network sketch. This way, key stakeholders who need to be included in considerations for environmental improvement are identified.
Environmental impacts are quantified by a LCA in step 5. This way, the extent of environmental impacts is determined, and later impact reductions are measurable. Based on the results from the previous steps and the LCA results, environmental concepts are created in step 6. This means that new product concepts, which provide the same functionality by innovative and improved ways, are created based on selected ecodesign principles. These selected ecodesign principles are as follows:
-
Reduction of the material intensity of the product
-
Reduction of the energy intensity of the product
-
Reduction of the dispersion of harmful substances through the product
-
Increase in amount of recycled and recyclable materials in the product
-
Maximization of the use of sustainable resources and supply chains
This step develops approaches to eliminate the problem causing the environmental impacts. In step 7, environmental strategies are derived from the results of the previous steps. These strategies are quantitative goals for environmental improvements to become rooted in the entire organization. However, this study only created strategies on a product-level.
3.2.2 LCA Methodology
An LCA in accordance with ISO 14040 is conducted to quantify the environmental impacts. Because the studied product is still in product development, this LCA can be classified as ex-ante (Buyle et al. 2019). The LCA methodology is elaborated in detail in the following subchapters.
Goal and scope definition. The goal of this study is to identify environmental impacts, impact hot spots, and impact reduction potentials for the WPC flooring boards. The functional unit is the provision of walkability of 1 m2 outdoor terrace flooring over a time span of 30 years (Verband der Deutschen Holzwerkstoffindustrie e.V. (VHI) 2015). The reference flow providing the functional unit is 29.86 kg WPC flooring boards. The system boundary is cradle to grave. The LCA was conducted with the open source software openLCA (version 1.10.3).
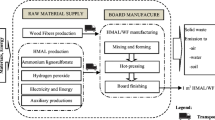
Inventory analysis. The WPC boards consist of PVC (44.45 wt%), wood flour (44.45 wt%), CaZn-based stabilizer (5.33 wt%), calcium carbonate (4.44 wt%), and masterbatch (1.33 wt%). Because of a lack of data availability, the stabilizer and masterbatch were not considered in this study. The product system is illustrated in Fig. 3.2. The wood flour is manufactured in Slovakia. It consists of 75 wt% beech wood flour from a saw mill and 25 wt% poplar bark chips. The poplar bark originates from the EU-funded Dendromass4Europe short rotation coppice (SRC) project, which aims at establishing regional value chains for new bio-based materials (Dendromass4Europe 2021). The wood flour is transported to the Czech Republic, where the WPC boards are produced. Through extrusion, wood flour, PVC, and additives are manufactured into WPC boards. Then, the WPC boards are packed onto wooden pallets. The pallet input was created with input data from Deviatkin et al. (2019). The WPC boards are sold to the customer, who uses them for terrace flooring. Due to the small amounts of input per functional unit, installation and maintenance (e.g., water and cleaning agents) were not considered in this assessment. At the end of the WPC boards’ use phase, the WPC board waste is collected. Incineration was assumed as end of life (EoL) treatment for WPC boards and wooden pallets. For waste incineration, a transport distance for waste collection of 30 km was assumed (Gantner 2012).

Simplified representation of the WPC board product system within the system boundary
D4EU contributed material and energy input data for poplar bark production. The WPC manufacturer (Energochemica SE) provided input data for wood flour and WPC production. Table 3.1 lists the life cycle inventory data for the WPC production system. Additional data from scientific sources were used. Background data for supply processes were taken from the European Reference Life Cycle Database (ELCD database version 3.2). This database was used because it is publically available at the openLCA nexus website and provides extensive life cycle inventory data, specifically for Europe.
Impact assessment. The impact assessment method used is ILCD 2011 midpoint+. The impact categories selected for this study are acidification (AP), climate change (GWP), freshwater ecotoxicity (FRWTOX), freshwater eutrophication (EUTF), human toxicity, cancer effects (HTCE), land use (LU), particulate matter (PM), and water resource depletion (WD). This selection is based on the impact categories deemed relevant to the wood furniture sector (Bianco et al. 2021). This assessment does not include any normalization or weighting.
3.3 Results
The results are presented following the seven steps of the approach to provide a clear overview to the reader. In addition to the seven-step approach, the results of implementing the environmental strategies into the product life cycle are presented. The quantitative improvements through this ecodesign product optimization are given at the end of this chapter.
3.3.1 Step 1: Use Context
The WPC boards are used for outdoor terrace flooring over a life span of 30 years. Households and household-like organizations in the eastern European Union are their users. After their use, the WPC boards are discarded and replaced.
3.3.2 Step 2 and 3: Environmental Impacts
The WPC boards’ environmental impacts organized by life cycle stage and category are shown in the MECO-matrix in Table 3.2. In the material stage, wood biomass extraction causes loss of wildlife habitat and biodiversity (Higgins 2011). PVC is the emission source of various toxic chemicals, e.g., dioxins or phthalate plasticizers. Many of them have neurotoxic and cancerogenic effects (Thornton s.a.). They often do not biodegrade and accumulate in the biosphere (Allsopp et al. 2001). Manufacturing-related impacts result from electricity consumption. Electricity generation from fossil fuels causes toxic emissions, which can result in cancer or other health issues (IAEA 1999). CO2 emissions from fossil fuel combustion contribute to global warming, while SO2 and NOX emissions cause acid rain formation (Alberta Environment 2001). Land use changes through mining activities, and power plant generation causes loss of wildlife habitat and biodiversity (IAEA 1999). Transport contributes to global warming and health issues (e.g., through air pollution, traffic accidents) (Browne et al. 2012). Air pollutants from fossil fuel combustion cause smog formation (Elsom 1996) and acid rain (Alberta Environment 2001). As for this study, no use related environmental impacts were identified. Disposal related impacts are caused by waste incineration. CO2 emissions contribute to global warming (Pivato et al. 2018). Human health issues (e.g., cancer, respiratory diseases) result from emitted chemicals (Hamer 2003). Incineration residues are landfilled and can contaminate soil or groundwater (Allsopp et al. 2001).
3.3.3 Step 4: Stakeholder Network
Figure 3.3 shows the stakeholder network for the WPC board life cycle. Material flows occur between suppliers and manufacturers via a transportation company. The WPC boards are then sold by a retailer to the customer. WPC board waste is incinerated. Energy is recovered and fed into the electricity grid, which supplies manufacturing processes again. Information flows occur between D4EU and the poplar bark supplier (D4EU SRC project), as well as between Energochemica R&D and the wood flour and WPC manufacturers. As visible in Fig. 3.3, environmental impacts occur in relation to materials used (PVC and wood biomass), transport, energy generation, and disposal.

Stakeholder network for the WPC board life cycle including material, energy, and information flows
3.3.4 Step 5: LCA Results
Acidification associated with the WPC board life cycle is 0.508 mol H + eq. Climate change contribution equals 144.990 kg CO2 eq. Freshwater ecotoxicity is 3.851 CTUe and freshwater eutrophication is 0.001 kg P eq. The result for human toxicity (cancer effects) is 1.828E-07 CTUh. Land use equals 7.696 kg C deficit. Particulate matter formation associated with the WPC board is 0.029 kg PM2.5 eq. Water resource depletion is 0.565 m3 water eq.
Figure 3.4 illustrates the contribution of the different life cycle stages to each impact category. The majority of freshwater eutrophication (97%) and human toxicity cancer effects (82%) is material related. With 44%, material is also the main cause of freshwater ecotoxicity. Material impacts result from the PVC. Land use is an exception for this, as 24% of land use impacts result from biomass production. Manufacture is responsible for 54% of acidification, 76% of land use, 59% of particulate matter and 71% of water resource depletion. Electricity consumption is the cause of manufacture impacts. Disposal is responsible for 51% of climate change results. This is caused by end of life incineration of the WPC boards. Transport only contributes very little to the total environmental impacts. No impacts result from the use phase. Thus, the impact hot spots are material, manufacture and disposal. This coincides with the results from steps 3 and 4 (see Table 3.2 and Fig. 3.3). Levers for impact reduction are the use of PVC, electricity consumption and EoL incineration.

Life cycle stage contribution [%] to impact assessment result by impact category
3.3.5 Step 6: Environmental Concepts
The environmental concepts are based on the ecodesign principles listed by the seven step approach (McAloone and Bey 2009). However, it is impossible to fulfil all of them in one product (McAloone and Pigosso 2018). Figure 3.5 illustrates how LCA findings connect to the ecodesign principles selected for implementation. These environmental concepts are theoretical concepts.

Connections between impact hot spots from LCA results, ecodesign principles, and the derived environmental concepts
Material related impacts are addressed by the principle of reducing material intensity. With increased material efficiency, material related impacts decrease. Reducing the dispersion of harmful substances through the WPC boards also is beneficial for material impacts. This can be achieved by increasing material efficiency and using bio-based resources (e.g., wood biomass, bio-based plastic like PLA). The principle of using recycled and recyclable materials is put into practice by increasing the secondary plastic content and increasing EoL recycling to provide secondary WPC material, which can be used for WPC board manufacturing.
Manufacturing impacts are addressed by improving energy efficiency and reducing energy intensity of WPC board production. The principle of increased use of sustainable resources is implemented by increasing the share of renewable electricity used for WPC board production. Disposal aspects relate to the dispersion of harmful substances through the WPC boards. Increased EoL recycling avoids waste incineration and thus also the generation of toxic incineration residues. This reduces environmental impacts of WPC board disposal. Increased EoL recycling reduces the amount of WPC boards incinerated. Therefore, disposal related environmental impacts are reduced.
3.3.6 Step 7: Environmental Strategies
Figure 3.6 shows the quantitative environmental strategies derived from the environmental concepts. A 20% increase in material efficiency of WPC board production is proposed based on the Roadmap to a Resource Efficient Europe (European Commission 2011). This means that through improving the board design, less WPC material is needed to produce the minimum requisite number of WPC boards to provide 1 m2 of WPC board flooring. Replacing PVC with a bio-based plastic reduces material related impacts. The bio-based plastic alternative chosen in this study is PLA because it is suitable for WPC production (Kim and Pal 2011). Substituting PVC with PLA results in a PLA content of 44.45 wt%. Using 30 wt% secondary PLA is deemed feasible (Petchwattana et al. 2012).

Quantitative environmental strategies and status quo of WPC board production
Based on the EU Clean Energy Package (European Commission 2010), an energy efficiency increase of 20% is proposed. The current renewable electricity share in the Czech grid mix is 14% (Eurostat 2021). This study proposes an increase to 32% for WPC board production. This is based on the EU’s renewable energy goals in the Renewable Energy Directive (2009/28/EC) (European Commission 2021). There are no numbers on current WPC recycling rates and no estimations on future WPC recycling rates are available. Recycling 65% of WPC boards is proposed based on municipal waste recycling goals of the European Waste Framework Directive (2008/98/EC) (European Commission 2015). Currently, 38% of PVC post-consumer waste is recycled (PlasticsEurope 2019). The PVC recycling rate is considered because WPC waste can be considered as post-consumer plastic waste (Sommerhuber et al. 2015).
3.3.7 Ecodesign Product Optimization
Impact category result changes through step-by-step implementation of environmental strategies are shown in Fig. 3.7. Total impact assessment results for the WPC boards after ecodesign implementation are shown in Table 3.3. First, impacts for substitution of PVC with PLA were calculated. Life cycle inventory data for PLA production were taken from scientific literature (Groot and Borén 2010; Vink and Davies 2015). Then, material efficiency, secondary plastic input, energy efficiency and renewable electricity use associated with the life cycle of 1 m2 of WPC boards were increased. Life cycle inventory data from Stichnothe and Azapagic (2013) were used to create the secondary plastic supplier process. This study assumes that 30% of the primary plastic was replaced with secondary plastic (Cordella et al. 2020; Petchwattana et al. 2012).

Changes in environmental impacts of the WPC board life cycle after step-by-step implementation of the proposed environmental strategies
Finally, results for a recycling rate of 62% were calculated. Wood particles and thermoplastic matrix of the WPC are irreversibly bonded and thus cannot be separated at the EoL (Sommerhuber et al. 2017). Because of the thermoplastic, WPC materials can be re-extruded to new WPC products (Boeglin et al. 1997). This study refers to this as recycling WPC. The wood content allows for the WPC boards to be recycled into wood particle boards (Schirp 2021). For this study, it is assumed that equal parts of WPC board waste are recycled to WPC and to wood particle boards (31% of total WPC boards each). For recycling to WPC, inventory data from Stichnothe and Azapagic (2013) were used. Recycling to particle boards was modeled using inventory data from Rivela et al. (2006). A distance of 250 km was assumed for waste collection and transport to the recycling facility (Gantner 2012).
As a result of ecodesign implementation, acidification is reduced by 48%. The highest impact reductions were achieved by replacing PVC with PLA and increasing the share of renewable electricity. PLA is responsible for an impact reduction of 15%. Climate change contribution is reduced by 55%, in which increased EoL recycling plays a key role. PLA reduces climate change impacts by 10%. Freshwater ecotoxicity decreases by 47%. Main contributors to this impact reduction are PLA and increased EoL recycling. Freshwater eutrophication is reduced by 98%, mostly because of replacing PVC with PLA (97%). Human toxicity (cancer effects) drops by 73%. Again, PLA is responsible for most of this impact reduction (57%). Total land use results in a 6% decrease. Replacing PVC with PLA increases the land use associated with the WPC boards. Major impact decreases are achieved by increasing energy efficiency and a higher share of renewable electricity. Particulate matter formation decreases by 47%, mostly because of switching to PLA, increasing energy efficiency and increasing renewable electricity consumption. Water resource depletion is reduced by 22%. Again, replacing PVC with PLA strongly contributes to this.
3.4 Discussion
This study identified impact reduction potentials derived improvement strategies in accordance with ecodesign principles. The impact hot spots in the WPC board life cycle are material (PVC), manufacturing (electricity consumption), and disposal (EoL incineration). They offer the biggest potential for environmental improvement. Replacing PVC with a different plastic material, like PLA, reduces environmental impacts. Partly substituting primary plastic with secondary plastic also reduces material impacts. Both recycling to WPC and recycling to wood particle boards decrease disposal related impacts from WPC waste incineration. Thus, the environmental strategies created to improve the WPC boards’ environmental performance incorporate increasing material efficiency, energy efficiency, secondary plastic input, share of renewable electricity, and EoL recycling, as well as replacing PVC with PLA.
This is not new; however, most studies on environmentally improving products with the help of LCA and the ecodesign approach only focus on improving product design, e.g., material intensity (Gutiérrez Aguilar et al. 2017) or selection of raw materials (González-García et al. 2012). This study’s contribution to sustainability research is improving the WPC boards’ material composition and their entire life cycle, based on LCA results and the derived environmental strategies. As a result, not only is the product improved (e.g., reduced impacts through optimized material composition) but also the production process results in less environmental impacts (e.g., through increased energy efficiency and renewable energy). Additionally, this study includes the product’s EoL in sustainability considerations and a more environmentally friendly EoL treatment is fostered. This results in the holistic development of a sustainable product. A limitation of this study is the data availability. The ELCD database, which was used for this study, does not provide data for PLA production or EoL recycling. Thus, inventory data from Vink and Davies (2015)were used to model PLA production, and data from Stichnothe and Azapagic (2013) were used to model EoL recycling. Using inventory data from the same source would result in better comparability of results.
Implementing the aforementioned combination of environmental strategies substantially decreased the WPC boards’ environmental impacts. For example, climate change results were reduced by 55%. Without integrating ecodesign thinking and a LCA into product development, these reduction potentials remain unused. Thus, the seven-step approach complements the traditional LCA by translating LCA results to quantitative environmental improvement concepts for the entire organization. The majority of environmental impacts are determined during product development (McAloone and Bey 2009). Therefore, integrating ex-ante LCA into the development process contributes to sustainable product development and leads towards maximization of environmental product performance (Buyle et al. 2019).
3.5 Conclusion
The seven-step approach complements conducting an LCA by translating LCA results into environmental improvement efforts. The individual steps help in gaining a better understanding of the product system studied and promotes life cycle thinking. By combining LCA and ecodesign, this approach identifies impact hot spots and derives concepts for environmental improvement. Impact hot spots in the WPC board life cycle are materials (PVC), manufacturing (electricity consumption), and disposal (waste incineration). Environmental concepts derived from these insights propose increasing material and energy efficiency, as well as using less impact-intensive raw materials and energy sources and increased EoL recycling. Implementing these strategies resulted in substantial impact reductions. Because about 80% of a product’s environmental impacts are determined during product development (McAloone and Bey 2009), early integration of LCA and ecodesign thinking into product development can identify improvement potentials, which would otherwise remain untapped. This study showed how incorporating ex-ante LCA and ecodesign thinking into the product development process improves a product’s environmental performance. The seven-step approach is a suitable tool for this and thus contributes to sustainable product development.
References
Alberta Environment (2001) Acid rain: the science of acidic deposition. Alberta Environment. https://doi.org/10.5962/bhl.title.104506
Allsopp M et al (2001) Incineration and human health: state of knowledge of the impacts of waste incinerators on human health (executive summary). Environ Sci Pollut Res 8(2):141–145. https://doi.org/10.1007/BF02987308
Bianco I et al (2021) Life cycle assessment (LCA)-based tools for the eco-design of wooden furniture. J Clean Prod 324(2021):129249. https://doi.org/10.1016/j.jclepro.2021.129249
Bidoki SM, Wittlinger R (2010) Environmental and economical acceptance of polyvinyl chloride (PVC) coating agents. J Clean Prod 18(3):219–225. https://doi.org/10.1016/j.jclepro.2009.10.006
Boeglin N et al (1997) A feasibility study on boards from wood and plastic waste: bending properties, dimensional stability and recycling of the board. Holz Als Roh- Und Werkstoff. 55(1):13–16. https://doi.org/10.1007/s001070050217
Bovea MD, Pérez-Belis V (2012) A taxonomy of ecodesign tools for integrating environmental requirements into the product design process. J Clean Prod 20(1):61–71. https://doi.org/10.1016/j.jclepro.2011.07.012
Browne M et al (2012) Reducing social and environmental impacts of urban freight transport: a review of some major cities. Procedia Soc Behav Sci 39:19–33. https://doi.org/10.1016/j.sbspro.2012.03.088
Buyle M et al (2019) The future of Ex-Ante LCA? Lessons learned and practical recommendations. Sustainability 11(5456):1–24. https://doi.org/10.3390/su11195456
Clark A, Schroeder J (1977). Biomass of yellow-poplar in natural stands in Western North Carolina. US Department of Agriculture, Forest Service, Southeastern Forest Experiment Station, Asheville
Cobut A et al (2015) Reducing the environmental footprint of interior wood doors in non-residential buildings—part 2: ecodesign. J Clean Prod 109:247–259. https://doi.org/10.1016/j.jclepro.2015.05.068
Cordella M et al (2020) Improving material efficiency in the life cycle of products: a review of EU ecolabel criteria. Int J Life Cycle Assess 25(5):921–935. https://doi.org/10.1007/s11367-019-01608-8
Dendromass4Europe (2021) Über Das Projekt. https://www.dendromass4europe.eu/ueber-projekt-post/?lang=de. Accessed 21 July 2021
Deviatkin I et al (2019) Wooden and plastic pallets: a review of life cycle assessment (lca) studies. Sustainability 11(20):5750. https://doi.org/10.3390/su11205750
ELCD 3.2. (2016) European reference life cycle database. GreenDelta GmbH. https://nexus.openlca.org/database/ELCD. Accessed 24 July 2020
Elsom D (1996) Smog alert: managing urban air quality. Earthscan Publ, London
Energochemica (2021) Energo chemica data collection, internal document
European Commission (2010) Mitteilung Der Kommission Europa 2020. Eine Strategie Für Intelligentes, Nachhaltiges Und Integratives Wachstum. European Commission, Brussels
European Commission (2011) Commission staff working paper. Analysis associated with the roadmap to a resource efficient Europe Part I. Accompanying the document communication from the commission to the European Parliament, the council, the European economic and social committee and the committee of regions roadmap to a resource efficient Europe. European Commission, Brussels
European Commission (2015) Proposal for a directive of the European Parliament and of the council amending directive 2008/98/EC on waste. European Commission, Brussels
European Commission (2021) Renewable energy directive 2021. https://ec.europa.eu/energy/topics/renewable-energy/renewable-energy-directive/overview_en. Accessed 4 June 2021
European Committee for Standardization (2014) Composites made from cellulose-based materials and thermoplastics (usually called wood-polymer composites (WPC) or natural fibre composites (NFC)): part 1: test methods for characterisation of compounds and products. European Standard EN 15534-1. European Committee for Standardization, Brussels
Eurostat (2021) SHARES (Erneuerbare Energien) - Energie - Eurostat. https://ec.europa.eu/eurostat/de/web/energy/data/shares. Accessed 11 May 2021
Gantner J (2012) C-05 transport of wastes to landfill, incineration and recycling facilities—screening and simplified LCA. https://www.eebguide.eu/eebblog/?p=1636. Accessed 2 Feb 2021
González-García S et al (2012) Eco-innovation of a wooden based modular social playground: application of LCA and DfE methodologies. J Clean Prod 27:21–31. https://doi.org/10.1016/j.jclepro.2011.12.028
Groot WJ, Borén T (2010) life cycle assessment of the manufacture of lactide and PLA biopolymers from sugarcane in Thailand. Int J Life Cycle Assess 15(9):970–984. https://doi.org/10.1007/s11367-010-0225-y
Gutiérrez Aguilar C et al (2017) Cleaner production applied in a small furniture industry in Brazil: addressing focused changes in design to reduce waste. Sustainability 9(10):1867. https://doi.org/10.3390/su9101867
Hamer G (2003) Solid waste treatment and disposal: effects on public health and environmental safety. Biotechnol Adv 22(1–2):71–79. https://doi.org/10.1016/j.biotechadv.2003.08.007
Higgins J (2011) Forest industries and the environment. https://www.heritage.nf.ca/articles/economy/forestry-environment.php. Accessed 10 Feb 2021
International Atomic Energy Agency [IAEA] (1999) Health and environmental impacts of electricity generation systems: procedures for comparative assessment. International Atomic Energy Agency, Vienna
Kim JK, Pal K (2011) Recent advances in the processing of wood-plastic composites. Springer, Berlin, Heidelberg
Leadbitter J (2002) PVC and sustainability. Prog Polym Sci 27(10):2197–2226. https://doi.org/10.1016/S0079-6700(02)00038-2
Markarian J (2007) PVC additives—what lies ahead? Plast Addit Compd 9(6):22–25. https://doi.org/10.1016/S1464-391X(07)70153-8
McAloone T, Bey N (2009) Environmental improvement through product development: a guide. Danish Environmental Protection Agency, Copenhagen
McAloone T, Pigosso DCA (2018) Ecodesign implementation and LCA. In: Hauschild MZ, Rosenbaum RK, Olsen SI (eds) Life cycle assessment. Springer, Cham, pp 545–576
Perdomo E et al (2021) Securing sustainable Dendromass production with poplar plantations in European rural areas. D5.5 integration of LCA in value chain establishment: final results. Wood K Plus, Vienna
Petchwattana N et al (2012) Recycling of wood-plastic composites prepared from poly(vinyl chloride) and wood flour. Constr Build Mat 28(1):557–560. https://doi.org/10.1016/j.conbuildmat.2011.08.024
Pigosso D et al (2013) Ecodesign maturity model: a management framework to support ecodesign implementation into manufacturing companies. J Clean Prod 59:160–173. https://doi.org/10.1016/j.jclepro.2013.06.040
Pivato et al (2018) Estimation of global warming emissions in waste incineration and landfilling: an environmental forensic case study. Environ Forensics 19(4):253–264. https://doi.org/10.1080/15275922.2018.1519741
PlasticsEurope (2019) Plastics—the facts 2019. An analysis of European plasticsproduction, demand and waste data. PlasticsEurope, Brussels
Rivela B et al (2006) Life cycle inventory of particleboard: a case study in the wood sector. Int J Life Cycle Assess 11(2):106–113. https://doi.org/10.1065/lca2005.05.206
Rodrigues V et al (2018) Evaluating the potential business benefits of ecodesign implementation: a logic model approach. Sustainability 10(6):2011. https://doi.org/10.3390/su10062011
Sarker M et al (2012) Polyvinyl chloride (PVC) waste plastic treatment using zing oxide (Zno) with activated carbon and produced hydrocarbon fuel for petroleum refinery. Int J Eng Sci 1(8):29–41
Schirp A (2021) Stoffliches WPC-recycling. https://www.wki.fraunhofer.de/de/fachbereiche/hnt/profil/forschungsprojekte/stoffliches-wpc-recycling.html. Accessed 6 July 2021
Sommerhuber PF et al (2015) Substitution potentials of recycled HDPE and wood particles from post-consumer packaging waste in wood-plastic composites. Waste Manage 46:76–85. https://doi.org/10.1016/j.wasman.2015.09.011
Sommerhuber PF et al (2017) Life cycle assessment of wood-plastic composites: analysing alternative materials and identifying an environmental sound end-of-life option. Resour Conserv Recycl 117:235–248. https://doi.org/10.1016/j.resconrec.2016.10.012
Stichnothe H, Azapagic A (2013) Life cycle assessment of recycling PVC window frames. Resour Conserv Recycl 71:40–47. https://doi.org/10.1016/j.resconrec.2012.12.005
Tchertchian N et al (2013) Benefits and limits of a constraint satisfaction problem/life cycle assessment approach for the ecodesign of complex systems: a case applied to a hybrid passenger ferry. J Clean Prod 42:1–18. https://doi.org/10.1016/j.jclepro.2012.10.048
Thornton J (s.a.) Environmental impacts of polyvinyl chloride (PVC) building materials. A Briefing Paper for the Healthy Building Network, s.l
van der Giesen C et al (2020) A critical view on the current application of LCA for new technologies and recommendations for improved practice. J Clean Prod 259:1–12. https://doi.org/10.1016/j.jclepro.2020.120904
van Weenen JC (1995) Towards sustainable product development. J Clean Prod 3(1–2):95–100. https://doi.org/10.1016/0959-6526(95)00062-J
Verband der Deutschen Holzwerkstoffindustrie e.V. (VHI) (2015) Umweltproduktdeklaration Nach ISO 14025 Und EN 15804. WPC Terrassendielen. Institut Bauen und Umwelt e.V., Berlin
Vink ETH, Davies S (2015) Life cycle inventory and impact assessment data for 2014 Ingeo TM polylactide production. Ind Biotechnol 11(3):167–180. https://doi.org/10.1089/ind.2015.0003
Acknowledgements
This work received funding by the Bio Based Industries Joint Undertaking under the European Union’s Horizon 2020 research and innovation programme under Grant agreement number 745874 and the Austria Research Promotion Agency (FFG) under the COMET program grant number 865905.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2023 The Author(s)
About this chapter

Cite this chapter
Brunnhuber, N., Windsperger, A., Perdomo Echenique, E.A., Hesser, F. (2023). Implementing Ecodesign During Product Development: An Ex-Ante Life Cycle Assessment of Wood-Plastic Composites. In: Hesser, F., et al. Progress in Life Cycle Assessment 2021. Sustainable Production, Life Cycle Engineering and Management. Springer, Cham. https://doi.org/10.1007/978-3-031-29294-1_3
Download citation
DOI: https://doi.org/10.1007/978-3-031-29294-1_3
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-29293-4
Online ISBN: 978-3-031-29294-1
eBook Packages: EngineeringEngineering (R0)