
Abstract
The excavation process in mechanised tunnelling consists of various technical components whose interaction enables safe tunnel driving. In reference to the existing geological and hydrogeological conditions, different types of face support principles are applied. In case of fine-grained cohesive soils, the face support is provided by Earth Pressure Balanced (EPB) machines, while the Slurry Shield (SLS) technology is adapted in medium-grained to coarse grained non-cohesive soils even under high groundwater pressure. For both machine techniques, the support medium (the excavated and conditioned soil (EPB) or the bentonite suspension (SLS)) needs to be adapted for the specific application. Within this chapter, the theoretical, experimental and numerical developments and results are presented concerning the fundamentals of face support in EPB and SLS tunnelling including the rheology of the support medium, the material transport and mixing process of the excavated soil and the added conditioning agent in the excavation chamber of an EPB shield machine as well as the constitutive models for investigations of the near field interactions between surrounding soil and advancing shield machine.
You have full access to this open access chapter, Download chapter PDF
Similar content being viewed by others

4.1 Fundamentals of Face Support in Mechanized Tunneling Adapting Conditioned Soil and Bentonite Suspensions as Support Media
Two important variants of pressurized face tunnel boring machines include TBMs with Slurry Shields SLS and Earth Pressure Balance (EPB) machines. In the following sections, background information will be given to show how the experimental investigations and models of soil structure can be used to analyze and improve the excavation process.
4.1.1 Face Support in EPB Tunneling
In mechanized tunneling with Earth Pressure Balance Shields (EPB Shields), the machine uses the excavated soil to stabilize the tunnel face against earth and possibly existing water pressures and thus to generate a static equilibrium. For this purpose, the excavated soil is compressed in the excavation chamber until a state of stress is reached that corresponds to the required support pressure. Fluctuations and a constantly required adjustment of the support pressure during excavation significantly show the influence of the changing material properties of the mostly heterogeneous construction ground on the tunnel face support. For controlled support pressure transfer and safe advance, the support medium, i.e. the excavated soil, must have various material properties. The required properties include sufficient workability and flow behavior of the supporting medium. If the excavated ground does not provide the required muck behavior in its natural state, it is necessary to award it such properties. These properties of the soil can be changed and positively influenced for tunneling with earth pressure shields by soil conditioning.
Shield excavation can be divided into two discontinuous phases: excavation and the assembly of segment lining. Figure 4.1 schematically shows the structure of an EPB shield. By rotating the cutting wheel (2) and simultaneously extending the hydraulic jacking presses (10), the machine penetrates the ground. For this purpose, the jacking presses use the last segment ring built as a thrust bearing and press the cutting wheel against the working face (1) via the pressure bulkhead (4). If the excavation chamber (3) is completely filled, a supporting pressure can be built up via the extension speed of the jacking presses (10) as well as the speed of the screw conveyor (6) or transferred via the thrust plate (4) to the soil mixture located in the excavation chamber (3).

Schematic illustration of an EPB shield [94]
The workability and the flow behavior of the soil mixture in the excavation chamber (3) is essential for reliable support pressure transmission. For this purpose, stators or rotors (5) are arranged on the thrust plate (4) as well as on the cutting wheel back (1) to mix the excavated soil. In the protection of the shield (12), the segments of the tunnel lining (11) are assembled to a circular profile. For this, a vacuum is created between the segment stone and the vacuum plate of the erector. Meanwhile, the segments are held in their position and orientation by the extension and pressing of the hydraulic jacks (10). The cavity created thus receives its final securing immediately after driving and is therefore capable of absorbing the forces and resulting stresses that occur during ring closure. The excavated material transported by the auger conveyor (6) is transported out of the tunnel using conveyor belts (8) or wagons (not shown here). In case of need, e.g. an increased groundwater infiltration, the screw conveyor (6) can be retracted and the opening closed with a sliding gate (7).
Support pressure transfer
The steering and control of the support pressure in EPB tunneling depends primarily on the soil and, if applicable, on its degree of conditioning. Furthermore, machine-related factors such as the direction of rotation, the rotational speed of the cutting wheel and the position of the screw conveyor influence the support pressure control. [11, 16, 62]
The density of the supporting medium is changed by the addition of conditioning agents, in particular by the addition of foam, water or polymers. The conditioning agent is injected into the soil during tunneling through injection nozzles in the cutting wheel and the excavation chamber. As the added amount of foam increases, the density of the supporting medium decreases. Due to the inherent weight of the supporting medium, the density of the material is of great importance for the build-up of a supporting pressure and its control. The support pressure is measured by pressure sensors which are installed over the entire surface of the pressure wall. Due to the relatively inert behavior of the support medium, support pressure fluctuations between +/- 0.3 bar must be considered during tunneling [11, 16, 17, 18].
Figure 4.2 shows a simplified schematic of the interaction between the support pressure and the earth and water pressure.

Pressure interaction between the EPB-TBM and the tunnel face
Application range for EPB machines and experimental investigations
According to Maidl (1995) [62], the supporting medium should have plastic properties, viscoplastic deformation behavior and sufficient flow behavior. These properties can be summarised in the term workability. The ideal consistency of the supporting medium is often described as pasty. In cohesive soils with sufficient plasticity, a very soft to soft consistency should be aimed for [16, 62]. Using the term workability, for cohesive soils, both possible clogging risks must be excluded, and a homogeneous support pressure transfer must be ensured. Since a cohesionless, in-situ soil often does not have the necessary properties for sufficient workability, this is realised by adding conditioning agents, including foam, water or bentonite suspension. Figure 4.3 shows the extended application range for the use of earth pressure shields according to Maidl (1995) [62].
To investigate and measure workability and rheology of soil, various experimental procedures were analysed and further developed within the Collaborative Research Center 837. These experiments are described in the sections below, and their essential evaluation methodology is outlined.

Extended application range for the use of EPB shields after [16]
4.1.2 Face Support in Slurry Shield Tunneling
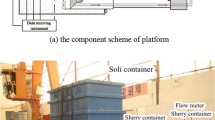
In tunnel boring machines (TBM) with fluid support (Slurry Shield machine, SLS), active support of the working face is provided by a pressurized fluid, usually a bentonite suspension. The required pressure is applied via an air cushion in the working chamber, which is separated from the excavation chamber by a submerged wall (Fig. 4.4). In addition to the advantage of active face support and thus protection against soil and water inflow, fluid support is particularly suitable for the support of challenging ground conditions with sensitive control of the support pressure [28].

System Layout SLS after [28]
Support pressure transfer
The supporting effect in slurry-shield tunneling is achieved by the bentonite suspension creating an excess pressure compared to the surrounding earth and water pressures and penetrating into the pores of the existing soil [39, 53, 78]. The origin of this principle as well as prevailing theories lie in diaphragm wall technology and are transferred to tunnel construction [61]. The penetration behavior is significantly influenced by the yield point of the suspension and the ratio of bentonite particle size and pore space. A distinction is made between three penetration processes of the bentonite suspension into the soil [78]:
-
formation of an outer filter cake (Fig. 4.5a),
-
pure penetration of the bentonite suspension into the soil (Fig. 4.5b),
-
formation of an inner filter cake (Fig. 4.5c).

Mechanisms of support pressure transfer. a filter cake formation, b penetration, c internal filter cake after [28]
The formation of an external filter cake (see Fig. 4.5a) occurs when the pore size of the soil is smaller than the dispersed particles in the bentonite suspension. In this case, the suspension does not penetrate into the soil but a filtering of bentonite particles takes place at the surface of the supported soil. The bentonite particles lying flat on top of each other and act as a sealing membrane [39]. Among other things, this is important in tunneling when the excavation is stopped in order to prevent the tunnel face from collapsing [39]. The ability of the filter cake formation as well as its thickness and the filtrate water release can be determined by the filter press test according to API RP 13B-2 [3].
If the bentonite particles within the suspension are smaller than the smallest pore diameters in the soil, the suspension including the bentonite particles can penetrate far into the soil (see Fig. 4.5b). The suspension causes a supporting flow force, which is transferred into the soil via the grain structure and prevents grains from falling out and thus the soil to be supported from collapsing [39, 53]. During penetration, shear stresses occur on the grain surfaces due to the yield point of the suspension, which lead to stagnation of the suspension after a defined depth. This seals the pores and prevents further flow of the suspension [52].
If the particle size of the bentonite dispersed in the suspension lies between the minimum and maximum pore diameter, the suspension with contained bentonite particles can penetrate into the soil, but at pore constrictions the solid particles are filtered from the suspension, as they are too large to pass through the pore channels. Due to the successively increasing deposition of bentonite particles in front of the pores, the pores become clogged over time. An internal filter cake is formed (see Fig. 4.5c) [78].
4.2 Experimental Investigations of the Workability of Cohesive and Non-Cohesive Soils
Experiments to investigate the workability of both cohesive and non-cohesive soils include the slump test, the ball measuring system, the cosma large-scale testing device and a displacement-controlled penetration testing device, among others. A novel new device to detect the penetration depth of bentonite suspension in non-cohesive soils will also be introduced.
4.2.1 Slump Test
To investigate the flow behavior of cohesionless soils, the slump test has become widely accepted both in laboratories and in tunneling practice. This test method, initially used for concrete technology and anchored in DIN EN 12350-2:2019 [30], provides index values for the workability of conditioned soils or excavated material. This means that the flow behavior of conditioned soils cannot be measured directly but can be determined indirectly via the slump and slump flow. An increasing Foam Injection Ratio (FIR) increases the slump and slump flow rate. Figure 4.6 shows an example of the influence of FIR on slump and slump flow based on slump tests carried out on sandy soil. While coarser soils react much more sensitively to a change in the FIR in the slump test, an increase of between 5 vol.% and 10 vol.% is necessary for fine sands in order to determine clear differences regarding the slump. In this research, the range of workability of cohesionless unconsolidated soils–determined in the slump test–is defined according to [16] for a slump between 10 cm and 20 cm.

Photo study on the influence of the FIR on the slump and slump yield determined in the slump test. Successive increase of FIR in 5 vol.% steps from left to the right [94]
There is no standardised test procedure among the various authors, which shows a severe weakness concerning the comparison and reproducibility of test results. In addition, this test method fails with fine-grained cohesive soils. Which reveals a further disadvantage with regard to the field of application of the slump test. Furthermore, the determination of rheological parameters such as viscosity or yield point with the slump test is only possible indirectly. For this reason, existing test methods were further developed into a new test method within the context of the Collaborative Research Centre 837, with which a wide range of soils can be investigated with regard to workability.
4.2.2 Ball Measuring System And cosma
To determine rheological parameters of foam conditioned fine sand Galli (2016) [40] and Freimann (2021) [36] used the Rheolab QC rheometer and the associated ball measuring systems from Anton Paar (see Fig. 4.7).

Rheolab QC rheometer from Anton Paar (left) and different ball bearing attachments (right) [40]
During the rheometric investigation, the sphere moves rotationally around the measuring system axis with radius \(L\) through the sample at a predefined speed \(n\), thereby generating a displacement flow. The vertical mounting strut of the sphere has a very small thickness in the direction of movement in order to reduce the disturbing influences. The experimental setup is shown in Fig. 4.8.

Experiment with soil-foam mixture in the ball rheometer (middle); schematic sketch (left & right)
The recorded torque \(M\) can be formulated as a function of the rotational speed \(n\). The choice of the measurement profile for generating rheological material quantities is of decisive importance, as it defines the rotational speed of the ball as a function of time. The measurement profile Galli (2016) [40]) developed, contains a total of six revolutions of the sphere. A complete revolution includes 360°, avoiding measurements in the zone close to the point of immersion of the ball in the sample to avoid possible interferences in the measurement. This zone is defined as one ball diameter before and after the point of immersion. During the measurement, the speed increases logarithmically and the torque is recorded using 31 measuring points (see Fig. 4.8, right). To determine the rheological material quantities from the known geometric and physical data, the conversion factors \(C_{\text{SS}}\) (Conversion Shear Strength) for calculating the shear stress and \(C_{\text{SR}}\) (Conversion Shear Rate) for calculating the shear rate according to Galli (2016) [40] are used in the Rheoplus software. These conversion factors were determined based on calibration tests with different fluids for the measurement system used in this research so that the shear stress \(\tau\) and the shear rate \(\gamma\) can be calculated as
and
with shear stress conversion factor \(C_{\text{SS}}\), torque \(M\), shear rate conversion factor \(C_{\text{SR}}\) and speed \(\eta\).
4.2.3 COSMA – Conditioning of Soil in Mechanized Tunneling Using Additives
The cosma large-scale testing device, as shown in Fig. 4.9, was designed to test conditioned sands under pressure conditions, such as those encountered with EPB shield machines during tunneling. The test device consists of a cylindrical container (\(h\) = 0.7 m; \(D_{i}\) = 1 m; \(v\) = 550 \(\ell\)) with an agitator installed in the centre and is mounted so that it can be tilted by approx. 100°. Within the Collaborative Research Centre 837, the first investigations under atmospheric pressure conditions were carried out and analysed in the large-scale test device with the ball rheometer in order to be able to evaluate the use of a ball rheometer in the excavation chamber.

cosma large-scale test stand and installation position of the ball rheometer [36]
To determine the rheological properties of the conditioned loose rock in the large-scale test rig, a spherical rheometer was installed at the bottom of the sample container. The ball rheometer consists of a ball with a diameter of 80 mm, which is connected to the drive shaft via a rod (\(d\) = 40 mm, \(h\) = 95 mm) that is eccentrically arranged by 55 mm. Thus, it is possible to examine samples with a maximum grain size of 16 mm, taking into account. The drive shaft is driven by a hydraulic swivel motor. Thus, the ball is moved by a differential pressure in the hydraulic hoses of the drive between the end bearings on a circular path with an angle of 338° at a constant speed. Due to the installed components, in contrast to the small-scale rheometer tests, it is not possible to vary the rotational speed of the ball rheometer during a test. The oil pressure of the hydraulic unit can be measured, recorded and evaluated with two pressure sensors from HBM. The speed of the ball rheometer can be adjusted depending on the speed of the hydraulic unit of the drive shaft. The differential pressure, which is set according to the set speed, is software recorded at a frequency of 1 Hz for the entire duration of the test.
4.2.4 Load-Controlled Penetration Test Device
Freimann (2021) [36] adapted the test principle from the falling cone test [31], which originates from geotechnics, and the Kelly ball test [4], which are used to test the fresh concrete. Furthermore, Hansbo (1957) [46] and Merrit (2004) [65] provided important insights into the design of the test rig as well as the evaluation of the data. To investigate the workability of conditioned cohesionless soil, [36] conducted a parameter study with different penetration body geometries as well as different ballasting. The measured values were correlated with slump test results from the same soil-foam mixture. The force-controlled test consists of a sample cylinder, into which the medium to be tested is filled, and a steel frame construction, which guides the penetration body or shaft via a sliding bearing, (Fig. 4.10).

The cones used have a width of 15 or 21 cm and a height of 13 or 18.5 cm. They weigh 800 g (small cone) and 890 g (large cone). The bullet mould used in the preliminary investigations is 18.5 cm high, 15 cm wide and weighs 4500 g. The steel shaft, to which a thread attaches the penetration bodies, has a diameter of 1.5 cm and a length of 100 cm (weight 1160.5 g). Freimann (2021) [36] selected the large cone shape and a penetration weight of 2050 g by evaluating penetration tests as well as slump tests and shear strength tests carried out in parallel. This test setup made it possible to map the most extensive realizable penetration range between the slump limits of 10 cm and 20 cm (acc. to Budach (2012) [16]) in the penetration test. The resolution of the force-controlled penetration test was greatest with these design parameters for foam-conditioned loose rock. To carry out the experiment, the penetration element is positioned directly above the soil sample and the clamp on the upper part of the shaft is loosened. Then the penetration depth is read off via a scale and the measuring flag.
Calculation of the shear strength using the load-controlled penetration test device
To determine the undrained cone shear strength \(C_{\text{urfc}}\), an equation established by Freimann (2021) based on DIN EN ISO 17892-6, 2017-07 is
with gravitational acceleration \(g\), penetration mass \(m\) and penetration depth \(i\).
In addition, the shear stress acting on the surface of the cone results from the input parameters fall weight \(W\), penetration depth \(i\) and the opening angle of the penetration cone. Figure 4.11 shows the forces and stresses acting during the test. The evaluation of the shear stresses acting on the cone has already been studied in the experiments by Abd Elaty et al. (2016) [1] and Perrot et al. (2018) [77] for fresh concrete and grout. After completion of the penetration process, a state of equilibrium is established between the penetration force \(W\) of the falling cone and the opposing force resulting from the shear force \(F_{\text{sh}}\) and the normal force \(F_{n}\) acting perpendicular to the cone surface. The shear stress \(\tau\) acting on the wetted cone surface can be calculated with the help of the penetration force \(W\), the opening angle of the drop cone \(\beta\) and the wetted cone surface \(A\),
The wetted cone surface \(A\) results from the measured penetration depth.

Force interaction at the penetration cone during the penetration test with \(W\) (penetration force), \(F_{\text{sh}}\) (shear force resulting of \(W\)), \(F_{n}\) (normal force resulting of \(W\)) and \(\tau\) (shear force at cone surface) (left). Dimensions at the penetration cone to determine the fictive penetration depth \(i_{f}\), with \(h_{f}\) (free height of the cone) \(s_{f}\) (free length of the cone) and \(h\) (total height of the cone) (right) [36]
4.2.5 Displacement-Controlled Penetration Test Device
An important material parameter when driving with earth pressure shields (EPB shields) in cohesive unconsolidated rock is the consistency of the soil. It determines the flow behavior of the excavated material or the support medium in the excavation chamber and the auger. Furthermore, depending on the consistency and other material parameters, e.g. the plasticity index, sticking phenomena can occur on the cutting wheel during tunneling, which can cause high costs due to power losses, cleaning measures and possibly also increased wear. The experimental identification of a critical consistency of the excavated material during the excavation process and an appropriately adjusted conditioning of the soil can help to make EPB excavations safer, more cost-efficient and easier to plan in the future. Based on the findings from Freimann (2019) [38] and Freimann (2021) [36], the load-controlled penetration test was further developed into a displacement-controlled version. The displacement-controlled version takes up the principle of penetration into flowable and displaceable media, while differs from the force-controlled version from Freimann (2021) [36] with regard to the control and the induced impulse. The test results, i.e. penetration depth and penetration resistance, are digitally measured and logged. The new test device (Fig. 4.12) can measure flow behavior for both cohesionless and cohesive soils using different correlations. In particular, cohesive soils cannot be investigated with the previously presented slump test. This limitation in the field of application is entirely eliminated by the displacement-controlled penetration test due to the new test procedure.

Construction of the displacement-controlled penetration test device [94]
4.3 Experimental and Numerical Investigations on the Support Pressure Transfer of Slurry Shields SLS in Non-Cohesive Soil
Detailed investigations on the stability of the tunnel face have been carried out using raw data gained from on-site measurements. Based on the insight gain during these analyses, a new device was developed based on the electric resistance measured in real time.
4.3.1 Investigations on the Tunnel Face Stability in Mechanized Tunneling with Fluid Support
The interactions between excavation tools and ground are particularly relevant for the consideration of face stability in mechanized tunneling with fluid support. For a better understanding of the interactions between machine and ground, also with regard to the tunnel face support, construction process data from tunneling projects were analysed. For this purpose, tunneling data from three reference projects with comparable machine diameters were used. For tunneling in soil, scrapers and reamers were identified as relevant tunneling tools. For each cutting wheel, homogeneous cutting zones were defined, each with a constant number of excavation tools within a cutting track. Figure 4.13 shows the subdivision of the three cutting wheels into three, four and five cutting zones. The aim was to determine characteristic mean values for the sequential passage of the mining tools at a local point of the working face [104].

Cutting wheels of projects P1, P2 and P3 (top row) and the division into cutting zones (bottom row) after [104]
To observe the transient processes during tunneling, excavation data are necessary. Raw data such as revolutions of the cutting wheel per minute (RPM) and advance rate (AR) are recorded directly and the penetration depth of the cutting wheel per revolution is calculated from this. The recording is done as actual or average values per ring. To take a closer look at the interaction between cutting tool and ground it is necessary to adapt the data to a single cutting tool. A cutting tool moves forward and in a rotational motion at the same time, it follows a spatial spiral. Each tool of a cutting track excavates only a part of the soil at the tunnel face of a complete wheel rotation. The penetration depth of a tool therefore depends on the number of tools on a cutting track (\(n\)), this results in an average penetration depth per tool. The time spans (\(t_{\text{tool}}\)) between two successive tools can be determined from the cutting wheel revolutions per minute (RPM) as
according to the same principle. In this time span, the pressure transfer mechanism can form without being disturbed [104].
The evaluation of the penetration depth of a cutting tool during one pass with the time span between the pass of subsequent tools is shown in Fig 4.14a–c. Homogeneous cutting zones are considered separately and are color coded. Furthermore, linear trend lines are shown in each diagram, which have the same slope with a slight offset within a project. The same trend was observed in all three projects with regard to the excavation sequence. The penetration depth of a cutting tool increases with increasing time between two tools. The reason for this phenomenon lies in the distance between the tools and the centre of the cutting wheel. The greater the distance, the more tools are in a cutting track and the lower the penetration depth of each cutting tool. The trend lines shown in Fig. 4.14d characterise all homogeneous cutting zones of the three projects. Marked in red is the typical cyclic time interval and the typical penetration depth d of the tools in a fluid-assisted advance [104].

Correlation of penetration of one cutting tool with timespan between subsequent tools after [104]
The interaction between the pressure transfer mechanism and the cutting tools can be described at the local level with two general situations. The first case (Case A) occurs when a passing tool at a local tunnel face location removes the entire infiltrated zone with bentonite suspension. Due to the abrupt removal, it may result in increased pore water pressures in front of the tunnel face caused by the flow of slurry. This is in contrast to case B, where only a part of the infiltrated zone is removed over which the pressure transfer takes place. Both cases are compared in Fig. 4.15 [121].
Since in Case B only a part of the pressure transfer mechanism is removed, it is necessary to describe it in more detail. After partial removal, immediate ‘‘re-penetration’’ of bentonite suspension takes place each time a cutting tool passes through. That means, bentonite suspension penetrates in an area of the soil skeleton where there are already deposited bentonite particles from the previous suspension pass. Due to only partial removal of the pressure transfer mechanism, occurring changes in pore water pressure and effective stresses are less abrupt compared to Case A [120].

Definition of case A and B of the interaction at the tunnel face during excavation after [122]
The stagnation gradient \(f_{s0}\) is
with \(a\) as an empirical factor from the experiments, \(a=\) 2 or 3.5; \(\tau_{f}\) the yield point of the supporting fluid (ball harp or pendulum device) and \(d_{10}\) as the characteristic grain size of soil (10% passage in sieve analysis).
In numerical simulations, Zizka [119] shows for Case A that the existing pressure gradient during excavation is much lower than the stagnation gradient of the slurry during primary penetration in steady state (ring building phase). The stagnation gradient describes the pressure drop across the penetration depth of the slurry and is an important parameter in DIN 4126 [29] for the support pressure transfer mechanism. The stagnation gradient \(f_{\text{so}}\) is calculated according to Eq. (4.6). In Case A, as a result of the local damage of the supporting pressure transfer mechanism, the pore water pressure increases globally outside the penetrated zone (see Fig. 4.16a) [123]. The build up of the pressure transfer mechanism is heterogeneous during excavation and can be transferred according to one of the following modes (compare mechanisms described in Talmon et al. [100]):
-
Flow pressure–in areas where the soil including pressure transfer mechanism is freshly cut, comparable to pressure transfer suggested by [9];
-
pressure drop over the partially formed pressure transfer mechanism and flow pressure–in areas where the pressure transfer mechanism is still forming and has not yet been completely formed, comparable to pressure transfer suggested by [14];
-
pressure drop over the fully formed pressure transfer mechanism–in areas where the mechanism is almost completely developed, corresponds to the transfer suggested by Kilchert and Karstedt [52].
Case B implies that after the partial excavation of the pressure transfer mechanism, only this part needs to be rebuilt during re-penetration. For a more detailed consideration of case B, it is necessary to distinguish between Case B-1 and Case B-2. Figs. 4.16a and b the differences on the basis of existing stresses and their distribution are shown [123].
Case B-1 is characterised by no increasing pore water pressure outside the penetrated zone (Fig. 4.16b). Experiments have shown that the pore pressure distribution is linear and decreases to zero within the penetrated zone [119]. This case is characterised by a higher pressure gradient during excavation relative to the stagnation gradient at steady state. Anagnostou and Kovari [2] already proposed this hypothesis, which was proven in the experiments. The fraction of the suspension overpressure that is converted into effective stresses in the soil skeleton depends only on the penetration depth of the bentonite suspension. This implies that the ratio of the transferred pressure to the applied pressure is well predictable. The application of the approaches described in DIN 4126 [29] for the calculation and consideration of the stagnation gradient can be safely applied for Case B-1 [123].
Compared to Case B-1, Case B-2 is characterised by a non-linear pore pressure distribution during primary slurry penetration (Fig. 4.16c). The existing pressure gradient during excavation is lower than the stagnation gradient \(f_{s0}\) according to DIN 4126 [29] in the steady state. Since increased pore water pressures also occur outside the sliding wedge to be supported, the efficiency of the support is lower than in Case B-1 and it is more difficult to be predicted. The application of the approaches from DIN 4126 [29] can therefore lead to uncertain results [123].

Efficiency of the pressure transfer mechanism for different interaction t the tunnel face during excavation stage, illustrated for the elevation at the tunnel axis after [124]
For the required Case B-1, Fig. 4.17 was developed to substantiate the recommendation for a minimum stagnation gradient according to DIN 4126 for Slurry Shields [29]. With Fig. 4.17 it is possible to receive the minimum stagnation gradient, which implies an efficient support of the tunnel face and avoids pressure losses due to escalating penetration. The diagram does not take into account the additional increase of the existing pressure gradient during excavation for case B-1.

Minimum recommended stagnation gradient of slurry \(f_{s0,\text{min}}\) to avoid a loss of efficient face support due to deep slurry penetration after [119]
Figure 4.17 is based on four fixed values for the slurry overpressure \(\Updelta s_{\text{crown}}\) (20, 60, 100 and 140 kN/m\({}^{2}\)) under variation of the tunnel diameter D and the sliding angle of the wedge \(\varphi\). The sliding angles used for the calculation are typical for cohesionless soils. The unit weight of the suspension is assumed to be 12 kN/m\({}^{3}\) and it is thus on the safe side, in contrast to the unit weight of fresh slurry. To calculate the minimum stagnation gradient, the areas of total penetration and penetration within the sliding wedge are overlaid (see Fig. 4.18). When the maximum decrease in efficient slurry overpressure transfer averages exactly 5 kPa over the entire tunnel face, the recommended minimum stagnation gradient is achieved [123].

Stagnation of supporting fluid inside the soil skeleton with \(0<f_{s0}<\infty\) after [119]
For tunneling practice, it is important to aim for case B at the tunnel face without a very deep penetration of the slurry to ensure sufficient efficiency. The minimum stagnation gradient \(f_{\text{s0}}\) for this case can be determined according to Fig. 4.17. In this context, it is important to emphasise that increasing the slurry concentration does not necessarily improve the efficiency of the support, as it may lead to Case A. The results shown here apply to fresh suspension, which is why the penetration depth of the suspension is higher than that of loaded slurry [80]. The efficiency of pressure transfer in tunneling practice can be influenced in several other scenarios. Broere [14, 15] already investigated excavation through a semi-confined aquifer. This excavation situation can be characterised as excavation through a permeable soil layer with limited dimensions in vertical direction, as the permeable soil layer is confined in two impermeable layers. The direction of flow is thus limited for the slurry and the efficiency of pressure transfer is reduced and especially true for Case A. Similar problem can occur in excavations between artificial structures, e.g. diaphragm and pile walls, where the flow field is also limited [119]. In addition to the tunnel face environment or boundaries, there may be a heterogeneous working face where, for example, Case A occurs in the lower half and Case B in the upper half. This situation is shown in Fig. 4.19a. Coarse grained soil with a higher permeability favours Case B and leads to the dissipation of the increased pressure from the finer soil. The efficiency of pressure transfer is increased with Case A compared to the entire face. Figure 4.19b shows a possible case with simultaneous presence of Cases A and B, which can be triggered by different homogeneous cutting zones at the working face. The presence of case A here can also reduce the coverage with Case B. Compared to the heterogeneous working face, the difference here lies in areas with the same permeability. Therefore, it can be assumed that the distribution of the increased pore pressure is dominated by the presence of Case A in the part of the tunnel wall [119].

a Heterogeneous tunnel face, b homogeneous tunnel face with simultaneous presence of Case A and B at the tunnel face within homogeneous soil conditions after [119]
With specified soil conditions and cutter wheel design, it is possible to adjust factors such as suspension concentration and excavation settings to achieve Case B across the entire tunnel face. The following measures can be taken [119]:
-
Decrease the yield point of the slurry – note, that the criterion for the local stability of the tunnel face after DIN 4126 [29] still have to be fulfilled, furthermore, minimally recommended slurry stagnation gradient to avoid efficiency decrease (Fig. 4.17) is to be achieved.
-
Increase slurry excess pressure to obtain deeper slurry penetration–note that this measure is efficient only in coarse soils.
As soon as Case B has been confirmed experimentally with adjusted parameters, the minimum required support pressure can be designed easily by standard approach described for instance in DAUB recommendation for face support.
4.3.2 Development of a New Device for the Detection of the Penetration Depth of Bentonite Suspension in Non-Cohesive Soil
The penetration depth of bentonite slurry into saturated soil is usually determined in column tests. Information on the penetration depth is provided either by visual inspection through the usually transparent cylinders or by the distribution of the pore water pressure within the soil sample. Up to now, however, there has been no way to measure the mechanisms by which bentonite particles are deposited in the pore structure of the soil.
A total of three measuring cylinders are developed on the basis of geoelectric resistance measurements. In the first preliminary test stage, the aim is to differentiate between various materials relevant to tunnel construction on the basis of their electrical resistance. A cylinder with eight measuring electrodes forms the basis for these investigations. A low voltage (5 volts) is introduced into a sample (water, bentonite suspension, water-saturated soil or soil-suspension mixtures) via the measuring electrodes and the resulting current intensity is measured. This results in a total of four electrical resistances, which are derived from the eight measuring electrodes and provide information about the electrical resistance at different points within the sample. Very good results are already achieved in this first step [55].
In a second series of experiments, a new measuring cylinder is designed on the basis of the previously described cylinder and the number of measuring sections was tripled. The materials of the cell, the installation methodology and the input voltage are retained. The conversion to electrical resistance is done digitally and recorded by a measurement program. Figure 4.20a shows the experimental setup, Table 4.1 the material compositions of the three selected experiments. Figure 4.20b shows an example of the evaluation of the three tests (Table 4.1) of the soil 0.5 to 1.0 mm with varying pore fluid. The aim of these tests is to find out whether the electrical resistances of different material compositions can be detected in the measuring cylinder. It is found that both the saturated soil from the soil-suspension mixture with high solids content and different soil-suspension mixtures within the measuring cylinder can be distinguished from each other on the basis of electrical resistance [55].

a Experimental setup of the scaled experiments, b electrical resistance measurement of varying material compositions after [55]
The finding of being able to measure different resistance zones within a soil sample forms the basis for penetration tests on a larger scale. Figure 4.21a shows a schematic diagram of the test setup, Fig. 4.21b shows the test setup in the laboratory. 24 electrodes (6 levels of 4 electrodes each) are embedded in the penetration cylinder. For the recording of the resistances to the second, a measuring program is developed, which makes it possible to set all necessary parameters (measuring time, waiting time, number of measuring cycles) and to carry out the measurement automatically as well as to display it in real time. In addition to the penetration cylinder, two other cylinders (suspension and filtrate water reservoir) are required to carry out a test [55].

a Schematic test setup, b test setup in the laboratory after [56]
A measurement cycle starts below the soil sample (\(-\)2 cm) and ends above the soil sample (53 cm). When the suspension stagnates and the resistance values stabilize, the measurement is stopped. Figure 4.22 shows an example of the results of three penetration tests (a to c). Bentonite product B1 was used fot the penetrating slurry. In the input plane (-2 cm), the electrical resistance decreases as the solid content of the suspension increases. The same phenomenon can still be seen in the first measuring level in the soil body (2 cm). The electrical resistance then increases with increasing penetration depth. Based on the development of the electrical resistance of each individual measuring level, conclusions can be drawn about the penetration depth of the suspension; a stagnation of the measuring value here indicates that a measuring level has been reached. The penetration depth can be estimated to within 5 cm due to the vertical electrode resistance. Furthermore, it can be seen from the evaluations that the electrical resistance decreases more quickly at low solid concentrations and reaches a stagnant measured value earlier [55].

Electrical Resistance measurements during bentonite penetration (0.5–1.0 mm, 0.30 bar). a B1 4%, b B1 5%, c B1 6% [56]
The electrical resistance data shown in Fig. 4.22 form the basis for further evaluation possibilities. By looking at the last measured value and the graphical evaluation via the penetration depth (Fig. 4.23), it is possible to obtain information about the deposition of bentonite particles. Figure 4.23 shows the evaluation of a sand with 0.5–1.0 mm grain diameter and the corresponding penetration depths of bentonite suspensions with three different solid contents (4%, 5% and 6%). Based on the electrical resistances and the optically assessed penetration depths, it can be concluded that with the 4% and 5% suspensions all measurement levels (2 cm to 17 cm) were reached. This is not the case with the 6% penetration. Based on the respective gradients between two measuring points, deposited bentonite particles in the grain structure can be visualized.

Evaluation of the electrical resistance over penetration depth after 180 s of penetration [56]
The electrical resistance of the penetrated soil is directly related to the content of bentonite particles. When the soil is changed (Fig. 4.24) to a grain size of 0.063–4.0 mm, the filtration mechanisms become even clearer. The gradients increase and the penetration depths decrease in the same course. Here, too, measurement levels that have not been reached can be recognized by a clearly steeper gradient of the connecting lines. Furthermore, the difference in electrical resistance within a graph indicates a clear change in particle content.

Evaluation of the electrical resistance over penetration depth after 180 s of penetration [54]
Figure 4.25 provides a correlation to the remaining solid content within the pore fluid. The lowest measured resistance in the first measurement plane (2 cm) is set to 100% solids content, the highest value to 0% solids content (= pure water). In a direct comparison it becomes clear that the soil 0.063–4.0 mm filters more particles over a shorter distance under the same experimental boundary conditions and therefore leads to a faster increase of the electrical resistance. In [54], further penetration tests will be analysed and a direct reference to supporting pressure calculations will be made.

Resulting percentage solids content of the pore fluid at different penetration depths [54]
Figure 4.26a, c shows investigations on the penetration behavior of a bentonite suspension with 6% solids content into a soil with 0.063–4.0 mm. Figure 4.26a shows the results of Zizka [119] based on the evaluation of the displaced filtrate water. Figure 4.26c shows the evolution of the electrical resistances over time for the same soil-suspension combination. Based on the filtrate water analysis, a penetration depth of about 3.5 cm can be derived. Kube [54] determines that the bentonite particles penetrate more than 6 cm into the soil, which can be seen in the development of the electrical resistance in the different measurement levels. The measuring planes 2 cm and 4 cm are reached completely, 6 cm almost completely and 8 cm reach only a few particles, which lower the electrical resistance. Penetration studies with measurement of the electrical resistance at different levels can therefore not only provide information about the pure penetration depth but also about the distribution of bentonite particles in the soil body.

4.4 Analysis of the Soil Structure and Particle Storage – Determination of the Phase Composition in Soils
In Sect. 4.1.2, the three different infiltration procedures and resulting mechanisms of support pressure transfer were introduced. In the present section, the effect of bentonite slurry infiltration on shear strength and on microstructural changes in the bentonite slurry will be discussed. In the first part of the section, the materials used and the methodological experimental approach are presented. This includes a method for the measurement of particle storage of bentonite solids, thus, bentonite concentration as function of penetration length at the end of the infiltration process.
4.4.1 Material and Methods
Three sands with different grain size distributions (0.1 to 0.5 mm, 0.5 to 1 mm, 1 to 2 mm) are used to mimic the support mechanisms in the experiments. The initial bentonite concentration is identical in most of the tests performed and was chosen to be 6%, which resulted in the formation of an external filter cake for the finest sand (0.1–0.5 mm) (see Fig. 4.5a), whereas the use of sands with grain sizes of 0.5–1 mm and 1–2 mm led to the internal filter cake formation (Fig. 4.5c) and pure penetration (Fig. 4.5b), respectively. The grain size distributions of the sands used are provided in Fig. 4.27a. A common commercially available sodium-activated bentonite powder with high plasticity properties and swelling capacity is used for slurry preparation. The bentonite has a liquid limit of \(w_{L}=317\)% and a plasticity index of \(I_{P}=253\)%. The slurry is prepared through mixing bentonite powder with tap water with the mixing ratio 60 g/l for 10 minutes. Subsequently, the slurry is kept 16 to 18 hours at rest in a temperature-controlled room before being used for the experiments. The flow behavior of the B60 slurry obtained from rheometer (at 20 °C) is shown in Fig. 4.27b. An infiltration column, shown in Fig. 4.28, is used to perform infiltration tests and the preparation of samples for the element tests. The column itself is equipped with 16 pore pressure sensors radially distributed along the height, which measure the pore water pressures during bentonite slurry infiltration over time. One fluid reservoir containing about 30 l bentonite slurry is connected to the inflow (bottom) side of the column, and a second fluid reservoir is connected to collect the slurry or water at the outflow side. The mass contained in both reservoirs is continuously monitored. A hydraulic gradient of \(\Delta_{p}=50\) kPa was applied through respective air pressures of 90 and 40 kPa on the fluid in the inflow and outflow containers, respectively. All infiltration tests, except for the samples prepared for microstructural investigation, are performed with an upward flow. The test duration was about 45 min. However, in case of sand 1–2 mm showing pure penetration mechanism, the test has to be stopped after approximately 3 min since the inflow reservoir discharges very fast.

Soil and slurry classification data

Laboratory setup for infiltration tests and sample preparation for element tests
The given sand is filled into the column by air-pluviation method. The density achieved is controlled by measuring layer wise the mass of the sand filled for a given layer thickness. Subsequently, CO\({}_{2}\) is flushed through the sand filled column for 1 hour replacing the pore air. The sample is saturated by de-aired water. Permeability tests performed after the saturation phase together with the precise measurements of density ensured the control of initial soil conditions and reproducibility of test results. The time-dependent slurry penetration data is then calculated using the balance measurements assuming one-dimensional fluid displacement with a uniform infiltration front over the cross-sectional area of the column. The samples for the planned tests (measurement of bentonite concentration and rheology, triaxial tests, microstructural investigation) are taken after the infiltration test from the column. For this purpose, moulds of different sizes and geometries are designed and produced. The moulds were installed inside the column prior to and during the air-pluviation of the host sand. They were acquired at the end of the experiment through dismantling of the column in a segment wise manner. The arrangement of the moulds inside the column is schematically shown in Fig. 4.28, where a) is the sample mould for the microstructural investigation, b) is the triaxial split mould, and c) are the perforated hollow cylinders to entrap the infiltrated slurry at target heights.
4.4.2 Particle-Storage and During Bentonite Slurry Infiltration
A method to directly measure the locally distributed bentonite concentration after the end of the infiltration tests was developed. The concept consist in entrapping the infiltrated pore fluid at different distances from the infiltration front, thus, at different heights in the column. For this, 16 flat aluminum cylinders with dimensions 2 cm in height and 6 cm in diameter providing an inner volume of about 30 cm\({}^{3}\) were produced and perforated with multiple 5 mm diameter holes at top and bottom surfaces. The perforated cylinders were placed during air-pluviation at the target heights \(h_{i}\). In order to avoid reciprocal effects during one-dimensional flow between neighbor cylinders, the cylinders at height \(h_{i+1}\) were shifted also radially with respect to the preceding lower cylinder. After the end of infiltration and pressure release, the overlaying soil was extracted carefully until reaching the top of the cylinder. The fluid volume of about 30 cm entrapped in the cylinder was collected from the container using a pipette and filled into glasses. The collected fluid samples tested regarding their bulk rheological properties using a rheometer. A second sample from the same height was used to measure the solid content by oven drying. By this method, an correlation between solid content and bulk rheological properties is established. Further, the method of direct measurement of concentration can be used to calibrate the indirect measurements using geoeelectric methods as presented in Sect. 4.3.2.
In Fig. 4.29, the concentration profile obtained by the direct method for the sands resulting in the three different infiltration mechanisms is shown. For sand 1–2 mm, no change in the slurry concentration is observed, which indicates the pure penetration of the slurry. However, for the other two sands, where formation of an external filter cake and internal filtration is expected, a sharp decrease in measured bentonite solid content can be observed. In case of the finest sand (Fig. 4.29a), the concentration decrease occurs over the first 10 cm from the infiltration front from \(c_{0}=50\) g/l to \(c=2\) g/l. For the medium-coarse sand (Fig. 4.29b), an initial penetration of the slurry without any bentonite filtration and a constant concentration of about 50 g/l followed by a sudden drop of concentration down to a concentration of \(c\approx 2\) g/l occurs over 6 cm distance.

Particle storage in terms of bentonite concentration vs. height for the different infiltration mechanisms: formation of external filter cake (a), internal filter cake (b), pure penetration (c)
It was shown that the developed direct measurement of locally distributed final bentonite solid content reflects well the interaction of the sand skeleton with the infiltrated slurry and provides an insight into the quantitative filtration of bentonite solids inside the grain skeleton. Further, the results will be used for the calibration of model parameters for the implementation of the continuum model of [89] for the simulation of filtration process of bentonite slurry into grain skeleton and the resulting change in porosity and permeability. Details of this work are published in [68].
4.4.3 Shear Strength of the Bentonite-Infiltrated Sand
The following paragraphs deal with the effect of bentonite slurry penetration on the shear strength of the granular soil. This investigation is motivated by two reasons. Firstly, depending on the properties of the granular soil and the bentonite slurry, different infiltration mechanisms and pressure transfer mechanisms occur. As a result, the zone where the bentonite slurry has penetrated into the pores can partly extend over the potential slip surface of the active earth pressure wedge (see Fig. 4.15). Further, bentonite penetration and filtration induce a decrease in permeability, resulting in a concentration of pore water pressures at the working face [115] due to the reduced drainage. This can in turn lead to a decrease in effective stress and a resulting change in shear strength. Secondly, the shear strength of the soil matrix is one of the main components controlling the cutting tool wear and subsequently the excavation process [113].
In order to study the effect of bentonite penetration on the shear strength of sand, consolidated undrained monotonic triaxial tests were performed on a sample of clean sand (grain size 1–2 mm) and a bentonite-infiltrated sample of the same sand. In both tests, the initial relative density was very similar with \(\text{ID}=71\)% and \(\text{ID}=67\)% for the clean sand sample and the infiltrated sample, respectively. Both values refer to density of the sand grain skeleton (without the bentonite solid content of the infiltrated sample). Both samples were taken as undisturbed samples from the column test. For this, the triaxial mold in the form of a split mold equipped with a latex membrane is placed inside the column at the respective height close to the infiltration front (Fig. 4.28).
Subsequently, the sand is filled into the column. It is to be noted that a vacuum is applied to the split mold during filling the column with sand in order to ensure a good contact between the inner surface of the split mold and the latex membrane, and thus, to ensure a defined volume and shape of the sand sample inside the split mold. Prior to the bentonite infiltration, the soil column is saturated with water. The bentonite slurry was infiltrated into the sand by applying a hydraulic gradient of 50 kPa between the inflow and outflow sides of the column. After the end of bentonite infiltration, vacuum is applied again to the split mold to avoid any deformation of the sample due to stress release during dismantling of the column and removal of the overlaying soil. The split mold together with the bentonite-infiltrated sample is carefully extracted and sealed by lids at top and bottom. The sampling procedure for the clean sand sample is similar, except that the excavation of the mold takes place after saturation with water. The mold with either the clean sand or the bentonite-infiltrated sand sample is transferred to the triaxial device and mounted into the triaxial device. The drainage system is saturated with de-aired water. After ensuring the appropriate B-values greater than 0.95, the sample is consolidated at 100 kPa effective stress, with a cell pressure of 700 kPa and a back-pressure of 600 kPa. After consolidation, the samples were monotonically sheared at undrained condition. The results for both a clean sand as compared to and a bentonite-infiltrated sand sample are shown in Fig. 4.30a–c.

Results of monotonic undrained triaxial tests on clean sand (grain diameter 1–2 mm) and bentonite-infiltrated sand (grain diameter 1–2 mm, bentonite concentration of used slurry 60 g/l): deviatoric stress vs. axial strain (a), pore pressure vs. axial strain (b), stress path as deviatoric stress \(q\) vs. mean effective stress \(p^{\prime}\), with (c)
As shown in the prior section (see Fig. 4.29), the combination of sand grain size of 1–2 mm with bentonite slurry with initial 60 g/l solid content results in pure penetration mechanism, where no bentonite particles are filtrated out of the slurry. The solid content of the bentonite slurry remains unchanged over the penetration length. The bentonite concentration is therefore homogeneous inside the infiltrated triaxial sample and equal to the initial value of 60 g/l. The results indicate that the qualitative behavior of the clean sand and the infiltrated sample is similar. They show an increase of deviator stress \(q\) (as measure of the shear stress) until they reach a maximum value at about 15 % axial strain, followed by a subsequent decrease in deviator stress (see Fig. 4.30a). With further increase in axial strain, the samples tend towards a stationary condition, known as critical state, in which shearing can continue without further changes in effective stress or volume. The difference in peak deviator stress between the clean sand and the bentonite-infiltrated sample was found to be 10 to 15 %, with smaller peak deviator stress for the latter. Accordingly, in Fig. 4.30b, the pore pressure decrease after the slight initial pore pressure increase corresponds to dilative behavior for both sample conditions. The less steep decrease in pore pressure for the infiltrated sample indicates a smaller rate of dilation for the infiltrated sample than for the clean sand. Again, from the stress path shown in Fig. 4.30c, a smaller peak deviator stress for the bentonite-infiltrated sample is visible. According to [101], peak strength is the result of both the rate of dilation and the steady friction (at critical state) inside the soil. Considering the critical state friction as dominated by the grain skeleton, and therefore being identical for the clean sand and the bentonite-infiltrated sand, it is presumed that the rheological properties of the bentonite suspension reduces the contribution of dilatancy to the peak friction.
4.4.4 Microstructural Investigation of Bentonite Slurry and Bentonite-Sand Contact Zone
In the following, the microstructural investigation of the bentonite slurry at initial state and after being subjected for 16 h to 100 kPa applied pressure in contact with the host sand (0.1–0.5 mm grain size) is presented. In both cases, the microstructure was investigated using the Cryo-BIB-SEM technology (Broad Ion Beam polishing and Scanning Electron Microscopy under cryogenic conditions) as presented by [91], building on the first prototype established by [27]. Cryo-BIB-SEM is a suitable technique to image pore-fluid distribution in porous media [90]. For the investigation of the pure slurry at initial state, the bentonite slurry was prepared with a water content \(w\) corresponding to 1.1 times the liquid limit water content of the bentonite (\(w=1.1w_{L}=349\%\)). Few drops of the slurry were placed in a small container and rapidly frozen in slushy Nitrogen. About 1 mm\({}^{2}\) large, flat, and damage-free cross-sections were cut into the samples using Cryo-BIB (Leica TIC3x), following exactly the protocol of [91] (see Fig. 1 in [91]), except for the water phase in the samples having been sublimated under controlled conditions in the SEM (Zeiss Supra 55 equipped with Leica VCT100) prior to sputter coating with Tungsten. The sample cross-sections were investigated and imaged with high magnification across large areas using simultaneously the SE2, BSE, and EDS detectors (SE2: Secondary Electrons, BSE: Backscattered Electrons, and EDS: Energy Dispersive Spectroscopy).
For investigation of the bentonite-sand contact zone, five specially designed sampling molds with dimensions 8 mm (length) \(\times\) 3 mm (width) \(\times\) 12 mm (height) were embedded with ca. half of their height into a sand-filled column. The molds were distributed equally over the area of the sand-filled column. Subsequently, the slurry was carefully poured onto the sand surface, thus, also into the half-embedded sampling moulds. By this manner, the bentonite-sand interface was captured inside the sampling mould. After completing filling the slurry volume on top of the sand, an air pressure of 100 kPa was applied for about 16 h. After the end of the test, the slurry was carefully removed until reaching the sampling moulds. They were carefully excavated, then the sampling molds were opened and the small samples were directly frozen in slushy nitrogen. The subsequent procedure (Broad Ion Beam polishing) was the same as for the pure bentonite slurry.
Figures 4.31 and 4.32 show the resulting images for the bentonite slurry (B60), and the sand-bentonite contact zone, respectively.

Cryo-BIB-SEM images of the pure bentonite slurry with \(w=1.1w_{L}\): SE-image with bentonite solid phase in white/light grey and sublimated pore space in dark grey/black color (left), and EDS-image indicating chemical main elements of the solid phase (right)

Cryo-BIB-SEM images of the contact zone of coarse sand 1–2 mm with bentonite slurry (4% bentonite content) uploaded with 10 g/l fine sand 0.1–0.5 mm: BSE-image (left), and EDS-image (right); picture width 1.3 mm
In Fig. 4.31 (left), the white and light grey zones indicate the solid phase, which is mainly constituted by the highly porous bentonite matrix and contains few other components like feldspar (green particle in the center) or carbonates (few small orange particles). The matrix is divided into sub-areas separated by larger elongated pores of arbitrary orientation. The bentonite solids inside the matrix are forming a network, in which distinct particles cannot be distinguished. Similar results were reported in [5] for a Calcium-bentonite slurry. The bentonite solids arrange themselves in a manner to form the walls of the pores of about 0.5 to 5 \(\mu\text{m}\) in average diameter. The arrangement resembles a honeycomb structure, however, with much less regular geometrical arrangement in the case of the bentonite slurry.
The Cryo-BIB-SEM images of the bentonite-sand contact zone (Fig. 4.32) reveal three different phases. Firstly, the large (1–2 mm) and small (0.1–0.5 mm) quartz sand grains are shwon in orange in the EDS-image and in dark grey in the corresponding BSE-image. The bentonite solids in the pore space between the sand grains are shown in turquoise in the EDS-image, whereas the elongated bentonite solids are visible in white in between the black sublimated pore space. The image reveals that the bentonite particles are oriented parallel and perpendicular to the circumference of the sand grains. The zones in beige color (and a medium grey scale) indicate the existence of a third phase. However, it is also possible that the beige zones indicate a layer of saw dust prevailing during the BIB-SEM procedure and hindering the view on the bentonite slurry in the pore throats. The microstructural study indicated that the initial irregular fabric of the bentonite slurry was affected by the pressure conditions and the contact with the sand grains and changed to a more parallel arrangement with an orientation perpendicular to the sand grain surface.
4.5 Material Transport in the Excavation Chamber of Hydro and Earth-Pressure-Balance Shields
The simulation of material transport processes require the development of specific numerical methods, each having their own particular numerical challenges. Also, the constitutive models for inflow, mixing and interactions at the cutting wheel and in the excavation chamber can be derived with some care from these numerical methods.
In Sects. 4.5.1–4.5.3, a computational fluid mechanics model for the material transport in EPB shield machines, developed by Dang and Meschke [25, 26] is presented. The respective findings and results from applications of the numerical model to an EPB shield machine are contained in Sect. 4.5.4 (see [26] for more details).
4.5.1 Introduction
The excavated soil in front of the cutterhead of earth pressure balance (EPB) shield tunnel boring machines (TBM) is typically modified by means of conditioning agents such as water and conditioning foams, forming a soil paste in the pressure chamber [105]. The cutterhead and the pressure chamber in the EPB-shield machine are shown in Fig. 4.33.

Earth-pressure balance (EPB) shield tunnel boring machine. The cutterhead, pressure chamber and screw conveyor are marked by the dotted green line [25]
The transport and mixing processes inside the pressure chamber have an overarching influence on face stability and steering of the machine and more broadly on the entire excavation process as the soil paste is used as the support medium for the tunnel face in order to avoid ground surface displacement and the flow of water into the chamber [61]. Gaining insight into such processes is therefore undoubtedly of interest to the practicing engineer on one hand and poses several challenges to the researcher on the other. A recurring obstacle in the way of studying the processes inside the pressure chamber, for instance, is the fact that such processes are often not empirically accessible using sensory mechanisms. The pressure distribution in the chamber is a prominent example of such limitation, where the pressure gauges on the bulkhead and the cutterhead can only provide a partial picture of the actual distribution inside the chamber. Numerical simulations have proven to be valuable tools in complementing this lack in empirical data, and many studies have attempted to use numerical methods for the simulation of various aspects of the transport and mixing processes in TBMs [25, 26]. In addition to obtaining a fuller picture of the pressure distribution, numerical methods can be used as frameworks to study ways in which the transport and mixing processes can be manipulated to bring about desirable effects. For instance, numerical simulations can be used as cheaper alternatives to experiments for the optimization of the configuration of the mixing arms in order to maximize mixing efficiency inside the chamber.
The mixture of soil and conditioning agents in the pressure chamber is typically considered as a viscoplastic fluid [44, 64]. The Bingham model [13] and the Herschel-Bulkley model [22] are popular choices to model such viscoplastic fluids, see also [74]. Given that the rotation of the cutterhead and consequently the soil mixture inside the chamber are relatively slow, the Stokes equations, see, e.g., [35] often provide a good approximation for the fluid flow. Nevertheless, the nonlinear term in the Navier-Stokes equations are not dominant for low-velocity fluid flows, and the extension to the Navier-Stokes equations normally does not pose significant numerical challenges for such flows. It is moreover often necessary to include, at least weak, compressibility to capture an accurate description of the flow because of the presence of the air component in the soil mixture.
The strong form of the Navier-Stokes equations are given by
where \(\mathbf{u}\) is a vector-valued function representing the velocity of the fluid, \(p\) is a scalar function representing the pressure of the fluid, \(t\) denotes time and \(\Omega\) is the domain. \(T_{0}\) and \(T\) denote the start and end time, respectively. \(\rho\) is the fluid density and \(\mathbf{f}\) is a body force function. The stress tensor \(\boldsymbol{\tau}\) is a function of the rate of strain tensor \(\mathbf{D(u)}\), which is defined as the symmetric gradient of velocity \(\mathbf{D(u)}:=\frac{1}{2}(\nabla\mathbf{u}+\nabla\mathbf{u}^{\top})\).
Introducing the isothermal compressibility coefficient \(\chi_{\Theta}\),
and expanding the continuity equation, the strong form becomes
The density-pressure relations for the soil mixture are described as follows (see also [26]),
where \(\rho_{0}\) is the initial mixture density and \(\Phi^{a}_{0}\) and \(\Phi^{\text{sw}}_{0}\) are the initial volume fractions of air and solid-water, respectively, at atmospheric condition. \(f_{a}(p)\) is air density as a function of pressure. The air volume fraction can be calculated as
where FIR and FER are the foam injection ratio and the foam expansion ratio, respectively [34]. We use a regularized Bingham model as the constitutive model. The standard Bingham model for compressible fluids with Stokes’ hypothesis, i.e., zero bulk viscosity, can be written as
where \(\mu\) denotes the constant plastic viscosity and \(\tau_{y}\) denotes the yield stress. The Bingham model can alternatively be written as
where the equivalent plastic viscosity \(\mu_{e}\) is defined as \(\mu_{e}:=\mu+\frac{\tau_{y}}{2\|\mathbf{D(u)}\|}\). The regularization function in [75] is employed, which can be written as
where \(\varepsilon\) is a numerical parameter introduced to smooth out the exact Bingham formulation in Eq. 4.14. The plastic viscosity and yield stress of the soil mixture are considered as functions of pressure, see Sect. 4.5.5.
The solution to the flow problem in the pressure chamber of TBMs is a challenging task, and special numerical methods are often necessary for such simulations. Some of these challenges are outlined in Sect. 4.5.2. Furthermore, the theoretical aspects of two numerical approaches are discussed. The first approach in Sect. 4.5.3 is based on the shear-slip mesh update method and the immersed boundary method, and the second approach in Sect. 4.5.4 is based on the finite cell method. In addition, adaptive geometric multigrid methods as well as parallelization strategies and scalability from the perspective of high-performance computing for the solution of large-scale problems are discussed in Sect. 4.5.4. A numerical model for the pressure chamber of EPB-shield TBMs is presented in Sect. 4.5.5, and the numerical results with focus on the pressure distribution in the chamber are discussed.
4.5.2 Numerical Challenges
The adequate definition of the geometry of the problem involves a sufficiently detailed description of the computational domain with consideration for the essential components of the cutterhead and pressure chamber such as the cutterhead rotators, the agitator and the fixed mixing arms, see Fig. 4.34 on one hand and the sufficient resolution of the discretized domain for numerical computation on the other.

The geometrical components of the cutterhead and pressure chamber of EPB-shield TBMs: the cutterhead rotators, the fixed and rotating mixing arms and the screw conveyor [25]
A variety of CAD formats, such as boundary representation (B-rep) [98] and constructive solid geometry (CSG) [81] are often employed for the former. The vastly different requirements for the CAD representation of TBM components in the design stage, where the majority of the CAD data is often produced compared to the requirements for such data for numerical computation manifests itself as a myriad of deficiencies and errors in the available CAD data from the perspective of numerical tools that in turn requires laborious, often manual, corrections before numerical simulations can be carried out. Many numerical methods such as iso-geometric analysis (IGA) [47] that aim to integrate CAD and numerical analysis for instance rely on nonuniform rational B-spline (NURB) patches in the CAD data being non-overlapping, which is not necessarily satisfied during the creation of the CAD data. On the other hand, the sufficient resolution of the discretized computational domain requires the solution of large-scale numerical problems, especially in 3D, with problems ranging up to millions of degrees of freedom (DoF), motivating the use of parallelization methods and high-performance computing (HPC) algorithms and hardware in order to obtain scalable solutions.
Furthermore, the rotating components of the geometry, namely the cutterhead and the screw conveyor introduce additional numerical challenges. For instance, the finite element method, which is one of the most popular numerical tools for the solution of the flow equations described above does not immediately allow for the extreme distortions in the discretized domain that result from the rotation of the geometry, and further considerations are often necessary. The combination of the shear-slip mesh update method and the immersed boundary method and the finite cell method are discussed in Sects. 4.5.3 and 4.5.4, respectively.
4.5.3 Shear-Slip Mesh Update – Immersed Boundary Finite Element Method
In this section, a combination of two numerical methods, namely the shear-slip mesh update (SSMU) method [102] and the immersed boundary (IB) method [69, 97] are described for the simulation of the pressure chamber and the screw conveyor. More specifically, the IB method is used for the treatment of the screw conveyor and the SSMU method is used for a number of rotating objects, including the cutterhead rotators and the mixing arms.
The shear-slip mesh update method is an FEM-based method, optimized for the simulation of rotating objects in a fluid domain. The computational domain is partitioned into fixed and rotating zones, in which Eulerian and arbitrary Eulerian-Lagransian (ALE) formulations are used, respectively. A thin mesh layer, called the shear-slip zone is inserted between every rotating zone and the adjacent fixed zone. The division of the domain into different zones is shown in Fig. 4.35.

Illustration of the different zones in the SSMU method. The fixed and rotating zones are designated by blue and yellow colors, respectively. The shear-slip layer, designated by red color, connects the fixed and rotating zones. The nodes in the shear-slip zone are connected to a fixed on one side and a rotating mesh on the other, see the black nodes [26]
While the mesh in the fixed and rotating zones remains untouched during the simulation, the shear-slip zone must be re-meshed at every simulation step as it borders a non-moving boundary in the fixed zone and a moving boundary in the rotating zone, see the Black points in Fig. 4.35. Note that the rotating zone undergoes a rigid body motion, and therefore its mesh is not distorted during the rotation. An advantage of the SSMU method in comparison with conventional ALE methods is the limitation of the zone where re-meshing is necessary to a relatively small part of the domain, namely the shear-slip zone(s). The ALE formulation of Eq. 4.7 takes the following form
where \(\mathbf{u}_{m}\) is the velocity of the mesh, which only appears in the convective terms. See [25] for a more detailed description of the SSMU formulation.
The immersed boundary method is another technique for the simulation of moving boundaries in a fluid domain. While the SSMU method is practically limited to objects that undergo rotation, the IB method can handle general movements and provides a more flexible approach to such simulations. The solid object is allowed to move freely in the fluid domain in the IB method without requiring the computational mesh to conform to the boundary of the solid object, thereby bypassing the necessity for re-meshing as the solid object moves in the fluid domain, see Fig. 4.36.

A moving boundary within a fluid domain in the immersed boundary method (left). Note that the mesh does not conform to the boundary of the moving object. And the different types of nodes in the IB method (right). The solid and adjacent nodes are designated by red and green colors, respectively. The fluid nodes constitute the remaining nodes in the mesh [25]
To this end, the nodes in the computational domain are divided into three categories: solid nodes, which are covered by the solid object, adjacent nodes, which are those nodes in the fluid domain that belong to elements cut by the solid object and fluid nodes, which compose the rest of the domain, see Fig. 4.36. The movement of the solid object is taken into account by imposing either an appropriate body force or an appropriate Dirichlet boundary condition on the solid and adjacent nodes, see [25] for a detailed description of the technical aspects.
The SSMU method for the simulation of the cutterhead rotators and the mixing arms in the chamber and the IB method for the simulation of the screw conveyor are used in this section. It should be noted that the SSMU method can also be used to model the screw conveyor; however, the small gap between the screw surface and the conveyor wall on the one hand and between the screw head and the mixing arms on the other as well as the inclination of the screw would make the pre-processing steps, i.e., the preparation of the fixed, rotating and shear-slip mesh zones rather complex in comparison. Therefore, the IB method is used for the screw conveyor. Similarly, the IB method can be used for the simulation of the cutterhead rotators and the mixing arms. The SSMU method, however, is more computationally efficient for rotating objects and provides a more straightforward way for the application of boundary conditions as well as post-processing the results as the mesh conforms to the boundaries of the solid objects. The technical aspects of the coupling between SSMU and IB methods is described in [25].
4.5.4 Finite Cell Method with Adaptive Geometric Multigrid
The generation of boundary-conforming meshes for complex geometries is often a time-intensive and error-prone process and marks a standing challenge in analysis using conventional numerical methods such as the finite element method that rely on the existence of such discretization of the domain. A variety of techniques such as the cut finite element method (Cut-FeM) [19], the extended finite element method (XFEM) [8], the immersed boundary method [69, 97], see also Sect. 4.5.3 and the finite cell method (FCM) [32, 76] attempt to avoid the need for a boundary-conforming mesh to address this issue.
The finite cell method is a fictitious domain method that employs adaptive integration for the resolution of the arbitrary physical domain, while a structured background mesh is used as the computational domain as shown in Fig. 4.37 where a rotating solid object is embedded in a fluid domain, also compare with the SSMU method in Fig. 4.35.

An arbitrary rotating solid object, namely a cross-shaped rotating arm is embedded in a fluid domain (physical domain). A structured background mesh is used in the finite cell method. Note that adaptive mesh refinement is used in addition to adaptive integration in order to better resolve the boundaries of the solid structure
Essentially, the need for a boundary-conforming tessellation of the physical domain is circumvented by postponing the resolution of the physical domain to the integration stage. Adaptive integration is widely used in order to ensure sufficiently accurate numerical integration in the finite cell method. We use space-tree data structures, see, e.g., [20] for the discretization of the background mesh [85]. Space trees allow for adaptive mesh refinement (AMR) as well as the efficient handling of large computational domains on distributed-memory systems with a low memory footprint. In addition to adaptive integration, AMR is employed as an extra layer for the resolution of the physical domain, as shown Fig. 4.37. The resolution of the pressure chamber and cutterhead of the TBM is illustration in Fig. 4.38.

Resolution of the TBM pressure chamber and cutterhead through adaptive refinement in the finite cell method
The mixed finite cell formulation of the Navier-Stokes problem described in 4.5.1 follows the general steps of the finite element method [86]. The strong form is multiplied by appropriate test functions from the left and integration by parts is used to transfer derivatives from the trial functions to the shape functions. However, unlike the finite element formulation, the boundary terms in the weak form on the Dirichlet part of the physical boundary \(\Gamma_{D}\) do not vanish because the solution space of the finite cell method in general does not conform to the physical domain. The Nitsche’s method [73] for the weak imposition of the boundary conditions is used, which leads to a consistent weak form and does not introduce additional degrees of freedom in the global system. In addition to the considerations for the imposition of essential boundary conditions, volume integrals are multiplied by a function \(\alpha(\mathbf{x})\) that penalizes the fictitious parts of the domain. As model problem, incompressible Newtonian fluids are considered in this section for illustration. The strong form of the incompressible Navier-Stokes equations for Newtonian fluids are obtained by replacing \(\boldsymbol{\tau}=2\mu\mathbf{D}(\mathbf{u})\), where \(\mu\) is the constant viscosity, and assuming density to be constant,
which in addition to the boundary conditions
form the Navier-Stokes boundary value problem. \(\Gamma_{D}\) and \(\Gamma_{N}\) are the Dirichlet and Neumann parts of the boundary, respectively. \(\mathbf{w}\) and \(\mathbf{h}\) are prescribed functions and \(\mathbf{n}\) denotes the normal vector to the boundary with unit length.
The weak form of the mixed FCM formulation of the Navier-Stokes problem for incompressible Newtonian fluids, following the procedure described above, is obtained as
Find \((\mathbf{u},p)\in(\mathbf{V}_{e},Q_{e})\) such that
where \((\mathbf{v},q)\) are the infinite-dimensional vector-valued velocity and scalar pressure test functions, respectively. \(\Omega_{e}\) is the extended domain, in which the physical domain \(\Omega\) is embedded. \(\lambda\) is the scalar stabilization parameter in Nitsche’s method, which is typically computed using a generalized eigenvalue problem. The penalization function \(\alpha=\alpha(\mathbf{x})\) is defined as
In practice, \(\alpha\ll 1\) is used outside of the physical domain in order to avoid severe ill conditioning of the system.
Aside from additions described above, the solution process remains relatively similar to the finite element method. Given the uniformity of the computational steps, the structured background mesh and the availability of appropriate data structures such as space trees, the finite cell simulation pipeline provides ample opportunities for massive parallelization and the use of high-performance computing hardware. Nevertheless, the scalable solution of the resultant linear system is a potential bottleneck. In this regard, iterative solvers are the natural choice as direct solvers typically have high complexity on the one hand and low concurrency for parallelization on the other, see, e.g., [83]. The convergence of virtually all iterative solvers however depends on the conditioning of the linear system, making the use of iterative solvers for the finite cell method a challenging task as the resultant system is usually severely ill conditioned, especially when small cut fractions between the physical domain and the background mesh are present. Therefore, development of tailored iterative methods for the finite cell is essential to scalable simulations, see, e.g., [49, 50, 79, 85, 86].
We focus on adaptive geometric multigrid (GMG) methods. GMG methods are among the most efficient linear solvers as they can lead to optimal convergence, where the iteration count of the solver is independent of the problem size, see [45]. Geometric multigrid methods are based on the idea that the problem on the fine grid can be solved using a hierarchy of coarser grids. Broadly, the highly oscillatory frequencies of the error are smoothed on the fine grid, while the smooth frequencies are projected onto the coarse grid. The smoothing operator constitutes an integral part of the multigrid methods, and the convergence and effectiveness of the solver heavily depends on the suitability of the smoother to the problem at hand. We develop a restricted additive Vanka-type smoother for the solution of the finite element formulation of the Stokes problem in [84]. The restricted additive smoother is shown to be competitive with the multiplicative smoother in terms of convergence and provides more favorable properties in terms of complexity and parallelization.
In the context of the finite cell method, special smoothers which consider the ill-conditioning of the system matrix are necessary for multigrid methods to converge [85, 86]. In [85], a hybrid multiplicative-additive Schwarz smoother for the solution of the finite cell formulation of the Poisson equation with adaptive geometric multigrid methods is used. It is shown that the proper treatment of cutcells in the finite cell system plays a crucial role in the performance of the geometric multigrid method. Strong and weak scaling of the finite cell method with adaptive geometric multigrid for the Poisson equation for problems with up to 1.1 billion degrees of freedom on distributed-memory clusters is shown in [85], see also Figs. 4.39 and 4.40. Two smoothers for the finite cell formulation of the Navier-Stokes equations are proposed in [86]. It is similarly shown that the treatment of cutcells is an important aspect of the smoother operator. Results indicate that adaptive geometric multigrid with appropriate smoothers can be a scalable solver for the finite cell method.

The strong scaling of the finite cell method for the Poisson problem on a benchmark with 268 468 225 degrees of freedom in a and b, and 16 859 129 degrees of freedom in c and d [85]

The weak scaling of the finite cell method for the Poisson problem on a benchmark with up to 1.1 billion degrees of freedom [85]
4.5.5 Numerical Results
A 3D model of the pressure chamber is presented in this section and focus on the pressure distribution inside the chamber. The model and the results presented in this Subsection have been presented by Dang and Meschke in more detail in [26]. As mentioned, the pressure distribution is relevant for the determination of the tunnel face stability. While sensors provide a discrete picture of the distribution and the average pressure in the chamber can easily be estimated, insight into the actual distribution of pressure in the chamber is not well studied and is important for the design of the chamber and the determination of safe operational parameters. The model is based on the SSMU-IB approach described in Sect. 4.5.3. The model includes the rotators and two sets of mixing arms connected to the cutterhead, two sets of mixing arms connected to the bulkhead and the screw conveyor, see Fig. 4.34. Note that the length of the screw conveyor is shortened in order to reduce the computational effort as the transport process is not the focus of the model. The chamber has a diameter of 7 m, a width of 0.61 m at the center and an outer width of 0.92 m. Although the geometry of the cutterhead is simplified, see Fig. 4.34, the openings where the excavated soil enters the chamber and the closed parts are represented. Inflow boundary conditions are imposed on the openings of the cutterhead, where the inflow velocity is calculated as the normal component of velocity as
where \(\mathbf{u}_{\text{tbm}}\) is the advance velocity of the TMB and \(\varepsilon_{\text{opening}}\) is the opening ratio of the cutterhead. A zero-pressure boundary condition is applied at the exit of the screw conveyor. Partial slip boundary conditions are imposed on the surface of the chamber and the rotators. The advance speed of the machine is \(\mathbf{u}_{\text{tbm}}\) = 1.5 mm/s. The cutterhead has a velocity of 0.3 rad/s in the counter-clockwise direction when looked at from the tunnel, and the screw conveyor has a velocity of 2 rad/s in the clockwise direction when looked at from the outlet. The parameters of the model are described in more detail in [25].
The soil-water-foam paste inside the chamber is assumed to be homogeneous, whose pressure-dependent plastic viscosity and yield stress are chosen according to those of foam-conditioned sand as follows (see [64]),
The cutterhead rotators and the two sets of rotating mixing arms modeled using the SSMU method. Therefore, a total of three rotating zones and three shear-slip zones are necessary as shown in Fig. 4.41 (left). On the other hand, the screw conveyor is modeled using the IB method. An auxiliary mesh for the conveyor is used to keep track of the solid boundary within the fluid domain as shown in Fig. 4.41 (right).

Illustration of the computational mesh of the pressure chamber and screw conveyor. The fixed and rotating mesh layers for the cutterhead rotators and the mixing arms are shown on the left. There is a thin shear-slip mesh layer between every rotating layer and the fixed mesh, which are not shown to increase clarity. The auxiliary mesh of the screw conveyor is shown on the right [25]
Figure 4.42 shows the pressure contours in the chamber at three time steps. The pressure at sensor locations on the bulkhead is shown in Fig. 4.42. The pressure along the symmetry axis of the chamber on the cutterhead and the bulkhead is shown in Fig. 4.42.

Pressure contours in the chamber at 25 s, 27 s and 29 s, from left to right [25]
The following observations can be made
-
The pressure distribution in the chamber evolves in time.
-
An increase in pressure can be seen from the left to right direction in the middle and bottom of the chamber, while the pressure is almost constant from left to right at the top of the chamber, as shown in Fig. 4.43. This observation is consistent with field measurements, see, e.g., [12].
Fig. 4.43 
Pressure distribution at discrete sensor locations at 27 s. The symmetric axis of the bulkhead and the locations of the pressure sensors on the bulkhead are shown on the left. The sensors to the left and right of the symmetric axis are denoted by the blue and red colors, respectively. The computed pressure at the sensor locations on the bulkhead are shown in the middle. The pressure profile on the symmetric axis on the bulkhead and the cutterhead are shown on the right [25]
-
Although the fluid pressure is close to the hydrostatic pressure along a significant portion of the axis, local pressure fluctuations, e.g., a pressure drop the vicinity of the screw conveyor and local variations near the rotators and mixing arms can be seen. Furthermore, the effect of the screw conveyor on the pressure contours in Fig. 4.42 is easily noticeable.
-
The pressure is observed to be the same on the cutterhead and on the bulkhead, which agrees with monitoring data, see, e.g., [105].

The influence of the design of the chamber, the material properties of the soil paste and the operational parameters of the TBM on the pressure distribution in the chamber can also be studied using the numerical model. In [26], two chamber designs with multiple variations of the compressibility and rheological parameters of the soil paste are studied. It is seen that more compressible and more viscous soil pastes can lead to an increase in the pressure unbalance in the chamber. Furthermore, pressure fluctuations are observed to heavily depend on the design and size of the chamber. The readers are referred to [26] for a detailed discussion of the findings.
The results seem to point that the assumption of a linear pressure distribution along the vertical axis of the chamber, which is common in the design of TBMs is not strictly valid. Furthermore, fluctuations in the pressure distribution are in general undesirable as they could potentially deteriorate the stability of the tunnel face. The drop in pressure near the conveyor is especially critical, as it could lead to a loss of support in front of the cutterhead. The presented computational models can therefore be valuable tools to provide a more accurate picture of the pressure distribution inside the chamber on one hand and to allow the investigation of the influence of chamber design, material properties as well as operational parameters on the pressure distribution on the other hand.
4.6 Determination and Modification of the Flow Behavior of Soils for Tunneling with Earth Pressure Shields
The determination and the modification of the flow behavior of soils specifically found at TBMs with earth pressure shields has been extensively investigated. In particular, new evaluation methods, new test devices and novel conditioning agents were developed as a result of detailed research carried out within the project.
4.6.1 Correlation of Slump Tests and Rheometrically Determined Parameters
Galli (2016) [40] investigated the relationships between slump, slump flow and conditioning parameters of fine sand and sand. Both soils could be conditioned to the recommended range of suitable workability according to Budach (2012) [16] with the examined water contents (2 to 12 wt.%). With increasing foam and/or water content, the slump and slump flow increases. The grain-to-grain contact is successively eliminated, and the flow behavior of the sample becomes more dominant. The relationship can be established by approximating the data (Fig. 4.44, left), which results in
with slump flow \(SF\) [cm] and slump \(S\) [cm].
However, the flow motion is a non-static phenomenon in its origin and cannot be expressed by a single parameter resulting from a state of equilibrium at rest. Galli, 2016 [40] investigated the slump regime and spread regime models with own experimental test results. By correlating the slump test results with the results from the rheological investigations by means of a ball rheometer using the Bingham yield curve model, the final conversion model between slump yield stress and BMS yield stress is expressed as
with yield point \(\tau_{0}(S)\) and slump \(S\).

Mean slump flow values \(SF\) over corresponding mean slump values \(S\) and standard deviations from experiments on different soil foam mixtures; dashed lines represent Slump/Slump flow relationship according to Eq. 4.24 (left). Sliced slumping behavior: mass conservation before and after lifting of the cone due to assumed incompressibility (right). [40]
4.6.2 Empirical Analytical Approach to Estimating the FIR During EPB Tunneling
There are no general models for predicting the amount of foam used in EPB tunneling, as both the residual water content after the addition of foam and the ground itself play a decisive role. EFNARC [33] gives recommended foam injection rates for different soils, but only takes the porosity of the soil into account. Due to the numerous test runs of the slump test with the cohesionless soils fine sand, sand and fine gravelly sand, Freimann, 2021 [36] developed a prediction model for the estimation of the foam injection rate. A decisive factor influencing soil conditioning is the granulometry of the soil. The results show that the soil parameter best estimates the foam injection rate and recommends Eq. 4.26 (\(R^{2}=0.94\)) for the calculation.
with foam injection rate \(\text{FIR}_{\text{S}}\) [vol.%], water content \(w\) [wt.%], slump \(S\) and grain size at 50 wt.% sieve passage.
The regression model used has an adjusted coefficient of determination of 0.94, which indicates an excellent approximation. Qualitatively, the conclusion can be made that the higher the coefficient for the slump, the higher the estimated foam injection rate. Furthermore, the value of the FIR increases with reduced coefficients for the water content and the grain diameter \(d_{50}\). In Fig. 4.45, the estimated settling dimensions are shown graphically by applying Eq. 4.26 as a function of the actual foam injection rate. The different colors indicate the three soils investigated. The linear regression function is described by the black line and shows the very good approximation.

Correlation of the estimated FIR using the empirical analytical approach and the actual FIR [36]. Soil: Fine sand, sand and fine gravelly sand, \(w=4\)–12 wt.
4.6.3 Analysis of the Workability of Conditioned Soils and Test Results by the Correlation Between Slump Test and Penetration Test Results and BMS
The analysis of the workability of conditioned soils can be done with a penetration test and compared with other investigation methods that characterize the flow of soil-foam mixtures typically found in TBMs.
4.6.3.1 Analysis of the Workability of Conditioned Soils with the Penetration Test
The results of the penetration tests show a similar material behavior to that as when performing the slump tests and the rheometer tests. The fluidity of the sample increases with increasing water content or FIR. Thereby the measured penetration depth increases, which causes the shear strength and shear stress values to decrease. All soil-foam mixtures could be investigated over the range of sufficient workability defined by the slump test. The evaluation of the measured values from the penetration tests clearly shows the influence of the water content and the amount of foam added to the investigated soil-foam mixtures. The achieved penetration depths were between 3 and 14 cm. Figure 4.46 shows the average penetration depth as a function of FIR for fine sand. In addition, the maximum and minimum penetration depths are indicated by the water content and the FIR.

Mean penetration depth values and maximum and minimum values from experiments on fine sand-foam mixtures [36]
Figure 4.47 shows the results of the penetration tests performed concerning the averaged undrained shear strength \(c_{\text{urfc}}\) and the maximum and minimum values of the shear strength exemplarily for fine sand. The calculated shear strengths of the samples range from 0.258 kPa to 6.036 kPa. As already expected, due to the increasing penetration depth over the FIR, the value of the undrained shear strength decreases with increasing FIR. The influence of the FIR on the undrained shear strength decreases with increasing FIR. The trend of the data can be approximated using a power function for all soil-foam mixtures investigated. In addition, the results show that the scatter of the values increases with increasing foam injection rate and water content which is caused by the influence of low penetration depth in the regression function. To determine the preliminary penetration yield point, the displaced soil-foam mixture’s accumulation at the penetration cone must be considered. This observation is shown schematically in Fig. 4.47 (right). Therefore, the preliminary penetration yield point is calculated through fictitious penetration depth if resulting from the free cone side sf. The trend of the measured values for the preliminary penetration yield point shows an almost identical course with values of almost 200 to 6000 Pa.

Mean shear strength values \(c_{\text{urfc}}\) of fine sand-foam mixture determined with the Penetration test and maximum and minimum value. Regression with power function (left). Mean preliminary yield point values \(\tau_{\text{0,P,v}}\) of fine sand-foam mixture determined with the Penetration test and maximum and minimum value. Regression with power function (right) [36]. Soil: Fine sand, \(w\) \(=\) var.; FER \(=\) 15; FIR \(=\) var.; cone 60°
The experimental results of the penetration tests with different soils and conditioning parameters have shown that information about the workability or the soil conditioning is possible due to the penetration depth. The penetration behavior of the samples reacts sensitively to the varying conditioning parameters of water content FIR. Using the 60° cone, it was possible to determine the shear strength and the preliminary yield point. The comparison of the initial penetration yield point with the penetration depth shows an excellent approximation using a power function, independent of the soil and conditioning parameters. The preliminary penetration yield point \(\tau_{\text{0,P,v}}\) can thus be calculated as
with penetration depth \(i\) and the preliminary yield point determined with the penetration test \(\tau_{\text{0,P,v}}\).
4.6.3.2 Comparative Analysis of the Applied Investigation Methods for the Flow Characterization of Soil-Foam Mixtures
Both the slump test and the penetration test are static tests, i. e. the result of the tests stems from the determination of values after the flow or test movement of the material has ended. Figure 4.48 shows all averaged results of the force-controlled penetration test of the individual test series with the associated maximum and minimum penetration depths over the respective slump dimensions. Referring to the limits of the slump dimension recommended in the literature for the workability of conditioned soils, the measured values result in a penetration range for adequate workability between approx. 8.0 and 11.5 cm. However, a large scatter range of the penetration depth can be seen in the range between the slump dimensions 10 cm and 20 cm. Due to this scattering of the data, it is not possible to define strict limit values of the penetration depth for suitable workability for all investigated soil types.

Mean penetration depth as a function of the determined slump \(S\) from the slump test for all investigated soil-foam mixtures [36]. Soil: var.; \(w\) \(=\) var.; FER \(=\) 15; FIR \(=\) var.; cone 60°
The grey dashed lines represent the scatter range of penetration depths resulting from the measured data. From the intersections of these lines with the limit value for sufficient workability from the slump test (10 and 20 cm), an overlapping range between I = 9.5 and 11.0 cm is obtained. Following, the grey area indicates a reliable penetration range for soil-foam mixtures with sufficient workability. The measured values from the tests show that the data in this penetration range exclusively exhibit slump values 11.5 and 18.0 cm. Based on the experimental results, the values of penetration depth for sufficient workability amounts to a ratio of 1/4 for an initial sample height of 14.0 cm. Thus, the range for adequate workability is somewhat larger for the slump test with a ratio of 1/3. The penetration test must have a higher sensitivity to allow the same significance of the test results. The detectable increase in penetration depth from a slump of about 22.0 cm is due to the physical limitations of the slump test.
Figure 4.49 shows the mean shear strength values determined from the penetration tests for all investigated soil-foam mixtures, correlated to the corresponding slump dimensions. The shear strengths determined from the penetration test have values ranging from 0.44 to 0.76 kPa within the slump value range for adequate workability. In previous research, wing shear tests were used to determine shear strengths of 0.3 to 1.5 kPa for conditioned cohesionless soils with a settlement dimension of 10 to 20 cm [16].
The values of undrained shear strength determined by penetration testing are within these values and thus within an equivalent range of scales. The trend of the data points indicates that within the slump dimension range between approx. 5 cm and 7 cm, a change in the material behavior occurs. Using multilinear regressions with intersection points at a slump of 5 or 7 cm, an exemplary range of values for shear strength can be identified as a change in the material properties from stiff to flowable. The gradient of the linear regression function for the corresponding shear strength values from a settling dimension of 5 or 7 cm indicates a more flowable test medium than for soil-foam mixtures with a slump dimension of less than 5 or 7 cm.

Mean penetration shear strength \(c_{\text{urfc}}\) as a function of the determined slump \(S\) for all investigated soil-foam mixtures [36]. Soil: var.; \(w\) \(=\) var.; FER \(=\) 15; FIR \(=\) var.; cone 60°
The reliability of the rheological parameters from the penetration tests can only be confirmed using the results from the rheometer tests as a calibration standard. Figure 4.50 shows the BMS yield points from the ball measuring system using the Herschel-Bulkley model over the preliminary yield points from the penetration test for foam-conditioned fine sand. The data do not show a linear relationship. The magnitude of the yield points from the penetration test shows values nearly twice as high as the yield stresses from the ball rheometer tests. Using Eq. 4.28, the course of the data can be shown in the best possible way.
with yield point \(\tau_{\text{0(BMS)}}\) determined with BMS and preliminary yield point \(\tau_{\text{0(P),v}}\) determined with the penetration test.

BMS yield point as a function of preliminary penetration yield point for foam-conditioned fine sand [36]. Soil: Fine sand; \(w\) \(=\) var.; FER \(=\) 15; FIR \(=\) var.; BMS12; 60°cone
Substituting Eq. 4.27 into Eq. 4.29, the flow limits for the penetration test corrected based on the results from the BMS can be determined. Using the corrected yield points from the penetration test, a correction factor for the penetration yield point can be calculated on the one hand via the ratio of \(\tau_{\text{0(P),corr}}\) to \(\tau_{\text{0(P),v}}\). This correction factor is 0.54 on average. Thus,
with corrected yield point \(\tau_{\text{0(P),corr}}\) determined from penetration test and penetration depth \(i\).
By considering the correction factor in Eq. 4.29, Eq. 4.30 can be defined to determine the yield point of soil-foam mixtures based on penetration depth. Taking into account the correction factor, yield point limits of 231 to 477 Pa can be determined for the penetration depth limits for adequate workability of soil-foam mixtures,
with penetration yield point \(\tau_{\text{0(P)}}\), penetration force \(W\), point angle of the cone \(\beta\) and moistened surface of the cone \(A\).
Conclusion
Soil-foam mixtures represent a complex multiphase system, making it difficult to quantify workability or flow behavior. The material may exhibit different physical states depending on the degree of conditioning. The higher the water content or FIR, the more the sample exhibits fluid-like behavior. Dry or low-conditioned soil material, on the other hand, exhibits solid-like behavior.
One of the most important material properties of the support medium in EPB tunneling is the workability or flow behavior, which is influenced by soil conditioning and is used as a basis for the development of conditioning concepts. A fundamental factor for the optimal investigation of the workability of soil-foam mixtures is homogeneous material or shear conditions. These conditions are very difficult to achieve due to drainage effects of the test medium, heterogeneous flow conditions in rheometer tests or wall effects in the slump tests or penetration tests. The results from the laboratory tests are consequently subject to a certain degree of uncertainty since it is not possible to exclude all of these systematic sources of error. Figure 4.51 shows the test methods used in this research are assigned to the different material behaviors based on the findings from the test results.

Classification of the analyzed investigation methods based on the different material state forms of the soil-foam mixture [36]
4.6.4 Analysis of the Flow Behavior of Conditioned Soils
Various rheological parameters influence the flow behavior of the conditioned soil in the excavation chamber. Two essential parameters are viscosity and yield stress. Considering the results of the Slump Tests, the corresponding results of the rheological tests with BMS can be reflected. Since there are generally accepted limits for workability for the Slump Test with a slump between 10 and 20 cm, the results of the rheological investigations were examined with the corresponding slump results to determine a yield stress range for the soils examined. Figure 4.52 shows an example of the yield stress range for fine sand, considering the ball diameters used. The results of the Slump Tests were only evaluated for a slump of 10 and 20 cm without consideration of the conditioning parameters (w, FER and FIR). The horizontal lines show the mean value of the corresponding BMS yield stresses for these slumps independent of the ball diameter. The average values are 250 Pa for a slump of 10 cm and 130 Pa for a slump of 20 cm and indicate a range of yield stresses for optimum conditioning of the fine sand [37, 40, 41, 42, 43].

Average BMS yield stresses and standard deviations corresponding to the Slump results (10 and 20 cm) of fine sand-foam mixtures [40]
The results for the other soils show that the yield stress range can vary depending on the soil, whereby medium sand and coarse sand could not be conditioned with foam alone for a slump of 10 cm. Table 4.2 represents the mean values of the yield stresses for all examined conditioned soils with foam, which represent the desired slump.
Further studies with Herschel-Bulkley model
The flow curves obtained by means of rheological laboratory tests with the BMS are exemplarily shown in Fig. 4.53 (left) for fine sand with a water content of 12 wt.% and illustrate the shear stress as a function of an increasing shear rate. The flow curves were approximated by applying the Herschel-Bulkley flow curve model. Based on the observed, measured values in the tests, the shear-thinning flow curve model, according to Herschel-Bulkley, is used for the evaluation of the rheological tests utilizing the BMS.

Average flow curve data of fine sand-foam mixtures with water content w = 12 wt.% and increasing foam content (BMS12); curve fitting with Herschel-Bulkley Model (left). Development of BMS yield point of fine sand-foam mixtures (right) [36]
The measured data are shown as data points in the graph and represent the average of the six rounds of the rheometer. The standard deviation is also shown based on the individual measured values. The different colors indicate the increasing FIR. With increasing shear rate, a slight increase in shear stress can be seen depending on the conditioning parameters. The higher the foam injection rate of the samples, the more significant this effect. The influence of the water content and the FIR have a significant effect on shear stress. The higher the water content and the higher the foam injection rate, the lower the determined shear stresses. The results of the BMS yield point determination show the expected trend that the BMS yield point decreases with increasing FIR and water content (Fig. 4.53, right). However, the BMS yield point is not to be defined as a sharp value since the material behavior in the range of shear rate = 0 can only be determined via the Model functions. Winnefeld (2001) [111] refers to this range of the yield point also as yield zone.
4.6.5 Implementation of a Ball Measuring System in the Large-Scale Test Device cosma to Investigate the Flow Behavior of Soil-Foam Mixtures
For the full scaling of the rheometric experiments, the suitability of the rheometer for the rheological investigation of conditioned soils under atmospheric pressure conditions should first be tested in a first series of experiments with the cosma large-scale test rig. This makes it possible to test the possibility of using several rheometers at different installation heights on the pressure wall in the excavation chamber of an EPB shield machine to generate data on the flow behavior of the supporting medium during tunneling. To determine the influence of the conditioning grade on the torque of the ball rheometer in cosma, three different soil-foam mixtures were investigated (see Fig. 4.54). These are the phase- and extreme value-adjusted torque curves over the test time for the investigated soil-foam mixtures exemplarily shown for a speed of 8 rpm. The different colors of the curves indicate the different conditioning parameters. The red dashed line represents the torque of the rheometer at no load.

Comparison of the torque curves of the ball rheometer in cosma for the investigated soil-foam mixtures for a speed of 8 rpm [36]. Soil: Fine sand; \(w\) \(=\)8 wt.%; FER \(=\) 15; FIR \(=\) var
It can be clearly seen that the torque of the ball rheometer decreases with increasing foam addition quantity. Differentiation between the individual soil-foam mixtures with different conditioning parameters is possible in principle, but the measuring range is very small. For a soil-foam mixture with a settling dimension of \(S\)=10 cm, torques of approx. 5000 - 6200 Ncm could be recorded in the large-scale rheometer tests. The torque curves for a soil-foam mixture with a settling dimension of \(S\)=20 cm (approx. 4200 - 5300 Ncm) and an overconditioned soil-foam mixture with a settling dimension of \(S=25\) cm (approx. 4100–5200 Ncm) show almost identical values of the torque at certain test times. Furthermore, the torque curves of these two tests show only slightly higher torque values than those recorded when the rheometer is idle (approx. 4000 - 5100 Ncm), which can be attributed to the excessive power of the drive of the ball rheometer. Thus, it can be seen that the sensitivity of the ball rheometer with the described test setup has weaknesses in the area of the limit of workability (\(S=20\) cm) but allows a rough comparison of the curve progressions. The aim of rheometer tests is to determine the rheological parameters of the test medium based on flow curves or the recording of shear stresses via the shear rate. The shear stresses are determined via the resistance moment of the rheometer and the shear rate via the speed of the rheometer. For the large-scale rheometer tests with the cosma large-scale trainer, representative torque values were therefore calculated for the respective speed of the rheometer. For this purpose, the difference between the measurement data of a respective conditioned sample and the no-load torques for the individual speeds is determined.
In Table 4.3 and Fig. 4.55, the median of the individual data is shown and supplemented with the 1st and 3rd quartile value to show the range of the measured representative torque values of a specific soil-foam mixture. Figure 4.55, left, shows the median of the differential torque from the rheological tests with soil-foam mixtures and the median of the torque values at idle. It is clear that the torque of the ball rheometer decreases with increasing foam addition. The different colors represent the three different foam injection rates. The data points of the median values are only connected for better illustration. The spread of the values (Fig. 4.55, right) decreases the higher the foam injection rate so that a mean spread of the torque values for an FIR of 40 vol.% of approx. 500 Ncm and for an FIR of 100 vol.% of approx. 150 to 100 Ncm could be determined. The torque values determined show the highest values in each case for a speed of 2 rpm.

Representation of the median and the 1st and 3rd quartile of the measured torques over the speed of the ball rheometer in the cosma large-scale test rig (left) and representation of the scatter range of the measured values of the differential torque (right). [36]
To generate rheological flow curves with the ball rheometer in the cosma large-scale test facility and thus also determine the yield point of conditioned samples, a complex calibration of the ball rheometer is required, e.g. according to the procedures of Galli (2016) [40] with a rheologically defined calibration medium.
Overall, the large-scale rheological investigations show that a rough qualitative assessment of the degree of conditioning is possible with the experimental setup used, but that the system has weaknesses regarding the sensitivity of the measurements and in control. Figure 4.55, right, shows the scatter of the measured values from the minimum value to the maximum value of the differential torque. The overlap of the individual scatter ranges for the respective speeds is clearly visible so that, for example, a differential torque of 1000 Ncm at a speed of 2 rpm can be covered in all three measurement series. To generate torque curves over the speed or flow curves, a great deal of effort is required in the preparation and execution of the tests as well as in the test evaluation. By using an electric motor, a more sensitive data recording could be achieved. In addition, by installing an electric motor, the complete rotation of the rheometer of 360° can be realised.
4.6.6 Displacement-Controlled Penetration Test Device – Results
Similar to the Kelly-Ball Test [4] or the Fall Cone Test [31] the test results, conducted with the new penetration test, show that the correlation between penetration resistance and consistency of cohesive soils is possible. Consistency and the resulting indentation resistance have a non-linear relationship. Depending on the consistency, the expected penetration stresses on the test cylinder can be approximated via an exponential function (Fig. 4.56, left). Penetration tests under pressure conditions have also shown that the external pressure has no qualitative influence on the measurement results. Only the penetration stresses are increased by a factor of 1.5 on average (Fig. 4.56, right and Fig. 4.57).

Stress as a function of consistency using two different sized cylinders (D30, D60) (left), Stress as a function of consistency as well as external pressure (right) [94]
By evaluating and analysing the test results, further correlations between plasticity and the corresponding measured penetration stress can be established (Fig. 4.56, right). By interpreting the measured data, the change in material properties from a non-flowable to a more flowable excavated material that may no longer be prone to sticking can be recognized. This is shown both by the results as a function of consistency and by the results as a function of plasticity, see (Fig. 4.57).

Stress as a function of external pressure and consistency, Soil: Clay/Marl (left), Clay (right). Change of material properties [94]
4.6.7 Development of New Conditioning Agents – Soil Conditioning Using High-Density Foam
Another study deals with the expansion of the application range of EPB tunnel boring machines through the development of a new conditioning agent or the procedural production of a foamed suspension. The test results obtained were compared with different conditioning methods, including a non foamed high density slurry (HDS) with a density of \(\rho\) = 1.7 g/cm\({}^{3}\), foam and slurry foam (SF). The aim was to condition, i.e. ensure workability and reduce water permeability of, a soil on the edge of the application range of EPB shields with soil conditioning. Figure 4.58 shows the grain size distribution as well as the range of application of EPB shields according to Budach (2012) [16]. Figure 4.59 shows on the left selected photos of the different conditioning methods and on the right the results of the permeability tests.

Grain size distribution of the examined soil added in the application range according to [16]

Slump test for the conditioning methods investigated (left), water permeability for the conditioning methods investigated (right)
In the tests, the conditioning of coarse and highly permeable soils with a foamed high-density suspension was able to fulfil both the criteria regarding workability and the limit values for water permeability (see Table 4.4). In particular, large reserves could be created in the reduction of water permeability, which can be particularly useful in the case of unplanned shutdowns of the TBM and high water pressures.
4.7 Determination of the Transient Rheological Parameters of Bentonite Suspensions
Bentonite suspensions are the supporting medium for stabilising the tunnel face during soil excavation in slurry shield tunneling. Their rheological properties are largely determined by the solid content of dispersed bentonite particles in the carrier medium water. The support mechanism is based on an equilibrium principle in that the suspension is pressed into the pore space of the soil under an adapted hydrostatic support pressure. This reliably counterbalances the acting groundwater pressure and earth pressure [78].
Support pressure transfer occurs via various mechanisms on the microscale, which lead to changes in the soil mechanical and hydromechanical parameters of the ground and the rheological parameters of the support medium (macroscale). The application of the supporting pressure provokes various reactions: With pressure-induced suspension penetration, a flow of the existing pore fluid is generated in the pore space. Due to the suspensions yield point, shear stresses are transferred to the grain surfaces, which act against the direction of flow. At the same time, bentonite particles from the suspension are deposited on the inlet surface to the grain structure and at pore throats. As a result, the permeability of the soil within the penetration zone decreases and the flow velocity reduces until the suspension finally stagnates in the pore space. The support pressure is transferred to the tunnel face as a reaction from the combination of flow pressure, grain-to-grain pressure and fluid pressure. As tunneling continues, the respective proportions change cyclically in the course of soil excavation at the tunnel face [78].
The incorporation of bentonite particles in the pore space is the result of filtering these particles out of the suspension. As the flow through the pore space progresses, the solid content of dispersed particles in the suspension decreases continuously. Since the rheology of the suspensions is determined by the bentonite content, the flow behavior changes fundamentally with this decrease. If the solid content in the suspension falls below a certain value, the bentonite suspension with non-Newtonian flow behavior changes into a fluid with Newtonian properties. In this case, the special rheological properties of yield point and thixotropy would be lost.
Bentonite suspensions are non-Newtonian fluids with yield point and structurally viscous, thixotropic flow behavior. Structural viscosity describes the decrease in viscosity with increasing shear rate. Time-dependent thixotropic behavior shows an increase in viscosity with decreasing shear rate. This behavior is reversible and determined by the intensity and duration of an induced shear rate. The decrease in viscosity arises from a structural change in the fluid, which ensures that the individual fluid particles slide past each other more easily. In non-Newtonian fluids, the viscosity is not constant [78].
The traditional predominant models for describing the flow behavior of bentonite suspensions include the Bingham and the Herschel-Bulkley model. However, none of these models is able to represent the full spectrum of bentonite suspensions, as either aspects of shear-thinning behavior are omitted or the determination of the yield point is inaccurate. These errors are exacerbated by the fact that the measuring techniques and equipment used do not fully account for the thixotropic effect of the suspensions [63].
For Newtonian fluids (viscous, no yield point, no thixotropy), there is a linear relationship between the shear stress \(\tau\) and the shear rate \(\dot{\gamma}\) via the constant proportionality factor viscosity \(\eta\) [67],
The shear stress is the force referred to a surface whose direction is parallel to the surface of attack. The shear rate is the shear velocity in a rectilinear layer flow [106].
According to DIN 1342-3 [107], the Herschel-Bulkley model is used to describe non-Newtonian flow behavior. This describes flow curves with yield point and variable viscosity, whereby the time dependence or thixotropy is not recorded. The Herschel-Bulkley model assumes that the viscosity does not remain constant after the yield point of the suspension has been exceeded in relation to the shear rate and shear stress. The model is composed of three nonlinear parameters,
with \(\tau\) as shear stress, \(\tau_{0}\) as flow index, \(k\) as ‘‘consistency index’’ [Pa s\({}^{n}\)], \(\dot{\gamma}\) as shear rate and \(n\) as flow index.
Thixotropy and yield point are usually considered as separate phenomena, although they show a tendency to occur in the same fluid. There is general consensus that they are caused by the same basic physics. Accordingly, thixotropy is attributed to the same microstructure that exists in a fluid and resists large rearrangements (for which the yield point is responsible) until it is broken by flow. Although the yield point, viscosity and thixotropy parameters are determined separately, they influence each other in their characteristics [66, 70].
The rheological properties of the bentonite suspensions used in the column test (Section 4.3.2) were determined with rotational and oscillatory rheometers (Fig. 4.60). The solid concentration of the suspensions was systematically changed. In the rotational test, a concentric cylinder geometry according to the Couette system was used, and in the oscillatory test, a cone-plate geometry was used [72, 93].

Rotational and oscillatory rheometers with incorporated measuring geometry
For the experimental investigations, various measurement programs were developed that are capable of mapping the rheological properties of the suspensions and their changes with decreasing solids content. The aim was to detect the transition from non-Newtonian to Newtonian flow:
-
Flow behavior by means of a standard flow curve via specification of the mechanically induced shear rates: The flow curve is described by an up-sweep region with increasing shear rate and a subsequent down-sweep region with decreasing shear rate. A discernible loop between the up-sweep and down-sweep regions characterizes the thixotropy effect present.
-
Thixotropy test: shear jump with recovery: At an initially low shear rate, the viscosity value in the fluid at rest is determined. This is destroyed by the subsequent high shear rate input and rebuilt in the subsequent quiescent mode. The basic ability to rebuild the internal structure and the time required can be evaluated.
-
Determination of elastic and viscous modulus by amplitude sweep test: The oscillation test investigates the development of the storage modulus \(G^{\prime}\) and the loss modulus \(G^{\prime\prime}\) with simultaneous acquisition of the shear stress \(\tau\). The storage modulus \(G^{\prime}\) describes the elastic behavior and the loss modulus \(G^{\prime\prime}\) the viscous behavior of the test sample. In addition, the yield point of the suspension can be determined at the transition point between elastic and plastic behavior [51, 60].
The combination of these three methods allows an in-depth analysis of the transient rheological properties of the suspensions.
Flow curve: A particular challenge in determining the rheological properties of bentonite suspensions is the markedly time-dependent flow behavior. Thixotropic solidification is defined as the increase in the yield point of a thixotropic liquid during the rest period after completion of a flow movement. It is therefore reversible [63]. The yield point has its minimum value, the dynamic yield point, at the end of the flow movement and approaches its maximum limit value, the static yield point, asymptotically during the rest period. The limit values and the course of the curve are basically temperature-dependent. Figure 4.61 shows the differences in the level of the measurable yield stresses (static and dynamic) over different measuring cycles.

Flow curves of a bentonite suspension with solid content 60 kg/m\({}^{3}\): (left) first up-sweep and down-sweep measurement (cycle 1 – blue), (right) subsequent cycles 2, 3, 4, 5 (green) with identical shear rate range (up-sweep and down-sweep) as repeated measurements
The objective of this measurement program is to investigate the flow behavior of the bentonite suspensions at very low and very high shear rates. The bentonite suspension is sheared from low to high shear rate linearly increasing for the upward curve. Starting from the high shear rate, the suspension is sheared linearly decreasing to the low shear rate for the downward curve. With the aid of the flow curve, it is possible to analyze the flow behavior of the suspension over the entire shear process using various flow and viscosity models.

Results of measuring program in logarithmic scale: flow curve (continuous lines), viscosity curve (dotted lines)
In Fig. 4.62 (right), the logarithmic axis view reveals the irritations of the suspension 20 kg/m\({}^{3}\) for the shear stress curve and viscosity curve (up-sweep region), slight irritations are visible for 30 kg/m\({}^{3}\) for the viscosity.
Thixotropy test: For carrying out a thixotropic test, the method shear jump with recovery was chosen as a rotational test with specification of the shear rate [67]. The measuring program consists of three sections. The first reference section is characterized by resting shear stress at a low shear rate. A constant viscosity value is aimed for, which will later be adopted as a reference value during structural reconstruction. In the loading section, a high shear stress is introduced into the suspension. The gel character of the suspension from the resting phase is converted into the sol character by changing the internal structure. This results in a constant equilibrium state between the shear force and the flow resistance of the sample. Finally, the structure recovery section is performed, which is again characterized by a low shear stress. The aim of the measurement program is to determine the time required for a suspension to fully regenerate–or whether a thixotropy effect is measurable.

Results of measuring program shear jump with recovery
This thixotropy test evaluates the proportional regeneration of the suspension during a specified time of the recovery phase. The viscosity value read is compared to the resting viscosity from the reference phase, which represents the 100 percent viscosity values. Figure 4.63 shows the structure recovery evaluation. At time \(t_{1}\), the curve shows a viscosity value \(\eta_{1}\), which corresponds to 100 percent structure reconstruction. The viscosity value \(\eta_{2}\) corresponds to the percentage structure reconstruction at time \(t_{3}\), at the end of the recovery phase. The objective of this evaluation is to determine the time of structure reconstruction at the end of the recovery phase. In the positive case, the tested fluid shows a thixotropic reconstruction.
Amplitude sweep method: Within oscillation tests, the upper cone geometry oscillates while the lower plate geometry remains rigid. Doing so, the test sample is subjected to sinusoidal deformation with small amplitude. In the amplitude sweep method, the deformation of the suspension is determined by measuring the shear stress \(\tau\), the storage modulus \(G^{\prime}\) and the loss modulus \(G^{\prime\prime}\).
The storage modulus \(G^{\prime}\) is a measure of the deformation energy stored in the sample material during the shear process. According to [67], fluids that fully store deformation energy exhibit fully reversible deformation behavior. They are present in unchanged form after a load/unload cycle. The storage modulus \(G^{\prime}\) represents the elastic behavior of a specimen.
The loss modulus \(G^{\prime\prime}\) is a measure of the deformation energy consumed in the specimen material during the shear process and lost to the test specimen afterwards. Mezger [67] describes fluids that lose energy during the shear process exhibit irreversible deformation behavior. They are present in altered form after a load/unload cycle. The loss modulus \(G^{\prime\prime}\) represents the viscous behavior of a sample. Loss factor tan \(\delta\) is the quotient of the lost and stored deformation energy and gives the ratio between the viscous and the elastic part of the viscoelastic deformation behavior [67]. We have
It is valid that
-
\(\tan\delta> 1\) (with \(G^{\prime\prime}\) \(> \) \(G^{\prime}\)) for a fluid state of the sample,
-
\(\tan\delta<1\) (with \(G^{\prime\prime}\) \(<\) \(G^{\prime}\)) for a solid state of the sample and
-
\(\tan\delta=1\) (with \(G^{\prime\prime}\) \(=\) \(G^{\prime}\)) at the transition point of solid-to-fluid state of the sample.
The storage modulus and loss modulus are adapted to evaluate the yield and yield point. A solid state must be present in the linear viscoelastic range to determine the yield point. At the transition pint, the aggregate state of the sample changes from the solid state to the fluid state. This shear stress value corresponds to the true yield point of the sample (see Fig. 4.64).

Results of the measurement amplitudes sweep curve: Shear stress over deformation
4.8 TBM-subsoil Interactions Considering the Influence of Subsystems
The process of tunnel excavation and the corresponding hydro-mechanical coupled interactions between TBM, tunnel structure and soil impose complex stress patterns, pore pressure evolution and flow regimes in the vicinity of tunnel (e.g. near-field). In case of mechanized tunneling, these interactions are mainly induced by the subsystems such as overcut, shield conicity, face pressure and tail void grouting in the near-field of the tunnel. For instance, the pore pressure contour in the vicinity of the TBM obtained from a finite element simulation of mechanized tunnel excavation in a fine-grained soil with low hydraulic conductivity (e.g. \(1\times 10^{-9}\) m/s) as shown in Fig. 4.65 shows a significant evolution of the pore pressure ahead of the Tunnel as well as around the shield tail.

Evolution of pore pressure field in vicinity of TBM in a low permeable ground
Such evolution of the pore-pressure, as shown in Fig. 4.65, has been observed through various in-situ measurements and monitoring data. For instance, the field measurements carried out by [10, 48, 9] have shown the stresses and pore pressures around the TBM evolve non-monotonously. The main reason for such observation is the stepwise TBM advance that lead to the variation of hydro-mechanical (HM) interactions around the TBM upon evolution of the arching mechanism by TBM advance, distinct moving and stationary pressure transfer mechanisms to the soil during drilling and standstill phases, filter cake formation in front of the cutting head by the slurry shield tunneling and infiltration at the shield tail due to the deposition of the grout fine particles at the annular gap. In order to properly simulate these complex coupled interaction in the tunnel near-field, it is essential to conduct a coupled HM analysis in conjunction with an adequate constitutive model that is capable of accounting for the soil behavior under the complex effective stress path. However, on one hand, the use of advanced soil models is crucial for enabling an accurate prediction of system response; on the other hand, use of an advanced constitutive model often entails exact knowledge about enormous constitutive parameters, where some parameters are difficult to obtain due to the complex and costly in-situ or laboratory tests. For instance, previous studies showed that calibration of advanced constitutive models to model the Western Scheldt tunnel in the Netherlands [118] as well as the Milan metro line 5 [92] requires comprehensive investigations that could not be achieved without monitoring data. In order to overcome this challenge, development of hierarchical constitutive model families that consist of models with different features and levels of sophistication can allow activation of particular features in a specific subdomain without a need to re-calibrate the model parameters can significantly reduce the computational cost and improve the prediction quality.
4.8.1 Hierarchical Constitutive Modeling
The level of the sophistication of a constitutive model can significantly affect the complication in the calibration of the model parameters. Commonly, the basic constitutive models include a few number of parameters that can be calibrated trough standard laboratory tests. Moreover, various investigations are available in the literature in which the possible range of the parameters for different types of the soils and even empirical correlations to the field tests are provided. Therefore, the model parameters can be calibrated with a high degree of certainty, however, the basic models are often unable to realistically represent the behavior of the system. In contrast, advanced constitutive models are capable of predicting the soil behavior specially under complex hydro-mechanical boundary conditions, while the calibration of their enormous parameters require advanced laboratory testing procedure. Additionally, the lack of literature about the model parameters which sometimes have no physical definition lead to high degree of uncertainty in the parameters and correspondingly in the model predictions. To overcome this obstacle, adaptive constitutive modeling is an effective approach to apply advanced models only to the near-field of the tunnel with complex stress path while the rest of the model (i.e. far-field) is modelled by adopting a simple model. In order to facilitate the constitutive model exchange and the corresponding internal variable evolution during the TBM movement, development of hierarchical constitutive model families that consist of consistent models with different features is an essential choice.
In case of mechanized tunneling in granular subsoils, several studies [112, 117] have indicated that the hierarchical model family including the Mohr-Coulomb model as the basic one, hardening soil model as the intermediate one and the hardening soil model with the small strain stiffness as the advanced model in this family can be considered as an adequate hierarchical model in which several soil features such as soil damping and shear modulus degradation upon shear straining, stress dependency of soil stiffness, gradual mobilization of friction and dilation angles with stress evolution, distinct stiffness for primary loading, oedometric loading and un-/re-loading can be taken into consideration. Nevertheless, these features can be deactivated by employing the Mohr-Coulomb model through the basic model in this family.
The behavior of natural clays is strongly affected by effects of anisotropy and structure. The anisotropy due to the fabric of a clay (i.e. spatial arrangement of the particles or aggregates) implicates that the mechanical behavior of the clay depends on the loading direction. The natural structure of the clay due to the inter-particle bonding leads to an increase in stiffness and strength, which may partially or fully eliminate due to destructuration upon straining [21]. The behavior of such natural structured clays becomes even more complicated when subjected to non-monotonic that may lead to inelastic and nonlinear response even at small load increments.
To address the complex constitutive behavior of natural clays, a constitutive model family based on the critical state theory was implemented in a hierarchical framework. This model family is represented at its simplest end by the Modified Cam-Clay model (MCC) [82] in the frame of conventional elastoplasticity (stress dependent elasticity, isotropic hardening/softening upon volumetric plastic staining). As the second member of this family, saniclay [23, 24] model is that additionally accounts for intrinsic and stress-induced anisotropy by incorporating rotational and distortional hardening rules (MCC \(+\) anisotropy). The saniclay-D [99] that is capable of addressing the destructuration upon degradation of inter-particle bonding due to volumetric and deviatoric plastic strain (saniclay \(+\) destructuration). As the most sophisticate member of this family, the saniclay-B-D [7, 95] is developed in the frame of bounding surface plasticity (BSP) to address the degradation of the stiffness and accumulation of the strain upon to non-monotonous loading (saniclay-D + Bounding surface plasticity). In the most advanced saniclay-D-BSP model of this family, an elastic nucleus is incorporated to allow simulation of elastic behavior, while the size of elastic nucleus is controlled through a model parameter.
In the collaborative research center 837, this hierarchical constitutive model family is efficiently and robustly implemented in a three-dimensional finite element software. Additionally, to enable computationally stable numerical simulations of the mechanized tunneling process, an Euler algorithm with automatic subdivision of the size of the strain increments (substepping) and automatic error control [96] was used for the explicit time integration of the constitutive laws of the bounding surface model. Moreover, the Lode angle \(\theta\) dependency of the bounding surface \(F\), plastic potential surface \(G\) and critical stress rations \(M\) and \(N\) were incorporated to the model while the implementation was carried out in a hierarchical framework, including a family of constitutive models with different features and level of sophistication. The development of such hierarchical model family enabled (a) systematic calibration of the based on different laboratory tests as presented in [7], and (b) activation and deactivation of the model features without a need for further calibration or parameter adjustment. Figure 4.66 shows the shape of the bounding surface, N-Cone (Lode angle dependent critical state surface) and plastic potential surface for the enhanced model.

Schematic view of a anisotropic bounding surface (BS) and Lode angle dependent \(N\)-cone in principal stress space, b rotated bounding surface (\(F\)), plastic potential surface (\(G\)) and elastic nucleus (\(f_{\text{eln}}\)) in \(p,q\)-stress space
The parameters of the model family were calibrated for a well-studied natural structured Onsøy clay from Norway on the basis of a systematic protocol for the hierarchical calibration of the enhanced model as shown in Fig. 4.67. By considering the calibration protocol, the essential laboratory tests (e.g. oedometer test, monotonic anisotropically consolidated undrained triaxial tests under compression and extension and cyclic undrained triaxial tests) and the sampling types (e.g. disturbed or intact) required for the calibration of the model features are defined. For this purpose, the laboratory tests on natural Onsøy clay from the Ruhr-Universität Bochum, Norwegian Geotechnical Institute and Karlsruhe Institute of Technology (KIT) [109, 110, 59, 6, 71] were taken into consideration. The constitutive parameters obtained from the calibration of saniclay model family for Onsøy clay are listed in Table 4.5.

Systematic protocol for the hierarchical calibration of the enhanced bounding surface plasticity model family
In this hierarchical model family, deactivation of the any model feature that corresponds to the values listed in the bracket in Table 4.5 would reduce the number of required experiments.
Figure 4.68 show the comparison between the numerical and experimental results for a cyclic undrained triaxial test on Onsøy clay after model calibration based on various types of loading on reconstituted and intact samples. Additionally, to gain a better insight into the large number of constitutive parameters and their possible correlations with respect to the model response at the loading, unloading and reloading states, a global sensitivity analysis carried out based on [87] for small, intermediate and large stress ranges. The results shown in Fig. 4.69 reveal that the stress level and loading condition (e.g. loading and un/reloading) significantly affect the impact of the parameters on the model response.

Cyclic undrained triaxial test on Onsøy clay. a Effective stress path, b stress-strain behavior

Sensitivity of vertical strain to model parameters in an oedometer test
To assess the influence of the model features on the numerical estimation of ground settlement, a synthetic model of a shallow tunnel with a diameter of \(D=10\) m and 1\(D\) overburden depth in a homogeneous Onsøy clay under drained conditions along with the previously calibrated parameters was developed. The length of the TBM and tubing rings are assumed to be equal to 10 m and 2 m, respectively. The conicity of the shield is modelled with a contraction factor which develops from 0% at the tunnel face to 0.5% at the shield tail. The face support pressure at the tunnel crown \(s_{\text{crown}}\) and invert \(s_{\text{invert}}\) are assumed to be 85 kN/m\({}^{2}\) and 248.5 kN/m\({}^{2}\), respectively. In this model, the backfill grouting pressure is applied as a normal surface pressure equal to 135 kN/m\({}^{2}\) in the tunnel crown and 255 kN/m\({}^{2}\) in the tunnel invert in the shield tail. The ground water table is assumed to be 2 m below the ground surface. To assess the impact of overconsolidation ratio (OCR), two scenarios were considered as the normally consolidated (NC) or slightly overconsolidated (OC) subsoil with OCR=1.0 and 1.3, respectively.
The comparison of the settlement trough in the tunnel longitudinal and transversal directions shown in Fig. 4.70. As seen, the MCC model incorporating isotropic hardening resulted in the least ground settlements with u\({}_{\text{v,max MCC}}=\) 6.6 cm for the assumed condition (i.e. horizontally oriented tunnel in a homogeneous stratum). In this idealized condition, the anisotropy of the soil has a minor influence on the surface settlements. However, the consideration of destructuration seems to be essential for a realistic prediction of the surface settlements because significantly larger deformations have been observed at the soil surface when these features have been accounted. Since the generation and dissipation of the excess pore pressure has not been considered in these drained analyses (i.e. no consolidation), the influence of bounding surface plasticity is found to be relatively small; however, the bounding surface plasticity feature of the model led to considerably larger settlements in case of slightly OC natural Onsøy clay.

Numerical estimation of surface settlement in a homogeneous Onsøy clay layer [103]. a Transversal direction OCR \(=\) 1.0, b transversal direction OCR \(=\) 1.3, c longitudinal direction OCR \(=\) 1.0, d longitudinal direction OCR \(=\) 1.3
4.8.2 Constitutive Model Adaption for Mechanized Tunneling
The novel concept of constitutive model adaption for mechanized tunneling was proposed by [57], who applied the Hardening Soil model family (HSsmall, HS and MC) to shallow and deep tunnels. The main objective in this concept was to develop a framework that allows progressive exchange between basic and advanced constitutive models and vice versa in the model upon TBM advance. Results of this study showed that the numerical model can predict the system behavior in terms of tunnel deformation, surface settlement, and stress redistribution in the vicinity of the TBM when the advanced model (i.e. HSsmall model) is employed in the near-field of the tunnel with an approximate size of 2–3\(D\), where \(D\) states the diameter of the tunnel. Figure 4.71 illustrates the distribution of the plastic strain components in the soil for a shallow and deep tunnel with depth of 1\(D\) and 5\(D\) (\(D\) = 8.5 m) in a typical granular soil with a friction angle of 35 degrees where the advanced model is assigned to the entire domain. As seen, the excavation of the tunnel leads to a significant plastic strain evolution in the near-field of the tunnel while the rest of the model remains almost uninfluenced. Therefore, the use of the more sophisticated model can be advantageous in the TBM near-field because most of the advanced features of the sophisticated models get activated upon plastic straining while the rest of the model can be adequately simulated by adopting the basic constitutive model.

Plastic strain distribution during TBM excavation [57]. a volumetric strain in shallow tunnel, b deviatoric strain in shallow tunnel, c volumetric tunnel in deep tunnel, d deviatroic strain in deep tunnel
Additionally, [57] indicated that considering adaptive constitutive modeling approach in mechanized tunneling can also reduce the uncertainty in the numerical predictions due to uncertain constitutive parameters. This observation is attributed to the fact that the advanced constitutive models, despite their capabilities to better estimate soil behavior under complex stress path, have more constitutive parameters that have to be determined through complex experimental tests. Accordingly, the uncertainty or error in the calibration of these parameters can be directly propagated into the tunnel simulation results. In contrast, basic models such as Mohr-Coulomb (MC) and Modified Cam-Clay (MCC), despite inability to offer reliable stress-strain soil behavior under complex load conditions, have fewer parameters which can be directly determined from standard laboratory tests with high level of certainty. To study this phenomena, a series of numerical analyses carried out for a shallow tunnel with an embedment depth of 1\(D\) (\(D\)=8.5 m) by assuming three different numerical scenarios as: (a) basic MC model in the entire domain, (b) advanced HSsmall in the entire model, and (c) advanced HSsmall model adopted to 2\(D\) around the TBM (i.e. near-field) and basic soil model in the TBM far-field. In these analyses, a normal distribution is considered to highlight the uncertainty of the parameters. For both basic and advanced constitutive models, the stiffness and shear strength parameters are defined with 10% coefficient of variation (COV) whilst a larger COV of 20% is assumed for the \(G_{0}^{\text{ref}}\) and \(\gamma_{0.7}\) because of complex experiments needed to determine these parameters. Results showed that the model adaption approach improves the error in settlement prognosis reduced from 45% for basic model to 4% for model adaption while the uncertainty of model prediction reduced from 39.7% for the advanced model to 30.2% for model adaption. On the basis of these findings, [114] proposed a novel methodology of applying submodeling technique in the numerical modeling of mechanized tunneling, where submodel is a smaller scale cut out of the full scale model in which the more in detail simulations along with higher degree of precision are conducted. In this approach, the submodel represents the near-field around the TBM as considered in adaptive constitutive modeling. In order to analyze the submodel, the nodal displacements are derived from a global model (i.e. full tunnel model with a simple constitutive model) and applied to the boundaries of the submodel. This approach was later enhanced to a so called ‘‘hybrid model’’ in which only the submodel was simulated in a detailed model while the boundary conditions were defined through a surrogate model [116]. As shown in [114, 116], the submodeling approach in the significantly reduces the computational costs and provides realistic prediction of the deformations in the system and lining forces.
4.8.3 Hydro-Mechanical Interactions and Material Property Evolution Around the TBM
The overcut, annular gap and the conicity of the TBM shield cause a volume loss in the soil due to ground movements and effective stress redistributions that leads to ground surface settlements. Additionally, the field observations and monitoring data obtained from in-situ measurements have shown the pore pressure evolution around the TBM in case of mechanized tunneling not only in cohesive soils with low permeability but also in saturated fine grained non-cohesive soils. The main reason for such observation is the stepwise TBM advance and variation of the hydro-mechanical interactions around the TBM (i.e. arching effect, differing moving and stationary pressure transfer mechanism to the soil during TBM drilling and standstill, infiltration and filter cake formation in front of cutting head and at the shield tail). The measurement of pore pressure in font on cutting head and on a segmental lining ring equipped with multitude of pressure sensors during TBM advance in Sophia Rail Tunnel [10, 9] excavated in fine sand and the Crossrail tunnel [108] in clay indicated an apparent pore pressure evolution and correspondingly effective stress variation due to the face support and tail grout pressure ahead and around the TBM. In addition to this phenomena, the hydration of the cementitious annular gap grout as well as transport of fine particles of grout into the surrounding soil (e.g. infiltration) induce time-dependent changes in the permeability of the surrounding soil and the stiffness of the annular gap grout. For a realistic prediction of the system behavior of a tunnel in water-saturated ground conditions, a hydro-mechanically coupled numerical model that accounts for such phenomena is essential not to only consider the the consolidation process in soil but also to address the parameter evolution in the near field of tunnel [58]. To study the pore pressure evolution and dissipation around the TBM, two consolidation approaches were proposed in [58], where in the consecutive consolidation approach A.1, each excavation step was divided into two numerical calculation phases, an undrained phase for simulation of the drilling step and pore pressure buildup and a subsequent consolidation phase representing the standstill step in which the pore water pressure can dissipate over a specified period of time under constant boundary conditions. In the simultaneous consolidation approach A.2, the drilling and standstill period were each modeled in separate HM coupled numerical calculation phases to enable the consolidation of the soil to take place simultaneously with TBM drilling. In these analyses, the grouting pressure is simulated as predefined hydraulic pore pressure in the annular gap [58]. Results obtained from these consolidation schemes in subsoil with low and high hydraulic conductivity with the primary and oedometric stiffness of E\({}_{\text{50}}^{\text{ref}}=\)E\({}_{\text{oed}}^{\text{ref}}=\)35 MPa, unloading/reloading stiffness of E\({}_{\text{ur}}^{\text{ref}}=\)100 MPa at a reference pressure of \(p_{\text{ref}}=\)100 kPa and an effective friction angle of 25° is shown in Fig. 4.72.

Variation of the excess pore pressure (suction is positive and compression is negative) due to backfill grouting simulated as pore pressure [58]. a soil with high hydraulic conductivity 10\({}^{-5}\) m/sec, b soil with low hydraulic conductivity 10\({}^{-9}\) m/sec
Although simultaneous consolidation scheme is the most realistic way of simulating a HM process, it is unable to capture the instant generation of excess pore pressure during tunneling in soil with higher permeability for large time step while the TBM advance process has to be divided into significantly small time steps. Due to the computational costs, the alternative consecutive consolidation scheme enables simulation of excavation process with less computational effort in soils with high permeability. Therefore, the consecutive consolidation approach A.1 was chosen for the HM coupled analysis of TBM excavation in non-cohesive granular soil with a hydraulic conductivity of 10\({}^{-5}\) m/sec. In this model, the time-dependent gap grout hardening process and corresponding stiffness evolution was considered by adopting the mechanical model developed by [88] assuming a final stiffness of E\({}_{\text{(28 days)}}=\)500 MPa while 65% of the stiffness was obtained in 1 day. The evolution of the time-dependent hydraulic conductivity in the region close to the annular void is simulated by introducing a mesoscopic four-phase continuum model [89] which interacts with the macroscopic model for mechanized tunneling process only through the evolution of hydraulic conductivity [58] and the results are illustrated in Fig. 4.73.

Influence of considering the HM interactions and the corresponding material parameters evolution on the model responses [58]. a ground surface settlement along the tunnel, b axial forces in the lining, c bending moments in the tunnel lining
As seen in Fig. 4.73, considering the parameter evolution around the TBM as the consequence of hydro-mechanical interactions between different materials, namely backfill grout and soil is essential to allow realistic estimation of the system behavior.
References
M. A. Abd Elaty and M. F. Ghazy. “Evaluation of consistency properties of freshly mixed concrete by cone penetration test”. In: Housing and Building National Research Center (HBRC Journal) 12 (2016), pp. 1–12.
G. Anagnostou and K. Kovári. “The Face Stability of Slurry-shield-driven Tunnels”. In: Tunnelling and Underground Space Technology 9.2 (1994), pp. 165–174. issn: 08867798. https://doi.org/10.1016/0886-7798(94)90028-0.
API RP 13B-2. Recommended Practice for Field Testing Water-based Drilling Fluids. Dallas, Texas, 2014.
ASTM C360-92. Test Method for Ball Penetration in Freshly Mixed Hydraulic Cement Concrete: Withdrawn 1999. 1999.
W. Baille. “Hydro-Mechanical Behaviour of Clays – Significance of Mineralogy”. PhD Thesis. Bochum, Germany: Ruhr University Bochum, 2014.
L. Bamberg. “The influence of oedometer cell diameter in testing of soft clays”. Masters Thesis. Oslo, Norway: Norwegian Geotechnical Institute, 2009.
T. Barciaga et al. “Cyclic response of natural Onsøy clay – Part II: Constitutive Modeling”. In: Lecture Notes in Applied and Computational Mechanics. Vol. 82. 2017, pp. 275–296.
T. Belytschko et al. “Arbitrary discontinuities in finite elements”. In: International Journal for Numerical Methods in Engineering 50.4 (2001), pp. 993–1013.
A. Bezuijen, J. P. Pruiksma, and H. H. van Meerten. “Pore Pressures in front of tunnel, measurements, calculations and consequences for stability of tunnel face”. In: Modern Tunneling Science and Technology: Proceedings of the International Symposium, Kyoto, Japan (2001), pp. 27–33.
A. Bezuijen et al. “Field measurements of grout pressures during tunneling of the Sophia Rail tunnel”. In: Soils and Foundations 44.1 (2004), pp. 41–50.
A. Bezuijen et al. “Pressure Gradients and Muck Properties at the Face of an EPB”. In: Tunneling. A Decade of Progress. GeoDElft 1995-2005 (2006), pp. 43–49.
A. Bezuijen et al. “Pressure gradients at the tunnel face of an Earth Pressure Balance shield”. In: Proc. ITA (2005).
E. C. Bingham. Fluidity and plasticity. Vol. 2. McGraw-Hill, 1922.
W. Broere and A. F. van Tol. “Influence of infiltration and groundwater flow on tunnel stability”. In: Geotechnical Aspects of Underground Construction in Soft Ground, Tokyo, Japan (2000), pp. 339–344.
W. Broere and A. F. van Tol. “Time-dependant infiltration and groundwater flow in a face stability analysis”. In: Modern Tunneling Science and Technology (2001), pp. 629–634.
C. Budach. Untersuchungen zum erweiterten Einsatz von Erddruckschilden in grobkörnigem Lockergestein: Dissertation, Ruhr-Universität Bochum, Fakultät für Bau- und Umweltingenieurwissenschaften, Lehrstuhl für Tunnelbau, Leitungsbau und Baubetrieb. Schriftenreihe des Instituts für Konstruktiven Ingenieurbau. Bochum: Shaker-Verlag, 2012. isbn: 9783844008456.
C. Budach and M. Thewes. “Application ranges of EPB shields in coarse ground based on laboratory research”. In: Tunnelling and Underground Space Technology 50 (2015). https://doi.org/10.1016/j.tust.2015.08.006.
C. Budach and M. Thewes. “Erweiterte Einsatzbereiche von EPB-Schilden”. In: Geotechnik 36.2 (2013), pp. 96–103. https://doi.org/10.1002/gete.201200012.
E. Burman et al. “CutFEM: discretizing geometry and partial differential equations”. In: International Journal for Numerical Methods in Engineering 104.7 (2015), pp. 472–501.
C. Burstedde, L. Wilcox, and O. Ghattas. “p4est: Scalable Algorithms for Parallel Adaptive Mesh Refinement on Forests of Octrees”. In: SIAM Journal on Scientific Computing 33.3 (2011), pp. 1103–1133. issn: 1064-8275.
R. Chandler. “Stiff sedimentary clays: geological origins and engineering properties”. In: Géotechnique 60.12 (2010), pp. 891–902.
R. P. Chhabra. “Non-Newtonian fluids: an introduction”. In: Rheology of complex fluids. Springer, 2010, pp. 3–34.
Y. Dafalias, M. Manzari, and M. Akaishi. “A simple anisotropic clay plasticity model”. In: Mechanics Research Communications 29.6 (2002), pp. 241–245.
Y. Dafalias, M. Manzari, and A. Papadimitriou. “SANICLAY: simple anisotropic clay plasticity model”. In: International Journal for Numerical and Analytical Methods in Geomechanics 30.12 (2006), pp. 1231–1257.
T. Dang and G. Meschke. “A Shear-Slip Mesh Update – Immersed Boundary Finite Element Model for Computational Simulations of Material Transport in EPB Tunnel Boring Machines”. In: Finite Element in Analysis and Design 142 (Mar. 2018), pp. 1–16. https://doi.org/https://doi.org/10.1016/j.finel.2017.12.008.
T. Dang and G. Meschke. “Influence of muck properties and chamber design on pressure distribution in EPB pressure chambers – Insights from computational flow simulations”. In: Tunneling and Underground Space Technology 99.103333 (2020), pp. 1–14. https://doi.org/https://doi.org/10.1016/j.tust.2020.103333.
G. Desbois et al. “Argon broad ion beam tomography in a cryogenic scanning electron microscope: a novel tool for the investigation of representative microstructures in sedimentary rocks containing pore fluid”. In: Journal of Microscopy 249 (2013), pp. 215–235.
Deutscher Ausschuss für unterirdisches Bauen e. V. Recommendations for the Selection of Tunnel Boring Machines. 2022.
DIN 4126. Nachweis der Standsicherheit von Schlitzwänden. Berlin, 2013.
DIN EN 12350-2. Prüfung von Frischbeton: Teil 2: Setzmaß; Deutsche Fassung EN 12350-2:2019. Berlin, Sept. 2019.
DIN EN ISO 17892-6. Geotechnische Erkundung und Untersuchung – Laborversuche an Bodenproben: Teil 6: Fallkegelversuch (ISO 17892-6:2017); Deutsche Fassung EN ISO 17892-6:2017. Berlin, July 2017.
A. Düster et al. “The finite cell method for three-dimensional problems of solid mechanics”. In: Computer methods in applied mechanics and engineering 197.45-48 (2008), pp. 3768–3782.
EFNARC. Specification and Guidelines for the use of specialist products for Soft Ground Tunnelling.
A. EFNARC. “Specifications and Guidelines for the use of specialist products for Mechanized Tunnelling (TBM) in Soft Ground and Hard Rock”. In: Recommendation of European Federation of Producers and Contractors of Specialist Products for Structures (2005).
H. C. Elman, D. J. Silvester, and A. J. Wathen. Finite elements and fast iterative solvers: with applications in incompressible fluid dynamics. Oxford University Press, USA, 2014.
S. Freimann. Untersuchung der Verarbeitbarkeit von konditionierten Lockergesteinsböden für den EPB-Schildvortrieb: Dissertation, Ruhr-Universität Bochum, Fakultät für Bau- und Umweltingenieurwissenschaften, Lehrstuhl für Tunnelbau, Leitungsbau und Baubetrieb. Schriftenreihe des Instituts für Konstruktiven Ingenieurbau. Bochum: Shaker, 2021.
S. Freimann, M. Galli, and M. Thewes. “Rheological Characterization of Foam-conditioned Sands in EPB Tunneling”. In: EURO:TUN 2017 Innsbruck University, Austria (2017).
S. Freimann, M. Schröer, and M. Thewes. “Experimental investigation of the flow behaviour of conditioned soils for EPB tunnelling in closed mode”. In: Proceedings of WTC2019: Tunnels and Underground Cities: Engineering and Innovation meet Archeology, Architecture and Art (2019).
P. Fritz, R. Hermanns Stengele, and A. Heinz. Modified Bentonite Slurries for Slurry Shields in Highly Permeable Soils. Zürich, 2002.
M. Galli. Rheological Characterisation of Earth-Pressure-Balance (EPB) Support Medium composed of non-cohesive Soils and Foam: Dissertation, Ruhr-Universität Bochum, Lehrstuhl für Tunnelbau, Leitungsbau und Baubetrieb. Schriftenreihe des Instituts für Konstruktiven Ingenieurbau. Bochum: Shaker, 2016. isbn: 9783844047042.
M. Galli and M. Thewes. “Influence of Soil Conditioning on the Flow Behaviour of EPB Face Support Medium”. In: Proceedings WTC 2018 - ITA World Tunnel Congress, Dubai, UAE (2018), pp. 2863–2877.
M. Galli and M. Thewes. “Rheological Characterisation of Foam-Conditioned Sands in EPB Tunneling”. In: International Journal of Civil Engineering (2018). https://doi.org/10.1007/s40999-018-0316-x.
M. Galli, M. Thewes, and S. Freimann. “Material Flow in EPB Tunnelling – Characterisation and Importance”. In: TAC/NASTT-NW Tunnelling and Trenchless Conference – TT2018, Edmonton (2018).
M. Galli. “Rheological characterisation of earth-pressure-balance (EPB) support medium composed of non-cohesive soils and foam”. In: (2016).
W. Hackbusch. “Multi-grid methods and applications”. In: Springer Series in Computational Mathematics 4 (1985).
S. Hansbo. “A New Approach to the Determination of the Shear Strength of Clay by the Fall-Cone Test”. In: Royal Swedish Geotechnical Institute Proceedings No. 14 (1957).
T. J. Hughes, J. A. Cottrell, and Y. Bazilevs. “Isogeometric analysis: CAD, finite elements, NURBS, exact geometry and mesh refinement”. In: Computer methods in applied mechanics and engineering 194.39-41 (2005), pp. 4135–4195.
E. S. Ieronymaki, A. J. Whittle, and D. S. Sureda. “Interpretation of free-field ground movements caused by mechanized tunnel construction”. In: Journal of Geotechnical and Geoenvironmental Engineering 143.4 (2017), p. 04016114.
J. N. Jomo et al. “Parallelization of the multi-level hp-adaptive finite cell method”. In: Computers & Mathematics with Applications 74.1 (2017), pp. 126–142.
J. N. Jomo et al. “Robust and parallel scalable iterative solutions for large-scale finite cell analyses”. In: Finite Elements in Analysis and Design 163 (2019), pp. 14–30.
D. de Kee and R. P. Chhabra. “Elastic modulus and yield stress of suspensions”. In: Rheola Acta 33.3 (1994), pp. 238–240. https://doi.org/10.1007/BF00437308.
M. Kilchert and J. Karstedt. Standsicherheitsberechnung von Schlitzwaenden nach DIN 4126. Vol. 2. Wiesbaden, Berlin, Köln: Bauverlag GmbH and Beuth Verlag GmbH, 1984.
D. Kolymbas. Geotechnik: Bodenmechanik, Grundbau und Tunnelbau. 5. Berlin, Heidelberg: Springer Vieweg, 2019. isbn: 978-3-662-58472-9.
S. Kube. “Eindringverhalten von Bentonitsuspensionen in kohäsionsloses Lockergestein”. Dissertation. Bochum: Ruhr University Bochum, 2023.
S. Kube. “Elektrische Widerstandsmessungen zur Beschreibung der Partikeleinlagerung während der Penetration von Bentonit in kohäsionsloses Lockergestein”. In: Forschung + Praxis 56, Vorträge der STUVA-Tagung 2021 (2021), pp. 133–139.
S. Kube, B. Schoesser, and M. Thewes. “Electrical resistance measurements of materials relevant in tunnelling to detect porosity and particle deposits in non-cohesive soil”. In: Proceedings of the WTC Kopenhagen - Underground solutions for a world in change (2022).
A. A. Lavasan, C. Zhao, and T. Schanz. “Adaptive constitutive soil modeling concept in mechanized tunneling simulation”. In: International Journal of Geomechanic 18.9 (2018). https://doi.org/https://doi.org/10.1061/(ASCE)GM.1943-5622.0001219.
A. Lavasan et al. “Numerical investigation of tunneling in saturated soil: the role of construction and operation periods”. In: Acta Geotechnica 13 (2018), pp. 671–691.
W. Lieske. “Compression behaviour of a natural and remoulded clay”. Masters Thesis. Bochum, Germany: Ruhr University Bochum, 2015.
F. Mahaut et al. “Yield stress and elastic modulus of suspensions of noncolloidal particles in yield stress fluids”. In: Journal of Rheology 52.1 (2008), pp. 287–313. issn: 0148-6055. https://doi.org/10.1122/1.2798234.
B. Maidl. Mechanised shield tunnelling. Berlin: Ernst & Sohn, 2012. isbn: 978-3-433-02995-4.
U. Maidl. Erweiterung der Einsatzbereiche der Erddruckschilde durch Bodenkonditionierung mit Schaum: Dissertation, Ruhr-Universität Bochum, AG Leitungsbau und Leitungsinstandhaltung. Technisch-wissenschaftliche Mitteilungen des Instituts für Konstruktiven Ingenieurbau. Bochum, 1995.
J. Maxey. “Thixotropy and yield stress behaviour in drilling fluids”. In: Proceedings of American Association of Drilling Engineers (ADDE) National Technical Conference and Exhibition, Houston, Texas (2007).
Q. Meng, F. Qu, and S. Li. “Experimental investigation on viscoplastic parameters of conditioned sands in earth pressure balance shield tunneling”. In: Journal of mechanical science and technology 25.9 (2011), pp. 2259–2266.
A. S. Merritt. Conditioning of clay soils for tunnelling machine screw conveyors: St. John’s College, University of Cambridge, Department of Engineering. United Kingdom, 2004.
J. Mewis and N. J. Wagner. “Thixotropy”. In: Advances in colloid and interface science 147–148 (2009), pp. 214–227. https://doi.org/10.1016/j.cis.2008.09.005.
T. G. Mezger. The Rheology Handbook. Hannover, Germany: Vincentz Network, 2012. isbn: 9783748600367. https://doi.org/10.1515/9783748600367.
P. Mianji. “Hydromechanical properties of bentonite-infiltrated sand”. PhD Thesis. Bochum, Germany: Ruhr University Bochum, 2023.
R. Mittal and G. Iaccarino. “Immersed boundary methods”. In: Annu. Rev. Fluid Mech. 37 (2005), pp. 239–261.
P. C. F. Møller, J. Mewis, and D. Bonn. “Yield stress and thixotropy: on the difficulty of measuring yield stresses in practice”. In: Soft matter 2.4 (2006), pp. 274–283. https://doi.org/10.1039/b517840a.
N. Müthing. “On the consolidation behaviour of fine-grained soils under”. PhD Thesis. Bochum, Germany: Ruhr University Bochum, 2017.
Q. D. Nguyen and D. V. Boger. “Characterization of yield stress fluids with concentric cylinder viscometers”. In: Rheologica Acta 26.6 (1987), pp. 508–515. https://doi.org/10.1007/BF01333734.
J. Nitsche. “Über ein Variationsprinzip zur Lösung von Dirichlet-Problemen bei Verwendung von Teilräumen, die keinen Randbedingungen unterworfen sind”. In: Abhandlungen aus dem mathematischen Seminar der Universität Hamburg. Vol. 36. 1. Springer. 1971, pp. 9–15.
G. Ovarlez and S. Hormozi. Lectures on Visco-Plastic Fluid Mechanics. Springer, 2019.
T. C. Papanastasiou. “Flows of materials with yield”. In: Journal of rheology 31.5 (1987), pp. 385–404.
J. Parvizian, A. Düster, and E. Rank. “Finite cell method”. In: Computational Mechanics 41.1 (2007), pp. 121–133.
A. Perrot, D. Rangeard, and T. Lecompte. “Field-oriented tests to evaluate the workability of cob and adobe”. In: Materials and Structures (2018).
S. Praetorius and B. Schößer. Bentonithandbuch: Ringspaltschmierung für den Rohrvortrieb. Bauingenieur-Praxis. Berlin: Ernst & Sohn, 2016. isbn: 9783433031360. https://doi.org/10.1002/9783433606568.
F. de Prenter et al. “Multigrid solvers for immersed finite element methods and immersed isogeometric analysis”. In: Computational Mechanics (2019), pp. 1–32.
M. Pulsfort and C. Thienert. “Neue Erkenntnisse zur Stützdruckübertragung beim Tunnelvortrieb mit flüssigkeitsgestützter Ortsbrust”. In: Forschung + Praxis, Vorträge der STUVA-Tagung 2013 (2013).
A. A. Requicha and H. B. Voelcker. “Constructive solid geometry”. In: (1977).
K. Roscoe and J. Burland. “On the generalized stress-strain behaviour of wet clays”. In: Engineering plasticity. Ed. by J. Heyman and F. Leckie. Cambridge University Press, 1968, pp. 535–609.
Y. Saad. Iterative methods for sparse linear systems. Vol. 82. siam, 2003.
S. Saberi, G. Meschke, and A. Vogel. “A restricted additive Vanka smoother for geometric multigrid”. In: Journal of Computational Physics 459 (2022), p. 111123. https://doi.org/https://doi.org/10.1016/j.jcp.2022.111123.
S. Saberi, A. Vogel, and G. Meschke. “Parallel finite cell method with adaptive geometric multigrid”. In: Lecture Notes in Computer Science (2020).
S. Saberi, G. Meschke, and A. Vogel. “Adaptive geometric multigrid for the mixed finite cell formulation of Stokes and Navier-Stokes equations”. In: arXiv preprint arXiv:2103.10151 (2021).
A. Saltelli et al. Global sensitivity analysis. The Primer. John Wiley and Sons, 2008.
B. Schaedlich, T. Schweiger H.F.and Marcher, and E. Saurer. “Application of a novel constitutive shotcrete model to tunnelling”. In: Rock Engineering and Rock Mechanics: Structures in and on Rock Masses. 2014.
A. Schaufler, C. Becker, and H. Steeb. “Simulation of the backfilling process with annular gap grouting mortar”. In: Proceedings of the third international conference on computational methods in tunneling and subsurface engineering. 2013, pp. 587–597.
J. Schmatz, J. Urai, and S. Berg. “Nanoscale imaging of Pore-Scale Fluid-Fluid-Solid Contacts in Sandstone”. In: Geophysical Research Letters 42.7 (2015), pp. 2189–2195.
J. Schmatz et al. “Nanoscale morphology of brine/oil/mineral contacts in connected pores of carbonate reservoirs: Insights on wettability from cryo-bib-sem”. In: SPE J. 22.5 (2017), pp. 1374–1384.
M. Schoen et al. “Application of optimal experiment design method to detect the optimal sensor positions: A case study of Milan metro line 5”. en. In: Tunneling and Underground Space Technology (). Accepted.
G. Schramm. Einführung in Rheologie und Rheometrie. Karlsruhe: Haake, 1995.
M. Schröer. Neue Untersuchungsmethoden und Erweiterung der Anwendungsbereiche von konditionierten Böden beim maschinellen Tunnelvortrieb mit Erddruckstützung: Dissertation, Ruhr-Universität Bochum, Fakultät für Bau- und Umweltingenieurwissenschaften, Lehrstuhl für Tunnelbau, Leitungsbau und Baubetrieb. Schriftenreihe des Instituts für Konstruktiven Ingenieurbau. Bochum: Shaker, 2023.
G. Seidalinov and M. Taiebat. “Bounding surface SANICLAY plasticity model for cyclic clay behavior”. In: International Journal for Numerical and Analytical Methods in Geomechanics 38.7 (2014), pp. 702–724.
S. Sloan, A. Abbo, and D. Sheng. “Refined explicit integration of elastoplastic models with automatic error control”. In: Engineering Computations 18 (2001), pp. 121–194. https://doi.org/https://doi.org/10.1108/02644400110365842.
F. Sotiropoulos and X. Yang. “Immersed boundary methods for simulating fluid–structure interaction”. In: Progress in Aerospace Sciences 65 (2014), pp. 1–21.
I. Stroud. Boundary representation modelling techniques. Springer Science & Business Media, 2006.
M. Taiebat, Y. Dafalias, and R. Peek. “A destructuration theory and its application to SANICLAY model”. In: International Journal for Numerical and Analytical Methods in Geomechanics 34.10 (2010), pp. 1009–1040.
A. M. Talmon, D. R. Mastbergen, and M. Huisman. “Invasion of pressurized clay suspensions into granular soil”. In: Journal of Porous Media 16.4 (2013), pp. 351–365. https://doi.org/10.1615/JPorMedia.v16.i4.70.
D. W. Taylor. Fundamentals of soil mechanics. New York: John Wiley & Sons, 1948.
T. Tezduyar et al. “Flow simulation and high performance computing”. In: Computational Mechanics 18.6 (1996), pp. 397–412.
E. Thele. “Numerical analysis of mechanized tunneling in natural clay – the influence of soil’s structure”. Masters Thesis. Bochum, Germany: Chair of Soil Mechanics, Foundation Engineering and Environmental Geotechnics, Ruhr University Bochum, 2020.
M. Thewes, B. Schösser, and Z. Zizka. “Transient face support in slurry shield tunnelling due to different time scales for penetration time of support fluid and for excavation sequence of cutting tools”. In: ITA-AITES World Tunnel Congress and International Tunnelling and Underground Space Association and Society for Mining, Metallurgy, and Exploration. San Francisco, California. (2016).
M. Thewes, C. Budach, and A. Bezuijen. “Foam conditioning in EPB tunnelling”. In: Geotechnical Aspects of Underground Construction in Soft Ground 127 (2012).
DIN 1342: Viskosität: Teil 2: Newtonsche Flüssigkeiten. Berlin, 2003. https://doi.org/10.31030/9502319.
DIN 1342: Viskosität: Teil 3: Nicht newtonsche Flüssigkeiten. Berlin, 2003. https://doi.org/10.31030/9502320.
M. Wan et al. “Pore Water Pressure and Total Horizontal Stress Response to EPBM Tunnelling in London Clay”. In: Géotechnique 69.5 (2019), pp. 434–457.
T. Wichtmann. “Soil behaviour under cyclic loading – experimental observations, constitutive description and applications”. Habilitation Thesis. Karlsruher, Germany: Karlsruher Institute of Technology, 2016.
T. Wichtmann et al. “Cyclic tests on high-quality undisturbed block samples of soft marine Norwegian clay”. In: Geotechnical Journal 50.4 (2013), pp. 400–412.
F. Winnefeld. “Rheologische Eigenschaften von Mörteln und Betonen: neuartiges System für Messungen”. In: tec21 127.40 (2001).
C. Zhao. “A Contribution to Modeling of Mechanized Tunnel Excavation”. PhD thesis. Bochum, Germany: Ruhr-Universität Bochum, 2018.
Küpferle, J., Zizka, Z., Schoesser, B., Röttger, A., Alber, M., Thewes, M., and Theisen, W. “Influence of the slurry-stabilized tunnel face on shield TBM tool wear regarding the soil mechanical changes – Experimental evidence of changes in the tribological system”. In: Tunnelling and Underground Space Technology 74 (2018), pp. 206–216.
C. Zhao, A. Lavasan, and T. Schanz. “Application of submodeling technique in numerical modeling of mechanized tunnel excavation”. In: International Journal of Civil Engineering 17 (2019), pp. 75–89.
C. Zhao et al. “Support pressure transfer at a slurry supported tunnel face due to time dependent decrease of soil permeability”. In: Proc. of the Tenth Int. Symposium on Geotechnical Aspects of Underground Construction in Soft Ground, IS-Cambridge 2022, UK, 27-29 June 2022. Ed. by M. Elshafie, G. Viggiani, and R. Mair. Cambridge, UK: CRC press/Balkema, 2022, pp. 451–458.
C. Zhao et al. “A hybrid model for estimation of ground movements due to mechanized tunnel excavation”. en. In: Computer-aided Civil and Infrastructure Engineering 34.7 (July 2019), pp. 586–601.
C. Zhao et al. “Mechanized tunneling induced ground movement and its dependency on the tunnel volume loss and soil properties”. en. In: International Journal for Numerical and Analytical Methods in Geomechanics 43.4 (Mar. 2019), pp. 781–800.
C. Zhao et al. “Model validation and calibration via back analysis for mechanized tunnel simulations – The Western Scheldt tunnel case”. en. In: Computers and Geotechnics 69 (Sept. 2015), pp. 601–614.
Z. Zizka. “Stability of slurry supported tunnel face considering the transient support mechanism during excavation in non-cohesive soil”. Dissertation. Bochum: Ruhr University Bochum, 2019.
Z. Zizka, B. Schoesser, and M. Thewes. “Investigations on the transient support pressure transfer at the tunnel face during slurry shield drive Part 2: Case B – Deep slurry penetration exceeds tool cutting depth”. In: Tunnelling and Underground Space Technology 118.104169 (2021). issn: 08867798. https://doi.org/10.1016/j.tust.2021.104169.
Z. Zizka, B. Schoesser, and M. Thewes. “Investigations on transient support pressure transfer at the tunnel face during slurry shield drive part 1: Case A – Tool cutting depth exceeds shallow slurry penetration depth”. In: Tunnelling and Underground Space Technology 118.104168 (2021). issn: 08867798. https://doi.org/10.1016/j.tust.2021.104168.
Z. Zizka, B. Schoesser, I. Popovic, and M. Thewes. “Excess pore pressures in front of the tunnel face during slurry shield excavations due to different time scales for excavation sequence of cutting tools and penetration time of support fluid”. In: Proceedings of EUTO:TUN 2017, Innsbruck (2017).
Z. Zizka, S. Kube, B. Schoesser, and M. Thewes. “Influence of stagnation gradient for face support calculation in Slurry Shield Tunnelling”. In: Geomechanics and Tunnelling 13.4 (2020), pp. 372–381. issn: 18657362. https://doi.org/10.1002/geot.202000009.
Z. Zizka, B. Schoesser, M. Thewes, and T. Schanz. “Slurry Shield Tunneling: New Methodology for Simplified Prediction of Increased Pore Pressures Resulting from Slurry Infiltration at the Tunnel Face Under Cyclic Excavation Processes”. In: International Journal of Civil Engineering 17.1 (2019), pp. 113–130. https://doi.org/10.1007/s40999-018-0303-2.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2023 The Author(s)
About this chapter

Cite this chapter
Schößer, B. et al. (2023). Face Support, Soil Conditioning and Material Transport in Earth-Pressure-Balance and Hydro Shield Machines. In: Meschke, G., Breitenbücher, R., Freitag, S., König, M., Thewes, M. (eds) Interaction Modeling in Mechanized Tunneling. Springer, Cham. https://doi.org/10.1007/978-3-031-24066-9_4
Download citation
DOI: https://doi.org/10.1007/978-3-031-24066-9_4
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-24065-2
Online ISBN: 978-3-031-24066-9
eBook Packages: EngineeringEngineering (R0)