
Abstract
The mechanical performance of a composite is greatly related to the load transfer capability of the interface between the matrix and the reinforcing fibers, i.e. the fiber/matrix adhesion, which is enhanced by a surface treatment called sizing. The original sizing of reinforcing fibers is removed during recycling process, which is recognized to contribute in typical issues of recycled fibers, namely uneven fiber properties and poor fiber/matrix adhesion. Applying a new sizing, a process denoted here as resizing, can help mitigate the issues. Furthermore, the sizing has a major role in improving the processability of the fibers as it contributes to the distribution of the fibers in the matrix. Proper distribution, along with the fiber fraction, are highly important for the composite performance. These properties are ensured by proper compounding. Here we demonstrate and validate the process steps to resize and compound recycled glass and carbon fibers with thermoplastic matrices. We found that at a relatively high sizing concentration, the compounding of all tested material combinations was possible. The resizing of the recycled fibers improved the compatibility at the fiber/matrix interface. It was concluded that recycled fibers can be used to replace virgin fibers in automotive industry to allow weight reductions and to promote circularity.
You have full access to this open access chapter, Download chapter PDF
Similar content being viewed by others


Keywords
1 Introduction
The mechanical performance of a composite material is defined by the properties of its constituents: the fiber, the matrix and the adhesion between them. While the matrix provides the shape and the integrity for the composite, the actual load bearing capacity of the structure is provided by the fibers. Good load-transfer between the components and, therefore, the full potential of the mechanical performance of the composite structure, can be achieved only if adequate fiber/matrix adhesion is ensured.
Virgin fibers are coated with a multicomponent thin coating called sizing, size or finish, both to ensure wetting and adhesion at the fiber/matrix interface, and to enable good handling and processing properties for the fiber tows or fabrics. Therefore, the sizing is the key to achieve the desired interfacial properties. The sizing formulation can be designed for a specific fiber and matrix combination or it can be a general one. The main components of these polymer-based aqueous solutions or emulsions are the film former and the coupling agent, the latter of which is not typically used for carbon fibers [1]. Other possible components are lubricants, antistatic agents, wetting agents and cross-linking agents [1]. The film former provides good processing characteristics, protects against fiber damage, bonds the fibers into a bundle and affects the interfacial properties. The coupling agent improves the fiber/matrix adhesion by being able to bond chemically to the fiber surface [2], which is why the coupling agent might also bridge minor defects on the glass fiber surface. As polymeric materials, the sizing components can generate an interpenetrating network at the fiber/matrix interphase through interdiffusion. Simultaneously, the interfacial properties generate a gradient in the radial direction and become approaching the bulk matrix properties when moving away from the fiber [3].
During thermal and chemical recycling processes, the original sizing is lost from the fiber surface. Furthermore, the fiber surface characteristics cannot be fully controlled in recycling due to the uncertainties related to the origin and state of the fibers. The recycling process itself also affects these characteristics. Ultimately, this leads to non-uniform and degraded fiber properties, which hinders the potential application possibilities of the recovered fibers [4]. To mitigate the issue of poor performance of recycled glass and carbon fibers, the sizing should be renewed, a fact that has also been acknowledged in the literature [5]. However, due to the nature of recycled fibers, a similar process as used for virgin fibers, is not applicable. The sizing can be applied by spraying or by various electrodeposition, electropolymerization or plasma polymerization methods [2]. The process is applied to continuous virgin fibers in a very fast roll-to-roll process. In turn, recycled fibers are typically chopped and vary in their length, which makes it impossible to follow similar sizing process, requiring instead a batch-type process. Naturally, the application of sizing on recycled fibers, or resizing as we call the process here, depends also on the use of the recycled fibers. For example, in the spray-up composite fabrication process, the resizing could be applied together with the binder or as the binder. However, if the composite structure fabrication is to be done with injection molding, the resizing should be done prior to compounding to ensure good processability and wetting of fibers. In that case, a dipping process is an intuitive choice.
Compounding with a thermoplastic matrix and injection molding are considered as very suitable processing methods for recycled fibers, which are usually obtained in chopped form. The optimization of the resizing chemistry and the process parameters must be done by also considering the requirements of the compounding process. For best mechanical performance, a very thin sizing layer and lack of fiber clusters are preferable, whereas a higher specific density and fiber agglomeration are advantageous for the compounding process, as agglomerated fiber bundles are easier to feed into the compounder. In addition, special design might be required for the compounding device geometry.
Here the process steps to resize and compound chopped recycled fibers are demonstrated and the effects of the process parameters on the achievable composite performance are discussed. Recycled glass and carbon fibers were used together with thermoplastic polypropylene and polyamide matrices. The properties of injection molded composites were characterized by mechanical and thermal methods. The main aim of the work was to validate the applicability and the technical viability of recycled fibers in automotive mass production components. The work was divided into optimization of the resizing process and the compounding process.
2 Resizing Recycled Fibers
The aim of the resizing process optimization was to understand the effects of resizing process parameters on the composite properties, as resizing differs fundamentally from the application of sizing on virgin fiber. The following variables were studied: resizing solution concentration, immersion time and rinsing to remove excess sizing. These variables mainly affect the thickness of the sizing layer.
2.1 Materials and Processing
Thermally recycled glass (rGF) and carbon (rCF) fibers were resized in batch-type dipping process. The recycling was done as a part of the FiberEUse project (described in Chap. 5). Prior to resizing, the fibers were analyzed with Fourier Transformation Infrared Spectroscopy (FTIR, Bruker Tensor 27 with PIKE Technologies GladiATR attenuated total reflectance unit), Thermogravimetric analysis (TGA, Netzsch TG 209 F3 Tarsus) and Scanning Electron Microscopy (SEM, Zeiss ULTRAplus) to verify that the fibers are clean without matrix residues.
A polypropylene copolymer (copoPP) and a polyamide 6 (PA) were used when optimizing the resizing process and the chemistry of each resizing formulation was selected according to the corresponding matrix. Due to the FiberEUse project objectives, only copoPP matrix was used with rGF whereas rCF compounds were prepared from both matrix types. For the PP matrix, a nonionic maleated PP dispersion (Hydrosize® PP2-01, Michelman Inc.) was used as film former. For the PA matrix, a nonionic polyurethane dispersion (Hydrosize® U2022 Michelman Inc.) was used. According to the supplier, both matrices are suitable for chopped strands and provide better adhesion with the matrix. In the case of rGF, (3-aminopropyl)triethoxysilane (Sigma Aldrich) was used as coupling agent and it was expected to generate covalent bonds with the glass fiber surface [6]. The resizing solution was prepared by mixing the chemicals with deionized water to generate solutions with specific total solid content. The pH of the rGF solution was adjusted with acetic acid to 7 to ensure proper silane reactions. Due to the scientific nature of the study, the simplified formulation for the resizing formulation was accepted. Rinsing the fibers in deionized water after dipping in the sizing solution was used as one of the processing parameters. The resized fibers were dried at 80 °C for at least 12 h.
The resized fibers were compounded, i.e. melt blended, with the copoPP and PA matrices in a laboratory-scale twin-screw microcompounder (DSM Xplore). The material was then injection molded with the microinjection unit of the compounder into dog-bone shaped tensile specimens and tested with a universal testing device [ISO 1172 (method A) standard, Instron 5067 device]. Prior to the compounding, the fibers were chopped to approx. 5 mm length, which were aligned relatively well in the injection molding process. The fiber fraction of the compounds was 20 wt% and verified by the burning-off method according to the ISO 1172 (method A) standard. The compounds were denoted as copoPP/rGF20, copoPP/rCF20 and PA/rCF20. Reference compounds were prepared with recycled fibers without resizing.
2.2 Characterization of the Resized Fibers and Compounds
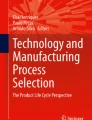
FTIR, TGA and SEM characterization was used to study the resized fibers. The FTIR analysis verified that the resized rGF surface contained the film former and coupling agent (data not shown). Increasing the relative concentration of coupling agent induced a slight increase in the corresponding absorption bands at a specific total solid content. However, at highest total solid content this was not observed, and it was assumed that the high concentration of silane led to self-polymerization reaction instead of silane reaction with the reactive sites at the fiber surface followed by removal of coupling agent during rinsing. In general, higher total solid content of the resizing solution strengthened the corresponding absorption bands. Similar behavior was seen in the total mass loss of the thermogravimetric analysis. In the micrographs of the resized rGF surfaces, a slightly uneven sizing layer was observed (Fig. 1). However, the appearance of the resized rGF was not affected by the relative concentration of the coupling agent and the film former, the solid content of the resizing solution, the immersion time or the rinsing.

Examples of the recycled and resized glass fibers: a rGF prior resizing, b resized rGF
In the case of rCF, the sizing layer was more homogeneous with low resizing solution solid contents and both the PP and PU based sizings smoothed out some of the surface roughness (Fig. 2). Thermal analysis revealed that the mass loss, i.e. the average sizing layer thickness, followed the resizing solution concentration if the fibers were rinsed after the dipping, whereas without rinsing the amount of sizing in the fibers was higher and more random. More detailed characterization of the resized fibers can be found from [7].

Examples of the recycled and resized carbon fibers: a rCF prior resizing and b resized rCF
According to the tensile test results of the copoPP/rGF20 compounds (Fig. 3), the tensile strength seems to reach a maximum value around 2 wt% sizing concentration, whereas for the modulus the maximum is reached already earlier, around 0.5 wt%. A further increase in the concentration did not improve the tensile properties. The SEM micrographs from the fracture surfaces (Fig. 4) supported the tensile test results showing a better fiber/matrix contact for the resized rGF when compared to the fibers prior resizing.

Tensile test results of the copoPP/rGF20 compound: a strength and b modulus. Here, the tensile properties are expressed as a function of sizing concentration of the fibers (total mass loss in thermal analysis)

Fracture surface of the copoPP/rGF20 compounds: a without sizing and b with resized fibers
For the rCF compounds, no significant difference was observed in the tensile properties as a function of sizing concentration (Fig. 5). This may indicate that the surface of recycled carbon fibers is more compatible than glass with thermoplastic matrices and do not need any pre-treatments from the adhesion point of view. This was also visible in the fracture surface micrographs (Fig. 6). However, the fractography revealed that the distribution of the fibers was improved when resizing was used. Further, the higher specific density introduced by the resizing induced a major improvement in the processability of the fibers.

Tensile test results of a the copoPP/rCF20 compound and b the PA/rCF20 compound. Here, the tensile properties are expressed as a function of sizing concentration (total mass loss in thermal analysis)

Fracture surface of a the copoPP/rCF20 compound without sizing, b the copoPP/rCF20 compound with resized fibers, c the PA/rCF20 compound without sizing, and d the PA/rCF20 compound with resized fibers
To define the resizing process parameters to be used later in the FiberEUse project, the tensile properties of the thermoplastic rGF and rCF compounds were evaluated together with the processability experience gained during the study. To enable an industrially feasible processing of the recycled fibers, a high enough specific density must be obtained to ease the handling of the fibers. If the specific density is too low, the feeding the fibers into the mixer becomes difficult or even impossible. For a larger scale process, this aspect proved more critical than the exact mechanical properties, and therefore a relatively high sizing concentration was chosen for the next steps.
For the compounding experiments and the FiberEUse project demonstrators, larger batches of resized fibers were prepared. While the resizing solution preparation was kept similar, inevitable differences—between the first small-scale resizing experiments described here and the larger scale batches—were introduced in terms of the origin of the fibers (different batch of original waste) and the recycling process of fibers (more advanced recycling process). This also affected the average length of the recycled fibers (reduction from >10 cm to >5 cm). The fiber fraction of the compounds was also different from the resizing process optimization step. The changes were assumed to influence the final properties of the recycled fibers and therefore the results of the resizing process optimization study and the compounding study are not directly comparable.
3 Compounding Recycled Fibers
Industrial scale compounding starts with a base resin or polymer, i.e. the matrix. The polymer is melt and mixed with the reinforcement and possible other additives in a twin-screw extruder at a high temperature, after which it is extruded and pelletized. The used additives can be, e.g., compatibilizers, antioxidants or pigments, which ensure that the matrix has a good compatibility with the reinforcement, does not degrade during the extrusion and injection processes and has the desired optical properties. Compounding process changes the physical, thermal, electrical and/or optical characteristics of the plastic. The final product is called a compound and the pellets can be the further processed, e.g., by injection molding.
The most important difference between compounding fibers and additives which are in powder or pellet format, is the importance of maintaining the maximum possible fiber length for the optimization of mechanical properties. For this, the process conditions and the geometry of the screws are important parameters. The specific characteristic of compounding recycled fibers is, that instead of a continuous rowing as a starting material, the recycled fibers are obtained in chopped form. Therefore, the specific density of the fibers is particularly important for successful feeding of the fibers. These, in turn, set new requirements for the feeder and hopper of the feeding system (Fig. 7).

Specific hopper and feeder for short fiber feeding
In the rCF compounds of the FiberEUse project, the same PA and copoPP matrices were used as in the resizing optimization step. In addition, two other types of polypropylene grades were used: a homopolymer for the rCF compounds (denoted here as homoPP) and another polypropylene copolymer grade for the rGF compounds (denoted simply as PP). In addition to the rGF and rCF fibers recycled in the FiberEUse project, commercial recycled fibers Carbiso CT from ELG were used as s reference. However, it must be noted that the commercial fibers have not been obtained by pyrolysis, and that the product is based on production waste with general purpose epoxy sizing, which is not optimized for PP or PA. The origin of the recycled fibers of the FiberEUse project are various components from aeronautics sector, in which several carbon fiber grades are presumably used. The FiberEUse project fibers were used with and without resizing. All compound formulations are listed in Table 1.
The compounding process was carried out with a twin screw extruder (Coperion Werner & Pfleiderer ZSK 26 P 10,6) using a Brabender feeder to feed the matrix and a double screw side feeder to feed the fibers (Fig. 8). The parameters used in the compounding process are listed in Table 2. The final fiber fraction of the compounds was verified with thermogravimetric analysis (TGA, TA Instrument Universal V4) and the results are listed in Table 1. As can be seen, the final fiber fractions were within ±2 wt% from the intended value.

Recycled glass and carbon fibers and lateral feeding addition process
4 Properties of Recycled Fiber Reinforced Composites
The materials manufactured through the compounding process were characterized by tensile tests (ISO 527-2 standard, Instron 5500 R equipment) to compare the two main factors: the influence of sizing in the fiber and the influence of the origin of the fiber (recycling process). Naturally, the specific mechanical design of the automotive component is determined by the properties fulfilled by the current material used in that design and these values were also used here as reference for the developed compounds: For the FiberEUse formulations based on PA with 20 wt% rCF (compounds A-C in Table 2), the reference value corresponded a PA compound with 40 wt% virgin glass fibers. For the FiberEUse formulations based on homoPP and copoPP compounds with 20 wt% rCF (compounds D-I in Table 2), the reference value corresponded a PP compound with 40 wt% virgin glass fibers. For the FiberEUse formulations based on PP with 30 wt% rGF (compounds J-L in Table 2), the reference value corresponded a similar compound but with virgin fibers. After tensile testing, composite fracture surfaces were studied with SEM (JEOS JSM-5910LV).
4.1 PA/rCF Compounds
As can be seen from Fig. 9a, the PA/rCF compound with resized fibers (compound B) had 100% higher modulus compared to the material without sizing (compound A). This material B was also only 3% below the automotive reference. The commercial recycled fiber compound C had 22% higher modulus than the automotive reference.

a Tensile modulus and b tensile strength of the PA/rCF compounds A-C
Regarding the tensile strength (Fig. 9b), the material without sizing (compound A) had 45% lower strength than the one with resized fibers (compound B). With respect to the automotive reference material, the strength of the compound B was 8% lower while the strength of the commercial recycled fiber compound C was 9% above the reference. The relatively minor difference between the developed PA/rCF compound B and the automotive reference material could be overcome by redesigning the automotive component so that slightly lower material properties are acceptable.
The fractography of the PA/rCF compounds (Fig. 10) exhibited a good distribution of the resized fibers, similar to the compound with commercial recycled fibers. When the compound based on commercial recycled fibers was compared with the corresponding FiberEUse material (Fig. 11), it was observed that the recycled carbon fibers from the FiberEUse project varied in diameter whereas the size of the commercial rCF was more homogenous. This was assumed to reflect the variability of original carbon fiber grades in the waste material: in the FiberEUse project the fibers originate from various components from aeronautic sector whereas the origin of the commercial recycled fiber is assumed to be homogenous.

Good dispersion of the fibers in the PA matrix: a the compound B with rCF from the FiberEUse project and b the compound C with commercial rCF

Diameter of recycled carbon fibers: a the compound B based on recycled fibers from the FiberEUse project and b the compound C based on commercial recycled fibers
4.2 PP/rCF Compounds
In Fig. 12 the tensile test results for the homoPP/rCF compounds D-F are shown. The material with sizing (compound E) had 37% higher modulus compared to the material without sizing (compound D). The resized compound E had also 23% higher modulus than the automotive reference. The commercial fiber material (compound F) had 70% higher modulus than the automotive reference.

a Tensile modulus and b tensile strength of the PP/rCF compounds D-I
Regarding tensile strength, it was observed that the material without sizing (compound D) had 40% lower strength than the compound E with sizing. With respect to the strength of the automotive reference material, compounds E and F were 15% and 13% lower, respectively. Similar to the PA/rCF compounds, the lower strength level could be compensated by redesigning the components in which the recycled material is be used.
From the fractographies of the homoPP/rCF compounds (Fig. 13) it is evident that the fibers without sizing show poor compatibility with the matrix whereas the same fiber with sizing had better fiber/matrix adhesion. Also, the commercial fiber with a general sizing did not create a good fiber/matrix adhesion. The dispersion of the homoPP/rCF compound was proven to be good even without resizing (Fig. 14). When comparing the results with Fig. 5, it is evident that resizing improves especially the processability of the rCF compounds having simultaneously positive effect on the mechanical properties.

Varying fiber/matrix adhesion when comparing the homoPP/rCF compounds: a poor adhesion in the compound D without sizing, b good adhesion in the compound E with resized fibers from the FiberEUse project, c poor adhesion in the compound F with commercial fibers and a general sizing

Good dispersion of fibers in the homoPP matrix in compound D without resizing
When considering the copoPP/rCF results, the material with sizing (compound H) had 54% higher modulus when compared to the material without sizing (compound G). The modulus of the resized compound H was also 13% higher than the automotive reference. The commercial recycled fiber material (compound I) had 51% higher modulus than the automotive reference. Compound G without sizing had 58% lower tensile strength than compound H with sizing. Compared to the automotive reference material, the strength of compounds H and I were 25% and 22% lower, respectively. The fracture surfaces were very similar to the corresponding homoPP/rCF compounds.
4.3 PP/rGF Compounds
The results of rGF compounds were not as close to the automotive reference values as the rCF compounds (Fig. 15). The PP/rGF compound K with sizing had 38% higher modulus when compared to the material J without sizing. However, the modulus of the resized material K was 45% lower than the automotive reference. Also, the modulus of the commercial recycled fiber material L was 22% lower than the automotive reference. The tensile strength of the compound J without sizing was 58% lower than the resized compound K and the strength of compounds K and L were 59% and 58% lower than the automotive reference, respectively.

a Tensile modulus and b tensile strength of the PP/rGF compounds J-L
Fractography of the PP/rGF compounds with and without sizing (Fig. 16, compounds J and K) revealed the positive effect of the resizing on the fiber/matrix adhesion. Considering the good adhesion between resized fibers and the PP matrix and the relatively low mechanical properties of the compound, the main issue seems to be the cohesive properties of the recycled glass fibers [8].

Improved fiber/matrix adhesion when comparing the PP/rGF compounds: a poor adhesion in the compound J without sizing, and b good adhesion in the compound K with resized fibers from the FiberEUse project
5 Conclusions
The aim of this study was to demonstrate the technical feasibility of using thermoplastic compounds with recycled reinforcement in components of automotive industry. The study was divided in two steps: optimization of the resizing process of recycled glass and carbon fibers, and optimization of the compounding process of the thermoplastic composites.
The resizing of the recycled fibers should ensure good compatibility between the fibers and the matrix as well as industrially feasible processability, which was noted to correspond with high enough specific density. The latter aspect became more critical in this project and therefore a relatively high sizing concentration was selected, although slightly better mechanical properties were achieved at lower concentrations.
The compounding at industrial level was successful for all tested material combinations. Despite all compounds based on recycled carbon fibers did not satisfy the requirements for tensile strength and modulus used in designing automotive industry components, it was evident that recycled carbon fibers compounds can be used to replace virgin glass fiber compounds allowing weight reductions and promotion of circularity. The feasibility of the application of recycled glass fibers in automotive industry will depend greatly also on the cost of the materials.
References
Kim, J., Mai, Y.: Engineered Interfaces in Fiber Reinforced Composites, 1st edn. Elsevier, Amsterdam (1998)
Park, S., Hey, G.: Surface treatment and sizing of carbon fibers. In: Park, S. (ed.) Carbon Fibers, 2nd edn., pp. 101–133. Springer, Dordrecht (2015)
Park, S., Seo, M.: Modeling of fiber–matrix interface in composite materials. In: Park, S., Seo, M. (eds.) Interface Science and Technology, vol. 18, pp. 739–776. Elsevier Science, Amsterdam (2011)
Oliveux, G., Dandy, L.O., Leeke, G.A.: Current status of recycling of fiber rein-forced polymers: review of technologies, reuse and resulting properties. Prog. Mater Sci. 72, 61–99 (2015)
Yang, L., Jenkins, P., Liggat, J., Thomason, J.: Strength of thermally conditioned glass fiber degradation, retention and regeneration. In: Proceedings of 20th International Conference on Composite Materials ICCM20, Copenhagen (2015)
Acres, R.G., Ellis, A.V., Alvino, J., Lenahan, C.E., Khodakov, D.A., Metha, G.F., Andersson, G.G.: Molecular structure of 3-aminopropyltriethoxysilane layers formed on silanol-terminated silicon surfaces. The Journal of Physical Chemistry C 116(10), 6289–6297 (2012)
Matrenichev, V., Lessa Belone, M.C., Palola, S., Laurikainen, P., Sarlin, E.: Resizing approach to increase the viability of recycled fiber-reinforced composites. Materials 13(24), 5773 (2020)
Ginder, R.S., Ozcan, S.: Recycling of commercial e-glass reinforced thermoset composites via two temperature step pyrolysis to improve recovered fiber tensile strength and failure strain. Recycling 4(2), 24 (2019)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2022 The Author(s)
About this chapter

Cite this chapter
Laurikainen, P., Palola, S., Calle, A.D.L., Elizetxea, C., García-Arrieta, S., Sarlin, E. (2022). Fiber Resizing, Compounding and Validation. In: Colledani, M., Turri, S. (eds) Systemic Circular Economy Solutions for Fiber Reinforced Composites. Digital Innovations in Architecture, Engineering and Construction. Springer, Cham. https://doi.org/10.1007/978-3-031-22352-5_7
Download citation
DOI: https://doi.org/10.1007/978-3-031-22352-5_7
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-22351-8
Online ISBN: 978-3-031-22352-5
eBook Packages: EngineeringEngineering (R0)