
Abstract
Sustainable materials and additive manufacturing have the potential to increase material efficiency and minimize waste in the building process. One of the most promising materials is salt (sodium chloride). It is highly available as a residue of desalination and potash production processes and attracts attention due to its material properties (storage of humidity and heat). This research presents an investigation and evaluation of using salt as an alternative material in additive manufacturing. Thus, the focus of the study was on small-scale 3D printing with paste extrusion. Experimental studies of different salt mixtures with different binders, printing properties and other parameters were analyzed in three stages. In the first phase (P1) the mixing ratio of salt and potential binders (clay, gypsum, cement and starch) was defined; in the phase two (P2) the most promising mixture was selected, modified by additives and investigated by 3D image scan measurements; and in the last third phase (P3) the potential applications of salt in additive manufacturing were presented. As the research shows, the salt in material extrusion processes can substitute the main material by up to 70%, is successfully manipulated with different additives (to improve the workability of the printing mortar) and is highly dependent on the printer`s settings. For future full-scale 3D printing with salt many steps still have to be taken. However, incorporating salt in additive manufacturing showed a potential of saving material resources, addressing environmental issues and initiating new construction processes.
You have full access to this open access chapter, Download chapter PDF
Similar content being viewed by others


Keywords
1 Introduction
Building materials are of great importance for our society and are used to protect us from the outdoor weather conditions and to influence our physical/psychological well-being [1,2,3]. However, meeting world material needs is becoming more difficult each year due to the growth of the world population [4], increasing climatic changes [5] and restricted commercial activities such as the COVID-19 disease [6]. The construction sector is, in Europe, not only responsible for 50% of overall material consumption but also for the generation of one third of the total waste and 5–12% of total European greenhouse emissions [7]. So finding more available, affordable and environment friendly materials and using more efficient technological processes such as 3D printing will help to save material resources and minimize the impact of the whole building process [8,9,10].
1.1 Salt as a Resource
One of the new promising materials is salt (sodium chloride), which has been a valuable material for many centuries. During the past decades it has attracted wide attention as a residue of desalination and potash production. Due to increasing demand for fresh water and its limited supply, almost 47% of the world population does not have enough fresh water for at least one month each year [11]. In some coastal areas seawater has been used as a resource for producing fresh water. The process of extracting fresh water from seawater and discharging the residue (hypersaline brine) into the sea is called desalination. Around the world, some 15,906 operational desalination plants (see Fig. 1) produce a total of 95 million cubic metres of desalinated water per day and an estimated 142 million cubic metres of hypersaline brine, of which approximately 8.45 million cubic metres of salt per day are disposed into the sea [12]. In terms of its origin, 70.3% of global brine disposal comes from the Middle East and North Africa, 10.5% from East Asia and Pacific, 5.9% from Western Europe, 3.9% from North America, 3.9% from Latin America and Caribbean, 2.6% from Southern Asia, 1.8% from Eastern Europe and Central Asia and 1.0% from Sub-Saharan Africa. The disposal of hypersaline brine into the sea and its negative environmental consequences have already been acknowledged in scientific research. The observed negative effects include; change of water quality (increase of salinity, temperature), less light passing through the water (due to the growth of algae), and a reduction of biodiversity (fish, corals) [13,14,15]. At the moment there is a lack of regulation for brine disposal into nature, although measures such as brine discharge system configurations or the reuse of the brine are proposed in different research projects [14, 16].

Source Wikimedia Commons [17]
Desalination plant in RAK (Ras Al Khaimah, United Arab Emirates). Licensed under the Creative Commons Attribution 2.0 Generic license.
Another source of salt waste (NaCl) is the potash industry [18]. Due to extensive agriculture, many fertilizers are used to enhance crop growth. One common fertilizer is potash as found in sylvite and carnalite minerals [18]. The remainder of the minerals consists of salt (NaCl) and small amounts of clay, silt, sand, and dolomite [19]. Taking into account that annual global production presents around 68.1 million tons of potash [20], salt waste (83.5 wt% of the mineral) can be calculated at around 335 million tons a year. Salt waste from mining (see Fig. 2) is also disposed into nature as salt tailing on the surface [18], as brine injection/backfilling underground or as direct discharge to rivers and seas [21]. One of the best known salt tailings in Germany is the roughly 250 m high “Monte Kali” composed of 236 million tons of mining salt waste [22]. It has been discovered that the salt contamination to nearby waters are clearly caused by the salt load and prevents “a permanent recolonization by typical sensitive freshwater species” [23]. In Spain and Canada researchers discovered various negative environmental effects caused by potash mining activities: a decrease of water conductivity and the number of living communities in the Llobregat Basin [24] and a devastating impact of high salt concentration in the rivers near Saskatchewan’s potash mines [19]. If the world’s annual salt waste were spread on the surface of the city of Munich (310.43 m2) a 54 m-high layer of salt would be created within 5 years.

Potash tailings stack Monte Kali, Heringen, Germany. Photo: Vesna Pungercar, 2020
1.2 Salt Properties
Sodium chloride or table salt is one of the best-known substances on the Earth. It consists of two different elements: Na (Sodium) and Cl (Chloride), which are linked by an ionic bond [25, 26]. Salt crystals come in different sizes, are white and without smell [27]. Microscopically observed, salt does not have many open spaces in its structure and is known for its low permeability and porosity [28]. Literature records sodium chloride’s specific heat as between 0.853 J/(gK) [29] and 0.859 J/(gK) [30, 31]. The thermal conductivity of salt varies from 6 to 6.5 WmK at room temperature [29, 32,33,34,35] and 3.3 W/mK at higher temperatures (approx. 300 °C) [35]. Salt melts at 801 °C [36, 37] and is used for heat storage in solar power plants [37].
In addition to the properties noted above, salt can dissolve in water, methanol or formic acid [29]. At a relative humidity above 75.3% [29] salt crystals start to dissolve and change to brine (salt with water). However, in the drying process the water evaporates and crystals start to grow again. During the past decades, salt rooms have been developed and used for drug free treatment of respiratory illness, skin diseases [38] and lung cancer cells [39]. The treatment consists of sitting in salt rooms, salt caves or at the seaside and breathing air saturated with salt particles (aerosols) [40, 41]. Several studies focus on the positive effect of treatment with a saline environment [39, 41,42,43], but unfortunately no research has been conducted about how salt as construction material impacts the quantity of aerosols in indoor environments and health.
1.3 Salt Materials in Building Construction
In historic building construction, salt materials were mostly used in dry-hot weather conditions and in locations where conventional resources were not available. In some cases, salt materials were cut from nearby salt seas or mines and used directly as a building block for exterior walls [44,45,46]. One of these buildings is the hotel “Palacio de Sal” in Salar de Uyuni in Bolivia (Material District 2016), which is built out of about a million salt blocks. Other salt-based construction materials are mixtures of salt and different binders (clay, volcanic ash, cement or starch) [44, 47].
Karshif and Roman maritime materials are among the oldest existing mixed salt materials. Karshif, from the Siwa Oasis in Egypt, is a material for load bearing walls made of small salt rocks (up to 95% of the material) and salt-clay mortar [44]. Due to its hygrothermal and chemical properties, Karshif stone can be formed to “a sort of monolith” [48] under repeated cycles of absorbing humidity from the environment and emitting it again. The Romans mixed volcanic ash, lime and seawater [49] to build highly durable protection walls in the Mediterranean sea. Different studies on the long-term compressive strength of concrete made with seawater discovered that there is almost no difference to that of concrete mixed with freshwater [50,51,52]. Other mixtures of concrete and salt were developed for the protection of radioactive waste in abandoned salt caves [53,54,55,56,57], here salt comprised around 50% of the whole mass [53].
Further salt materials may be produced by pressing, melting, additive technology or natural salt crystallization. Salt lick blocks [58] are made of compressed salt as an additive to animal nutrition and dissolve with animal saliva [59,60,61,62] if they do not contain special additives [63] or coatings [62]. Salt crystallization processes are used in contemporary art and architectural structures by soaking different materials in very salty water or leaving materials outside to dry. Over time, salt crystals grow and create salt crusts which are also used as artworks or as shading systems [64,65,66,67].
New salt mixtures (salt and starch) have gained attention in the last decades as a result of a recent building technology made possible by advances in data processing—additive manufacturing [68,69,70] (see Fig. 3). The first 3D printing prototypes were developed by a research team at the Solheim Additive Manufacturing Laboratory of the Mechanical Engineering Department of the University of Washington [68, 69] (see Fig. 3). Their 3D printed elements were composed of salt (8 parts by weight), maltodextrin (1 part by weight) and water. The same recipe was later adapted and slightly modified by researchers from Emerging Objects to create a 3D-printed salt pavilion [71] (see Fig. 3) and by TU Delft to examine mechanical properties of the salt-starch mixture [69]. Researchers from Japan mixed salt-starch with wheat flour and dextrin to create 3D moulds [72].

Source Left—TUM EBB. Right above—The Solheim Additive Manufacturing Laboratory of the Mechanical Engineering Department of the University of Washington [68, 69]. Right below—Emerging Objects/Ronald Rael and Virginia San Fratello [71]
Left—additive manufacturing. Right above—the first 3D printing salt prototypes. Right below—the 3D-printed salt part for a 3D-printed salt pavilion.
1.4 3D Printing with Salt
As a porous material salt has a potential in additive manufacturing processes if it can be bound. There are various methods in additive manufacturing such as binder jetting, fused deposition modelling and paste extrusion. However, the most common processes that have been used with salt are binder jetting [68, 69, 71, 72] and paste extrusion. Binder jetting was invented almost 30 years ago at the Massachusetts Institute of Technology [69] and generally includes spreading a thin layer of powder, deposing a binder on the powder, repeating the first two steps multiple times and if needed applying a heat treatment [73]. Paste extrusion includes mixing solids with a liquid binder, pushing the paste through a nozzle, thus creating an object layer by layer from the bottom up [74] (Fig. 4).

Left and right—a 3D-printed salt pavilion. Source Emerging Objects/Ronald Rael and Virginia San Fratello [71]
Dr. Mark Ganter and his team from University of Washington [69] were the first to use binder jetting for salt and succeeded in creating the first, very small 3D printed objects (up to 5.2 cm). Only some years later a research team from “Emerging Objects” used the same 3D printing process and powder mixtures (salt and maltodextrin) but a different binder (rice wine). They developed 3D printed salt elements which were light, translucent and waterproof due to a coating with wax. 330 salt printed elements were connected to create a salt pavilion called Saltygloo [71]. This recipe was also used by a student from UC Berkeley to print his 3D master-thesis model [75].
Paste extrusion processes with salt were examined by the researcher and designer Karlijn Sibbel who managed to print small 3D printed salt objects with a low height (less than 10 cm) and a low quality [76]. Unfortunately, we were unable to find any scientifically relevant information about the mixtures and the process. Japanese [72] and Swiss researchers [77] have been investigating the creation of salt scaffolds by paste extrusion which can later be removed by soaking the object in water (salt leaching).
Most previous research in this area has focused on salt materials’ properties themselves rather than whether the salt materials are appropriate for 3D printing and which additive manufacturing process is the most appropriate for salt. As a consequence of the increase of building with 3D printing devices on construction sites, a better understanding of the interaction between 3D printing materials and additive manufacturing is growing. Nevertheless, the challenge of using more resource efficient materials in 3D printing persists. In this paper, we address these research gaps by using salt waste as a means to improve the resource efficiency of printing materials and to evaluate advantages and disadvantages of using it in paste extrusion processes.
2 Experimental Studies
The main objective of our three experimental studies is to create and evaluate salt mixtures in small-scale material extrusion processes and collect information for future research with large-scale 3D printing. All 3D printing experiments were conducted with a clay printer called “Potter Bot Micro 10” at the “Low-Cost-Lab” of the Chair for Design, Construction and Materials (EBB) at the architectural faculty of the Technical University of Munich.
The goal of our study was to evaluate all parameters that influence the quality of printed objects. These parameters are: printer properties (printing speed, extrusion flow rate, nozzle size), material properties (mixing ratio, water content, type of binder, other components) and other modelling or thermodynamic processes (heating the mortar, drying 3D printed objects in the oven).
The literature reveals various methods for evaluating the quality of printed objects [78,79,80]. We analysed the printed salt objects in three stages using different methods. In the first phase (P1) the mixing ratio of salt and potential binders (clay, gypsum, cement and starch) was defined by continuously improving the quality of the printed objects [81] and evaluating it with printability criteria found in literature [82]. In phase two (P2) the most promising mixture was selected and further modified by using different additives. Then the mixtures were analysed by 3D scan and image measurement methods [79]. In the third phase (P3) potential applications of salt mixtures in 3D extrusion processes were analysed and printed at small-scale. The materials used in these studies were salt, clay, Portland cement, silica sand, starch (maltodextrin), water and gypsum, their properties are listed in Table 1.
2.1 Experimental Study 1: Salt/Binder
2.1.1 Material
In this experimental study, the advantages and disadvantages of salt materials in paste extrusion processes were analysed. After identifying potential binders in literature, we investigated the mixing ratio of salt and binder. Again, the materials used are listed in Table 1.
Four typical salt mixtures were named according to the composition of salt and binder: SS (salt and starch), SC (salt and clay), CS (salt and concrete) and SG (salt and gypsum) [81]. The SS mixture is a the most frequently used salt mixture in binder jetting process [68, 69, 71, 81]. The SC mixture is still unknown in 3D printing. However, it has existed as a traditional material for 2600 years in the Siwa Oasis, Egypt [44]. CS is based on a mixture common in concrete construction (Portland cement, silica sand and water) without any additives (bentonite or superplastificier). The SG mixture consists of gypsum, salt and water and its main challenge was expected to be the speed of the drying process.
2.1.2 Methodology
The mixing ratio of salt and binders was defined by experiments in which the salt mixtures were continuously improved [81] and at the same time evaluated with visual printability criteria such as pumpability, printed shape consistency, proper binding time, acceptance for building up another layer and smoothness of the surface [82]. The first prototypes were mixed in a pot (A) and experimentally printed by hand injection onto a transparent Plexiglas plate (B) in a circular form of up to three layers, hardened at indoor room temperature and evaluated after one to three days (C) (Fig. 5).

Method for the experimental study. A—mixing materials, B—experimental printing with hand injection, C—hardening at indoor room temperature and evaluating after one to three days. Image: Vesna Pungercar [81]
Table 2 shows the four salt groups (SS, SC, CS, SG) with 6 mixes each (recipes from A to F), exploring the application in additive manufacturing. The initial mix of each group is always Recipe A. The following mixes (B–F) were continuously modified following the investigation and evaluation of the previous mix. For example, if the printing mortar in recipe A was too liquid or too dry, the amount of water was decreased or increased in recipe B. In the event that the mortar in recipe B had appropriate printability, in recipe C the amount of salt was increased to gain higher resource efficiency. The resource efficiency increased with a higher amount of salt in the mixture.
2.1.3 Results
All salt mixtures were evaluated on a basic scale of 1 to 3 according to their poor, median or good printing qualities. 1 represents a maximum score (good performance), 2 a middle score (average performance) and 3 a minimum score (bad performance) (Table 2). The mortar with the highest number of scale 1 grades was considered to be the best mortar and was further examined with our 3D printer (bold in Table 3).
We observed that the conventional and traditional materials (concrete, clay, gypsum, starch) always failed to contribute to an adequate printing mortar when used together with salt in the initial mix. Thus further adjustments depending on the binder were made so that the printing mortar could pass through the nozzle of the hand injection device and stay stable in the 3D object (cylinder).
The SS (salt and starch) mixture had white colour and no odour or salty taste. As described in literature the starch was mixed in warm water to create a substance similar to gelatine and was subsequently mixed with salt. However, the resulting mortar was impossible to print. At the beginning, the mixture was too hard and after decreasing the amount of salt, too fluid. We noticed that the starch increased the viscosity of the mortar so much that at the end all printed layers connected to a circular form of up to three layers and did not stay stable. After drying, the printed object had a translucent, shining and hard surface.
The SC (salt and clay) mixture: had brown colour, a light odour and a taste of soil. Clay, salt and cold water were mixed in a pot. The initial mixture was too fluid, so the amounts of water and saltin the further recipes (B–D) were decreased. Although recipe D had the best printability and workability, the amount of salt was experimentally decreased in the next steps. More salt increased the porosity of the material and influenced the application of the printing mortar negatively. Therefore, recipe D was chosen as the best printing mortar of all clay-salt studies. Its advantages were easy pumpability, keeping the shape and a short binding time (Fig. 6).

(clockwise from top left) Material mixtures, Salt and Starch, Salt and Clay, Salt and Gypsum, Salt and Concrete. Photos Martino Hutz
The CS (salt and concrete) mixture: had a dark grey colour, a strong odour and a taste of cement. The CS mixture contained at first a mix of cement, sand and salt. Afterwards cold water was added. None of the six of recipes were useable. To push the material through the nozzle the mixture had to be fluid, otherwise it was impossible to print. We suspect that the aggregate content (sand, salt) was too high and congested the injection nozzle. After hand-printing it remained unstable, was not plastic enough and took too long to dry.
The SG (salt and gypsum) mixture had a light brown-grey colour, a faint odour and a taste of gypsum. Gypsum, salt and cold water were mixed in a pot. The initial mixture could be pushed through the nozzle although the stability of the printed object was not perfect. In the recipes from B to E an attempt was made to decrease the water and gypsum content. However, either the mix would not pass through the hand injection device or it was too fluid. At the end the amount of salt was decreased and the mortar became useable for printing (recipe F). Although the modified mixture performed more favourably than the others, its binding and hardening times were too short.
The best mixture of all salt mortars was salt and clay (SC, recipe D) and was thus further analysed in phase two.
2.2 Experimental Study Two: Salt Cylinder
2.2.1 Material
The most promising salt-clay mixtures from experimental study one (P1) were further analysed and refined in this second study (P2). The goal was to investigate the influence of salt and additives on the printing quality of 3D printed cylinders. Different additives were used to improve the surface quality and change the viscosity (starch) as well as structural stability (straw) for potential applications. As the salt-starch-mixtures from the experimental study one did not show positive printing properties, the objective was to further investigate starch-salt-clay mixtures. To influence viscosity and gain control over the efflorescence, starch with alcohol (Table 1) was added to the salt-clay mixtures: Alcohol lowers the solubility of starch by attracting water and prevents the formulation of non-Newtonian fluids (only starch and water). To improve the overall stability in the salt-mixtures a natural reinforcement material was tested. Since the 3D printing process and traditional steel reinforcement are not very compatible, fine fibres were added to the material mixture similar to GFRC (fibre reinforced concrete). Straw was selected for its widespread availability and positive thermal potential.
Cylinders of four different materials were 3D printed for comparison: C (clay), CS (salt-clay), CSS (salt-clay-straw) and SSC (salt-starch-clay) (see Fig. 7).

Image Vesna Pungercar
Method for the experimental study two. A—mixing materials, B—3D printing, C—hardening at indoor room temperature and visual evaluation D—3D scanning and evaluating the cylinder.
2.2.2 Methodology
The quality of four different cylinders was assessed using visual evaluation and optical 3D scanning methods in four steps (A–D). Step A consisted of mixing materials, step B of 3D printing 19 cylinders, step C of hardening them at indoor room temperature. Step D consisted of optical 3D scanning measurements and evaluating the cylinders (see Fig. 7).
Step A: Mixing Materials
Salt and binders were mixed for a minimum of 10 min to ensure a homogeneous consistency. A “KitchenAid Classic 5K45SSEWH” with a capacity of 4.8 L and a tilt-head flat beater proved to have sufficient capacity and strength for the material mixtures (A).
Table 4 shows the following material mixtures CS: Clay, Salt, CSS: Clay, Salt, Straw and SSC: Clay, Salt, Starch with 6 consecutive mixtures (recipes from A–F). Each group starting with recipe A offering the best results from phase one (P1) or being the best mixture from previous tests.
Step B: 3D Printing
All test cylinders printed were 10 × 10 × 10 cm. Each cylinder was created from 66 printed layers, each one 1.5 mm high. The circular nozzle had a diameter of 6 mm and the printing speed was set at 40 mm/s. The reference cylinder, purely out of clay, was printed in approximately 8 min, however, the time was raised up to 20 min depending on the material mixture. The printing speed and the extrusion factor were individually controlled and adjusted according to the behaviour of the material. The amount of material usage was estimated at approximately 190 g on average. The base cylinder was prepared and sliced in layers with the software Ultimaker Cura, version 4.9.1 and exported as a G-Code file to the printer. One outskirt ring was set and later removed to ensure a continuous extrusion once the main cylinder started 3D printing (Fig. 8, left image, bottom layer offset from the Test-Cylinder).

Photo Keyence
Cura-test-cylinder (step B). Photo Martino Hutz, Potterbot Micro 10 (step B). Photo Potterbot, 3D scanner Keyence VL (step D).
Step C: Hardening at Indoor Room Temperature and Visual Evaluation
All 19 test cylinders were printed with the same settings for better comparison. However, due to the variation in material mixtures and recipes the overall shape, surface and printability showed significant differences. To further understand the properties of the salt-mixtures, the best printing results were further analysed. One cylinder was taken from each material group (CS, CCS, SSC) and compared. A test cylinder, printed with the same settings and consisting just of clay was added (C) as a reference. Visual evaluation criteria were applied to the material mixtures: pumpability, printed shape maintenance, proper binding time, possibility to build up another layer and surface smoothness.
Step D: 3D Scanning and Evaluating the Cylinder
The successfully printed cylinders were stored to dry at room temperature and were scanned with the optical 3D-coordinate measuring device Keyence, VL. Using this equipment it was possible to 3D scan and compare the best prints. The optical 3D coordinate-measuring device allowed us to compare the different cylinders with a precision of 2 μm. The 3D scanning method compares the cylinders digitally, which helps to understand small deflections, inaccuracies or discrepancies at a micro scale.
2.2.3 Results
Step A–C: Preparation and Selection of the Material
All salt mixtures were evaluated in three categories from poor, median to good printing behaviour. Scale 1 represents good printing behaviour, 2 an average performance and 3 a minimum score with bad printing quality. All recipes were first tested with hand injection to understand the 3D printing potential and to save time in the printer set-up. However we observed a significant discrepancy with multiple recipes between the results of the hand injection and the 3D prints. In many cases the hand injection showed good results but could not be printed with the 3D printer. All printed cylinders, even successful prints, showed discrepancies to the original 3D file. All printed cylinders were slightly smaller than the virtual design. During drying, the cylinder dimensions decreased due to humidity loss. The drying time and level of shrinking varied between the mixtures (see Table 5).
CS-Group: The CS-Group recipes showed different results after being 3D printed. While recipes A–C did not contain enough humidity and clogged in the printing process, recipes E–F showed increasing printing issues with greater water content. Recipe D, being the most successful mixture, was easy to pump by hand injection and had a homogeneous, even surface with a slightly watery consistence. The 3D printed shape was even and air inclusions were covered due to the material consistency. Layers could be built up evenly and the overall surface was homogeneous in all stages. After drying, salt efflorescence occurred evenly on the cylinder (see Table 6).
CSS-Group: Recipes A and B could be printed partially and showed significant problems in stability. Mixtures D–F were increasingly liquid and failed to print full-sized test-cylinders. The best results were achieved with recipe C and a 64:36 ratio. The material mixture printed even layers and was stable. Mixture C showed good results in printing by hand injection as well as with the 3D printer. The overall shape looked good and the full test cylinder could be printed. The layers connected despite the overall rough and porous surface. Due to the added straw, the binding time was significantly longer in comparison to the other mixtures (see Table 6).
SSC-Group: Recipe A showed positive print results and was easy to pump both by hand injection and 3D printer. The reference shape could be printed without shifting or distortions. The layers connected easily and therefore created a homogeneous and even surface on the cylinder. Recipes B–F became increasingly weaker. Recipe A produced the best results and was therefore used for future prints within the SSC-Group (see Table 6).
Step D: Optical 3D Scanning
The overall scan illustrates the discrepancies with colour coding as well highlights the biggest differences between the four cylinders (C, CS, CSS, SSC) compared to the intended geometry (3D model) (see Table 7). The colour code represents a deformation scale. Dark blue represents a negative offset of −10 mm whereby red indicates the maximum extension of 10 mm. The smallest offset (±0) is represented in light green. Neutral colour indicates that the discrepancy to the base geometry exceeded the 10 mm offset. After optical 3D scanning the images of cylinders, horizontal and vertical cross-section plots (positions 1–4 in Tables 5 and 6), also called surface profiles, were created to quantify the discrepancies. The horizontal section allowed the comparison of the layers width at a given height (50% print) for all prints and visualizes the discrepancy to the outer surface (in yellow) as the reference. The vertical section illustrates the material behaviour and deformation in height. The digital base geometry for comparison was a single surface with the dimensions 10 × 10 cm.
Table 7: Overall scan illustrates the discrepancies to the original geometry (dark blue = negative offset of -10 mm, red = the maximum extension of 10 mm, light green = the smallest offset (±0), neutral colour = the base geometry exceeds the 10 mm offset).
C Mixture: As intended for better comparison the model only showed small deviations. The commercial clay had homogeneous and fine-grained material properties and thus this mixture showed the best results. The scan of the clay-cylinder showed overall small deviation from the base model. Local deflections are due to mechanical inaccuracies or air inclusions within the material. It can be observed that the lower layers extend unevenly due to the material weight. Slight discrepancies are also visible in the horizontal section in comparison to the original base model, with the highest values of 1.458 mm to the cylinder outer surface. The vertical section confirms the slight extension at the base layers, however, stays at a 1–4 mm difference from lower to higher measuring point.
CSS Mixture: The best results of the clay-salt-straw mixtures showed, in the overall evaluation, a straight wall built up and acceptable deformations (see Tables 7, 8). However, the horizontal section shows significant deviations from the original shape. Shifts in a range between 3.121 and 3.751 mm confirm the already visible material roughness. We observed that due to the straw, the material mixture dried and shrank differently than the other test-cylinders. The 3D scan shows interruptions due to the surface roughness as well. The vertical section confirms the uneven surface with significant variations.
SSC Mixture: The test cylinder of the clay-salt-starch mixture showed only small differences to the original shape (see Tables 7, 8). Besides mechanical inaccuracies at the lower third, the overall print showed no significant deviations. The horizontal section confirms the overall appearance and captures deviations of only 1.3 mm. The vertical section, due to the starch additive, further proves the good characteristics of the overall surface.
All measurements were compared with the modelled 3D surface (see Tables 7, 8). None of the prints matched the assigned dimensions. This illustrates that during the printing process deflections and distortion occur even without visible damages. With higher heterogeneity and lower humidity the printed quality declines. Larger grains or additives also cause an increase of the deviations. Further, while increasing the humidity improved the printability, it also weakened the substance and thus caused more substantial deviations during the drying process. We noted that all scanned cylinders show an uneven distribution of the material at the base. Our assumption is that this effect, not noticeable to the human eye, was caused by a small inclination of the baseplate. In future research the material properties and behaviour for the 3D printed objects have to be evaluated at a 1:1 scale model and with a bigger sized printer to further develop the mixtures.
2.3 Experimental Study 3: Potential Application
To accompany this research, our chair (EBB) also organized two elective master courses in winter semester 2020 and summer semester 2021, whose focus was to extend the knowledge of salt-mixtures, the historical significance of salt as well as potential applications of the 3D printed salt-mixtures. Research of already established applications of salt in everyday life was categorized to understand future fields of application for 3D printing with salt (see Fig. 9).

Student work: Shiyu Chen, Kai Lin, Simone Gabbana, Mehmet Yolcu, Katharina Broghammer, Philipp Neumann, Gabriele Mikalauskaite, Pinar Sel, Malaz Attar, winter semester 2020
Using salt as a local and environmentally friendly resource (geographical usage): This approach is based on the concept of building with local materials in dry and hot areas where little rain falls and salt waste is available from desalination plants or potash mining. Materials found on site can be 3D printed and used for buildings. To find suitable locations for this approach, weather data need to be overlaid onto maps showing areas with salt waste. Once defined the use of salt as a building material can be trialled in the identified regions (see Fig. 9, Left above).
Modular prefabricated elements: 3D printed building-elements fabricated off site from salt-mixtures are installed on sites with the right weather conditions. If the humidity is below 75% but high enough to fuse the salt-crystals without dissolving, the separate building elements will join and work as a unified element (see Fig. 9, Middle below)
Health/respiratory applications: This approach focuses on maximizing salt-rich surface area assuming these particles are released over time due to air circulation in indoor spaces. This concept focuses on the medical application of salt for respiratory ailments (see Fig. 9, Right above).
Salt as air filter: Salt particles in the air are renowned for clearing the lungs and helping asthmatic patients. This principle was the inspiration for the design of a breathing shelter, where the chimney effect was used to intensify the airflow within the space and to strengthen the therapeutic working (see Fig. 9, Left above).
3D printed salt-mixtures for antiseptic applications: A differentiation of surfaces for interior spaces can be utilized in a more meaningful way: The usage of 3D printed salt-containing surfaces can be used for antiseptic purposes; reducing germs on surfaces but also controlling the growth of specific plants. This project focused on green walls, allowing only salt resistant plants to grow (see Fig. 9, Right below).
3 Discussion
3.1 3D Printer
All experiments were performed with the Potter Bot Micro 10, which is designed for 3D printing with clay, principally used for the printing of ceramics. The ideal material for 3D printing is, by default and as suggested by the manufacturer, a fine grain clay: “Maccabees cone 5 stoneware” clay or similar is suggested by the company; the printer is not designed to print concrete or other tough materials by default. A block of clay (10 kg) was separated into smaller pieces with a micro fiber towel placed in between to spread the approximately 350 ml of added water equally in the block of clay. The preparation and soaking process took two to three days.
The chair purchased the Potter Bot Micro 10 for the first test series due to its simple technology and construction. The main advantage for the material-tests is the direct extrusion. A threaded rod, controlled by a stepper motor, presses the material directly through a plexiglass cylinder out through the nozzle onto the printing bed: Other printers use compressed air systems with their elements connected with long tubes to process the material, which could cause clogging and corrosion. The maximum material capacity of the printer’s cylinder is 1000 ml and the maximum printing envelope is X-280 mm, Y-265 mm and Z-305 mm. While the cylinder with the material and nozzle only moves vertically, the base/print-bed (266 mm × 266 mm) moves in the X and Y directions to enable full 3D movement. The printer is WIFI controlled with a built-in web interface and can read and print common G-code files. All prints were set up with CURA as slicing software. The speed, Z position and material output can be changed during the print process and adjusted to the material’s behaviour.
The printer properties of the Potter Bot Micro 10 and the material-mixtures are highly dependent on each other. The test results derive from the behaviour and capacities of this printer and are likely to change with bigger and more powerful printers. Since the printer is designed to print clay, our salt mixtures (salt-cement, salt-gypsum etc.) showed less convincing results.
3.1.1 Print Speed
According to the manufacturer, the print speed of the Potter Bot Micro 10 is recommended within a range of 30 mm/s to 60 mm/s, and a maximum of 130 mm/s. The speed is dependent on the material mixture and needs to be adjusted accordingly.
The fastest speed for a defined print result (see 2.2 Experimental study 2: Salt Cylinder) was reached with processed clay. The main factors behind the need to reduce the print speed were dryness and porosity of the material due to lack of water or increased sand/salt ratio. The lower three layers on the printing bed were printed with only 20% of the defined speed in the original CURA file to ensure sufficient contact to the baseplate. Another reason to limit the print speed is the printer construction: If the speed increases, the X–Y controlled base starts shaking and inaccuracies in the print appear; detached and crooked layers that eventually cause the print to collapse. Even though the speed had to be slightly adjusted in each print, a speed of 25–30 mm/s was proven to print the best results with all material mixtures.
3.1.2 Nozzle
The Potter Bot Micro 10 comes with a range of four anodized aluminium nozzles (3, 4, 5, and 6 mm). However, 3D printing with salt mixtures revealed that only the 6 mm nozzle was appropriate as smaller nozzle sizes caused clogging. Due to an increased instability of the clay caused by adding salt (see 2.2 Experimental study 2: Salt Cylinder) narrower layers resulted in shaky and collapsing test cylinders. Material mixtures with sand components (sand grain between 0.1 and 0.4 mm) caused immediate clogging even with the 6 mm nozzle. Sand grains (in combination with clay and salt) interlocked immediately as pressure on the nozzle was increased.
3.1.3 Printed Layer Height
All test cylinders were printed with a layer height of 1.5 mm since thinner layer heights resulted in the overlapping of material. In relation to the print speed and nozzle size the salt-mixtures were too rough to print clean layers and therefore the material was pushed outwards significantly, increasing the layer width as a consequence. Thicker layers resulted in lack of contact between the each other and led to unsatisfactory test prints.
Additionally, we carried out tests printing with “falling infill”. The Z height was moved upwards by about 200 mm in the source code so that the salt-mixture fell into a prepared mould placed on the printing bed. The shape of the mould needed to match the print bed dimensions but could be individually modified in height.
3.1.4 Printing with Inclination
Several tests were made with different material-mixtures. However, the recommended inclination for PLA (Polylactic Acid, most commonly used for small scale 3D printing) of 45° could not be achieved with any of these. When increasing the salt-ratio the mixtures became more and more fragile and therefore the maximum inclination achieved was approximately 20° (depending on the complexity of the shape as well as the water and salt content).
3.1.5 Replacing Printing Material
Changing the printing material requires demounting and replacing the cylinder, including the removal of the top-part (motor with threaded rod and plate for material compression) and bottom-part (component with nozzle) of the cylinder attachments, each connected with eight screws. Since the cylinder material capacity is limited to 1000 ml, larger 3D prints had to be paused while the material was refilled. The cylinder position needed to be marked manually to retrieve the exact Z position of the nozzle and the tracing of the refill had to be done by hand since the main print program could not be resumed once paused. This caused discontinuity within the shape as well as of the material finish which was taken into consideration for the material thickness and the design. Larger models needed a wall-thickness of a minimum of 25–40 mm to enable the precise continuation of the print with the second refill.
3.1.6 Printing Scale
The maximum printing envelope, described by the manufacturer as X-280 mm, Y-265 mm and Z-305 mm could not be fully utilized in any of the test-prints. Only prints with maximum dimensions of X-250 mm, Y-250 mm and Z-250 mm showed positive results. We observed that large prints approaching the print size limits became inaccurate at the edges. However, in most test-prints it was the material mixtures that limited the overall model dimensions and not the printer. The 3D prints progressively deformed with higher salt ratios in the mixtures and when increasing the overall printing height.
3.1.7 Printing Time
The test cylinders were prepared with height and diameter of 100 mm. The cylinder was printed with a single-layer wall build-up and therefore no infill. In the samples, the layer height was set to 1.5 mm as to allow rougher material-mixtures to be built up in continuous layers. The single layer wall line was set to a width of 6 mm with a 6 mm nozzle. The print speed was set to 30 mm/s, which resulted in an estimated printing time for the full test cylinder of 19 min (see 2.2 Experimental study 2: Salt Cylinder).
3.2 Materials
3.2.1 Salt and Binders
Salt is too porous to be printed alone and requires the utilisation of a binder to hold the salt crystals together in the material extrusion process. Different material tests with our printer showed clay to be the most appropriate binder. Already in the first phase of the experiments, salt-clay (SC) mixtures showed the best printability. However, the SC 3D printed objects (in comparison to the solid clay mixtures) often showed cracks, voids and roughness on the surface as result of a decrease in stiffness. So, in the second phase of the research we experimented with the addition of starch or straw to SC mixtures. While the SC with starch behaved better (stiffness and ductility were improved), SC with straw was in most cases too hard to press through the nozzle of the printer. The straw absorbed water to an unacceptable degree such that the mixture was no longer printable. Consequently, only very small amounts of straw could be added.
The experimental studies with other binders showed gypsum to have a too short a setting time, concrete to have a too high amount of aggregates and starch to be too fluid. We expect that with adapted additives (super-plastifier, fly ash, short fibres, retarder) or the application of heat, the printability (flow, compressive strength, setting and drying time) could be improved. However, no such studies were carried out.
3.2.2 Amount of Salt in the Printing Mortar
The main goal of the research was to increase the resource efficiency by using the highest possible amount of salt in salt binder mixtures and still obtain the desired printing properties. The highest amount of salt was reached in the salt-clay mixtures with the addition of starch. The optimal mixture consisted of 57% salt, 24% clay, 88% starch, 8% water and 0.8% alcohol. The ratio of salt and binder here was 70:30, all other mixtures had lower salt/binder ratios.
3.2.3 Surface
Salt crystals on the surface of the 3D printed layers not only contribute to an attractive surface, but may also have an effect on health (not yet scientifically investigated) and hygrothermal properties. Higher levels of surface salt crystals could enhance the infiltration of microscopic salt particles into the indoor air with a positive influence on respiratory health. At the same time, the uneven and rough surface will store heat and humidity more rapidly (max 75%) than a smooth one. However, the prevalence of salt crystals on the surface did not only depend on the salt content in the mixture but also on the additives. Although the salt-clay-starch mixtures contained the highest amount of salt, crystallisation was almost undetectable on the surface (due to the starch’s properties). In fact, the most visible crystallisation on the surface was observed with the highest water content in salt-clay mixtures without additives.
3.2.4 Water Content
In all our studies, the water content had to be adapted to the salt content as well as the types of additives and binders. The highest water content (with still acceptable printability) was observed in the salt-gypsum (SG) mixtures of the first phase. In salt-clay mixtures in the second phase the amount of water could be raised (up to 13% mass content) by adding straw and was lowest (8% mass content) when adding starch. Finally, with more salt in the salt mortar the water content could be increased. However controlling the printing mortar properties by addition of salt and water were challenging because the salt/water ratio was never linear.
3.2.5 Reinforcement
Reinforcement (straw) was used in the second phase of the studies to obtain better control of cracks after the drying period. We found that the mortar was only printable with the addition of small amount of straw (up to 0.7% mass content). Already in the mixing phase, the straw reinforcement absorbed a lot of water and during the 3D printing process the mortar often became too dry to print with. The research of a variety of reinforcing fibres and a closer control of their impacts is thus recommended for future studies.
3.2.6 Drying
All 3D printed objects were dried at room temperature or in the oven at 90 °C, and it became apparent that the drying process influenced the shrinkage of the objects: with more cracks appearing with longer drying periods. The shortest drying period was recorded for salt-gypsum mixtures and the longest for salt-clay mixtures with starch. Drying an object in the oven accelerated the vaporization of water and caused more salt efflorescence on the surface.
3.3 Other Parameters
3.3.1 Full-Scale Printing with Salt
The experiments explored the use of salt in a small-scale printing process. Further optimization of the salt printing mortar is needed for full-scale printing. Small-scale printing results will probably not be directly applicable to a full-scale print due to a different “relationship” between printer and material. In this study we found that the print mortar had to be adapted to printing properties and to the printer itself. For example a mortar containing too much salt was impossible to push through the printer`s nozzle. Consequently, the amount of salt (maximum aggregate size of the printing mortar) was reduced for better printing results. A similar need for adaptations of the printing mortar in full-scale printing can be expected. The properties of the mortar will have to be controlled by different salt/binder ratios or by the inclusion of additives and adjusting the drying and hardening process (cracks should be minimized and compressive strength for maintaining the intended shape must be ensured).
3.3.2 Influence of Salt on the Compressive Strength
The compressive strength of the 3D printed objects was not specifically investigated in these experiments because the compressive strength of salt-gypsum and salt-clay mixtures have already been tested in previous studies on salt material properties. Compressive strength tests were performed on cuboids of 40 × 40 × 160 mm following the norm DIN EN 13,454–2. The testing cuboids were placed in a climate room at 60% RH and 21 °C, which negatively influenced the values: All mixtures were extremely porous, almost impossible to test and lost up to 96% of their compressive strength in comparison with the reference (100% gypsum or 100% clay). As a consequence, some salt-clay mixtures were put into the climate chamber again as an experiment for 24 h at 40 °C before testing. The results showed that the strength values of dried salt-clay mixtures (30% salt and 70% clay) increased up to 140% compared with the reference (100% clay). Considering the effects of relative humidity on compressive strength it is thus preferable to use structural salt mixtures in dry and hot climate zone or conditions.
3.3.3 Surface Treatment and Stucco
The process of additive manufacturing produces inherently textured surfaces. The layers, depending on the material, nozzle size and layer height, are staggered horizontally and therefore visible on the outer surface. Adding salt to other materials triggered an increase of porosity and surface roughness, which will have a major influence on the design of potential full size building elements. Depending on the application, the surface would need to be protected from potential damage like humidity, rain or manual impact. The type of protection will need to be analysed in a separate study.
3.3.4 Prefabrication, Field Factories and On-Site Printing
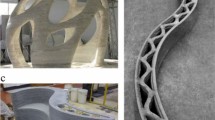
Different construction methods for 3D printing with salt can be considered and will need to be studied. The printing method will depend on the field of application and will have to comply with the constraints of the 1:1 scale printer. Prefabricating 3D printed building parts will have the advantage of a controlled production environment which allows for more complexity and precision of the printed geometry (see Fig. 10). As recently applied in the 3D printing industry for buildings, the printer could alternatively be mounted to print on site. This would especially be attractive for remote areas with high salt resources.

Remote 3D printing at Chaka salt lake, master Thesis, Kai Lin, summer semester 2021, TUM
4 Conclusion
In this research three consecutive studies were undertaken to analyse salt mixtures for additive manufacturing in paste extrusion. The intent of this research was to find potential for the use of more salt in the building process. Salt is increasingly becoming an environmental threat as a by-product in desalination plants as well as potash production. However, salt has high potential due of its over-availability and positive properties such as storage of humidity and heat as well as potential positive impact on respiratory health.
The analysed mixtures were made with a small but significant fraction of potential additives, this can be extended with cement, resins or other materials. The research showed promising results and succeeded in integrating up to 70% of salt in the 3D printed material mixtures. However, the tests were limited due to parameters as lab-space, the available 3D printer and the testing facilities. Most of the printed mixtures were less stable with increased salt content, although some results (see Sect. 3.3.2) had an even higher compressive strength, so the need for additives has to be clarified. Straw, as hydrophilic additive, caused increasing surface roughness and segmented layers. The question of the dissolution of salt at above 75% humidity remains to resolve; this can be improved with surface treatments and sealants. It can be seen that by working with 3D printing as new construction method new approaches have to be considered for the salt-mixtures. Prefabrication of “smarter” surfaces or systems for on-site construction is likely to become a relevant field of application. The absence of steel reinforcements in the 3D printing process allows salt to reveal its positive properties instead of causing unwanted corrosion. Finally, 1:1 scale samples need to be printed to fully understand the potential of 3D printing with salt.
References
Ferriss, A.L.: Does material well-being affect non-material well-being? Soc. Indic. Res. (2002)
Brambilla, A., Gasparri, E.: Hygrothermal behaviour of emerging timber-based envelope technologies in Australia: a preliminary investigation on condensation and mould growth risk. J. Clean Prod. (2020)
Künzel, H.M., Holm, A., Zirkelbach, D., Karagiozis, A.N.: Simulation of indoor temperature and humidity conditions including hygrothermal interactions with the building envelope. Solar Energy (2005)
United Nations: World Population Prospects 2019. Data Booklet. United Nations, New York (2019)
Pauliuk, S., Heeren, N.: Material efficiency and its contribution to climate change mitigation in Germany: a deep decarbonization scenario analysis until 2060. J. Ind. Ecol. (2021)
Guan, D., Wang, D., Hallegatte, S., Davis, S.J., Huo, J., Li, S., Bai, Y., Lei, T., Xue, Q., Coffman, D., Cheng, D., Chen, P., Liang, X., Xu, B., Lu, X., Wang, S., Hubacek, K., Gong, P.: Global supply-chain effects of COVID-19 control measures. Nat. Hum. Behav. (2020)
European Commission: Buildings and construction - Internal Market, Industry, Entrepreneurship and SMEs - European Commission. https://ec.europa.eu/growth/industry/sustainability/built-environment_en. Last accessed 9 July 2021
Yuan, L., Ding, S., Wen, C.: Additive manufacturing technology for porous metal implant applications and triple minimal surface structures: a review. Bioact. Mater. (2019)
Zhang, J., Wang, J., Dong, S., Yu, X., Han, B.: A review of the current progress and application of 3D printed concrete. Appl. Sci. Manuf. (2019)
Blok, L.G., Longana, M.L., Yu, H., Woods, B.: An investigation into 3D printing of fibre reinforced thermoplastic composites. Addit. Manuf. (2018)
Boretti, A., Rosa, L.: Reassessing the projections of the world water development report. NPJ Clean Water (2019)
Jones, E., Qadir, M., van Vliet, M.T., Smakhtin, V., Kang, S.-M.: The state of desalination and brine production: a global outlook. Sci. Total Environ. 657, 1343–1356 (2018)
Musfique, A., Rifat, A.: An assessment of the environmental impact of brine disposal in marine environment. Int. J. Mod. Eng. Res. (IJMER) 2, 2756–2761 (2012)
Palomar, P., J. Losada, I.: Impacts of brine discharge on the marine environment. Modelling as a predictive tool. In: Desalination, Trends and Technologies (2011)
Hoepner, T., Lattemann, S.: Chemical impacts from seawater desalination plants—a case study of the northern Red Sea. Desalination (2003)
Hajbi, F., Hammi, H., M’nif, A.: Reuse of RO desalination plant reject brine. J. Phase Equilib. Diffus. (2010)
Wikimedia Commons: Desalination plant RAK.: https://commons.wikimedia.org/wiki/File:Desalination_plant_RAK.jpg (2021). Last accessed 4 July 2022
Lottermoser, B.G.: Mine wastes. In: Characterization, Treatment and Environmental Impacts, 3rd edn, Springer, Heidelberg, New York (2010)
Reid, K.W., Getzlaf, M.N.: Decommissioning planning for Saskatchewan’s potash mines. In: British Columbia Technical and Research Committee on Reclamation (2004)
Government of Canada: Natural Resources Canada. Potash facts. https://www.nrcan.gc.ca/our-natural-resources/minerals-mining/minerals-metals-facts/potash-facts/20521. Last accessed 24 February 2020
United Nations Environment Programme, International Fertilizer Industry Association: Environmental Aspects of Phosphate and Potash Mining, 1st edn. International Fertilizer Industry Association, Paris, France (2001)
Werra Kalibergbau Museum: Information und Zahlen zum Monte Kali. https://www.kalimuseum.de/monte_kali/zahlen_daten_fakten/information_und_zahlen_zum_monte_kali.html. Last accessed 10 June 2021
Braukmann, U., Böhme, D.: Salt pollution of the middle and lower sections of the river Werra (Germany) and its impact on Benthic Macroinvertebrates. Limnologica (2011)
Ruben, L., Miguel, C.-A., Narcís, P.: Impact of potash mining in streams: the Llobregat basin (northeast Spain) as a case study (2017)
Augustyn, A., Bauer, P., Duignan, B., Eldridge, A., Gregersen, E., McKenna, A., Petruzzello, M., Rafferty, J.P., Ray, M., Rogers, K., Tikkanen, A., Wallenfeldt, J., Zeidan, A., Zelazko, A.: Ion. Definition, Chemistry, Examples, & Facts. Encyclopædia Britannica (2019)
Ciferri, A., Perico, A. (eds.): Ionic Interactions in Natural and Synthetic Macromolecules. Wiley, Hoboken, New York (2012)
Graef, M. de, McHenry, M.E.: Structure of materials. In: An Introduction to Crystallography, Diffraction, and Symmetry. Cambridge University Press, New York (2012)
Beauheim, R.L., Roberts, R.M.: Hydrology and hydraulic properties of a bedded evaporite formation. J. Hydrol. (2002)
Feldman, S.R.: Sodium chloride. In: Kirk, R.E., Othmer, D.F. (eds.) Encyclopedia of Chemical Technology. Wiley, New York (2003)
Las Cuevas, C. de: Pore structure characterization in rock salt. Eng. Geol. (1997)
Håkansson, B., Andersson, P.: Thermal conductivity and heat capacity of solid NaCl and NaI under pressure. J. Phys. Chem. Solids. (1986)
Sayem Z.: Experimental and theoretical investigation of novel phase change materials for thermal applications. A Thesis Submitted in Partial Fulfillment of the, University of Ontario Institute of Technology. https://ir.library.dc-uoit.ca/bitstream/10155/571/1/Zafar_Sayem.pdf. Last accessed 6 June 2020
Ohlsen, P.E.: Thermal conductivity of sodium chloride within the temperature range 375 °K to 637 °K. Masters Thesis, Missouri School of Mines and Metallurgy. https://scholarsmine.mst.edu/masters_theses/2573. Last accessed 10 June 2020
Lorenz, J., Haas, J.L., Jr., Clynne, M.A., Schafer, C.M., Potter, R.W., Jr., Tomkins, R.P.T., Shakoor, A., Hume, H.R., Yang, J.M., Li, H.H., Matula, R.A.: Physical Properties Data for Rock Salt. Government Printing Office, United States (1981)
Durham, W.B., Abey, A.E.: Thermal Properties of Avery Island Salt to 573/sup 0/K and 50-MPa Confining Pressure. Lawrence Livermore National Lab, United States (1981)
Ferguson, J.B.: The melting and freezing point of sodium chloride. J. Phys. Chem. (1922)
National Center for Biotechnology Information: PubChem Database. Sodium chloride. https://pubchem.ncbi.nlm.nih.gov/compound/Sodium-chloride#section=Computed-Descriptors. Last accessed 15 March 2020
Puryshev, E.A.: The efficacy of speleotherapy in atopic dermatitis in children (The efficacy of speleotherapy in atopic dermatitis in children). Voprosy kurortologii, fizioterapii, i lechebnoi fizicheskoi kultury 34–35 (1994)
Asselman, J., van Acker, E., Rijcke, M. de, Tilleman, L., van Nieuwerburgh, F., Mees, J., Schamphelaere, K.A.C. de, Janssen, C.R.: Marine biogenics in sea spray aerosols interact with the mTOR signaling pathway. Sci. Rep. (2019)
Zając, J., Bojar, I., Helbin, J., Kolarzyk, E., Owoc, A.: Salt caves as simulation of natural environment and significance of halotherapy. Environ. Med. 21, 124–127 (2014)
Chervinskaya, A.V., Zilber, N.A.: Halotherapy for treatment of respiratory diseases. J. Aerosol Med. Off. J. Int. Soc. Aerosols Med. (1995)
Horowitz, S.: Salt cave therapy: rediscovering the benefits of an old preservative. Altern. Complement. Ther. (2010)
Horvath, T.: Speleotherapy: a special kind of climatotherapy, its role in respiratory rehabilitation. Int. Rehabil. Med. (1986)
Petruccioli, A., Montalbano, C.: Oasi di Siwa. Azioni per lo sviluppo sostenibile = Siwa Oasis actions for a sustainable development. Theory and method in Islamic architectural design. DICAR, Bari (2011)
Couch, J. (ed.): Pliny’s natural history. In Thirty-Seven Books. A translation on the basis of that by Dr. Philemon Holland, ed. 1601. George BakclAY, Leicester Square (1847-48)
Gibb, H., Beckingham, C.F.: The Travels of Ibn Battuta. AD 1325-1354. Hakluyt Society, Second Series. Taylor & Francis (2017)
Farouk Mohamed, A.: Comparative study of traditional and modern building techniques in Siwa Oasis, Egypt: case study: affordable residential building using appropriate building technique. Case Stud. Constr. Mater. (2020)
Rovero, L., Tonietti, U., Fratini, F., Rescic, S.: The Salt Architecture in Siwa Oasis – Egypt (XII–XX Centuries). Constr. Build. Mater. (2009)
Gotti, E., Oleson, J.P., Bottalico, L., Cucitore, R., Brandon, C., Hohlfelder, R.L.: A comparison of the chemical and engineering characteristics of Ancient Roman hydraulic concrete with a modern reproduction of Vitruvian hydraulic concrete. Archaeometry (2008)
Xiao, J., Qiang, C., Nanni, A., Zhang, K.: Use of sea-sand and seawater in concrete construction: current status and future opportunities. Constr. Build. Mater. (2017)
Mohammed, T.U., Hamada, H., Yamaji, T.: Performance of seawater-mixed concrete in the tidal environment (2004). 200528-004900
Griffin, D.F., Henry, R.L.: The effect of salt in concrete on compressive strength, water vapor transmission, and corrosion of reinforcing steel. Y-R007-05-012. U.S. Naval Civil Engineering Laboratory, Port Hueneme, California (1962)
DBE: Planfeststellungsverfahren zur Stilllegung des Edlagers für radioaktive Abfälle Morsleben. Verfahrensunterlage (2004)
Müller-Hoeppe, N., Breustedt, M., Wolf, J., Czaikowski, O., Wieczorek, K.: Integrität geotechnischer Barrieren. Bericht zum Arbeitspaket 9.2; vorläufige Sicherheitsanalyse für den Standort Gorleben 288, 7 (2012)
Weber, J.L.: Untersuchung von Materialien zur Abdichtung des Kontaktbereichs zwischen Streckenverschlussbauwerken aus Hydraulisch Abbindenden Baustoffen und dem Salzgebirge. https://dokumente.ub.tu-clausthal.de/servlets/MCRFileNodeServlet/clausthal_derivate_00000453/Db113843.pdf. Last accessed 20 May 2020
Schmidt-Döhl, F.: Dauerhaftigkeitsprognose von Salzbeton im Kontakt mit salinaren Lösungen. In: Nothnagel, R., Twelmeier, H. (eds.) Baustoff und Konstruktion. Festschrift zum 60. Geburtstag von Harald Budelmann. SpringerLink Bücher, pp. 425–432. Springer, Berlin, Heidelberg (2013)
Eyermann, T.J., van Sambeek, L.L., Hansen, F.D.: Case studies of sealing methods and materials used in the salt and potash mining industries. Albuquerque, New Mexico (1995)
Orton, J.: Animal supplement lick blocks, Patent WO2004021801A1. United States of America (2004)
Darcy, W.B.: Salt block. Patent US2599436A, United States of America (1952)
Whitney, A.L.: Salt block. Patent CA120934A. United States of America (1909)
Patten, L.A.: Salt block for cattle. Patent US2142825A. United States of America (1939)
Schelven, W.J. van: Construction block of compressed salts encapsulated with epoxy resin. Patent US3211581A. United States of America (1965)
Mandler, D., Lapidot, N., Buffa, A., Dikovsky, G., Rikanati, L.: Compressed salt objects. Patent US 2020/0031714 A1. United States of America (2020)
Faulders studio: Geotube Tower. https://www.faulders-studio.com/GEOTUBE-TOWER. Last accessed 14 June 2019
Lahidji, R.: Marbled salts. https://www.roxanelahidji.com/marbled-salts. Last accessed 14 August 2020
Sibbel, K.: SEAt. https://karlijnsibbel.com/portfolio/seat/. Last accessed 8 June 2020
Manor, D., Goldberg, L., Sterngast, T., Sadowsky, T.: Sigalit Landau: Salt Years. Hatje Cantz Verlag GmbH & Company, Salzburg (2019)
Geboers, E.: The Salt Project. Master thesis, TU Delft. https://repository.tudelft.nl/islandora/object/uuid:528c3ddc-8a7e-4b95-89a3-60185109e674?collection=education. Last accessed 20 November 2019
Ganter, M.: Salty parts - 3DP in Salt. http://depts.washington.edu/open3dp/2011/03/salty-parts-3dp-in-salt/ (2011). Last accessed 11 May 2020
Li, J., Wu, C., Chu, P.K., Gelinsky, M.: 3D printing of hydrogels: rational design strategies and emerging biomedical applications. Mater. Sci. Eng. R Rep. (2020)
Rael, R., San Fratello, V.: Printing Architecture. Innovative Recipes for 3D Printing. Princeton Architectural Press, New York (2018).
Marutani, Y., Kamitani, T.: Manufacturing sacrificial patterns for casting by salt powder lamination. Rapid Prototyp. J. (2004)
Gonzalez, J.A., Mireles, J., Lin, Y., Wicker, R.B.: Characterization of ceramic components fabricated using binder jetting additive manufacturing technology. Ceram (2016)
Patel, M.J., Blackburn, S., Wilson, D.I.: Modelling of paste ram extrusion subject to liquid phase migration and wall friction. Chem. Eng. Sci. (2017)
Kelly, M.: Salt, Emergence and Formation at the Dead Sea: M. Arch Thesis at University of California, Berkeley. Mastertesis, UC Berkeley. https://books.google.de/books?id=xY-7AwAAQBAJ. Last accessed 22 May 2020
Sibbel, K.: 3d printing salt. https://karlijnsibbel.com/portfolio/3d-printing-salt-2/. Last accessed 11 July 2021
Kleger, N., Cihova, M., Masania, K., Studart, A.R., Löffler, J.F.: 3D printing of salt as a template for magnesium with structured porosity. Adv. Mater. (2019)
Wangler, T., Lloret, E., Reiter, L., Hack, N., Gramazio, F., Kohler, M., Bernhard, M., Dillenburger, B., Buchli, J., Roussel, N., Flatt, R.: Digital concrete: opportunities and challenges. RILEM Tech Lett 1, 67–75 (2016)
Wi, K., Suresh, V., Wang, K., Li, B., Qin, H.: Quantifying quality of 3D printed clay objects using a 3D structured light scanning system. Addit. Manuf. 32, 100987 (2020)
Mu, X., Bertron, T., Dunn, C., Qiao, H., Wu, J., Zhao, Z., Saldana, C., Qi, H.J.: Porous polymeric materials by 3D printing of photocurable resin. Mater. Horiz. (2017)
Pungercar, V., Hutz, M., Musso, F.: Reuse of salt waste in 3D printing: case study. In: 4th International Conference PRE FREE - UP DOWN - RE CYCLE, Rome, Italy (2021)
Pacewicz, K., Sobotka, A., Gołek, Ł.: Characteristic of materials for the 3D printed building constructions by additive printing. In: MATEC Web Conference (2018)
Rushing, T.S., Stynoski, P.B., Barna, L.A., Al-Chaar, G.K., Burroughs, J.F., Shannon, J.D., Kreiger, M.A., Case, M.P.: Investigation of Concrete Mixtures for Additive Construction. In: 3D Concrete Printing Technology, pp. 137–160. Elsevier (2019)
Declaration of conflicts
No conflicts.
Author information
Authors and Affiliations
Contributions
Vesna Pungercar: Conceptualization, Methodology, Formal analysis, Investigation, Paper Layout, Resources, Writing - Original Draft (Abstract, 1. Introduction, 2 Experimental studies, 2.1 Experimental study 1: Salt/Binder, 2.2 Experimental study 2: Salt Cylinder, 3.2 Materials, 3.3.1 Full-scale printing with salt, 3.3.2 Influence of salt on the compressive strength, 6 Publication).
Martino Hutz: 3D print strategy, Visualization, Formal analysis, Investigation, Resources, Writing - Original Draft (2.2 Experimental study 2: Salt Cylinder, 2.3 Experimental study 3: Potential Application, 3.1 3D printer, 3.3.3 Surface treatment and stucco, 3.3.4 Prefabrication, field factories and on-site printing, 4. Conclusion).
Florian Musso: Conceptualization, Writing: Review and Editing (All chapters).
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2023 The Author(s)
About this chapter

{kind=link}
Cite this chapter
Pungercar, V., Hutz, M., Musso, F. (2023). 3D Print with Salt. In: Rangel, B., Guimarães, A.S., Lino, J., Santana, L. (eds) 3D Printing for Construction with Alternative Materials. Digital Innovations in Architecture, Engineering and Construction. Springer, Cham. https://doi.org/10.1007/978-3-031-09319-7_5
Download citation
DOI: https://doi.org/10.1007/978-3-031-09319-7_5
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-09318-0
Online ISBN: 978-3-031-09319-7
eBook Packages: EngineeringEngineering (R0)