
Abstract
The aim of this work was to design and optimize compositions of three-component composites based on polyetheretherketone (PEEK) with enhanced tribological and mechanical properties. Initially, two-component PEEK-based composites loaded with molybdenum disulfide (MoS2) and polytetrafluoroethylene (PTFE) were investigated. It was shown that an increase in dry friction mode tribological characteristics in metal-polymer and ceramic-polymer tribological contacts was attained by loading with lubricant fluoroplastic particles. In addition, molybdenum disulfide homogenized permolecular structure and improved matrix strength properties. After that, a methodology for identifying composition of multicomponent PEEK-based composites having prescribed properties which based on a limited amount of experimental data was proposed and implemented. It was shown that wear rate of the “PEEK + 10% PTFE + 0.5% MoS2” composite decreased by 39 times when tested on the metal counterpart, and 15 times on the ceramic one compared with neat PEEK. However, in absolute terms, wear rate of the three-component composite on the metal counterpart was 1.5 times higher than on the ceramic one. A three-fold increase in wear resistance during friction on both the metal and ceramic counterparts was achieved for the “PEEK + 10% PTFE + 0.5% MoS2” three-component composite compared with the “PEEK + 10% PTFE”. Simultaneous loading with two types of fillers slightly deteriorated the polymer composite structure compared with neat PEEK. However, wear rate was many times reduced due to facilitation of transfer film formation. For this reason, there was no microabrasive wear on both metal and ceramic counterpart surfaces.
You have full access to this open access chapter, Download chapter PDF
Similar content being viewed by others

Keywords
- Wear
- Permolecular structure
- Mechanical properties
- Polyetheretherketone
- Molybdenum disulfide
- Polytetrafluoroethylene
- Friction coefficient
- Transfer film
- Wear resistance
- Control parameters
1 Introduction
Polyetheretherketone (PEEK) is one of the prospective structural polymeric materials due to the unique combination of operational characteristics: high strength and toughness, thermal and chemical resistance, as well as biocompatibility. PEEK is also stable during long-term operation at low and elevated temperatures (from −40 to 260 °C) while maintaining high mechanical properties. In addition, PEEK has enough melt flow rate, which facilitates its processing and application, including in additive manufacturing of complex-shaped parts [1, 2].
Varying composition of fillers changes PEEK characteristics and expands application areas. In particular, reinforcing fibers (carbon, glass, aramid, etc.) are loaded to increase its mechanical properties [3,4,5]. PEEK-based composites containing about 30 wt% carbon or glass fibers are most widely used as a polymer structural material [6, 7]. However, as has been shown in [8], metal counterparts wear out rapidly even during friction on neat PEEK. If PEEK has been loaded with reinforcing fibers, wear rate increases many times [9].
Traditionally, the problem of low PEEK antifriction properties has been solved by loading with solid lubricant fillers. One of the most common among them is polytetrafluoroethylene (PTFE), which in some cases reduce PEEK wear rate by several orders of magnitude [10,11,12,13,14]. Recently, PEEK-based nanocomposites have been actively designed as well [15, 16]. Meanwhile, some published data on effect of the fillers on PEEK-based composite wear resistance during dry sliding friction have been controversial [17, 18]. Nevertheless, loading with (nano)particles of various compositions as solid lubricant inclusions have not caused a multiple increase in their wear resistance . Moreover, improving some properties due to a change in the compositions by loading with the fillers is usually accompanied by a deterioration of their other characteristics. In this regard, various optimization methods have been implemented to achieve the required properties of the polymer composites. They are often difficult to use or imply obligatory presence of a pronounced extremum of an objective function [19, 20], [etc.].
PEEK loading with fluoroplastic particles usually causes a decrease in its deformation-strength properties [13]. Absence of interfacial adhesion due to the non-polar nature of PTFE prevents formation of high-strength uniform structure. Partial loss of its strength can be compensated by loading with reinforcing fibers or improving of the polymer binder (matrix) structure (for example, by loading with (nano)fillers). As mentioned above, application of the high-modulus reinforcing fibers exerts very limited effect on metal-polymer tribological contacts . Therefore, in the present work, an attempt was made to improve the polymer matrix structure by loading with MoS2 microparticles. This would provide solutions to several problems. The first one was to ensure uniform structure formation during compression sintering of the polymer composite due to high thermal conductivity. The second problem was to implement dispersion hardening of the polymer, including through activation of processes at the “matrix–filler” interface. The last but not least was to provide inherent function of a solid lubricant , as complementary to action of PTFE particles. Obviously, it was difficult to increase in PEEK strength much like by loading with chopped carbon fibers , but there was a chance to reduce intense microabrasive wear of the metal counterparts. Based on the foregoing, the aim of this work was to design and optimize compositions of three-component PEEK-based composites with enhanced tribological and mechanical properties in an experimental-theoretical way that enabled to determine a range of possible filler contents.
2 Materials and Methods
The “Victrex” PEEK powder with an average particle size of 50 μm, as well as fillers: PTFE polytetrafluoroethylene (particle size of 6…20 μm, F4-PN20 grade, “Ruflon” LLC, Russia) and MoS2 molybdenum disulfide (Climax Molybdenum, USA, particle size of 1…7 μm) were used in these studies.
The PEEK-based composites were fabricated by hot pressing at a specific pressure of 15 MPa and a temperature of 400 °C. Subsequent cooling rate was 2 °C/min. The polymer binder powders and the fillers were mixed through dispersing the suspension components in ethanol using a “PSB-Gals 1335-05” ultrasonic cleaner (“PSB-Gals” Ultrasonic equipment center). Processing time was 3 min; generator frequency was 22 kHz.
Shore D hardness was determined using an “Instron 902” facility in accordance with ASTM D 2240.
Tensile properties of the PEEK-based composite samples were measured using an “Instron 5582” electromechanical testing machine. The “dog-bone” shaped samples met the requirements of Russian state standard GOST 11262-80 and ISO 178:2010.
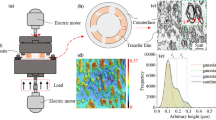
“Pin-on-disk” dry friction wear tests of the PEEK-based composites were performed using a “CSEM CH-2000” tribometer in accordance with ASTM G99 (load was 10 N; sliding speed was 0.3 m/s). Two ball-shaped counterparts 6 mm in diameter were made of GCr15 bearing steel and Al2O3 ceramics (distance was 3 km; radius of the rotation trajectory was 10 mm; rotation speed was 286 rpm). Wear rate was determined by measuring the volume of the friction track using an “Alpha-Step IQ” stylus surface profiler (KLA-Tencor, USA).
A “Neophot 2” optical microscope (Carl Zeiss, Germany) equipped with a digital camera (Canon EOS 550D, Canon Inc., Japan) was used to examine wear track surfaces after testing. Permolecular structure was studied on cleavage surfaces of notched specimens mechanically fractured after exposure in liquid nitrogen. A “LEO EVO 50” scanning electron microscope (Carl Zeiss, Germany) was used (accelerating voltage was 20 kV).
3 Results and Discussion
3.1 Two-Component “PEEK + MoS2” Composites
Initially, two-component composites independently loaded with MoS2 and PTFE were separately studied to evaluate effectiveness of each filler in changing PEEK mechanical and tribological properties (Sects. 3.1 and 3.2, respectively). Table 1 shows mechanical characteristics of the “PEEK + 1% MoS2” and “PEEK + 10% MoS2” composites (hereinafter all percentages are indicated by weight). The amount of the loaded filler was based on both published data and the results of preliminary experimental studies [10, 11, 13]. Elastic modulus increased after loading up to 10% of molybdenum disulfide particles into the polymer matrix, while tensile strength and elongation at break decreased by 11 and 54%, respectively (Fig. 1a). According to these data and taking into account an increase in Shore D hardness, it can be stated that loading with MoS2 microparticles provided formation of a harder (and stiffer) composite.

Stress–strain diagram (a) and SEM-micrographs of the permolecular structure: neat PEEK (b); “PEEK + 1% MoS2” composite (c); “PEEK + 10% MoS2” composite (d)
SEM micrographs of the permolecular structure of neat PEEK and the PEEK-based composites are shown in Fig. 1b–d. They indicate that molybdenum disulfide was distributed quasi-uniformly mainly along the boundaries of the permolecular structure elements (Fig. 1c). The permolecular structure of neat PEEK possessed a fragmented pattern with the sizes of structural elements from units to tens of microns (Fig. 1a) which decreased after loading with 1% MoS2 (Fig. 1b). Highly likely, finely dispersed MoS2 particles had been crystallization centers. This effect was even more pronounced after loading with 10% MoS2. The composite had a finely dispersed structure (Fig. 1c), most likely due to high thermal conductivity of the filler. In this case, disperse hardening (structure modification) caused an increase in hardness and elastic modulus, but, as expected, decreased elongation at break.
An increase in hardness of PEEK, modified by loading with a significant amount of filler (10%), dramatically reduced composite flexibility. Therefore, it did not contribute to improve wear resistance . The reasons were a higher material hardness and more hard wear particles, which had been formed during friction of the tribological contact parts, causing additional wear of both the polymer and the counterpart. These facts were confirmed by the results of the tribological tests presented below.
Hardness of the used metal counterpart made of ball-bearing GCr15 steel was less than that of the Al2O3 ceramic one. In addition, the metal counterpart was able to chemically react with the polymer composite. Ceramics, in turn, was inert with respect to polymeric materials even under the conditions of tribological oxidation. As a result, chemical interaction was not supposed to occur between them. Tribological characteristics of the “PEEK + 1% MoS2” and “PEEK + 10% MoS2” composites are shown in Fig. 2 and Table 2. Their friction coefficient values were at the level of neat PEEK for the metal-polymer tribological contact (Fig. 2a). It is seen that MoS2 particles in the polymer matrix did not exhibit a solid lubricant effect when slid on the softer (with respect to ceramic) metallic counterpart.

Friction coefficient versus test distance: neat PEEK (1); “PEEK + 1% MoS2” composite (2); “PEEK + 10% MoS2” composite (3): a—on the metal counterpart; b—on the ceramic counterpart
On the other hand, friction coefficient decreased by 13% in the ceramic-polymer tribological contact at a high filling degree (10% MoS2), while at a low particle content (1%) it remained at the neat PEEK level (Fig. 2b). Thus, it was possible to realize separation of MoS2 flakes under conditions of tougher interaction in the ceramic-polymer tribological contact, but only when filler content in PEEK was high. However, good adhesion between the polymer and the filler did not contribute to the more effective solid-lubricant action of MoS2 particles in the two-component composite (regardless initially expected).
Wear rate of the composites increased in both metal- and ceramic-polymer tribological contacts (Table 2) despite revealed constancy or even a slight decrease in friction coefficient values. The reasons are discussed below when analyzing wear tracks/scars on the sample and counterpart surfaces. However, the pronounced trend was a multiple increase in wear rate of the metal-polymer tribological contact compared with the ceramic-polymer one (Fig. 3). The wear rate levels were approximately the same for neat PEEK and both PEEK-based composites. These data correlated well with optical images of wear track/scar surface topography on the samples and both counterparts (Figs. 4 and 5).

Wear rate during dry sliding friction on the steel and ceramic counterparts: neat PEEK (1); “PEEK + 1% MoS2” composite (2); “PEEK + 10% MoS2” composite (3)

Surface topography of wear scars on the samples (a, d, g), on the met-al counterpart (b, e, h), and wear track profiles (c, f, i) after 3 km test distance: neat PEEK (a–c); “PEEK + 1% MoS2” composite (d–f); “PEEK + 10% MoS2” composite (g–i)

Surface topography of wear scars on the samples (a, d, g), on the ceramic counterpart (b, e, h), and wear track profiles (c, f, i) after 3 km test distance: neat PEEK (a–c); “PEEK + 1% MoS2” composite (d–f); “PEEK + 10% MoS2” composite (g–i)
Initially, the metal-polymer tribological contact was considered. According to profilometry data (Fig. 4c), wear of neat PEEK caused formation of shallow micro-grooves on the polymer friction surface (Fig. 4a). Their orientation was as usual in the sliding direction. The reason was, highly likely, micro-scratches and adherent separate debris fragments less than 200 μm in size on the metal counterpart friction surface (Fig. 4b).
PEEK loading with 1% MoS2 solid lubricant particles caused formation of quite deep micro-grooves and scratches on the polymer friction surface (Fig. 4d and f). Surface roughness on the composite wear track was significantly greater than on neat PEEK (Ra was 0.707 μm versus 0.156 μm). Deep micro-grooves oriented along the sliding direction were also on the metal counterpart surface. Amount of debris adhered to the metal counterpart friction surface and its wear were higher compared with neat PEEK (Fig. 4e). According to the authors, debris hardened by MoS2 particles and oxidized during tribological loading had had a microabrasive effect on the polymer friction surface and increased its wear rate (Figs. 3 and 4d).
An increase in MoS2 content caused composite hardness raising (Table 1). Nevertheless, the polymer composite wear track surface was smoother (Fig. 4g, i), and its roughness Ra decreased down to 0.246 μm, which was three times less than with a content of 1% MoS2. Also, wear of the metal counterpart surface was not so heavy (Fig. 4h). Judged by the presence of rainbow colors on the surface, it can be concluded that a transfer film had been formed on it. The film had protected the metal surface from microabrasive wear by both debris and the polymer composite. Thus, after loading with 10% MoS2, wear rate was at the level of neat PEEK despite friction coefficient was constant regardless of filling degree.
The ceramic-polymer tribological contact wear results were different. Micro-grooves on the neat PEEK friction surface were also formed but their depth was much less comparing with the metal-polymer tribological contact (Figs. 4a, and 5a). However, rainbow colors were observed on the ceramic counterpart wear track (Fig. 5b) indicated that a polymer transfer film had been formed. Most likely, the film on the surface had been the reason for a fourfold decrease in wear rate in the ceramic-polymer tribological contact (Fig. 2).
At loading 1% MoS2, deep micro-grooves were formed on the polymer composite wear track surface (Fig. 5d). They were the same as after the tests on the metal counterpart (Fig. 4d). This fact was confirmed by contact profilometry data (Fig. 5f). At the same time, there was more intensive wear of the counterpart. This result was unexpected for hard ceramics (Fig. 5e). A transfer film was revealed on the ceramic counterpart friction surface as well.
An increase in filler content up to 10% caused a decrease in microabrasive wear both of the polymer composite (Fig. 5g) and the ceramic counterpart (Fig. 5h). At the same time, a polymer transfer film was found on the ceramic counterpart wear track. However, there were no adherent debris particles as in Fig. 5b, e. This was probably due to a decrease in composite friction coefficient.
Thus, MoS2 molybdenum disulfide, especially when it had been slightly loaded, was not a solid lubricant for the PEEK-based composites [5, 21]. However, MoS2 particles, due to their high thermal conductivity, had contributed to a more uniform structure formation during compression sintering. This had increased strength properties of the composite with low filler content (up to 1%). Also, MoS2 could act as a stabilizer of fragmentary structures of multicomponent composites due to distribution of its small amount mainly on the fragment boundaries, and, thereby increasing strength characteristics. The results of such studies are presented below in the section on three-component composites.
3.2 Two-Component “PEEK + PTFE” Composites
Changes in tribological and mechanical properties of the polymer composites were different after PEEK loading with PTFE (organic) filler particles. As is known, PTFE, being solid lubricant filler, formed a transfer film on counterpart surfaces and, due to this fact, transformed tribological contacts into a polymer-polymer type [22,23,24,25]. Below are the results of studies of PEEK-based composites loaded with various amounts of PTFE chosen on the basis of both published data and previous studies of the authors [10, 12, 26].
Table 3 shows mechanical properties of the PEEK-based composites loaded with 10, 20 and 30% PTFE. Compared with neat PEEK, all mechanical characteristics of the composites decreased with increasing filler content (hardness down to 1.1 times, elastic modulus down to 1.4 times, tensile strength down to 2 times, elongation at break down to 5 times).
Despite the fact that density of the composites increased, their permolecular structures were heterogeneous: PEEK matrix elements were separated by PTFE inclusions (Fig. 6). It was expected that the higher filling degree, the less uniform structure was formed.

SEM-micrographs of the permolecular structure of the PEEK-based composites: “PEEK + 10% PTFE” (a), “PEEK + 20% PTFE” (b), and “PEEK + 30% PTFE” (c)
The results of studies of tribological properties of the PEEK-based composites loaded with various amounts of PTFE are presented in Figs. 7 and 8, as well as Table 4. Friction coefficient of the metal-polymer tribological contact gradually decreased by more than three times as PTFE content increased (Fig. 7a). In the ceramic-polymer tribological contact, it sharply decreased already at the minimum PTFE contents (of the studied); then it decreased slightly (Fig. 7b). This fact indicated heavier conditions of tribological loading during friction on the ceramic counterpart. As a result, PTFE inevitably acted as a solid lubricant .

Friction coefficient versus test distance: neat PEEK (1); “PEEK + 10% PTFE” composite (2); “PEEK + 20% PTFE” composite (3); “PEEK + 30% PTFE” composite (4): a on the metal counterpart; b on the ceramic counterpart

Diagram of wear rate during dry sliding friction on the steel and ceramic counterparts: neat PEEK (1); “PEEK + 10% PTFE” composite (2); “PEEK + 20% PTFE” composite (3); “PEEK + 30% PTFE” composite (4)
Dynamics of wear resistance changes in various types of tribological contacts were significantly different. First of all, wear resistance of the “PEEK + 10% PTFE” composite increased 13.5 times in the metal-polymer and 6.5 times in the ceramic-polymer tribological contacts . However, wear rate during friction on the ceramic counterpart was two times lower in absolute terms. An increase in fluoroplastic content caused slight wear resistance rising for the “PEEK + 20% PTFE” composite. However, this improvement was not an attractive result taking into account significant deterioration of deformation-strength properties. The data from Table 4, also graphically presented in Fig. 8, enabled to conclude that the PEEK loading with 10% PTFE was sufficient to provide high wear resistance of the composites in both metal-polymer and ceramic-polymer tribological contacts.
Wear surface topographies and wear track profiles on the samples as well as counterparts’ wear scars are presented and discussed below.
In the metal-polymer tribological contact , the metal counterpart was slightly worn after the “PEEK + 10% PTFE” composite test (Fig. 9b). PTFE particles were quasi-uniformly distributed in the form of rather large inclusions on the polymer composite surface (Fig. 9b) and micro-grooves almost had not been formed (Fig. 9c). On the other hand, a wear scar had been formed on the counterpart surface, whose area was smaller than that after the neat PEEK test (Figs. 4b and 9b). Also, a thin transfer film was found on the metal counterpart surface, as concluded based on the rainbow colors on the wear scar. The film, according to the authors, had protected both surfaces from (microabrasive) wear. In this case, roughness of the composite wear track surface decreased almost twofold compared with neat PEEK (Ra = 0.081 μm versus 0.156).

Surface topography of the wear scars on the PEEK-based composites (a, d, g), on the metal counterpart (b, e, h), and wear track profiles (c, f, i) after 3 km test distance: “PEEK + 10% PTFE” (a–c); “PEEK + 20% PTFE” (d–f); and “PEEK + 30% PTFE” (g–i)
The polymer composite friction surface became smoother (Fig. 9d and g) and the friction track were less pronounced (Fig. 9f, i) as filling degree increased up to 20 and 30%. However, the amount of debris rose on the metal counterpart surface, and wear track area expanded compared with the composite loaded with 10% PTFE (Fig. 9e, h). However, separate micro-scratches on the metal counterpart surface were also found for the PEEK-based composites loaded with 10 and 20% PTFE (Fig. 9b, e).
In the ceramic-polymer tribological contact , pattern of wear was generally similar (Fig. 10). The higher PEEK loading with fluoroplastic, the wider was the wear scar area on the ceramic counterpart surface (or, more precisely, not “the wear scar” but scuffs, since its wear was minimal, Fig. 10b, e, and h). Micro-grooves had not been formed on the friction surface of the polymer-polymer composites, as suggested beforehand (Fig. 10a, d and g). Furthermore, the regularity was revealed for the PEEK-based composites loaded with 20 and 30% PTFE that the higher filling degree, the more debris had been transferred onto the ceramic counterpart surface (Fig. 10b, e, and h).

Surface topography of the wear tracks on the PEEK-based compo-sites (a, d, g), on the ceramic counterpart (b, e, h), and wear track profiles (c, f, i) after 3 km test distance: “PEEK + 10% PTFE” (a–c); “PEEK + 20% PTFE” (d–f); and “PEEK + 30% PTFE” (g–i)
Accordingly, PTFE had formed the transfer film on the metal and ceramic counterparts, providing high wear resistance and low friction coefficient for PEEK, which in the initial state had had insufficient wear resistance for effective use in tribological contacts and a high friction coefficient of 0.34. However, PEEK loading with PTFE deteriorated structure and decreased mechanical properties. Therefore, it was suggested to additionally load with MoS2 particles to increase mechanical and tribological properties of the “PEEK + PTFE” composites.
Presence of MoS2 below 1% enabled to improve the process of composite formation during the sintering due to homogenization of the matrix permolecular structure. The following methodology was used to design the optimal three-component composite.
3.3 Three-Component PEEK-Based Composites Filled with PTFE and MoS2
The previously developed experimental-theoretical approach [19, 20] was used to determine the optimal composition. Twelve three-component composites were made for this purpose; their compositions are presented in Table 5. To ensure the optimal content (range of contents) of both fillers was found, the amount of PTFE was chosen to be obviously lower (5%) and higher (20%) than previously studied in its two-component composites, while the maximum MoS2 content was 1%.
The data from the physical experiments (Tables 6, 7, 8, 9, 10, 11, 12 and 13) were used as reference points. Control parameters were PTFE and MoS2 filling degree. When drawing surfaces for each of the control parameters , normalization was used. The lower boundary was zero; the upper boundary was unit. Additional reference points for surface drawing had been obtained using linear interpolation of the experimental data by the Lagrange polynomial [19].
Properties of the three-component PEEK-based composites were specified (Table 14) on the basis of published data and neat PEEK characteristics [27].
As a result, dependences of operational properties (friction coefficient, wear rate , Shore D hardness, elastic modulus, tensile strength, and elongation at break) on composition were obtained in the form of continuous functions. Regular data arrays reflecting the listed dependences on the control parameter discrete values were formed. Then, 3D surfaces and their corresponding contours were drawn (Figs. 11, 12, 13, 14, 15, 16, 17, 18 and 19).

Friction coefficient on the metal counterpart versus PEEK-based composite filling degree with MoS2 and PTFE

Friction coefficient on the ceramic counterpart versus PEEK-based composite filling degree with MoS2 and PTFE

Wear rate on the metal counterpart versus PEEK-based composite filling degree with MoS2 and PTFE

Wear rate on the ceramic counterpart versus PEEK-based composite filling degree with MoS2 and PTFE

Elastic modulus versus PEEK-based composite filling degree with MoS2 and PTFE

Tensile strength versus PEEK-based composite filling degree with MoS2 and PTFE

Elongation at break versus PEEK-based composite filling degree with MoS2 and PTFE

Shore D hardness versus PEEK-based composite filling degree with MoS2 and PTFE

Diagram of the control parameters to ensure that the mechanical properties meet the specified limits for the materials
The contours were overlapped to determine the values of the control parameters corresponding to the specified operational properties. The obtained range of the control parameter values, presented in Fig. 19 as a filled region, ensured that all the operational properties of the composites corresponded to the specified limits. Based on the presented data, it can be concluded that the optimal amount of MoS2 loading was in the range from 0.4 to 0.6%, while PTFE was from 8 to 14%.
Based on the obtained data, the “PEEK + 10% PTFE + 0.5% MoS2” composite was chosen and studied in more detail. Table 15 presents its mechanical properties and (for comparison) that of the “PEEK + 10% PTFE” one. Figure 20a shows a stress–strain diagram for these materials. The results of the analysis of these data enabled to conclude that strength properties of the three-component composite increased slightly compared with the two-component ones. On the other hand, elongation at break doubled (Fig. 20a). Highly likely, this was due to favorable homogenization effect of 0.5% MoS2 loaded particles on permolecular structure formation.

Stress–strain diagram (a): 1—neat PEEK; 2—PEEK + 10% PTFE; 3—PEEK + 10% PTFE + 0.5% MoS2; SEM-micrographs of the permolecular structure of the “PEEK + 10% PTFE + 0.5% MoS2” composite (b)
SEM-micrographs of the permolecular structure of the “PEEK + 10% PTFE + 0.5% MoS2”composite are shown in Fig. 20b. It is seen that the structure was slightly loose; although there were no pronounced signs of cracking or agglomeration of each filler particles as in the case of the “PEEK + 10% PTFE” composite. According to the authors, loading with MoS2 particles homogenized the permolecular structure due to their location along the boundaries of polymer composite structural elements. In addition to improve deformation-strength characteristics (in comparison with the “PEEK + 10% PTFE” composite), it also contributed to an increase in wear resistance . More details are discussed below.
Table 16 shows tribological characteristics of the three-component composite for dry friction on the metal and ceramic counterparts. Friction coefficient decreased by more than three times in both metal-polymer and ceramic-polymer tribological contacts . Wear resistance increased by 3.1 and 2.3 times, respectively, compared with the “PEEK + 10% PTFE” composite. Wear rate of the “PEEK + 10% PTFE + 0.5% MoS2” composite decreased by 39 times when testing on the metal counterpart, and 15 times on the ceramic one compared with neat PEEK. However, in absolute terms, wear rate of the three-component composite on the metal counterpart was 1.5 times higher than on the ceramic one.
Figure 21 shows friction surfaces of the samples and counterparts, as well as wear track profiles on the three-component composite. These results explain the data presented in Table 15. The counterparts almost did not wear out in both cases (Fig. 21b, e). Based on all the previously obtained data, this was most relevant for the metal one. Wear scars had been formed on both counterpart surfaces, but their area were less than that in the case of neat PEEK (Figs. 9b and 21). Micro-grooves and other damages were expectedly absent on the polymer composite friction surface, although inclusions of both fluoroplast and MoS2 were visible.

Surface topography of the wear tracks on the “PEEK + 10% PTFE + 0.5% MoS2”composite (a, d), on the metal (b) and ceramic (c) counterparts, and wear track profiles (c, f) after 3 km test distance
Accumulation of a significant amount of debris in the form of a continuous film was on the metal counterpart surface, in contrast to the similar test results of the “PEEK + 10% PTFE” composite (Figs. 9b and 21b). This means that simultaneous presence of a significant content of PTFE particles and a small amount of MoS2 in the polymer matrix had facilitated formation of a transfer film that protected the metal counterpart from microabrasive wear.
This was even more clearly shown on the ceramic counterpart surface, where the wear scar was covered with a clearly distinguishable transfer film (in the “classical” sense) which was evidenced by its rainbow reflection. The effect was most pronounced precisely in the analyzed tribological contact . It should be noted that the polymer debris clusters in the form of a uniform layer was on the ceramic counterpart surface (Fig. 21e), in contrast to the “PEEK + 10% PTFE” composite test results (as well as on the metal counterpart, Fig. 21b).
Summarizing the above, we note that a three-fold increase in wear resistance during testing both on metal and ceramic counterparts was achieved for the “PEEK + 10% PTFE + 0.5% MoS2” three-component composite compared with the “PEEK + 10% PTFE”. Simultaneous loading with two types of the fillers slightly deteriorated the polymer composite structure compared with neat PEEK. However, wear rate was many times reduced due to facilitation of transfer film formation. For this reason, no microabrasive wear on both metal and ceramic counterpart surfaces developed. Besides self-lubricating effect of the three-component composite, an additional (probable) cause for metal counterpart wear eliminating was protective action of the transfer film which suppressed oxidation processes in the tribological contact of PEEK and ball-bearing steel [28].
4 Conclusions
To improve tribological and mechanical properties of polymer materials, two- and three-component PEEK-based composites loaded with molybdenum disulfide (MoS2) and polytetrafluoroethylene (PTFE) were investigated. It was shown that an increase in dry friction mode tribological characteristics in the metal-polymer and ceramic-polymer tribological contacts was attained by loading with lubricant fluoroplastic particles. In addition, molybdenum disulfide homogenized permolecular structure and improved matrix strength properties.
A methodology for identifying composition of multicomponent PEEK-based composites having prescribed properties which based on a limited amount of experimental data was proposed and implemented. It could be used to design similar dispersion hardened composites based on prospective thermoplastic matrixes. Advantages of the methodology were shown by analysis of the experimental results on mechanical and tribological tests of the PEEK-based composites.
It was shown that wear rate of the “PEEK + 10% PTFE + 0.5% MoS2” composite decreased by 39 times when testing on the metal counterpart, and 15 times on the ceramic one compared with neat PEEK. However, in absolute terms, wear rate of the three-component composite on the metal counterpart was 1.5 times higher than on the ceramic one. A three-fold increase in wear resistance during testing both on metal and ceramic counterparts was achieved for the “PEEK + 10% PTFE + 0.5% MoS2” three-component composite compared with the “PEEK + 10% PTFE”. Simultaneous loading with two types of fillers slightly deteriorated the polymer composite structure compared with neat PEEK. However, wear rate was many times reduced due to facilitation of transfer film formation. For this reason, there was no microabrasive wear on both metal and ceramic counterpart surfaces. Besides self-lubricating effect of the three-component composite, an additional (possible) cause for metal counterpart wear eliminating was protective action of the transfer film, which suppressed oxidation processes in the tribological contact of PEEK and ball-bearing steel.
References
Haleem A, Javaid M (2019) Polyether ether ketone (PEEK) and its manufacturing of customised 3D printed dentistry parts using additive manufacturing. Clin Epidemiol Glob Health 7(4):654–660
Stepashkin AA, Chukova DI, Senatova FS, Salimonac AI, Korsunskybc AM, Kaloshkina SD (2018) 3D-printed PEEK-carbon fiber (CF) composites: structure and thermal properties. Compos Sci Technol 164:319–326
Rasheva Z, Burkhart Th, Zang G (2010) A correlation between the tribological and mechanical properties of SCF reinforced PEEK materials with different fiber orientation. Tribol Int 43(8):1430–1437
Sumer M, Mimaroglu A, Unal H (2008) Evaluation of tribological behavior of PEEK and glass fiber reinforced PEEK composite under dry sliding and water lubricated conditions. Wear 265(7–8):1061–1065
Lu ZP, Friedrich K (1995) On sliding friction and wear of PEEK and its composites. Wear 181–183:624–631
Ünal H, Mimaroglu A (2006) Friction and wear characteristics of PEEK and its composite under water lubrication. J Reinf Plast Compos 25(16):1659–1667
Kumar D, Rajmohan T, Venkatachalapathi T (2018) Wear behavior of PEEK matrix composites: a review. Materialstoday: Proc 5(6):14583–14589
Kurtz SM (2012) PEEK biomaterials handbook, 1st edn. Plast Des Lib, Waltham
Kandemir G, Joyce TJ, Smith S (2019) Wear behavior of CFR PEEK articulated against CoCr under varying contact stresses: low wear of CFR PEEK negated by wear of the CoCr counterface. J Mech Behav Biomed Mater 97:117–125
Bijwe J, Ghosh A, Sen S (2005) Influence of PTFE content in PEEK–PTFE blends on mechanical properties and tribo-performance in various wear modes. Wear 258(10):1536–1542
Zalaznik M, Kalin M, Novak S, Jakša G (2016) Effect of the type, size and concentration of solid lubricants on the tribological properties of the polymer PEEK. Wear 364–365:31–39
Burris DL, Sawyer WG (2006) A low friction and ultra-low wear rate PEEK/PTFE composite. Wear 261(3–4):410–418
Panin SV, Anh ND, Kornienko LA, Ivanova LR, Ovechkin BB (2018) Comparison on efficiency of solid-lubricant fillers for polyetheretherketone-based composites. AIP Conf Proc 2051:020232. https://doi.org/10.1063/1.5083475
Burris DL, Sawyer WG (2007) Tribological behavior of PEEK components with composition graded PEEK/PTFE surfaces. Wear 262(1–2):220–224
Werner P, Altstädt V, Jaskulka R, Jacobs O, Sandler JKW, Shaffer MSP, Windle AH (2004) Tribological behavior of carbon nanofibre reinforced PEEK. Wear 257(9–10):1006–1014
Kuo MC, Tsai CM, Huang JC, Chen M (2005) PEEK composites reinforced by nano-sized SiO2 and Al2O3 particulates. Mater Chem Phys 90:185–195
Kalin M, Novak S, Zalaznik M (2015) Wear friction behavior of Poly-ether-ether-ketone (PEEK) filled with graphene, WS2 and CNT nanoparticles. Wear 332–333:855–862
Wang N, Yang Z, Wang Y, Thummavicahi K, Xia Y, Ghita O, Zhu Y (2017) Interface and properties of inorganic fullerene tungsten sulphide nanoparticle reinforced poly (ether ether ketone) nanocomposites. Results Phys 7:2417–2424
Panin SV, Kornienko LA, Qitao H, Buslovich DG, Bochkareva SA, Alexenko VO, Panov IL, Berto F (2020) Effect of adhesion on mechanical and tribological properties of glass fiber composites based on ultra-high molecular weight polyethylene powders having various initial particle sizes. Materials 13:1602. https://doi.org/10.3390/ma13071602
Bochkareva SA, Grishaeva NY, Lyukshin BA, Lyukshin PA, Matolygina NY, Panov IL (2017) Obtaining of specified effective mechanical, thermal, and electrical characteristics of composite filled with dispersive materials. Inorg Mater: Appl Res 8(5):651–661
Vail JR, Krick BA, Marchman KR, Sawyer WG (2011) Polytetrafluoroethylene (PTFE) fiber reinforced polyetheretherketone (PEEK) composites. Wear 270(11–12):737–741
Salamov AK, Mikitaev AK, Beev AA, Beeva DA, Kumysheva YuA (2016) Polyetherether ketone (PEEK) as a representative of aromatic polyarylene. Fundam Res 1(1):63–66
Hoskins TJ, Dearn KD, Chen YK, Kukureka SN (2014) The wear of PEEK in rolling-sliding contact-simulation of polymer gear applications. Wear 309:35–42
Lu Z, Liu H, Zhu C, Song H, Yu G (2019) Identification of failure modes of a PEEK-steel gear pair under lubrication. Int J Fatigue 25:342–348
Berer M, Major Z, Pinter G (2013) Elevated pitting wear of injection molded polyetheretherketone (PEEK) rolls. Wear 297:1052–1063
Panin SV, Anh ND, Kornienko LA, Ivanova LR (2019) Antifriction multi-component polyetheretherketone (PEEK) based composites. AIP Conf Proc 2141(1). https://doi.org/10.1063/1.5122124
https://www.victrex.com/~/media/literature/en/material-properties-guide_us-4-20.pdf
Puhan D, Wong JSS (2019) Properties of polyetheretherketone (PEEK) transferred materials in a PEEK- steel contact. Tribol Int 135:189–199
Acknowledgements
This research was performed according to the Government research assignment for ISPMS SB RAS, project No. III.23.1.3, and RFBR grant number 20-58-00032 Bel_a and 19-38-90106. The work was also supported by the RF President Council Grant for the support of leading research schools NSh-2718.2020.8.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2021 The Author(s)
About this chapter

Cite this chapter
Panin, S.V., Kornienko, L.A., Anh, N.D., Alexenko, V.O., Buslovich, D.G., Bochkareva, S.A. (2021). Three-Component Wear-Resistant PEEK-Based Composites Filled with PTFE and MoS2: Composition Optimization, Structure Homogenization, and Self-lubricating Effect. In: Ostermeyer, GP., Popov, V.L., Shilko, E.V., Vasiljeva, O.S. (eds) Multiscale Biomechanics and Tribology of Inorganic and Organic Systems. Springer Tracts in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-030-60124-9_13
Download citation
DOI: https://doi.org/10.1007/978-3-030-60124-9_13
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-60123-2
Online ISBN: 978-3-030-60124-9
eBook Packages: EngineeringEngineering (R0)