
Abstract
Vacuum moulding (VM) is one of the green manufacturing processes, which is still struggling for establishing its commercial applications. The main drawbacks of VM process are its poor surface finish, lack of dimensional accuracy, internal defects like porosity, infeasibility to produce complex geometric counters, etc. Apart from this, VM process is cost effective, versatile, environmental friendly and produces minimum waste; hence it can be modified to meet up the today’s manufacturing standards. In this present research work, an experimental exercise has been made for the optimization of some of the well-known casting characteristics such as micro-hardness (M h) and porosity (P) by employing design of experimental (DoE) technique. In this three input process variables, namely vacuum pressure (V P), refractory grit size (R gs) and frequency of vibration (F v) were considered (each of three levels) and optimized with Taguchi L9 orthogonal arrays. It has been found that V p and R gs were found as most effective parameters for M h and P, respectively, of the resulting castings.
Similar content being viewed by others


1 Introduction
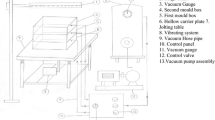
In this present scenario of tough competition, the parts having poor dimensional accuracy, fitness, surface roughness and mechanical/metallurgical properties cannot withstand in the market. Even the manufacturing processes used for producing such parts are also getting obsolete. This is the reason behind the transition of traditional manufacturing processes towards the nontraditional ones. Particularly in the casting sector, numerous processes are available like die casting, VM, investment casting, full mould castings, sand casting, centrifugal casting, shell mould casting, and many more. However, VM is the only casting process which utilizes dry refractory sand and could be used again and again. VM process, also referred vacuum (V) process, developed around 1970 in Japan is one of the mould making processes with free flowing, dry and unbounded ceramic sand under the application of high pressure squeezing, jolting or blowing operations. The vacuum exerts force on ceramic particles, thus holds the shape of casting [1]. This is why the VM process is categorized as a green and sustainable manufacturing process. A typical VM setup consisted of five components as vacuum system, heater, vibration unit, casting replica/pattern and mould flasks. Figure 1 gives more illustrative schematic of VM process. Generally, following are the steps to be followed during VM, and thereby casting [2]:

Schematic of VM process
-
Initially, a pattern (can be made of plastic, wood, metal, polystyrene or metal) with air vents/passages is placed on a carrier plate.
-
Then a heat softened thin plastic film is used to cover the pattern and to lock the vacuum.
-
After this drag flask is placed on the film covered pattern and unbounded ceramic sand is filled in the flask.
-
Vibration is used to fill the intrinsic sections of the flask.
-
Afterwards, another sheet is used to cover the top face of the drag flask and vacuum is drawn to make the filled sand compact.
-
Drag flask is rotated at 180° and pattern is ejected from the flask with the help of a pattern ejection pin. Mould cavity is produced in this step.
-
Cope flask is placed on the drag after making preliminary adjustments for gating and riser systems.
-
Now cope flask is filled with ceramic sand, rammed through vibrations and covered (top face) with plastic film.
-
A suitable metal, alloys or composite slurry is finally poured into the cavity as per the requirements.
-
The liquid inside the cavity is allowed to cool down.
VM process is not used so often and due to this not much of the research work is available as of today. A research group at IIT Roorkee (India) in 1985 highlighted that ceramic sand grain shape; the size and distribution have affected the dimensional accuracy of Al alloy castings. Along with vibration frequency and vibration time were highlighted as important process variables of VM process [3], but not exercised to obtain their correlations with output mechanical properties. This research group again in 1986 highlighted the measurable differences between VM and sand moulding processes and put an emphasis on the contribution of vacuum in strengthening of the mould and to study the effect of vacuum on compaction, packing ratio, bulk density and permeability index a device was designed [4]. In early 2000, this research group has used DoE techniques to ascertain the influential control factors to provide better control over surface finish to the castings. It has been found that the pouring temperature was having a significant impact on the surface finish Al–11% Si alloy castings. Further, it was highlighted that sand grain fineness number and amplitude of vibration affected bulk density of the mould [5]. However, the results obtained in this research work had not shown a clear picture of the process. A case study has been discussed by this team to resolve conflicting objectives [6]. The effect of zircon sand (AFS-50) additions to coarse silica sand was investigated in 1999 in terms of the surface finish of producing Al–11% Si alloy castings. Moreover, the effect of other process parameters, namely vibrating frequency, vibration duration, vacuum level and pouring temperature were also investigated [7].
A research team at GNDEC (Ludhiana, India) is moving on by adding to their efforts for the betterment of this process since 2010. This team has investigated the effect of VM process parameters (namely chemical composition, component volume and vacuum pressure) for the development of statistically controlled Al–SiC based metal matrix composites. The study suggested the long-term performance level of the VM process after it was brought under statistical control as casting solution for Al–SiC composites. The provided data from the experimentation highlighted the ability of the VM process to produce a product that will consistently meet the design requirements and the customer expectation [8]. In one of their work, the effect of input parameters like moulding sand, vacuum pressure and component volume has been investigated for obtaining characteristics of Al–Al2O3 composites [9]. In 2013, a study was presented to investigate the process capability of the VM process for three different input parameters, namely vacuum pressure; component volume and sand, grit size were considered to give output in the form of dimensional accuracy of composites. It was found that finally prepared components were acceptable as per ISO standard UNI-EN-20286-I (1995). The results of the study suggested that the VM process lie in ±4.5 sigma (σ) limit [10]. Recently, this team has introduced barrel finishing process for the improvement of surface finish of fused deposition modelling (FDM) based rapid Acrylonitrile–Butadiene–Styrene (ABS) pattern to be used as master patterns for the VM process [11].
In VM, shaking or vibrating or jolting is the method to flow the refractory particles all around the mould box [12]. In case of VM process, a cam based mechanism is used for producing vibrations since the sand used is dry. This is one of the disregarded parameters of the VM and very less work has been reported till date, to study its effect on the desirable characteristics of the castings. The present research work is aimed to study the effect of V p, R gs and F v on the M h and P of the castings using Taguchi L9 based DoE technique. Further, the results obtained have been supported with the optical micrographs.
2 Experimentation
In this study, a disc shaped component, of 70 mm diameter and 10 mm thickness, has been selected as benchmark as shown in Fig. 2a. The pattern was consisted of integral tiny holes to support vacuum. This porous pattern was placed on the base plate (which also consisted of micro air passages) and a heat softened plastic sheet is placed on the pattern to lock the vacuum (refer Fig. 2b). Afterwards, drag box is placed (refer Fig. 2c) and filled with dry refractory sand. A cam based vibrating system (refer Fig. 2d) is used to produce vibration which allows the free flow the refractory particles all around the mould box in an even manner. Now, a plastic sheet is used to cover the top face of the drag box and vacuum is drawn to compact the dry sand inside this box (refer Fig. 2e). In the next step, drag box is turned at 180° (refer Fig. 2f) and the wooden pattern is ejected from the cavity to produce a cavity for molten metal. Further, cope box is prepared in the similar way and placed on the drag box before pouring the molten metal (refer Fig. 2g).

VM step-to-step procedure
In the present research work, levels of V p were selected in the range of 0.4–0.5 N/mm2, as indicated in the literature. Further, the levels of R gs were selected in the range of 50–70 mesh, due to its availability. Finally, levels of F v were judicially maintained in range of 16–18 m/s2. Since, controlling the F v to a pre-decided level was a difficult task during the actual experimentation; hence the mass on the moulding table was controlled during the preliminary exercises as per the Eqs. 1 and 2:
where ‘k’ and ‘m’ are stiffness and mass of the work table, respectively.
where ‘m’ is radius of rotation.
Accordingly, mass on the table has been standardized with respect to the required levels of F v. VibScanner (shown in Fig. 3) was used for measuring the intensity of acceleration due to vibration during vacuum moulding process. This device consists of a series of electronic sensors that senses the change in the level of the vibration. Presently, a series of weights, i.e. 0, 12 and 18 kg were used for maintaining the vibration levels in the required regions. After completing preliminary exercises, Taguchi L9 OA has been used for designing the control log of experimentation as shown in Table 1.

Pictorial view of VibScanner (a) and arrangements of weights to control vibration levels (b)
Each experiment in Table 1 has been repeated three times to obtain more reliable data.
3 Results and discussion
3.1 Results for M h
The Vickers hardness tester has been used for the measurement of M h of the castings as per ASTM E-384 standard. Specimen is loaded using diamond indenter to make an indentation which is measured and converted into hardness value. Hardness test was performed at 0.981 N load and dwell time of 10 s is a high precision analysis setup measures the hardness on micro-scale, i.e. measures the micro-hardness of metallic pieces. The representing unit of M h is HV0.1, where 0.1 represents the load applied in kilogram. Table 2 shows the results of M h of the castings and their respective S/N ratio.
The experimental results of Table 2 were analysed with the help of a Minitab-17 statistical software package at “larger the better” option. Figure 4 shows the S/N response of input process variable for the M h of the castings.

S/N response of input variable for M h
In case of parameter V p, it has been found that with an increase in level from 1st to 2nd the M h value of the castings was improved, however, further increase in the level from 2nd to 3rd reduced the M h value. This may be due to the fact that at 0.45 N/mm2, optimum level of permeability was achieved which led to increase the M h value. Further, in case of R gs, it has been seen in Fig. 4 that the M h value of the castings is increasing with an increase in the grit size of the refractory material.
The obvious reason behind this trend is due to the fact that in case of coarse refractory particles micro gaps (refer Fig. 5) exist inside the mould which act as air/gas passages and help the liquid metal in rapid solidification. Finally, in case of V P, it has been found that optimum M h value was obtained in case of 18.01 m/s2. Table 3 shows analysis of variance of S/N ratio for M h of the castings. It has been found that only V p is significantly contributing for the obtained M h values (since probability <0.05) at 95% confidence level.

Air/gas flow passage in case of coarse refractory material
Further, Table 4 shows the response of S/N ratio of input variables for M h of the castings.
The S/N values given in Table 4 were used for the development of an equation for predicting optimum M h value for the present case. Equation 3 [13] shows the optimum S/N value [predicted under the influence of given responses (Table 4)].
In Eq. 3, η opt, n, n A2, n B3 and n C3 are optimum S/N ratio (predicted), overall mean of S/N ratio (refer Table 2), S/N ratio of parameter A at 2nd level, S/N ratio of parameter B at 3rd level and S/N ratio of parameter C at 3rd level, respectively.
To convert optimum S/N ratio (predicted above) into output response (M h), following equation has been used.
Now, a confirmatory experiment has been conducted at the proposed settings and the response of which came out as 49.80HV0.1, very close to the predicted value, hence justifying the accuracy of the predictions.
3.2 Results for P
P of the casted specimens was calculated through MIAS software assisted which gave a digital output in terms of percentage. For this, initially the specimens were polished and etched with dilute HF solution. Optical microstructures were taken at 100× magnification and analysed for their P thereafter (see Fig. 6) and is indicated by the red area. Table 5 shows the results of P and their respective S/N ratio.

Micrographs highlighting P
Figure 7 shows the S/N response of the input process variable for the P of the castings.

S/N response of input variable for P
From Fig. 7, it has been found that in case of V p the percentage of P increases with an increase in the levels of V p towards the higher side. This might be due to the fact that at higher level of V p, although the mould prepared was highly compacted (which is good for achieving higher dimensional accuracy) but it reduced the permeability of the mould which affected the escape of gases from the mould during the casting process. In case of R gs, it has been observed from S/N response plot that the percentage of P increased by reducing the refractory sand particle size. Similar to the case observed in M h, good quality of castings were produced with coarse refractory particles as illustrated in Fig. 5. Finally in case of F v, higher levels of vibration led to more uniform flow of refractory particles inside the mould box. This might results into more uniform fillings of the refractory particles and blocked the air/gas passages hence reduced the permeability of the mould.
Table 6 shows analysis of variance of S/N ratio for P of the castings. It has been found that no input parameter is significantly contributing for the obtained P (since probability <0.05) at the 95% confidence level. Further Table 7 shows the response of the S/N ratio of input variables for P of the castings.
The S/N values given in Table 7 were used for the development of an equation for predicting optimum P for the present case. Equation 5 [14] shows the optimum S/N value [predicted under the influence of given responses (Table 7)].
Similarly, η opt is the optimum S/N ratio (predicted), whereas n, n A1, n B1 and n C1 are the overall mean S/N ratio (refer Table 2), S/N ratio of parameter A at 1st level, S/N ratio of parameter B at 1st level and S/N ratio of parameter C at 1st level, respectively.
To convert optimum S/N ratio (predicted above) into output response (P), following equation has been used
Again, a confirmatory experiment has been conducted at the proposed settings and the response of which came out as 14.05, very close to the predicted value, hence justifying the accuracy of the predictions for producing sound castings.
3.3 Relationship between M h and grain size of the castings
The micrographs obtained (given in Fig. 8) were also used to analyse (digitally through MIAS) the grain size number of the castings as given in Table 8.

Micrographs of cast specimen
Generally, larger the number of grains in a unit square area higher will be the hardness of the resulting castings. According to ASTM E-112-12 standard [15], it is possible to convert the grain size number (G) into grain density, i.e. number of grains per square inch (N AE). Equation 7 was used to calculate the N AE as given below:
Table 9 shows the calculated values of N AE and their respective M h values.
In Table 9, it has been found that hardness of the casted specimens was depending upon the solidification of the castings. Castings cooled at faster rate were resulted into more grain density or smaller grains, hence obtained higher M h value.
4 Conclusions
In this study, effect of process variables of VM process was studied using Taguchi L9 OA, in response of M h and P of the obtained castings. The followings are the conclusions that may be drawn
In case of V p, it has been found that the M h value of the castings was first improved up to 2nd level and then reduced at 3rd level. Reason behind this may be because of changes in the permeability of the mould (optimum at 2nd level). As regards to R gs, it has been seen that the M h value of the castings is increasing with an increase in the grit size of the refractory material as illustrated in Fig. 5. Finally, in case of V p, optimum M h value was obtained at 18.01 kN/m2. From analysis of variance, it came to know that only V p has significantly contributed in M h values at 95% confidence level. Further, confirmatory experiment results into 49.80HV0.1 which is found to be closer to the predicted value.
In case of P, it has been found that with an increase in V p the P was also increased. This might be due to highly compacted mould at higher V p which resulted into reduced permeability. Similarly, P was increased in case of the fine refractory particle. Higher levels of F v resulted into more uniform fillings of the refractory particles which entrapped the gaseous inside mould. Analysis of variance for P highlighted that no input parameter is significantly contributing at 95% confidence level.
The future research efforts are focused on the development of castings through vacuum assisted pouring.
Abbreviations
- Al:
-
Aluminium
- DOE:
-
Design of experimentation
- VM:
-
Vacuum moulding
- Mh :
-
Micro-hardness
- P:
-
Porosity
- Vp :
-
Vacuum pressure
- Rgs :
-
Refractory grit size
- S/N:
-
Signal/noise
References
Bishop D, Bose S (1983) Mechanical properties of V-process moulded steel castings. Trans Am Foundry Man’s Soc J 91:441–446
Singh R et al (2014) Investigations for mechanical properties of metal matrix composite prepared by combining FDM, vacuum moulding and stir casting. In: Proceedings of 5th International and 26th AIMTDR, 12–14th December, IIT Guwahati, pp 13(1)–13(5)
Gaindhar JL et al (1985) Effect of sand variables on dimensional accuracy of Al–4% Cu alloy castings produced by V-process. Trans Am Foundry Men’s Soc J 93:303–306
Jain CK, Gaindhar JL (1986) Simulating behavior of sand under vacuum in V-process. Trans Am Foundry Men’s Soc J 94:86–107
Barua PB et al (1996) Quality of V-process moulds through Taguchi’s technique. Qual Reliab Eng Int J 1:421–427
Kumar P et al (1999) A multi-objective framework for the design of vacuum sealed molding process. Robot Comput Integr Manuf 15:413–422
Kumar P, Creese RC (1999) Effect of zircon sand (added to silica sand) surface finish of Al–11% SiC V-process. Trans Am Foundry Men’s Soc J 107:95–98
Boparai KS, Singh R (2013) Experimental investigations for statistically controlled vacuum moulding solutions of Al–SiC MMC. Appl Mech Mater 330:91–95
Singh R et al (2012) Macro-model for development of Al–Al2O3 metal matrix composite with vacuum moulding: designed experiments. J Inst Eng (Ser. C) 93:325–330
Singh R (2013) Process capability analysis of vacuum moulding for development of Al–Al2O3 MMC. J Inst Eng (Ser. C) 94:93–97
Singh R, Singh M (2015) Surface roughness improvement of cast components in vacuum moulding by intermediate barrel finishing of fused deposition modelling patterns. J Process Mech Eng. doi:10.1177/0954408915595576
Wrona R et al (2013) The quality of compressed air as the necessary condition the improving the process efficiency in foundry plants. Arch Foundry Eng 13:107–111
Kumar P et al (2015) Experimental investigations on hardness of the biomedical implants prepared by hybrid investment casting. J Manuf Process 21:160–171
Kumar P et al (2015) Investigations on dimensional accuracy of the components prepared by hybrid investment casting. J Manuf Process 20:525–533
Standard test methods for determining average grain size (2010) ASTM-E-112-10, ASTM International, West Conshohocken, PA. doi:10.1520/E0112-10
Acknowledgements
The authors are thankful to Manufacturing Research Lab (MRL), Guru Nanak Dev Engineering College, Ludhiana (India) for technical support.
Author information
Authors and Affiliations
Corresponding author
Additional information
Technical Editor: Márcio Bacci da Silva.
Rights and permissions
About this article

Cite this article
Singh, R., Singh, S. & Singh, A. Investigating the effect of vacuum pressure, refractory grain size and vibrations on the quality characteristics of casting produced through vacuum moulding. J Braz. Soc. Mech. Sci. Eng. 39, 3457–3465 (2017). https://doi.org/10.1007/s40430-016-0656-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40430-016-0656-x