
Abstract
In this research, for the first time, we synthesize magnesium nitride thin films on 304-type stainless steel substrates using a Mather-type (2 kJ) plasma focus (PF) device. The films of magnesium nitride are coated with different number of focus shots (like 15, 25 and 35) at a distance of 8 cm from the anode tip and at 0° angular position with respect to the anode axis. For investigation of the structural properties and surface morphology of magnesium nitride films, we utilized the X-ray diffractometer (XRD), atomic force microscopy (AFM) and scanning electron microscopy (SEM) analysis, respectively. Also, the elemental composition is characterized by energy-dispersive X-ray (EDX) analysis. Furthermore, Vicker’s microhardness is used to study the mechanical properties of the deposited films. The results show that the degree of crystallinity of deposited thin films (from XRD), the average size of particles and surface roughness (from AFM), crystalline growth of structures (from SEM) and the hardness values of the films depend on the number of focus shots. The EDX analysis demonstrates the existence of the elemental composition of magnesium in the deposited samples.
Similar content being viewed by others


Introduction
Metal nitride coatings are extensively employed in various scientific and industrial applications, because of their remarkable properties [1–5]. Among metal nitrides, magnesium nitride films (Mg3N2) are of particular interest and have wide range of applications, which can be used for preparation of high hardness, high thermal conductivity, corrosion resistance, abrasion resistance and high temperature of the other elements of the nitrides, preparation of special ceramic materials, manufacture of special alloy blowing agents, manufacture of special glass, catalytic polymer cross-linking, nuclear waste recycling and synthesis of diamond and cubic boron nitride as catalyst material [6, 7]. Also, magnesium nitride (Mg3N2) is a hexagonal inorganic compound of magnesium and nitrogen and a greenish yellow powder at room temperature and pressure which is used as an additive for high-strength steel melting, alternative in construction of steel for melting magnesium desulfurization, favorable increase of the density of steel, strength, tension and endurance, increase of the internal material “alum” (Vitriol) content for quality of construction of steel. Therefore, using of magnesium nitride (Mg3N2) can reduce the amount of other additives, which help to reduce the production cost in construction of steel [6, 7]. Different properties of grown thin films depend directly on the microstructure of the thin film, which can vary for different deposition methods and deposition parameters, namely, deposition rate, substrate temperature, ratio of ions to neutral atoms and the amount of contamination. Therefore, thin films can be grown with different nano-structures, crystallographic orientations and chemical compositions [8–11].
Various deposition techniques have been studied for production of metal nitride thin films [12–16]. During the recent decades, the dense plasma focus (DPF) device [17, 18] has been used for many applications such as generation of energetic ions, neutrons, X-rays and relativistic electrons [19] and deposition of thin films [20–22]. The use of plasma focus device for film deposition purposes has shown that this device possesses attractive features such as high deposition rates, energetic deposition, no need to heat substrates and possible film deposition under a reactive background gas pressure. Recently, this device has been employed efficiently for the coating of thin films [20–22]. Hussain et al. [20] have successfully deposited thin films of TiN on silicon wafers using a low energy DPF. Soh et al. [21] investigated the dynamics of carbon ablation plasma by shadow-graphic studies of DLC, using a 3.3 kJ Mather-type DPF device. They reported that the films deposited at different angular positions with respect to anode axis exhibit different physical properties. Rawat et al. [22] studied the deposition of Fe thin films by moving exposed samples from center to off-center, which was proved to be effective in forming more uniform surface. In the current study, for the first time, we are deposited magnesium nitride films on 304 type stainless steel substrates, using a low-energy (2 kJ) Mather-type plasma focus device. We are investigated the effects of different number of focus shots at 0° angular position with respect to anode axis. In each shot, the substrates are placed at the distance of 8 cm from the magnesium material on the tip of the anode. A thin film of magnesium nitride is deposited on the substrate due to the interaction of the ablated magnesium ions with reactive nitrogen ions. The studies on the structural and morphological properties of deposited films are undertaken.
Methodology setup and experimental
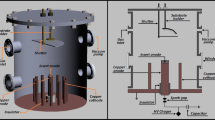
Figure 1 shows a low-energy (2 kJ) Mather-type plasma focus (PF) device which is used as a energetic source of nitrogen ions that react with the magnesium ions ablated from the anode tip to deposit the MgN thin films on the substrates of type 304 stainless steel at 300 k temperature.

Schematic diagram of Mather-type plasma focus (PF) device employed for the Mg3N2 deposition
The current plasma focus device is energized by a 20 kV, 10 µF single capacitor. Also, the static inductance of the system is around 90 nH and peak current electric discharge is about 170 kA. In the electrode system, a cylindrical copper rod with 160 mm long and 20 mm diameter is used as an anode. Around the copper anode, twelve equidistance electrodes are placed symmetrically as a cathode. The length and diameter of the each electrode are 150 and 12 mm, respectively. A Pyrex glass insulator of 35 mm length, which covers the part of the anode length is placed between the electrodes. The design of a 2.5-mm-thick and 20.5-mm-inner diameter Pyrex glass helps to facilitate the formation of current sheaths and support the breakdown. To accomplish the coating process, on the tip of the central copper anode is mounted on a hole measuring 7 mm in depth and 10 mm in diameter which filled with the material of high-purity magnesium. The system of electrode is placed in a stainless steel chamber, which is vacuumed up to 10−3 Torr by a rotary pump. Then, to increase the pressure up to an optimum pressure 1 Torr, the high-purity nitrogen is injected as a working gas into the champer.
A calibrated Rogowski coil with photomultiplier tube attached to a plastic scintillator and a Faraday cup are used to gather the typical waveforms of the current discharge, hard X-ray and ion beam signals are shown in Fig. 2.

Typical waveforms of discharge current, ion beam and X-ray signals in the operating conditions of 20 kV and 1 Torr nitrogen gas
To avoid the deposition process during the initial conditioning shots, a shutter is devised between the central anode and a sample holder. After achieving a good focus peak which is confirmed from the intense peak in the voltage probe signal recorded on a digital storage oscilloscope (Tektronix TDS 2014B), the shutter is removed and films are deposited using 15, 25 and 35 various focus deposition shots.
When a high voltage is exerted between the electrodes of the PF device, the gas breakdown occurs on the insulator surface and thus, a current sheath forms. The current sheath is accelerated axially up the chamber and compressed at the tip of the anode by the J × B Lorentz force which is due to the self-generated magnetic field. Consequently, owing to the implosion of the current sheath, a pinch column of dense and hot plasma is formed.
The inducing high electric field which is created from these rapid changes accelerates the energetic ions towards the top of the chamber and electrons to central anode.
Interaction of the accelerated ion beams (from the focus region) with the substrate, releases the substantial amount of energy which rises the samples temperature. Also, collision of these high-energy ions with the substrate, causing the cleaning and etching of the substrate surface prior to deposition.
On the other hand, the collision of the electron beams with the Mg substance on the top of the anode releases some magnesium ions to ablate which leads to reaction with the nitrogen ions triggered in each shot, then forms magnesium nitride which is deposited on the substrate. In addition, some of the Mg atoms are deposited on the substrate, and does not react with generated nitrogen ions and atoms in each shot, may combine with the accelerated nitrogen ions in the next shots through the ion implantation process. Furthermore, a considerable content of MgN is finally coated on the substrate surface.
In the present experiment, after cutting the 304-type stainless steel substrates to the desired size (10 mm × 10 mm × 1 mm) and before deposition process, all substrates are ultrasonically cleaned in heated ethanol then acetone, each for 10 min, respectively. Then substrates are axially mounted on the sample holder at a constant distance of 8 cm from the anode tip and exposed to 15, 25 and 35 various focus deposition shots.
The crystallographic orientation of the films is obtained using a STOE model STADI MP diffractometer, Germany (Cu K radiation) with a step size of 0.02° and count time of 1.0 s per step. The surface roughness and physical morphology are investigated by means of AFM (Auto Probe Pc, Park Scientific Instrument, USA; in contact mode, with low-stress silicon nitride tip of less than 200 Å radius and tip opening of 18°) analysis and scanning electron microscope (SEM: LEO 440i, England). The thickness of MgN films deposited on SS-304 substrates is obtained by Rutherford backscattering spectroscopy (RBS) analysis using a 3 MeV Van de Graff accelerator (High Voltage Engineering) with a spectrometer made by a surface barrier detector in 165°. The energy of incidence He2+ ion is considered 2 MeV, and detector accuracy (FWHM, keV) is 35. Accuracy of the RBS analysis is 10 %. The hardness measurement is made using a Duramin Vicher’s micro hardness.
Results and discussion
Results of X-ray diffraction
The crystalline orientations spectra of the deposited magnesium nitride films on the 304-type stainless steel substrates at a constant distance of 8 cm from the anode tip and with various number of focus shots are shown in Fig. 3.

XRD patterns of the films exposed to the different number of focus shots (15, 25 and 35) at the constant distance of 8 cm and at 0° angular position
Presence of Mg3N2 diffraction peaks in various crystalline orientations in XRD diagram of all the deposited samples indicates the successful formation of magnesium nitride thin films on stainless steel-304 substrates.
The different crystalline planes observed in the X-ray diffraction patterns of the samples are given in Table 1.
The results illustrate that the magnesium nitride crystalline films deposited on SS(304) substrates grow as they are treated with more focus shots.
As it is depicted in Fig. 3, the sample exposed to number of 15 focus deposition shots has substrate diffraction peaks along with the diffraction peaks of only Mg3N2 (440) and Mg3N2 (332) crystalline planes. Note that for the deposited samples with 25 and 35 focus shots, two extra diffraction peaks of Mg3N2 (321) and Mg3N2 (721) crystalline planes also observe in the XRD patterns. Presence of these new diffraction planes of Mg3N2 can be the result of the proper phase induction which appeared by the additional focus shots.
With reference to the standard database cards can be concluded that not only the relative positions of all magnesium nitride diffraction peaks, but also their relative intensities are consistent with Joint Committee for Powder Diffraction Standards (JCPDS) standard data for Mg3N2 powders (JCPDS card No: 00-088-0617).
Figure 3 demonstrates that as the number of focus shots increases from 15 to 25, the Mg3N2 diffraction peaks increase in intensity. For 35 focus shots, however, we observe a decrease in the above-mentioned quantity. The reduction of thin films diffraction peaks prepared with PF device when the number of focus shots exceeds the optimum shots can be caused by these two effects. The first effect is the thickness of the crystallite phase of magnesium nitride which grows with the number of focus shots. According to Sagar et al. [23], further increase in the number of focus shots (exceeds the optimum shots) may cause partial amorphization of the deposited crystallite film, therefore, reducing the degree of crystallinity of the Mg3N2 deposited film. The second effect can be attributed to the surface damage of deposited film which caused by collision of the further high-energy ions coming from subsequent shots with the deposited layer of Mg3N2 [24]. The results indicate that when the number of shots increases beyond 35 then the intensity of Mg3N2 diffraction peaks reduces. The intensity of diffraction peaks of magnesium nitride as a function of the number of focus shots is also depicted in a graph in Fig. 4.

Variations of the diffraction peaks relative intensities of Mg3N2 different crystalline planes as a function of focus shots at 8 cm axial position
Another observation from Fig. 3 is that the decrease of diffraction peaks intensity of substrate with increasing number of focus shots reveals a growth in the coating deposited on the substrate surface. A more detailed description of the processes is given in the next section.
Results of AFM analysis
Figure 5a–c presents the atomic force microscopy (AFM) images of the deposited magnesium nitride films on the 304-type stainless steel substrates fixed at the axial distance of 8 cm from the anode tip and exposed to different numbers of focus shots at 0° angular position with respect to the anode axis. All the images have been scanned in a range area of 4 × 4 µm.

AFM micrographs of the samples treated with a 15 shots, b 25 shots and c 35 shots at 0° angular position and at a constant distance of 8 cm from the anode tip
To estimate the range of diameter of particles, for each number of focus shots, we measured the grain size of the deposited thin films on the substrates using J Micro Vision Code which obtained from the 2D AFM images. With regard to the presented results in Table 2, we observe an increase in the size of the deposited particles when the number of focus shots is increased from 15 to 25 shots. This phenomenon is due to the increased strength of the annealing of deposited film with more focus shots. This is while with further increase in the number of focus shots to 35 shots, the Mg3N2 deposited particles decrease in size. This drop in size can be due to the fact that with 35 shots, the energy flux of the ions is so high that radiation damage reduces the size of the particles. Also, the variations of surface roughness for deposited films are plotted versus the number of shots and presented in Fig. 6.

Variations of the film surface roughness versus the number of focus shots for the samples deposited at 0° angular and 8 cm axial positions
The results show that, more roughness is obtained for the surface of the deposited films as the number of focus shots increases. It can be explained based on the collision of the more high-energy ions with the sample surface by the increasing the number of focus deposition shots which will result in formation a coarser deposited coating.
It is important to note that in plasma focus device the ions are radiated in a fountain-like structure, and their energy and flux vary with their angle relative to the anode axis [25]. Therefore, different area of the film surface is expected to have different roughness. Hence, for each number of shots, we measured the roughness of selected three random regions on the surface of the deposited layer and computed the average and root mean square (rms) values of the measurements.
Results of scanning electron microscopy and energy-dispersive X-ray
The SEM micrographs for all the samples placed at a distance of 8 cm above the anode and exposed to various numbers of 15, 25 and 35 focus shots are presented in Fig. 7a–c.

SEM micrographs of the samples treated with a 15 shots, b 25 shots and c 35 shots at 0° angular position and at a constant distance of 8 cm from the anode tip
As it can be seen from Fig. 7, with increasing the number of focus shots from 15 to 25, we evidence a crystalline growth in Mg3N2 thin films. Also, the surface morphology of the deposited films which predicted using the acquired images of scanning electron microscope (SEM) shows more homogeneous distribution of grains with the increasing number of focus deposition shots from 15 to 25 shots. This phenomenon can be due to the sufficient energy of ions in case of samples treated with 25 focus shots, which leads to the better covering of the film surface. In contrast, for the film deposited with 35 shots, excessive bombardment of the sample surface with high-energy ions causes greater radiation damage and reduction of the growth process on the surface of the film (with respect to the lower shots).
Rutherford backscattering spectroscopy (RBS) analysis is utilized to obtain the thickness of MgN films deposited on SS-304 substrates. The accuracy of RBS analysis system used in this work is 10 %. The thicknesses of the deposited samples that are calculated from the RBS analysis are presented in Table 3. As it is clear from Table 3, the thickness values of the films increase with increasing the number of shots from 15 to 25 and we observe a decrease in the above-mentioned quantity. The reduction of films thickness prepared with PF device when the number of focus shots exceeds the optimum shots can be due to the radiation damage. The XRD results also show a decrease in the intensity of diffraction peaks of MgN films with an increase in the number of shots from 25 to 35.
Figure 8a, b demonstrates the EDX spectra of the substrate and the deposited film with 25 focus shots, respectively. The EDX spectrum, as presented in Fig. 8b, shows the peaks corresponding to magnesium and elements present in the substrate. Figure 8b also shows a minor amount of copper which is evaporated from the surface of the electrodes during the final phase of the focus formation and deposited on the surface of the substrate.

EDX patterns of a stainless steel-304 substrate and b sample exposed to 25 focus shots
Results of hardness
A microhardness tester is employed to characterize the mechanical properties of the magnesium nitride films exposed to various number of focus shots. The variation of micro hardness (HV) of the deposited magnesium nitride films is presented in Fig. 9 as a function of imposed loads (gf) for the exposed samples with 15, 25 and 35 numbers of shots.

The variation of the micro hardness (HV) of the deposited magnesium nitride films as a function of imposed loads for three different numbers of shots
As illustrated in Fig. 9, the hardness values tend to increase as the number of focus shots increases from 15 to 25. But when the sample is exposed to a higher number of focus shots (35), the hardness of the film is decreased. These results can be explained with the XRD patterns presented in Fig. 3. As depicted in this figure, the degree of crystallinity of magnesium nitride films increases as the number of focus shots goes up from 15 to 25 and then decreases as the film is exposed to more focus shots. As the number of focus shots increases from 15 to 25, the energy density of ions rises, making the deposited films coarser and therefore increasing the hardness value. However, when the film surface is exposed to a greater number of shots (35), the radiation damage leads to a reduction of the hardness of the deposited film.
Conclusions
It is worthwhile to mention that magnesium nitride films, which have many technological applications, are the ones that are relatively less investigated by researchers. Hence, in the present work, for the first time, we succeeded using plasma focus device, magnesium nitride thin films on stainless steel-304 substrates to synthesize take it easy. For this purpose, the samples are placed at the constant distance of 8 cm from the top end of the anode and exposed to the different number of focus shots (15, 25 and then 35 shots) at the 0° angular position in line with anode.
X-Ray diffraction (XRD) method is used for crystallographic orientation analyses, when an atomic force microscope (AFM) and a scanning electron microscope (SEM) are employed for surface topography and morphology investigations.
The XRD results show the successful formation of crystalline phases of the Mg3N2 on 304-type stainless steel substrates for all the deposited films. Also, for the sample exposed to 25 focus deposition shots, the highest degree of crystallinity is observed. A two-stage variation pattern (increasing then decreasing) for the sizes of the grains distributed on the film surface by increasing the focus shots (from 15 to 25 and then 35) is depicted in AFM and SEM images. Moreover, the roughness of the deposited films constantly increases with the number of focus shots. The EDX spectra confirm the presence of magnesium element in the deposited films. Microhardness results also show that the hardness values of the deposited films depend on the number of focus shots in the same manner.
References
Constable, C.P., Yarwood, J., Münz, W.D.: Surf Coat Technol 155, 116–119 (1999)
Marco, J.F., Gancedo, J.R., Auger, M.A., Sanchez, O., Albella, J.M.: Surf Interface Anal 37, 1082–1086 (2005)
Veprek, S., Veprek-Heijman, M.J.G.: Surf Coat Technol 202, 5063–5066 (2008)
Kanamori, S.: Thin Solid Film 136, 195–198 (1986)
Hinode, K., Homma, Y., Horiuchi, M., Takhashi, T.: J Vac Sci Technol A 15, 2017–2020 (1997)
Wentorf Jr, R.H.: J Chem Phy 34, 809–812 (1961)
Robert H. Wentorf Jr (1993) R&D Innovator, Retrieved June 28, 2006
Popovic, N., Bogdanov, Z., Goncic, B., Strbac, S., Rakocevic, Z.: Appl Surf Sci 255, 4027–4031 (2009)
Hirvonen, J.K.: Mater Sci Rep 6, 215–218 (1991)
Petrov, I., Barna, P.B., Hultman, L., Greene, J.E.: J Vac Sci Technol A 21, S117–S119 (2003)
Mitterer, C., Mayrhofer, P.H., Kelesoglu, E., Wiedemann, R., Oettel, H.: Int J Mater Res 90, 602–606 (1999)
Chung, Y.W., Sproul, W.D.: MRS Bull 28(3), 164–167 (2003)
Veprek, S., Veprek-Heijman, M.J.G., Karvankova, P., Prochazka, J.: Thin Solid Film 476, 1–5 (2005)
Craciun, D., Craciun, V.: Appl Surf Sci 54, 75–80 (1992)
Lim, B.K., Park, H.S., See, A.K.H., Liu, E.Z., Wu, S.H.: J Vac Sci Technol B 20, 2219–2223 (2002)
Migita, T., Kamei, R., Tanaka, T., Kawabata, K.: Appl Surf Sci 362, 169–170 (2001)
Mather, J.W.: Phys Fluid 7, 5–11 (1964)
Lee, S., Tou, T.Y., Moo, S.P., et al.: Am J Phys 56, 62–65 (1988)
Lee, S., Tou, T.Y., Moo, S.P., Eissa, M.A., Gholap, A.V., Kwek, K.H., Mulyodrono, S., Smith, A., Suryadi, J., Usada, W., Zakaullah, M.: Am. J. Phys. 56, 62–66 (1988)
Hussain, T., Ahmad, R., Khan, I.A., Siddiqui, J., Khalid, N., Bhatti, A.S., Naseem, S.: Nucl Instrum Method Phys Res B 267, 768–772 (2009)
Soh, L.Y., Lee, P., Shuyan, X., Lee, S., Rawat, R.S.: IEEE Trans Plasma Sci 32, 448–453 (2004)
Rawat, R.S., Zhang, T., Thomas Gan, K.S., Lee, P., Ramanujam, R.R.: Appl Surf Sci 253, 1611–1614 (2006)
Sagar, R., Srivastava, M.P.: Phys. Lett. A 183, 209–213 (1993)
Etaati, G.R., Hosseinnejad, M.T., Ghoranneviss, M., Habibi, M., shirazi, M.: Nucl Instrum Method Phys Res 269, 1058–1062 (2011)
Bertalot, L., Herold, H., Jager, U., Mozer, A., Oppenlander, T., Sadowski, M., Schmidt, H.: Phys Lett A 79, 389–392 (1980)
Acknowledgments
This work is carried out with the support of the Plasma Physics Research Center, Science and Research Branch, Islamic Azad University which it is derived from a research project with title of: Investigation of morphology and structural properties of magnesium nitride thin films deposited by using a low energy plasma focus device.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
This article is published under license to BioMed Central Ltd.Open Access This article is distributed under the terms of the Creative Commons Attribution License which permits any use, distribution, and reproduction in any medium, provided the original author(s) and the source are credited.
About this article

Cite this article
Ramezani, A.H., Habibi, M. & Ghoranneviss, M. Deposition of magnesium nitride thin films on stainless steel-304 substrates by using a plasma focus device. J Theor Appl Phys 8, 175–182 (2014). https://doi.org/10.1007/s40094-014-0146-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40094-014-0146-4