Abstract
The increased worldwide demand for energy, particularly from petroleum-derived fuels has led to the search for a long-term solution of a reliable source of clean energy. Lignocellulosic biomasses appear to hold the key for a continuous supply of renewable fuels without compromising with the increasing energy needs. However, the major possible solutions to the current energy crisis include ethanol, bio-oils and synthesis gas (syngas) produced from lignocellulosic biomass. Recently, a great deal of research has been made in the fields of biomass conversion through biochemical, hydrothermal or thermochemical pathways to biofuels. However, a broad-spectrum assessment of the above pathways is rare in literature in terms of technology used, biofuel yields, potential challenges and possible outcomes. This review paper discusses different routes for biofuel production, particularly ethanol, bio-oil and syngas with the bio-oil upgrading techniques. This review highlights ethanol fermentation and available biomass pretreatment as the biochemical mode, not limiting to the pros and cons of the pretreatments. Supercritical water gasification (hydrothermal pathway) of biomass for syngas production followed by gas-to-liquid technologies (syngas fermentation and Fischer–Tropsch catalysis) has been discussed. In addition, thermochemical pathway dealing with biomass gasification for syngas and pyrolysis for bio-oils has been presented with compositional analysis of bio-oils and their upgrading technologies. The review focuses on various engineering limitations encountered during biomass conversion and bioprocessing with the potential solutions which do not restrict them to different biofuel production pathways.
Similar content being viewed by others


1 Introduction
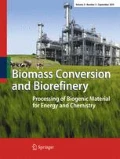
The present energy crisis is considered as a serious issue in terms of sustainability of human development and civilization. In the transportation sector, the number of vehicles on roads worldwide is projected to increase to 1.3 billion by 2030 and to over two billion by 2050 from 806 million vehicles in 2007 [1]. Although at the global scale, about 27 % of primary energy from fossil fuels is used for transportation, yet it is the fastest-growing sector and currently contributes to nearly 80 % of anthropogenic greenhouse gas (GHG) emissions [2]. Over 97 % of transportation fuels (e.g. petroleum, diesel, gasoline etc.) are derived from crude oil whose demands are sky rocketing, although the knowledge of their exhausting fossil resources is well-known. The consumption of petroleum and other liquid transportation fuels was 85.7 million barrels per day in 2008 and is expected for increase to 112.2 million barrels per day by 2035 [3]. Figure 1 shows the trend of some significant consumers of petroleum over the years (1980–2011). This ever-increasing demand for fossil fuels has led to the search for alternative energy supplies from renewable resources that can fulfill future energy requirements.

World petroleum consumption, 1980–2011 (data source, [4])
Low-molecular-weight alcohols such as methanol (CH3OH), ethanol (C2H5OH), propanol (C3H7OH) and butanol (C4H9OH) have great potentials to replace fossil fuels in the transportation sector. Alcohol fuels from renewable organic sources have the tendency to curb GHG emissions, reduce fuels cost, enhance overall energy efficiency and improve employment in agricultural sector. In the recent times, biomass-derived ethanol has emerged as a biofuel, generating a great deal of interest in its production pathways. During the last decades, bioethanol was produced from fermentation of variety of food-based materials including grains such as corn, potato mashes, fruit juices, beet and sugarcane. The ethanol production from corn became commercially viable in USA during 1980s. With an annual yield of 13 billion gallons of ethanol from corn, USA utilized 23 % of its corn harvest in 2009 for ethanol production which resulted in an economic crisis with the rise in corn prices for human and animal consumption [5]. China, being the world’s largest producer of rice and wheat and ranking second in corn production, derived 1.4 million metric tons of ethanol from grain-based feedstock in 2007 [6]. In India, where the demand for gasoline has grown at an average annual rate of 7 % during the last decade, molasses are used as feedstock for ethanol production. Every year, nearly 2.7 billion litres of ethanol is generated from molasses in India [7].
The use of such starch-based feedstocks for ethanol production is mostly surrounded by criticisms of “food versus fuel” associating with the risk of diverting crop farmlands for fuel production and thereby affecting the food supply on a global scale. On the other hand, lignocellulosic biomasses are considered as prospective resources for biofuels not only because they are available on a renewable basis but also they have no net increase in CO2 release into the atmosphere. Lignocellulose comprises about half of the plant matter produced by photosynthesis and is the most abundant renewable organic resource [8]. The utilization of waste biomass in the production of sustainable energy signifies bioenergy. Bioenergy or biomass energy refers to any source of renewable energy produced from nonfossil biological materials. In fact, bioenergy is a potential solution to the challenges faced by the world economy for energy security due to dependency on depleting fossil fuel resources. Bioenergy has the ability to decrease net emissions of carbon into the atmosphere per unit of energy delivered making it environmental friendly. In addition, biofuels have a tendency to offset GHG emissions and global warming. Although CO2 is released during combustion of biofuels, it also reutilized to grow new biomass which leads to no net CO2 accumulation in the atmosphere.
Ethanol is an oxygenated fuel containing 35 % O2 which reduces the emission of particulate matters and GHG emissions from combustion. As a fuel, it can be used directly (95 % ethanol and 5 % water) or as a gasoline blend. The nearly pure ethanol fuel demonstrates a clean burning characteristic feature along benefits of low vapor pressure and reduced emission into the atmosphere. Ethanol when blended with gasoline oxygenates, thus reducing the formation of CO and ozone. Bioethanol has a potential to replace 32 % of global gasoline consumption when used in E85 (85 % ethanol and 15 % gasoline) for a midsize passenger vehicle [9]. Ethanol–gasoline blended fuels (e.g. gasohol) are a blend of E10. The countries that have implemented ethanol–gasoline blending programs include USA (E10 and E85 for flexible fuel vehicles, FFV), Canada (E10 and E85 for FFV), Sweden (E5 and E85 for FFV), Brazil (E20 and E25 for FFV), China (E10), Australia (E10), Thailand (E10), Columbia (E10), Peru (E10), Paraguay (E7) and India (E5) [1].
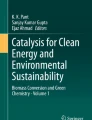
The current five major bioethanol-producing countries are USA, Brazil, China, Canada and France [4]. Figure 2 highlights these major bioethanol producers along with their production trend since 2007. At present, USA and Brazil produce over 90 % of world’s bioethanol. In 2008, Canada produced about 800 million litres of bioethanol representing a 400 % increase over its production in 2005 [10]. Canada has a potential to meet about 50 % of its gasoline demand from the lignocellulosic biomass accessibility, of which 12–28.5 % is contributed from the energy crop systems. In order to meet the energy demands, several countries including USA and European Union have implemented biofuel programs. USA has a goal of 30 % reduction in gasoline consumption with biofuels usage by 2030 [11], whereas the European Union has a mandate of having 10 % of transportation fuel coming from biofuels in 2020 [12]. It could be predicted that by 2020, the total international utilization of bioethanol as fuel will reach 10 million metric tons.

Major five world producers of bioethanol, 2007–2011 (data source, [4])
Biomasses from agriculture, forestry, municipal, industrial and urban residues are suitable raw material for biofuel production. The worldwide production of biomass from terrestrial plants is 170–200 × 109 tons, with an estimated 70 % made of plant cell walls [13]. However, only a small proportion of this biomass is used for biofuel production as the major share of plant part is used for sugar production, electricity generation and as compost in crop fields. Exploring the potential of these plant residues for biofuel production is essential to minimize the need for other energy sources and to promote their ecofriendly utilization. Substrates for ethanol production contain raw materials that can be transformed into sugars. These raw materials are classified as directly fermentable sugars, starch-based and lignocellulosic materials. Among these substrates, starch- and sugar-containing materials do not require extreme and costly pretreatments. There is an ease of hydrolysis, and the sugars in these feedstocks are relatively easy to extract, transform into glucose and ferment to produce ethanol. Today, the majority of ethanol is derived from starch- and sugar-based feedstocks to make large-scale ethanol production affordable. Ethanol cannot only be produced via bioconversion of biomass, but also through thermochemical and hydrothermal pathways. Synthesis gas or syngas is a product of hydrothermal and thermochemical conversion of biomass. This syngas can be directly used as a fuel or can be converted into liquid fuels such as ethanol and other alcohols and hydrocarbons via gas-to-liquid (GTL) routes.
Bio-oil is a synthetic fuel obtained from the pyrolysis of biomass. Bio-oils are complex mixture of oxygenated compounds namely alcohols, acids, aldehydes, esters, ketones and many other aromatic compounds [14]. Bio-oils have found wide range of applications as a sustainable fuel including use in boilers for power generation and in the synthesis of chemicals. The heating value (16–18 MJ/kg) of bio-oils makes it as a possible substitute to the petroleum-based fuels. Upon upgrading, these bio-oils can be used as transportation fuels. However, high oxygen and water contents in the crude bio-oil pose considerable challenges for their upgrading.
In this review, the technical aspects of selected different biomass conversion pathways namely biochemical, hydrothermal and thermochemical pathways to produce liquid fuels have been emphasized. Bioconversion processes such as ethanol fermentation and available biomass pretreatment have been discussed along with the benefits and drawbacks pertaining to the pretreatments. Supercritical water gasification process as hydrothermal conversion along with thermochemical gasification, pyrolysis and liquefaction has been presented. Although the GTL conversion of syngas to higher alcohols through Fischer–Tropsch (FT) catalysis is well-established, yet syngas fermentation to ethanol is new to the existing literature. In addition, the commercial worldwide status of bio-oil production from pyrolysis and gasification technologies has been presented. In general, this review aims to provide the different pathways to produce liquid fuels from lignocellulosic biomass along with the potential limitations and possible solutions during biomass and biofuel processing. To the best of the knowledge, rare literature is available on the comparative evaluation of biochemical, hydrothermal and thermochemical conversion pathways of biomass to liquid sustainable fuels.
2 Lignocellulosic biomass—composition and conversion
Lignocellulosic materials are economical resource that are abundantly available and have the capability to support the sustainable production of renewable fuels. Lignocellulosic biomass is usually categorized into agricultural and forage crops, dedicated energy crops, wood residues from soft- and hardwood and municipal paper waste. A kind of nonrenewable lignocellulosic feedstocks is also accessible which is referred as “disturbance wood and crops” that are typically the forest and crop resources damaged by insects, pests and disease.
Lignocellulose is a major component of plants that provides them structure and is usually present in roots, stalks and leaves. Plant cell walls are primarily made of cellulose (C6H10O5) n , hemicellulose (C5H8O4) m , lignin [C9H10O3(OCH3)0.9–1.7] x , pectin and glycosylated proteins. Pectins are cross-linked polysaccharides forming a hydrated gel that holds the cell wall components together. The primary functions of glycosylated proteins are plant growth and development, physical strength, water and solute conduction and defence against pathogens. Lignocellulose forms a complex crystalline structure held together by covalent bonding, intermolecular bridges and van der Waals forces that makes it insoluble in water and robust to attack by enzymes. On the dry matter basis, a typical lignocellulosic biomass has 30–60 % cellulose, 20–40 % hemicellulose and 15–25 % lignin [15]. About 90 % of dry matter in lignocellulosics comprise of cellulose, hemicelluloses and lignin, whereas the rest consists of extractives and ash. Extractives are regarded as nonstructural biomass components that are soluble in neutral organic solvents or water. Extractives comprise of structural biopolymers such as terpenoids, steroids, resin acids, fats, lipids, waxes and phenolic constituents in the form of stilbenes, flavanoids, lignans and tannins. The composition of cellulose, hemicellulose and lignin vary in different lignocellulosic feedstocks as shown in Table 1. The biomass is a heterogeneous mixture of both organic and mineral composites [17–20, 22]. The mineral matter in biomass includes both major elements (e.g. Na, Mg, K, Ca and Si) and minor elements (e.g. Al, Fe, Mn, P and S). These major and minor elements occur as less than 1 wt% in wood and shells, whereas in straws and husks they range up to 25 wt% [16]. Furthermore, the chemical composition of biomass is influenced by the plant’s genetic and environmental factors that vary considerably [15, 21].
Cellulose is a glucose polymer consisting of β (1 → 4) linked d-glucose subunits with an average molecular weight of around 100,000 that are synthesized at the plant cell membrane and aggregated by hydrogen bonding and van der Waals forces. Cellulose is a straight chain polymer derived from the dehydration of glucose (C6H12O6) molecules as shown in Fig. 3a. Cellobiose is the repeat unit of cellulose and its molecular weight is approximately 30,000. Cellulose contains both amorphous and crystalline regions alternating with each other in the form of microfibrils. Because of the fibrous nature and strong hydrogen bonding, cellulose is found to be insoluble in majority of the solvents [23].

Chemical structures of a cellulose, b hemicellulose, and c lignin
Hemicellulose is a mixture of polysaccharides composed of pentose and hexose sugars such as glucose, mannose, xylose and arabinose as well as sugar acids such as methylglucuronic and galaturonic acids. Hemicellulose has its molecular weight less than 30,000 and degree of polymerization near to 200. The chemical structure of hemicellulose is shown in Fig. 3b. Unlike cellulose that requires severe hydrolysis conditions for denaturation to simple glucose units due to its crystalline structure, hemicellulose is relatively easy for denaturation using acids, bases or enzymes. The monomeric sugar components such as d-glucose, d-mannose, d-galactose, d-xylose, l-arabinose, l-rhamnose, d-glucuronic acid, and d-galacturonic acid (e.g. carboxylic acid) obtained from hemicellulose can be subjected to bioconversion for ethanol and other useful byproducts.
Lignin is a phenyl propane polymer linked with ester bonds that acts as glue and tightly binds with cellulose and hemicellulose. The macromolecular polymeric structure of lignin is shown in Fig. 3c. Lignin consists of macromolecules that contain highly branched phenolic compounds. Some major structural components of lignin are p-coumaryl alcohol, coniferyl alcohol and sinapyl alcohol. The phenyl propane units in lignin are joined by C–O–C and C–C linkages. Lignin is also known to contain methoxyl, phenolic, hydroxyl and terminal aldehyde groups in the side chain with limited solubility in most solvents. The average molecular weight of lignin is in the order of 20,000. The polydispersity index (molecular weight (M w )/average molecular weight (M n )) or the ratio of weight average M w to M n of lignin is reported to be higher than that of cellulose [23]. Generally, softwoods have higher lignin content than hardwoods. In contrast, hardwoods have a greater amount of holocellulose (i.e. sum of cellulose and hemicellulose) and extractives than softwoods [24]. The presence of lignin in biomass makes it difficult to obtain holocellulose to produce fermentable sugars. During the degradation process, lignin can form furan compounds that could inhibit fermentation.
The production of biofuels from lignocellulosic feedstocks can be achieved through three different processing pathways. They are: (1) biochemical, where enzymes and microorganisms are used to convert the cellulosic and hemicellulosic sugars to alcohols; (2) hydrothermal, where supercritical water acts as a medium in the biomass conversion to fermentable sugars and H2-rich syngas; and (3) thermochemical, where pyrolysis and gasification technologies produce a synthesis gas (CO + H2) from which a wide range of long carbon chain biofuels such as synthetic gasoline and bio-oils can be reformed.
Figure 4 illustrates the pathways and subpathways for lignocellulosic biomass conversion to biofuels. It should be noted that gasification in case of hydrothermal pathway uses supercritical water (SCW) as a medium for biomass conversion, whereas in thermochemical gasification inert atmosphere by N2 or other inert gases act as the medium for conversion. The distinction between hydrothermal and thermochemical gasification is important as the reaction medium for gasification is a determining factor for syngas composition.

Pathways of bioethanol and bio-oil production using biochemical, hydrothermal, and thermochemical routes
Syngas is the major product of hydrothermal and thermochemical gasification of biomass, although minor amounts of tars and particulates (e.g. ash, soot or char) are obtained from both pathways. The temperature, pressure and catalyst have major impact on the syngas composition. Syngas contains mostly CO and H2 with varying amounts of CO2, CH4 and water vapor with traces of impurities such as NH3, H2S, HCl, COS and HCN [25]. Syngas obtained can be converted into ethanol through the available GTL technologies such as syngas fermentation and Fischer–Tropsch catalysis. Syngas fermentation can be classified as a hybrid pathway which involves a series of conversions, i.e. hydrothermal and thermochemical followed by biochemical processes.
3 Pretreatment technologies for lignocellulosic biomass
The bioconversion of lignocellulosic biomass requires: (1) delignification to liberate cellulose and hemicellulose from the complex with lignin, (2) depolymerization of the carbohydrate polymers to produce free sugars and (3) fermentation of mixed hexose and pentose sugars to ethanol. The initial step is separation of cellulose and hemicellulose from lignin followed by hydrolysis. The presence of five sugars (e.g. glucose, galactose, mannose, xylose and arabinose) found within cellulosic materials makes it relatively difficult for hydrolysis compared to starch which is associated with the single sugar (glucose). A suitable pretreatment of biomass is necessary to ensure good yields of sugars from the polysaccharides. Pretreatment disrupts the plant cell wall and improves enzymatic access to the polysaccharides as raw and untreated biomass is usually resistant to enzymatic degradation [26]. The pretreatment step usually represents nearly 20 % of the total production costs of the fuel [27].
Due to the nonfermentable nature of lignin, biomass is pretreated to separate cellulose, hemicellulose and lignin [26]. After biomass pretreatment (using acids and enzymes), the cellulose and hemicelluloses containing fermentable pentose and hexose sugars are recovered in the biomass hydrolysate which is fermented to ethanol [27, 28]. Lignin remains in the pretreated or hydrolyzed biomass as it is recalcitrant to acidic and enzymatic pretreatments [14]. However, this hydrolyzed biomass containing lignin can be pyrolyzed and/or gasified to produce bio-oils, chars and gases (see Fig. 4). A number of biomass pretreatment technologies are available today that are broadly described by various authors [19, 26–28]. However, in this review, a few of such pretreatments are discussed under the categories of physicochemical, chemical, hydrothermal and biological modes. In addition, Table 2 summarizes the widely used biomass pretreatment technologies along with their advantages and disadvantages.
3.1 Physicochemical pretreatment
The biomass is comminuted by chipping, grinding and milling to reduce their particle size. This not only increases the surface area of the biomass but also reduces the crystallinity of cellulose for better hydrolysis. Ammonia fibre explosion (AFEX) is a type of pretreatment in which lignocellulosic biomass is exposed to liquid NH3 at high temperature (60–200 °C) and pressure (1.4–4.8 MPa) for 10–60 min, with a swift reduction in pressure. With the reduction in pressure, NH3 evaporates explosively causing material breakdown and removal of lignin and hemicellulose without producing inhibitory degradation compounds [27]. AFEX can significantly improve the saccharification rates but is not efficient for biomass with high lignin content.
Ozonolysis is another physicochemical pretreatment that uses ozone to degrade lignocellulosic materials with effective removal of lignin without producing inhibitors for downstream processing [28]. The process is carried out at room temperature and requires considerable amount of ozone [19]. Some other physicochemical pretreatments include gamma rays [29], pulsed electrical field [1], electron beam [30], ultrasound [31] and microwave digestion [32].
3.2 Chemical pretreatment
Chemical pretreatments mostly involve the use of acids and bases in biomass hydrolysis [26]. Acid hydrolysis employs concentrated and diluted H2SO4 or HCl to treat the lignocellulosic biomass [19]. Dilute acid hydrolysis has replaced the concentrated acid hydrolysis due to the fact that concentrated acids are: (1) hazardous to handle and need reactors resistant to corrosion, (2) required to be recovered after digestion to make the process economically feasible and (3) less efficient in achieving high reaction rates than dilute acids. Despite its many advantages, dilute acid hydrolysis results in the formation of furfurals. Other undesirable components found in biomass hydrolysates that are inhibitory to fermentation include sugar degradation products (e.g. hydroxymethylfurfural or HMF and levulinic acid), hemicellulose degradation products (e.g. acetic acid, ferulic acid, glucuronic acid and p-coumaric acid) and lignin breakdown products (e.g. syringaldehyde and syringic acid). Irrespective of the pretreatment and hydrolysis method used, it is often difficult to eliminate the chances for generation of these inhibitory compounds.
Alkaline hydrolysis uses bases such as NH4OH and NaOH. However, this pretreatment is expensive and the recovery and recycling of bases from the system is often difficult [34, 35]. An advantage of using NH4OH is that the volatile nature of NH3 makes it effective in improving cellulose digestion. Alkaline hydrolysis of lignocellulosic biomass depends on its lignin content and overrules acid hydrolysis in degrading lesser sugars with easy recovery of caustic salts. It causes saponification of intermolecular ester bonds, cross-linking xylan hemicellulose and other components.
The organosolv process has the direct action of water and dissolved organic solvents such as ethanol, methanol and acetone usually in combination with an acid to solubilize the lignin and hydrolyze hemicellulose [36]. The process temperatures may vary from room temperature up to 180–200 °C depending on the nature of organic solvent [42]. The major drawback of this pretreatment is the production of furfurals that may inhibit subsequent processes and result in low recovery of pentose sugars. Furfural is a significant inhibitor of ethanol production from hemicellulose hydrolysate and even its low concentrations of 3–15 mM can adversely affect the ethanol production rates [33]. The production of inhibitors is found in both steam explosion and organosolv pretreatments. The final concentrations of inhibitors in steam explosion can be reduced by washing the exploded biomass with water [26]. This is quite difficult in case of organosolv process because of the presence of organic solvents (e.g. ethanol, methanol and acetone) in the hydrolysing medium [27]. There are additional costs involved in solvent draining, evaporation and condensation to separate the aqueous and organic phases. Moreover, ethanol acts as an inhibitor for the hydrolysis process as suggested by Chiaramonti et al. [27]. However, organosolv pretreatment is beneficial in higher cellulose digestibility and recovery of hemicelluloses present in soft- and hardwood from the water-soluble stream.
Recently, ionic liquids are gaining interest in biomass hydrolysis and being attractive alternatives to volatile and unstable organic solvents due to their high thermal stability and nearly absolute nonvolatility. Ionic liquids are organic salts that usually melt at temperatures less than 100 °C and are able to dissolve polar and nonpolar organic, inorganic and polymeric compounds. The ionic liquid, 1-ethyl-3-methylimidazolium acetate, has found application in solubilizing cellulose and reducing its crystallinity in switchgrass [43], and extracting lignin from wood [44]. The reconstituted cellulose after ionic liquid dissolution had lower degrees of crystallinity than native cellulose which resulted in better accessibility of the polysaccharide chains to cellulases.
3.3 Hydrothermal pretreatment
Steam explosion is a kind of hydrothermal pretreatment in which chipped biomass is treated with high-pressure saturated steam (160–260 °C) with a swift reduction in pressure. This causes the organic material to undergo an explosive decomposition including hemicellulose degradation and lignin transformation, thus enhancing cellulose hydrolysis. The disruption of the lignin–carbohydrate matrix generates certain compounds inhibitory to microorganisms in downstream processing. To overcome this, pretreated biomass is usually washed with water to remove the toxic materials along with water-soluble hemicellulose [39]. The addition of H2SO4, SO2 and CO2 to the system improves enzymatic hydrolysis with complete removal of hemicelluloses and decreased accumulation of inhibitory compounds. Autohydrolysis is a similar method in which steam-saturated water (150–230 °C) is used for plant cell wall denaturation to release hemicellulose and alter the lignin structure [45]. Upon heating the biomass, acids are released that hydrolyze the lignocellulosic material.
Boiling of lignocellulosic biomass in liquid hot water is a traditional hydrothermal pretreatment practice, commonly known as cooking of biomass. During this process, a phase of high pressure with hot water (200–230 °C) enhances elevated recovery rates for pentose sugars and generates a low amount of inhibitors [38]. About 40–60 % of the total biomass gets dissolved during boiling with a recovery rate of 4–22 % cellulose, 35–60 % lignin and 100 % hemicellulose [45]. The treatment lasts for about 15 min and maintaining a pH 4–7 minimizes the degradation of monosaccharide sugars [1]. A study by Biermann et al. [46] has shown to depolymerize about 60 % lignin during hydrothermal treatments of hardwood with degradation of about 20 % cellulose. Furthermore, Saska and Ozer [47] demonstrated the removal of 39.4 % lignin from sugarcane bagasse with less than 2 % cellulose degradation. As hemicelluloses are easy to hydrolyze due to their lower degree of polymerization than cellulose, various hydrothermal and enzymatic pretreatments have shown their recovery of about 80 % from corn stalks, 65 % from cottonwood poplar, 60 % from hardwoods and 55 % from bamboo grass [45].
Supercritical fluids are novel advancements in the available hydrothermal pretreatments. A compound above its critical temperature (T c ) and critical pressure (P c ) but below the pressure required to condense it into a solid is called supercritical fluid. Some commonly investigated supercritical fluids are CO2 (T c = 31 °C, P c = 7.38 MPa), water (T c = 374 °C, P c = 22.1 MPa) and propane (T c = 96.7 °C, P c = 4.25 MPa). With increased temperature, the density of liquid reduces due to thermal expansion, whereas with increased pressure, the gas gains density. The phase distinction between liquid and gas disappears when the densities are equal, further signifying the critical point. Supercritical fluids exhibit specific properties such as partition coefficients and solubility. A slight change in temperature or pressure close to their critical points can result in up to 100-fold changes in solubility offering better separation [37].
Water at a pressure and temperature higher than its critical point (i.e. 22.1 MPa and 374 °C) is known as supercritical water. With a pressure above P c and temperature below T c , a subcritical condition occurs and when the pressure drops below P c , subcritical steam is generated. SCW has gas-like viscosity and liquid-like density, providing better mass transfer and solvation properties. Near the critical point, the ionic product of water (K w ) increases considerably which makes it behave as a weak polar solvent to hydrolyze many compounds catalyzed by its ions (H+ and OH−) and dissolve organic substances that can provide a homogeneous phase for reactions. K w increases up to a maximum of 6.34 × 10−12 at 250 °C, resulting in a water pH of 5.5 at 220 °C [48]. Such conditions facilitate complete separation of hemicellulose from the lignocellulosic network and significantly enhance their enzymatic digestibility.
The above features make SCW behave as a catalyst in the decomposition of lignocellulosic biomass which are nonpolar in nature and are easily hydrolyzed by the catalyst. At supercritical conditions, biomass denatures to release cellulose which degrades to polysaccharides and oligosaccharides. The properties of SCW make it an ideal solvent for lignocellulosic materials, providing a reaction medium as well as the protons necessary for the hydrolysis reaction. In the first step of degradation, cellulose is hydrolyzed to polysaccharides which are subjected to fragmentation and dehydration forming oligosaccharides and finally monosaccharides. Hydrolysis of cellulose starts at temperatures above 230 °C resulting in glucose monomers, whereas hemicelluloses dissolve in hot water at temperatures around 100 °C to produce pentose monomers, chiefly xylose [49]. The monomer sugars produced from hemicellulose and cellulose can further degrade depending on pressure, temperature and residence time, forming either fragmentation or dehydration products that continue breaking down to produce organic acids such as formic acid, acetic acid, lactic acid, glycolic acid and/or pyruvic acid [50]. These organic acids are useful substrates for methane production in anaerobic fermentation but for the purpose of ethanol production these products are undesirable and the reaction should be stopped prior to fragmentation and dehydration of the monomers. In high-pressure systems, fragmentation products are predominant, whereas dehydration products are principal in low-pressure systems.
A comparative study on the decomposition of cellulose with supercritical (400 °C and 40 MPa) and subcritical water (280 °C and 40 MPa) revealed high yields of hydrolyzed products (i.e. oligosaccharides, glucose and fructose) in supercritical conditions, whereas the fragmented products (i.e. erthrose, methylglyoxal, glycolaldehyde and dihydroxy acetone) were higher in subcritical conditions [48]. In subcritical conditions, cellulose is found to produce higher amounts of dehydration products which act as inhibitors to fermentation. In a study by Ehara and Saka [48], a combined system of subcritical and supercritical water was found to increase the hydrolyzed products, thus decreasing the level and diversity of dehydrated products. From similar studies, the amount of dissolved hemicellulose sugars is known to increase as a function of increased temperature and duration of treatment [37]. Hydrolyzed hemicelluloses have a tendency to react with furfurals and other toxic byproducts.
Supercritical CO2 (SCCO2), being nonflammable, nontoxic with ambient critical temperature (31.1 °C) and moderate pressure (7.39 MPa) makes it a suitable biomass pretreatment methods [32]. Liquid-like densities and gas-like diffusivities with molecular size in par with water infers to combine CO2 explosion in the presence of water for extraction of fermentable sugars. Delignification of biomass can be enhanced by using mixed co-solvents such as water–ethanol, water–acetate in SCCO2 process at high temperatures (190 °C) and pressures (16 MPa) [51]. The penetration capabilities of SCCO2 into cellulosic structures of the biomass can be enhanced by increasing the temperature and then disruption of the structure can be achieved by the sudden reduction in the pressure [40].
Conversely, these hydrothermal pretreatments often result in the generation of inhibitory byproducts such as furfural, HMF and acetic acid. They have adverse effects on enzymatic hydrolysis and fermentation. Although the formation of inhibitors during pretreatment is undesirable, yet several post-treatment steps such as detoxification, neutralization and nutrient supplementation to the hydrolysate medium could curb the inhibitory effects as described by Lenihan et al. [52]. The detoxification is performed by adsorption of inhibitors on active carbon, e.g. charcoal. Neutralization is done by adding chemicals that neutralise the acidic inhibitors (e.g. acetic and carboxylic acid) to form salts that are removed by filtration. The hydrolysates containing inhibitors could also be supplemented with several essential nutrients to enhance microbial multiplication thus masking the effects of inhibitors. Furthermore, pretreatments at low pH have been found to produce lesser amount of inhibitors [27].
On the other hand, it is essential to employ enzymes and microorganisms that are resistant to the inhibitory compounds. This not only avoids the additional steps in eliminating the inhibitors, but also reduces the overall process cost. Most of the physicochemical and hydrothermal treatments result in a reduced yield of fermentable sugars due to their extreme treatment conditions [53]. Additionally, these pretreatments necessitate high energy, high pressure and corrosion-resistant reactors and generate acidic or alkaline waste residues that require certain pre-disposal procedures to ensure environmental safety which increases their overall operational costs. In contrast, biological pretreatment is a benign substitute that is accomplished by microorganisms for degrading lignin and hemicellulose, followed by the production of cellulases and other fermentative enzymes.
3.4 Biological pretreatment
Saccharification is the process of breaking down of a complex carbohydrate (e.g. starch or cellulose) into its monosaccharide components. During hydrolysis, cellulose is degraded by cellulase enzyme-reducing sugars that are fermented to ethanol by microorganisms. Compared to other pretreatments, the operational cost of enzymatic hydrolysis is low. In addition, the process involves mild reaction conditions (e.g. pH 4.8 and temperature of 45–50 °C) and does not have a corrosion problem with reactors [41].
The pretreatment of biomass removes the lignin, hydrolyzes the hemicellulose and decrystallizes the cellulose. As a result of the decrystallization of cellulose, cellulase enzymes have increased access to the cellulose fibres [54]. Furthermore, the pretreated cellulose is enzymatically hydrolyzed either by simultaneous saccharification and fermentation (SSF) or by separate hydrolysis and fermentation (SHF). In SSF, the cellulose enzyme and inoculum are added together in the medium, whereas in SHF the enzymatic hydrolysis is carried out separately from the alcoholic fermentation [18]. The SSF is similar to SHF except that both hydrolysis and fermentation are performed in the same reactor in SSF process. The accumulation of sugars within the reactor is lower as the presence of yeast together with the cellulolytic enzymes results in increased saccharification and ethanol yield [55].
In SHF process, hydrolysis can be performed at higher temperatures taking advantage of the enzyme’s stability at extreme temperatures to increase productivity and minimize bacterial contamination. Moreover, it is beneficial in terms of the ease of separation of the sugar syrups from the hydrophobic lignin which can further serve as solid fuel and yeast cells that can be recycled. On the other hand, in SHF, the accumulation of glucose which is derived from the hydrolysis of cellulose has a tendency to inhibit the endoglucanases, exoglucanases and β-glucosidase, thus affecting the ethanol yields. SSF is profitable in being a faster process and requiring lower amounts of enzyme because the end-product inhibition from the cellobiose and glucose formed during enzymatic hydrolysis is relieved by yeast fermentation [56]. However, the drawbacks of SSF are heat transfer, culture homogeneity and necessity of the enzyme and culture conditions to be compatible with respect to pH and temperature. Nevertheless, a suitable microbial culture (e.g. filamentous fungi and thermophilic bacteria) able to grow in high temperatures, low moisture and on solid substrates can be employed to overcome these drawbacks.
Microorganisms involved in ethanol production from lignocellulosic feedstocks include delignifiers (e.g. fungi) and cellulase producers (e.g. fungi, yeast and bacteria). Plant cell wall-degrading enzymes occur in cellulosomes that are found in anaerobic bacteria and fungi. In contrast, the aerobic microorganisms produce discrete enzymes secreted into their growth media as secondary metabolites [57]. The production and regulation of cellulases and hemicellulases in microorganisms has been extensively investigated. The widely used industrial cellulases are obtained from Trichoderma reesei and Saccharomyces spp. with optimal catalytic conditions at pH 4.5 and temperature 55 and 37 °C, respectively.
Cellulases comprise three types of hydrolytic enzymes: (1) endoglucanases which attack regions in cellulose fibre with low crystallinity creating free chain ends, (2) exoglucanases (i.e. cellobiohydrolases) which further degrade the molecule by removing cellobiose units from the free chain ends and (3) β-glucosidases which hydrolyze soluble cellobiose to produce glucose. Hemicellulases include glucuronidase, acetylesterase, xylanase, β-xylosidase, galactomannanase and glucomannanase. Hemicellulases aid in cellulose hydrolysis by exposing the cellulose fibres making them more accessible for saccharification. The application of hemicellulases depends on the pretreatment method. In case of dilute acid pretreatment, most of the hemicelluloses are removed before saccharification [57]. However, with non-acid pretreatment methods, the hemicellulose fraction remains intact requiring hemicellulases [34]. In order to reduce the overall operational costs, it is industrially desirable to hydrolyze and harvest hemicellulose before subjecting the recalcitrant biomass to severe pretreatments for cellulose recovery. In enzymatic hydrolysis, substrate inhibition may be a factor affecting saccharification. Unlike conditions of low substrate levels, where an increase in substrate concentration results in an increased yield and hydrolysis; high substrate concentration often cause substrate inhibition which substantially lowers the hydrolysis rate.
White rot fungi are the most effective basidiomycetes used for bioconversion of lignocellulogic biomass. Phanerochaete chrysosporium, a white rot fungus, produces lignin-degrading enzymes, such as lignin peroxidases and manganese-dependent peroxidises as a response to carbon or nitrogen limitation during their secondary metabolism [58]. The peroxidase enzyme can catalyze lignin biodegradation in presence of H2O2 [59]. The lignin-degrading enzymes have found many applications in the degradation of wood cell walls.
4 Bioconversion pathways
Much of the research for bioconversion of biomass have focused on two types of fermentation systems, namely submerged fermentation and solid-state fermentation. In submerged fermentation, microorganisms are cultivated in a liquid medium containing biomass and nutrients, whereas in solid-state fermentation both microbial growth and product formation occurs on solid biomass with optimal available water. Solid-state fermentation is advantageous over submerged fermentation in having higher ethanol yields with better product characteristics, low capital and operating costs, smaller fermenter size, higher enzymatic activity, improved process control and monitoring, reduced downstream processing, reduced stirring and lower sterilization costs [60]. Another major benefit of solid-state fermentation is that the transformed biomass after fermentation acts as a value-added product that can be used as biopulp, compost, biofertilizer, biopesticide and/or biopromoter [61]. This makes the biological treatment an ecofriendly technology for ethanol production. Solid-state fermentation has found wide industrial applications in the commercial production of food flavors, aromatic compounds, enzymes (e.g. alpha-amylase, fructosyl transferase, lipase and pectinases) and organic acids (e.g. lactic acid and citric acid) [60].
Microorganisms for ethanol fermentation can be assessed in terms of the process parameters, nutritional requirements, compatibility with existing products, type of fermentation and equipment. The chief fermentation parameters that govern microbial metabolism are temperature, pH, growth rate, specificity, productivity, yield, alcohol tolerance, osmotic tolerance, inhibitor tolerance and genetic stability [1, 56]. Diverse groups of microorganisms have been employed in the fermentation of lignocellulosic materials to bioethanol. An ideal microorganism for ethanol production should have: (1) ethanol yield of more than 90 % of theoretical estimation; (2) ethanol productivity of more than 1 g/L/h; (3) ethanol tolerance of more than 40 g/L; (4) robust metabolic characteristics with simple growth requirements preferably through inexpensive media formulation; (5) ability to grow in undiluted hydrolyzates; (6) growth conditions to retard contaminants; and (7) resistance to inhibitors, acidic pH and higher temperatures [56].
Performing the fermentation as a batch, fed-batch or continuous process depends on the microbial growth kinetics, the type of lignocellulosic hydrolysate and the economics associated with the operation [55, 56]. Batch fermentation is performed in a closed culture system with a stipulated amount of nutrient inoculated with the fermentative microbial culture. It is a multivessel method that has flexibility in operation but is characterized by low productivity, labour intensive and elaborate preparatory procedures [62]. In continuous fermentation, the substrate, culture medium and nutrients are pumped continuously into a bioreactor where the microorganisms are active. In addition, it has an ease of control and relatively less labour intensive; although contamination is considered a serious problem that needs the entire process interruption and clean-up [62]. Fed-batch reactors combine the advantages of both batch and continuous processes and have found extensive industrial applications. Through fed-batch fermentation, it is possible to regulate process parameters at specific levels through feedback control, maximized viable cell count, prolonged culture lifetime and increased productivity. Continuous fermentation often provides a higher productivity than batch fermentation but all the substrate is not consumed in the process. In contrast, fed-batch fermentation works at low substrate concentrations with an increasing ethanol concentration during the course of fermentation. However, irrespective of the fermentation type, the addition of buffers for pH control, antifoaming agents, supplement of vitamins, amino acids and antibiotics and aeration for aerobic fermentations are indispensable.
Fungi, principally many yeast species, are well-known for ethanol production. For bacterial strains to be more efficient than yeast in ethanol fermentation, the former should: (1) be capable of producing ethanol reliably in larger bioreactors, (2) greatly reduce needs for saccharification enzymes and (3) be able to ferment the media in bulk even though not fully aseptic. Some notable fungus belonging to genus Neurospora, Monilia, Paecilomyces, Fusarium, Sclerotium, Phanerochaete, Trichoderma, Aspergillus, Schizophyllum and Penicillium are reported to have the ability to ferment cellulose directly to ethanol [41]. The yeast Schizosachharomyces pombe has a characteristic feature of resisting a high osmotic pressure within the fermenter [63]. Saccharomyces cerevisiae is referred to as one of the model organisms in industrial biotechnology for exhibiting a high ethanol tolerance and producing ethanol at an elevated rate even in limiting oxygenation conditions. A major drawback in using S. cerevisiae for hemicellulose conversion is that it is unable to ferment xylose naturally. However, it can ferment xylulose and in the presence of xylose isomerase, xylose is converted to xylulose which is then fermented to ethanol. Attempts have been made to improve sugar uptake by S. cerevisiae for enhancing its ethanol production from lignocellulosics. In an investigation by Katahira et al. [64], a Pichia stipitis gene encoding a sugar transporter, SUT1 was expressed in S. cerevisiae strain that expresses xylose reductase, xylosedehydrogenase and xylulokinase. The yield of ethanol during xylose and glucose co-fermentation by the Sut1-expressing yeast strain was 0.44 g/g consumed sugar, whereas the parental strain produced only 0.39 g/g consumed sugar.
Yeasts such as P. stipitis, Pachysolen tannophilus and Candida shehatae can convert xylose to xylulose through sequential reduction reactions. The oxidation steps and the phosphorylation of xylulose allow entry of the sugar phosphate into the pentose-phosphate pathway [65]. P. stipitis, C. shehatae and C. parapsilosis can metabolize xylose through the action of xylose reductase to convert xylose to xylitol and through the action of xylitol dehydrogenase, xylitol is converted to xylulose. This has made it possible for the recombinant S. cerevisiae to perform ethanol fermentation from xylose by carrying the gene for heterologous xylose reductase and xylitol dehydrogenase from P. stipitis and xylulokinase from the wild-type S. cerevisiae [66].
Over the last five decades, aerobic fungus T. reesei has gained attention in yielding cellulases for ethanol biorefineries. T. reesei secretes three types of extracellular cellulolytic enzymes including five endoglucanases, two cellobiohydrolases and two β-glucosidases. Cellobiohydrolases are of special interest as they tend to constitute 60–80 % of natural cellulase systems. T. reesei is also known for its xylanolytic activities to degrade hemicellulose by secreting two endo-β-xylanases- xylanase I and xylanase II. Besides T. reesei, Aspergillus oryzae is an efficient xylan-degrading fungi for its ability of β-xylosidase production.
A few bacteria and actinomycetes that have been explored for cellulase production include Clostridium, Cellulomonas, Bacillus, Ruminococcus, Bacteriodes, Erwinia, Acetovibrio, Microbispora and Streptomyces [67]. Thermomonospora fusca is an aerobic filamentous bacteria having the ability to produce β-1,4-endoglucanases, endo-cellulase, exo-cellulase and xylanases. Ruminococcus albus is an anaerobic cellulolytic rumen bacterium that produces highly active cellulolytic enzymes and in which β-glucosidase catalyzes the hydrolysis of cellobiose and cello-oligosaccharides during the final degradation of cellulosic materials [19]. The potential bacteria for industrial ethanol production are Zymononas mobilis, Zymobacter palmae, Escherichia coli, Erwinia chrysanthemi and Klebsiella oxytoca [68]. Z. mobilis produces ethanol up to 97 % of the theoretical yield [63], but has narrow substrate specificity for glucose, fructose and sucrose. The bacterium is found to produce undesirable compounds such as sorbitol which reduces the efficiency of bioconversion [69]. However, the recombinant Z. mobilis has the benefits of requiring minimal nutrients and grows at low pH and high temperatures [1].
Fungi are able to degrade cellulose, hemicelluloses and lignin through a series of enzymatic reactions involving hydrolytic and oxidative enzymes such as cellulases, hemicellulases and ligninases, whereas actinomycetes (i.e. Streptomyces spp.) are able to degrade lignocellulose found in soil and compost as plant debris via the same enzyme series. In addition, certain bacteria and yeast are found helpful in reducing the levels of furfural in the medium by partially transforming it to furfuryl alcohol and/or furoic acid [70]. Furfural reductase, an enzyme significant in the detoxification of furfural during ethanol production, has been successfully purified and characterized from E. coli strain LYO1 by Gutierrez et al. [69]. Thermophilic anaerobic bacteria are advantageous over the conventional yeasts in ethanol production for their capability to withstand extreme temperatures and utilizing a variety of inexpensive feedstock but their low ethanol tolerance (<2 %, v/v) is a major impediment in fermentation [71]. Some thermophilic anaerobic bacteria have been examined for their ethanol productivity including Clostridium thermohydrosulfuricum [72], Clostridium thermosaccharolyticum [73], Thermoanaerobacter brockii [74], Thermoanaerobacter mathranii [75], Thermoanaerobacter ethanolicus and Thermoanaerobacter thermohydrosulfuricus [76].
Biofuel yields from lignocellulosics vary significantly among feedstocks. Some studies have shown that bioconversion is dependent upon the chemical nature of the feedstock and that the easiest bioconversions are achieved with herbaceous residues. Compared to woody biomass, agricultural residues have a higher surface area and small pore size which reduces their susceptibility to enzymatic hydrolysis [77]. In contrast to softwood residues, hardwood biomass has more cellulose and less hemicellulose which produce more glucose and xylose for easier bioconversion [78]. In addition, the hemicellulose of hardwood contains more xylose which is difficult to hydrolyse than other pentose sugars.
The use of recombinant microorganisms in ethanol biorefineries to improve product yield is gaining attention. Recombinant strains rely on plasmids for gene expression which is often lost from cultures growing in nonselective media [56]. Therefore, a vigorous microbial physiology for the propagation of robust strains with stable gene expressions should be maintained for high ethanol productivity. There is a growing interest in understanding and exploiting the industrial importance of yeasts in displaying various enzymes for digesting the waste biomass. Yeast cell-surface engineering is one of the emerging new strategies for making the yeast express several bioprocessing enzymes on its cell surface in a larger density even in inexpensive media [63]. Yeast cell surfaces bear many glucoamylase-extractable proteins, such as agglutinin and flocculin having glucosylphosphotidylinosital anchors that play a vital role in the expression of cell surface proteins [79].
5 Hydrothermal conversion pathways
5.1 Supercritical water gasification
As discussed earlier in the hydrothermal pretreatments, water above its critical temperature (374 °C) and pressure (22.1 MPa) is called as supercritical water. The thermophysical properties of SCW make it suitable for oxidation of waste streams. The nonpolar characteristic of SCW enhances its ability to dissolve nonpolar compounds forming a homogeneous phase suitable for the processing of organic wastes [80]. Water acts as a reactant and also as a medium to convert biomass into gaseous fuels. The unique solvating and transport properties of SCW make it attractive for various hydrothermal conversion of waste biomass such as gasification.
Biomass when subjected to pyrolysis at ambient pressure results in hydrocarbon-rich syngas, some refractory tar components and biochars [81]. However, the biochar formation can be avoided by using SCW for the gasification of biomass. The breakthrough works on conversion of wet biomass into hydrocarbon-rich gas in the presence of catalysts at high temperatures (400–450 °C) and pressures (≤35 MPa) drives to consider lignocellulosic biomass as a potential feedstock for alternative fuels. The major issues of conventional gasification such as biochar formation and requirement of low moisture content biomass are ruled out with this supercritical water gasification (SCWG) technology. Hence, this technology has been found to be promising for the production of H2 from biomass over last few years.
During gasification, cellulose and hemicellulose break into simple sugars such as glucose and fructose [82], whereas lignin converts to phenolics [83]. These intermediates further convert to gases in SCW medium. The knowledge of behaviour of biomass constituents and their reaction mechanisms are essential for the effective production of fuel products. The pathways for the intermediates and their degradation help in designing suitable reactor with optimum operating conditions for maximum H2 production. Glucose is a model compound to understand the gasification of the biomass constituents, especially holocellulose. Glucose, on gasification, results in H2 and CO as major components along with CH4, CO2 and little amounts of biochar. The knowledge on the gasification of model compounds such as catechol and guaiacol helps to understand the SCWG of lignin. The gasification products of lignin mainly comprise of H2, CH4 and CO2 with small amount of CO. The feed concentration, temperature and pressure influence the product gas compositions to a greater extent. Glycerol serves as a substitute model compound in the cases where glucose undergoes dehydration to form ring structure compounds such as HMFs which usually occurs below the critical temperature of water. Depending on the operating temperature, the gasification process can be classified as low-temperature gasification (300–500 °C) and high-temperature gasification (500–800 °C).
Low-temperature gasification of biomass leads to low concentrations of H2 in the gaseous products. Along with the gaseous product, oil-based liquids are also formed. The liquid contains a wide range of products such as acids, phenols, aldehydes and furfurals. Ions (H+ and OH−) from SCW ionization at high density are favoured that further supports the cleavage of ring compounds to form simple molecules. Polar and ionic reaction pathways are dominant for gasification of biomass at low temperatures in SCW [80]. In contrast to the ionic reaction pathways, free radical mechanisms dominate in high temperature SCWG of biomass [84]. The concentration of free radical depends on the gasification temperature and the reactants. The low density at high temperatures makes the free radical mechanisms as major pathways for the conversion of organic compounds in SCW.
Hydrogenation is a key step for the chain termination of free radical mechanisms to breakdown polymeric molecules into lighter components. Water at a very high temperature and pressure has weak hydrogen bonding (inter- and intramolecular) properties, which makes it a good source of H2. Gasification of glucose below 600 °C results in H2, CO, CO2, CH4 and low concentrations of other gaseous products [85]. At temperatures above 600 °C, H2 and CO2 are the major products. Water–gas shift (WGS) reaction is another route to increase H2 production during the gasification of biomass at high temperatures. WGS reaction is weakly exothermic and becomes prominent at high temperatures in the SCWG. The concentration of CO decreases significantly while that of H2 and CO2 increases. The concentration of glucose has a significant impact on syngas production. With higher concentrations of glucose, the levels of H2 and CO2 decrease, while the levels of CO, CH4 and C2H6 increase.
Lignin in the biomass primarily dissociates into phenolics in SCW with the help of H+ and OH− ions; subsequently, these phenols decompose to gases. Lignin initially decomposes via hydrolysis and dealkylation forming phenols, formaldehyde and low molecular weight compounds with reactive functional groups. These reactive functional group compounds with formaldehyde undergo cross-linking to form higher molecular weight components. Gasification of lignin results in four phases, especially oil, aqueous, gas and solid phase [83]. The ether linkage components of lignin which are dissolved in SCW form oils. The components such as guaiacols, syringols undergo hydrolysis and dealkylation to produce water-soluble methanol and catechols. Dealkylation of the components form gases and hydrocarbons along with aqueous compounds such as acids, alcohols and aldehydes. Repolymerization of degraded components is favoured at high temperatures to form phenolic char. Phenolic char is formed on the reaction of the degradation products of lignin (e.g. phenolics) with aldehydes. The nondissolved components of lignin lead to formation of gas, hydrocarbons, phenolic mixtures and water-soluble compounds. The aqueous phase phenolics are hydrolyzed and dealkylated to form phenolic oils, gases and other soluble compounds.
The addition of phenol to the lignin for SCWG enhances the degradation of lignin and significantly inhibits the repolymerization of the reactive components [83]. All the higher and substituted phenols (e.g. cresols, guaiacols and catechols) deforms to stable phenolic compounds. CO2 and CH4 are the major products of lignin gasification at high temperatures in SCW. The gasification of lignin near critical temperature results in maximum production of CO2. However, H2 production can be enhanced with the increase in temperature (600–700 °C), while reducing the concentration of CO. Increase in the lignin concentration for SCWG decreases H2 and CO, while substantially increasing CH4 concentrations.
Studies on both catalytic and noncatalytic routes for SCWG of biomass and its constituents such as cellulose, hemicellulose and lignin have been reported in literature [80, 82, 86]. The different operating conditions and product yields for catalytic and noncatalytic SCWG have been presented in Table 3. The noncatalytic studies on SCWG of biomass infer that the product gas results in higher amounts of CO which can be subsequently upgraded to H2 and CO2 via WGS reaction. Higher conversions can be obtained by heterogeneous catalysis of SCW at low temperatures while similar conversions can be attained at the expense of high temperature and pressures without catalyst. The gasification products of biomass are CO, H2, CO2 and CH4. The syngas obtained from the SCWG can be further processed to produce either H2-rich gas product (via WGS reaction) or other liquid fuels (via syngas fermentation or FT catalysis). The production of ethanol from the gasification products of biomass can be done by two routes: (1) syngas fermentation (biosynthesis route) and (2) FT catalysis (thermochemical route).
5.1.1 Noncatalytic SCW gasification
The lignocellulosic biopolymers (e.g. cellulose, hemicellulose and lignin) can be hydrolyzed to sugars and phenolics. Subsequently, these intermediates undergo gasification to produce gaseous products (e.g. CO, H2, CO2 and CH4). The basic reactions that occur during noncatalytic and catalytic SCWG can be summarized as:
Resende et al. [91] reported that CH4 and CO2 are produced in higher quantities compared to that of H2 and CO by SCWG of lignin in quartz reactors. In addition, the gas yields from cellulose and lignin have been compared in the same study at the same operating conditions. The gas product from cellulose had high H2 compared to that of lignin products. The yield of H2 (1.8 mmol/g) was found to be high for cellulose compared to that of lignin (0.7 mmol/g). Susanti et al. [84] studied the effects of temperature, feed concentration and reactions times on SCWG of glucose in updraft gasification equipment and found that the maximum H2 yield (10–11.5 mol/mol of glucose) was obtained at the lowest investigated concentration (1.8 wt%) in 60 s.
5.1.2 Catalytic SCW gasification
Research on the catalytic SCWG of biomass for H2 production has been extensively growing over the last few decades. To understand SCWG of biomass, the model compounds (e.g. cellulose, glucose and lignin) have been studied and these insights can be extended to the real biomass. For the catalytic SCWG, various parameters have been widely examined which include type of reactors, catalysts, activity, selectivity, reaction pathways, stability, operating conditions, feed concentration and feed constituents [80, 86, 92]. The design of reactors, corrosion and salt precipitation problems of SCWG have been technically reviewed by Bermejo and Cocero [93]. To screen the catalysts for the production of H2 from biomass, the following needs are to be considered: (1) high catalytic activity for C–C bond cleavage (breaking down of sugar monomers), (2) high activity for WGS reaction, (3) stability and durability of the catalyst/support at the operating conditions and (4) low activity for C–O cleavage (to reduce the formation of hydrocarbons).
The catalysts which are usually employed in SCWG are activated carbon, transition metals with or without supports [e.g. Ni, Ru, Pt, Pd, Ru/C, Ni/silica-alumina, Pt/γ-Al2O3, Ru/Al2O3, Ni/MgO, Ni/α-Al2O3, Ni/carbon nanotubes (CNT), Ru/CNT and Ru/TiO2] and oxides (e.g. ZrO2, CeO2 and RuO2). The catalysts such as Ni and Ru are found to have high catalytic activity for the SCWG of biomass [80, 86]. The catalytic stability and lifetime of Ni catalysts can be increased when they are doped with other metals such as Ru, Cu and Ag [92]. Addition of Ru to Ni/γ-Al2O3 improved the catalytic activity and stability for SCWG of glucose along with an increase in the H2 yield (50 mol/kg of glucose) [94]. A better performance of Ni/CeO2-γ-Al2O3 has been reported over Ni/γ-Al2O3 for SCWG of glucose in an autoclave reactor. H2 selectivity and yield are reported to be higher for Ni/CeO2-γ-Al2O3 since Ce showed inhibition to coke forming [95]. Azadi et al. [96] investigated the activity and selectivity for H2 and addition of promoters (e.g. K, Na, Cs and Sn) to Ni catalyst for SCWG of glucose with different supports. They reported that Ni/α-Al2O3 with the addition of alkali promoters (e.g. K and Na) improved the H2 selectivity and carbon conversion. Different catalysts such as Ni/α-Al2O3, Ni/hydrotalcite, Raney Ni, Ru/C and Ru/γ-Al2O3 have been tested for SCWG of biomass model compounds (e.g. glucose, cellulose, fructose, xylan, lignin, bark and pulp); however, it was found that Ni-based catalysts show high activity and H2 selectivity compared to the other catalysts [97].
Stability of supports for Ru (e.g. Ru/TiO2, Ru/γ-Al2O3 and Ru/C) has been tested for SCWG of lignin. The results show that Ru/TiO2 has high gasification efficiency and stability compared to the other two Ru-supported catalysts [98]. Ru-trivalent salts have also been used for lignin gasification in SCW [99]. Ni/MgO catalyst has also been found to be a promising catalyst for SCWG of lignin [100]. SCWG of biomass in the presence of transition metals (Pt and Pd), homogenous base oxide catalysts (e.g. KOH, NaOH and CaO) and heterogeneous oxide catalysts (e.g. ZrO2, CeO2 and RuO2) have been studied [80, 86]. Madenoglu et al. [101] investigated SCWG for different biomass with high lignin content in presence of two catalysts (i.e. K2CO3 and Trona) and observed that both catalysts are effective to produce high H2/CH4-rich gaseous products. Bimetallic catalysts are capable for effective gasification of biomass with high catalytic activity, stability and selectivity [102]. The knowledge about the catalyst structure, synthesis to its activity helps in designing novel catalysts for SCWG. Furthermore, the addition of alkalis to Ru/α-Al2O3 has been found to enhance both H2 and CH4 selectivity (14.7 and 12.8 mol/kg of glucose, respectively) for SCWG of glucose [103].
Another technology to produce H2 from biomass is application of solar energy for SCWG. The energy required for SCWG can be harvested from solar energy instead of fuel and thereby reducing its high energy requirements. The investigations by Lu et al. [104] on SCWG of biomass with solar energy showed promising results to produce H2 from the decomposition of water and biomass with higher efficiencies. Further details about the technology have been presented in the recent review by Nzihou et al. [105]. The effect of a catalyst, its activity, selectivity and stability are the major concerns of catalytic gasification of biomass in SCW.
5.2 Syngas fermentation
The raw syngas obtained from gasification of the biomass can be directly used to produce ethanol by syngas fermentation. Fermentation of syngas for ethanol production requires acetogens which are capable of producing ethanol (solventogenic phase) over acetic acid (acidogenic phase). An appropriate pH is essential during the fermentation to enhance the mass transfer of gaseous substrates and remove inhibitory substances from the medium. Acetogenic bacteria are able to generate acetate as a product of anaerobic respiration through acetogenesis. Acetogens are anaerobic in nature and mostly use CO2 as carbon source and H2 as energy source. A few mesophillic bacteria such as Acetobacterium woodii, Clostridium carboxidivorans, Peptostreptococcus spp., Clostridium aceticum, Clostridium ljungdahlii, Clostridium carboxydivorans, Clostridium ragsdalei and Clostridium autoethanogenum have been found useful in fermenting syngas to liquid fuels more effectively than the conventional catalytic process [106–108]. Majority of studies on syngas fermentation to ethanol have been performed using Clostridium spp., especially C. ljungdahlii [109].
Table 4 presents a few bacteria that have been used for syngas fermentation to produce liquid fuels, mainly ethanol. Cotter et al. [113] have investigated the process parameters on autotrophic bacteria C. ljungdahlii and C. autoethanogenum and reported their abilities to produce significant amounts of ethanol (2.2–4.7 mM) and acetic acid (35–37 mM) from the biomass gasification products (e.g. H2, CO and CO2). The microorganisms (acetogens) which are used for syngas fermentation use acetyl–CoA pathway to produce liquid products such as ethanol, acetic acid, butanol and butyrate [122]. Acetic acid concentrations are high during the growth phase of the bacteria, whereas high ethanol concentrations are attained during the nongrowth phase (solventogenic phase) [123]. Acetogens converts the gaseous products of biomass gasification in the presence of various enzymes (reduction reactions) to an intermediate product such as acetyl CoA. Acetyl CoA with the help of phospotransacetylase and acetate kinase transforms to acetic acid, while ethanol can be produced by aldehyde dehydrogenase and alcohol dehydrogenase enzymes. The reactions involving the synthesis of ethanol and acetic acid from syngas fermentation are as follows:
The enzymes hydrogenase and CO dehydrogenase are essential for syngas fermentation [108]. The electrons required for reduction reactions are primarily supplied by CO followed by H2 which implies that the composition of syngas has significant impact on the ethanol production. The mechanisms for production of acetic acid and ethanol from syngas fermentation can be found elsewhere [106, 109, 124].
The metabolic activity of microorganisms can be enhanced by adding necessary supplements such as nutrients, reducing agents and other medium components. The solventogenic phase is influenced by a nutrient limited medium, pH, H2 composition, addition of reducing agents and presence of trace metals in the medium [115]. Recent studies have shown that corn seed extract [125] and corn steep liquor [119] can be used for ethanol production via syngas fermentation. The optimum pH for ethanol production is around four to six depending on the bacteria used for fermentation. The solventogenic phase is found to be prominent at a pH 4–4.5 for C. ljungdahlii with maximum ethanol production of 48 g/L [126]. The acetic acid generated in the growth phase decreases the acidity of the medium, thereby favouring ethanol production. Temperature is another optimal parameter which needs to be considered for metabolic activity of the microorganisms to maximize ethanol yields. The optimum temperature for syngas fermentation has been reported to be around 37–40 °C for mesophilic bacteria to produce ethanol [109].
Another significant criterion for effective fermentation of syngas is the mass transfer of gaseous substrates into liquid phase. Bredwell et al. [127] have discussed various reactor configurations for better mass transfer of the gaseous substrates (i.e. syngas) into the liquid medium. Different reactor configurations for syngas fermentation have been implemented to enhance the mass transfer of gaseous substrate in the liquid phase [124]. Most of the investigations of syngas fermentation have been carried out in continuous stirred tank reactors (CSTR). Mohammadi et al. [117] conducted fermentation in CSTR and reported a maximum of 6.5 g/L of ethanol production from syngas (55 % CO, 20 % H2, 10 % CO2 and 15 % Ar). Munasinghe and Khanal [128] reported that CO mass transfer can be enhanced by using composite hollow fibre membrane reactor. Immobilized hollow fibre membrane reactors are also promising for effective mass transfer rates of gaseous substrates during syngas fermentation [129, 130].
The effects of impurities present in gas feeds on syngas fermentation have been thoroughly discussed [131, 132]. Nitrogen oxide has been reported to be a potential inhibitor for hydrogenase enzyme in ethanol production from syngas [133]. In addition to NO, NH3 has also been found to inhibit the acetogenic process [134]. Xu and Lewis [131] investigated the effect of NH3 on the activity of hydogenase enzyme which is crucial for ethanol production. Nickel has been found to promote activities of CO dehydrogenase and acetyl CoA synthase which are important in the production of ethanol [122]. A recent study on the effect of trace metals on syngas fermentation for liquid fuels (ethanol) in the presence of C. ragsdalei revealed that Cu2+ inhibits the ethanol production, while Ni2+ and Zn2+ enhance it [135]. Moreover, addition of reducing agent (e.g. methyl viologen) improved the ethanol production by C. ragsdalei during the fermentation of syngas [136].
5.3 Fischer–Tropsch catalysis
Conversion of gaseous products (mostly syngas) into liquid fuels by using catalysts is known as FT catalysis. The biomass gasification products after purification are required to be adjusted for their H2/CO ratio (∼1–4) which is usually done via WGS reaction. The syngas with specified ratio in presence of various catalysts (e.g. Fe, Cu, Co, Rh, Ru and Ni) produces liquid fuels [137]. Depending on the catalysts, the syngas products undergo various reactions to form ethanol, higher alcohols and hydrocarbons. The chemical reactions involved in the process are as follows:
Noble metal-based catalysts (e.g. Rh, Ru and Re) show higher activity and selectivity for ethanol, whereas non-noble metal-based catalysts (e.g. Zn, Mo, Fe, Mn, Co and Cr) produce a mixture of alcohols [138]. Different mechanisms have been proposed for ethanol and higher alcohols production from syngas [139–141]. Rh-based catalysts have been investigated extensively for ethanol production because of their high selectivity towards ethanol. Rh/CNT is found to improve the catalytic activity for producing ethanol [142]. CO hydrogenation and selectivity is high for Rh/CNT compared to other carbon supports [143]. Haider et al. [144] have studied the performance of the catalysts Rh/SiO2 and Rh/TiO2 by adding Fe to synthesize ethanol from syngas. Mei et al. [145] conducted both theoretical and experimental studies over Rh/SiO2 with different promoters for CO hydrogenation to produce ethanol. Rh promoted with Mn and Li on the supports SiO2, TiO2 and SiO2-TiO2 showed selectivity for ethanol and C2+ oxygenates [146]. Rh-Mn supported on molecular sieves was able to convert syngas to ethanol with selectivity near to 13 % [147]. The addition of alkali metals improved the selectivity for alcohols over to the hydrocarbons for CO hydrogenation [148, 149]. Cu/Co/Cr catalysts modified with Zn, Mn, Li, Na, K, Rb and Cs have been investigated for CO hydrogenation to synthesize higher alcohols [148]. These studies suggest that ethanol productivity and selectivity depend on temperature and the catalyst composition.
Gong et al. [150] proposed a new route for ethanol production with Cu/SiO2 where CO gets coupled with methanol to form dimethyl oxalate followed by hydrogenation. The performance of the Cu-based catalysts with different Cu loadings has been evaluated for maximum ethanol production, although 20 % Cu/SiO2 demonstrated a maximum selectivity (83 %) for ethanol. Another new method has been proposed for ethanol synthesis by using dimethyl ether (DME) and syngas [151]. DME undergoes carbonylation to form methyl acetate which is further hydrogenated to form ethanol and methanol. Liu et al. [152] presented the catalysts that can be applied for this process along with the reaction conditions.
DME can be synthesized from syngas via methanol synthesis followed by dehydration [153]. CO and CO2 combine with H2 to form methanol, which undergoes dehydration to DME. WGS reaction is also involved in DME synthesis [154]. The synthesis of methanol from syngas has been found to be effective in the presence of metal catalyst while the acid catalyst activates dehydration of methanol [155]. The effects of various catalysts [(hybrid/bifunctional: CuO-ZnO-Al2O3/γ-Al2O3, CuO-ZnO-Al2O3/NAHZSM-5, Cu-ZnO-Al2O3/(ferrierite or ZSM-5, NaY, HY)] on the direct synthesis of DME from syngas have been discussed in literature [153–157].
Ethanol and methanol are produced in considerable amounts (30 and 40 %, respectively) along with other alcohols when Cu-Co supported on a composite MWCNT/silica [158]. Higher alcohols along with ethanol can be produced by using Rh as a promoter on Mo-K/MWCNT with significant selectivities of 25 and 16 % [159]. Ethanol was found to be a major product for Cu-promoted Fe/MnO2 in a slurry reactor over 260–300 °C [160]. About 60 % ethanol of total oxygenates has been produced from CO hydrogenation with Cu addition to Fe-K/activated carbon [161]. Rh-La/V/SiO2 showed a maximum selectivity (52 %) for ethanol with 8 % CO conversion [162]. The selectivity and productivity of alcohols (ethanol) is higher compared to that of hydrocarbons with MoS2/γ-Al2O3 [163].
CO2 hydrogenation has also been investigated for ethanol synthesis from syngas. The high stability of CO2 implies the need for a high temperature and pressure with maximum catalytic selectivity for ethanol. The direct hydrogenation of CO2 is considered as a combination of reverse WGS reaction followed by conversion into alcohols. This implies that the catalysts for the conversion of syngas to alcohols need to catalyze both the reactions for higher yields. Various catalysts have been studied for the ethanol selectivity through CO2 hydrogenation [164]. A combination of Fe- and Cu-based catalysts with suitable promoters favours alcohol formation by suppressing CH4 formation [165]. It has been reported that K-Cu/Fe/Zno catalyst enhanced the selectivity of ethanol to 20 % at 300 °C and 7 MPa pressure [166].
Rh-based catalysts with SiO2 support are also found to be effective for ethanol production. The effects of promoters on 5 % Rh/SiO2 for ethanol selectivity have been tested and a selectivity of 15.5 % and conversion of 7 % towards ethanol is found to be significant with Li promoter [167]. A maximum conversion of 26.7 % for CO2 has been achieved with 16 % selectivity for ethanol using 5 % Rh-Fe/SiO2 at 260 °C [168]. Ethanol can be produced significantly by CO2 hydrogenation in the presence of multifunctional (mixture of Rh, Fe and Cu) catalysts [169]. Ru-based catalysts with CNT showed better performance than other carbon supports [143]. Rh-Mn-Li-Fe/CNT showed maximum production of C2 oxygenates with 76 % ethanol [142].
The process evaluation of chemical route for ethanol production involves gasification of biomass followed by syngas cleaning, conditioning (adjusting H2/CO/CO2 ratio), FT catalysis and separation of products. The exergy analysis for ethanol production by chemical route from wood biomass in the presence of Rh and Mo-based catalysts has been evaluated by Heijden and Ptasinski [170]. The studies confirm that both the catalysts have same efficiency for ethanol production. Wei et al. [171] conducted the process evaluation for ethanol production from wood using different pathways. Performance Index (PI) is the process parameter which is suitable to compare different pathways to produce ethanol and is represented as follows:
Wei et al. [171] reported that maximum PI has been obtained for [gasification + chemical] route over to [gasification + biosynthesis] route. Although the energy inputs for biosynthesis route are less but their high processing times (>20 days) result in their lower PI. The high processing rates, less water consumption and minimal energy requirement make the chemical route an alternative pathway for ethanol production.
Table 5 compares both biosynthesis (syngas fermentation) and chemical route (FT catalysis) for synthesis of ethanol from biomass derived syngas. Griffin and Schultz [25] compared gas fermentation and FT catalysis for ethanol production from biomass. Biosynthesis route operates at ambient temperature and pressure with less processing rates. The biosynthesis route does not require any specific ratio of H2/CO/CO2 and also has high selectivity for ethanol production. On the other hand, FT catalysis operates at high temperature and pressure with a specified H2/CO ratio. The catalysts have low selectivity for ethanol and are also prone to poisoning. High carbon to fuel conversion efficiency, higher selectivity with lesser GHG emissions and flexible H2/CO ratio makes biosynthesis route compete with chemical route for ethanol production.
6 Thermochemical conversion pathways
6.1 Pyrolysis
Thermochemical conversion has been defined as a chemical reforming process that converts long-chain organic compounds from the biomass into short-chain oxygenated hydrocarbons. The thermochemical conversion of lignocellulosic feedstocks is achieved through pyrolysis, gasification and co-gasification. These are considered as the major thermochemical technologies for syngas and bio-oil production. Pyrolysis is defined as the degradation of macromolecular organic materials at elevated temperatures in the absence of oxygen. Pyrolysis can be divided into three basic types, namely slow (or conventional) pyrolysis, fast pyrolysis and flash pyrolysis. These three types of pyrolysis are performed by selectively varying the reactor conditions, especially operating temperature, heating rate, feedstock particle size and solid/vapor residence time. The operating conditions for slow, fast and flash pyrolysis have been given in Table 3. Both fast and flash pyrolysis results in higher amount of bio-oils, whereas slow pyrolysis results in considerable amount of biochars [172]. The ideal particle sizes of biomass for flash and fast pyrolysis are less than 0.2 and 1 mm, respectively [88]. For slow pyrolysis, biomass particles of 5–50 mm are preferred. A significant fraction of noncondensable gases (e.g. H2, CO, CO2, CH4, C2H4 and C2H6) are found in both slow and fast pyrolysis processes. This is due to the secondary reactions that occur during the mass transfer process catalyzed by char fines and other forms of particulate matter. The noncondensable gases could be recycled for heat recovery during the pyrolysis process. The organic vapor resulting from pyrolysis is a complex mixture of aerosols, mist, particulate matter and noncondensable gases.
Pyrolysis of biomass leads to both primary and secondary reactions during the vapor release process. Primary reactions result in gas evolution from the biomass which is quickly quenched during the condensation process. High vapor condensation efficiency at a fast rate is essential for enhanced quality and quantity of bio-oil. A low rate of vapor condensation results in secondary reactions that cause lower yields of bio-oil due to the release of noncondensable gases and water vapor. Secondary reactions usually lead to the formation of higher molecular weight compounds such as tar. Tars tend to plug the condenser lines and hence increase the shutdown frequency of the reactor which is a major issue in the refineries.
In general, slow pyrolysis with low to medium heating rates has been used for production of biochar targeted for adsorbent and solid fuel applications. Biochar also acts as a soil fertilizer as it contains alkali (e.g. Li, Na and K) and alkaline (e.g. Ca, Mg and Ba) earth metals. Unlike slow pyrolysis biochar, ash content of the fast pyrolysis biochar tends to be high because of its higher reactor temperatures and smaller biomass particle size requirements. This makes fast pyrolysis less valuable for biochar production. Furthermore, biomass char can be physically or chemically activated to emulate the properties of activated carbon. Currently, fast pyrolysis is the major pyrolysis process geared towards producing bio-oils as an alternative to the dwindling fossil fuel reserves.
The bio-oil as an oxygenated hydrocarbon fuel is known to recover 80 % of the energy content (maximum yield) from the feedstocks on a dry matter basis assuming that the biochars and gases are utilized in the pyrolysis process for heat generation. Moreover, bio-oil has almost half the high heating value of hydrocarbon fuels (petroleum, 42–44 MJ/kg) because of its high oxygen and water content. Removal of moisture and oxygen from bio-oils through catalytic hydrodeoxygenation is found to increase the heating value of the fuel [81].
6.2 Bio-oil composition
Bio-oil is a complex mixture of oxygenated aliphatic and aromatic compounds. Bio-oil compared to petroleum derived or conventional oil is largely composed of oxygenated compounds with negligible quantities of hydrocarbons. Conventional oil on the contrary is predominantly a hydrocarbon-based liquid fuel. The pyrolysis liquid consists of both organic- and aqueous-rich fractions. These fractions are usually produced from the condensation process during biomass pyrolysis. Aqueous-rich fraction is termed as an acid phase, whereas the organic-rich fraction is termed as an oil phase. Acid phase is reported to contain mainly acetic acid, methanol and acetone. Oil phase consists mostly of phenolic and carbonyl compounds. Aqueous phase of the pyrolysis liquid consists mostly of water, acids and a small concentration of low molecular weight compounds such as aldehydes, ketones, alcohols and ethers [173]. A number of acids, aldehydes, ketones, esters, alcohols, furans, phenols, ethers and saccharides in the organic and aqueous-rich phases of pyrolysis liquids are identified qualitatively and quantitatively through gas chromatography-mass spectroscopic analysis as listed in Table 6. It should be noted that except for methanol and acetic acid most of the chemical compounds are less than 1 wt% in the aqueous-rich fraction.
Certain amount of chemical compounds originate in the bio-oils from high-pressure liquefaction, which include volatile organic acids, alcohols, aldehydes, ethers, esters, ketones, furans, phenols, hydrocarbons and nonvolatile components. Liquefaction of biomass is another attractive thermochemical process (discussed further) that results in the biomass conversion to liquid fuels without gasification or pyrolysis. Fast pyrolysis of biomass results in considerable amount of components such as cyclopentanone, methoxyphenol, acetic acid, methanol, acetone, furfural, phenol, formic acid, levoglucosan, guaiocol and alkylated phenol derivatives in the bio-oils [24]. The C1 compounds in bio-oils consist of formic acid, methanol, formaldehyde and ketones. The C2–C4 compounds in bio-oils consist of linear hydroxyl and oxo-substituted aldehydes and ketones. The C5–C6 compounds consist of hydroxyl, hydroxymethyl, oxo-substituted furans, furanones and pyranones. The C6 compounds consist of anhydro-sugars and anhydro-oligosaccharides. The other major compounds in bio-oils are hydroxyacetaldehydes, hydroxyketones, sugars, carboxylic acids and phenolics [174]. The chemical composition of pyrolysis oil is expected to vary depending on the type of feedstock utilized, type of pyrolysis reactor and process characteristics. Pyrolysis oils from softwood bark contain greater levels of lignin-derived components compared to those from hardwood bark [175].
During pyrolysis, the polymeric components of biomass such as cellulose, hemicellulose and lignin undergo a series of complex thermal degradation reactions. Cellulose and hemicellulose undergo cycloreversion and dehydration reactions followed by transglycosylation. Both low molecular and high molecular weight compounds are formed during this holocellulosic decomposition. Bio-oil from lignocellulosic biomass is a heterogeneous mixture of thermochemical derivatives from cellulose, hemicellulose and lignin. The typical degradation products from cellulose and hemicellulose in bio-oils include acids, esters, alcohols, ketones, aldehydes, sugars, furans and miscellaneous oxygenates, whereas lignin derivatives include phenols, guaiacols and syringols [176]. Some high molecular weight compounds in bio-oils include 2-methoxy-3-(2-propenyl)-phenol, 4-ethyl-2-methoxy-phenol, 2-methoxy-4-vinylphenol, 2,4-dimethoxyphenol, diethoxymethyl acetate, 3-hexenoic acid ethyl ester, methylmaleic acid, glycolaldehyde dimer, pentopyranose and levoglucosan [174]. The low molecular weight compounds include acetic acid, propanoic acid, butanoic acid, hydroxy-acetaldehyde, acetone, 1-hydroxy-2-propanone, formic acid ethyl ester, ethanol, 1,2-ethanediol, glycidol, 1,3-propanediol, furfural and phenol. Lignin undergoes dehydration reaction resulting in many side-chain unsaturated compounds such as styrene derivatives, eugenol, iso-eugenol and p-hydroxy-cinnamic alcohols [177].
Some widely used pyrolysis reactors with their advantages and disadvantages are listed in Table 7. During the pyrolysis process, heat transfer to the biomass particles can be achieved in three ways, especially through: (1) external and/or indirect heating, (2) internal or direct heating using a heat transfer medium and (3) energy supplied by partial combustion [88]. Pyrolysis units with direct heating systems are more common worldwide. Pyrolysis systems, in general, have been known to operate in batch, continuous and semicontinuous modes. Most large-scale pyrolysis systems are operated in a continuous mode to reduce the operating costs as the capacity of the plants is relatively optimal and the process parameters are easy to control. In order to deliver high bio-oil yields from pyrolysis, small particle size biomass is preferred for enhanced heat and mass transfer rates. However, size reduction significantly increases the overall cost of feedstock preparation. High holocellulosic content in the feedstocks is beneficial in increasing the yields of oils during fast pyrolysis.
Many reactor technologies such as circulating fluidized bed, ablative reactor, rotating cone, transported bed and vacuum moving bed have been studied for bio-oil production from biomass. The bio-oil yields from most reactor systems seem to be in the range of 65–75 wt%. A few major pyrolysis reactor units with industrial-scale operating capacities located worldwide are shown in Table 8. However, fluidized bed and circulating bed reactor systems are more commonly used and these are reported to produce significantly higher bio-oil yields than most other reactor systems currently available. Bio-oil yields as high as 75 % can be obtained using bubbling fluidized bed, circulating fluidized bed, ablative, rotating cone, vortex, vacuum and few others reactors. The most common and widely used reactors have been bubbling fluidized and circulating fluidized beds because they provide a higher tolerance for the feedstock’s particle size (∼2–6 mm). In each of the above reactor systems, an electrostatic separator is preferably installed after the condensation unit to separate condensable and noncondensable components from a complex stream of aerosol, mist, particulates, organics and water vapor [177].
6.3 Quality improvement for bio-oils
Bio-oil upgrading to transport fuels can be conducted by a variety of different techniques. Such techniques include catalytic hydrodeoxygenation, hot vapor filtration and stabilization by adding suitable solvents. Most widely used upgrading technologies for bio-oils include catalytic hydrodeoxygenation or zeolite cracking. Catalytic hydrodeoxygenation involves hydrotreating and catalytic vapor cracking [81]. Hydrodeoxygenation is a catalytic process through which the O2 can be removed in the form of simple molecules such as H2O, CO and CO2. The high amount of O2 in bio-oils is a contributing factor in its low stability and low heating value. Based on the catalyst selectivity, the carbon loss can be minimized. However, some undesirable byproducts are also formed in coke and acids. These compounds tend to poison the catalyst and decrease its operating lifetime [180].
During upgrading, bio-oil is subjected to moderate temperatures (200–450 °C) and high pressures (13.8–20 MPa) during contact with H2 [181]. However, catalytic upgrading of bio-oils offers some technical challenges in the form of heavy tars that can foul the catalyst and render it inactive. Hence, performing bio-oil upgrading is desired in two stages. The first stage involves mild hydrotreating followed by the severe hydrotreating stage to minimize the heavy tar formation. Although, hydrodeoxygenation is one of the most promising bio-oil upgrading routes, it is often associated with higher processing cost [182].
Zeolite cracking is another upgrading technology that exists for bio-oil which removes O2 merely through the cracking reactions at atmospheric pressure in the absence of H2. However, due to the formation of low-grade fuel with a high carbon content (20–40 wt%) and catalyst deactivation issues this process is commercially unattractive. Since there are many condensation and polycondensation reactions that occur in bio-oil, the chances of catalyst poisoning due to the heavy aromatic hydrocarbons is generally high. Hence, the catalyst life is greatly affected by the process type, operating time, concentration of impurities such as sulphur and nitrogenous compounds, and affinity for the carbon formation to the chemical groups present in catalyst. High yields of C5 rich upgraded oil is reported for low liquid hourly space velocity (LHSV), whereas aromatic rich crude oil is reported for high LHSV [183]. LHSV can be defined as the ratio of reactant liquid flow rate to the total reactor or catalyst volume. Furthermore, hydrogenation and cracking are reported to be the rate-limiting steps in biomass upgrading and hence the catalysts chosen for a particular process type must be able to overcome these challenges.
By using an appropriate temperature, H2 pressure and suitable catalysts, the oxygen present in the bio-oil can be removed as water. This process provides additional benefit of lowering bio-oil viscosity by cracking the large sized polyaromatic molecules. However, the above steps can significantly increase the overall production costs for bio-oils [184]. Viscosity and ash content of the bio-oils are generally high than the crude pyrolysis oils. By successfully upgrading the bio-oils, most of the previously stated challenges are addressed. Removal of high molecular weight compounds is essential to increase the fuel atomization efficiencies, which otherwise adversely plugs the fuel injectors, spray nozzles and other engine equipment.
During the pyrolysis process, certain amounts of alkali metals are trapped in the submicron biochar particles which appear in the pyrolysis liquids. This significantly lowers the combustion efficiencies of the bio-oil. Hot gas filtration during pyrolysis is a useful technique to upgrade the pyrolysis oil quality for its successful utilization as a fuel in turbines, diesel engines and boilers. At the same time, it lowers the ash content and alkali metals (<10 ppm) in the bio-oils [185]. Hot gas filtration has a great potential to reduce the biochar and alkali metal content at the expense of lower bio-oil yields. Although leaching of metals is not observed during the storage span of bio-oils, the agglomeration of submicron biochar particles could significantly affect their storage stability. Proper control of pyrolysis reaction and vapor cracking conditions increase the bio-oil yields with less ash and alkali content.
Addition of solvents has been postulated to positively affect the stability of bio-oils in three ways which are: (1) physical dilution, (2) reaction rate control and (3) inhibition of network polymerization and repolymerization. Phase separation in bio-oils can be minimized by the addition of solvents like methanol, ethanol, ethylene glycol and acetone. These solvents help maintain the homogeneity of bio-oil by dispersing the aqueous-rich and organic-rich phases. Moreover, they are known to regulate the viscosity increase in bio-oils during their storage [186]. The addition of solvents has been predicted to terminate or even reverse the higher-order polymerization reactions, physically dilute the high molecular weight compounds and produce a change in the oil microstructure. The chain termination reactions could prevent the monomers from polymerizing. On the other hand, the monomers in the bio-oils could be chain terminated as dimers and oligomers. There is a reduction in the viscosity of the bio-oil by the addition of low molecular weight solvents, especially methanol (5–10 %). Among the additives used (e.g. 10 % ethanol, 10 % acetone, 10 % methanol, 10 % ethyl acetate, 5 % methanol + 5 % acetone, and 5 % methanol + 5 % methyl isobutyl ketone), 10 % methanol is reported to provide the least increase in viscosity as a function of bio-oil aging time [187]. The addition of solvents such as methanol, ethanol and butanol has been reported to decrease the flash point, thereby increasing the stability and reducing the odor of bio-oils.
Apart from the techniques discussed previously, few researchers have found other ways of improving overall quality of the bio-oils. Removal of low molecular weight compounds that cause unpleasant odor and a flash point decrease is predicted to improve the stability of bio-oils [188]. Low molecular weight or light compounds causing unpleasant odor are mainly acids, aldehydes and ketones. These light compounds can be removed using a rotary evaporator operated under vacuum at lower temperatures. Concentration methods have been found helpful in improving the overall bio-oil quality without its unpleasant odor [188]. The heating value of bio-oils can be enhanced by lowering its water content and viscosity. Bio-oils could be upgraded to straight chain gasoline using catalytic hydrodeoxygenation, although lower yields of gasoline are expected via this route due to the loss of H2O and CO2.
6.4 Gasification
Gasification could be performed either directly or in combination with coal via co-gasification. The primary advantages of co-gasification are that the GHG and other pollutant gas emissions could be significantly reduced along with abridged tar formation. The tar and other heavy compounds produced from gasification could be recycled through pyrolysis for further cracking into useful chemical compounds (Fig. 4). The syngas produced from the pyrolysis process could be either used for combined heat and power (CHP) or recycled for process heat.
Similar to SCWG, syngas produced from thermochemical gasification can be further utilized for chemical or fuel synthesis via FT catalysis. The syngas can be recycled for the process heat recovery whereas bio-oil can be utilized directly or catalytically upgraded to meet the fuel standards. The mixture of these gases, referred as producer gas, is utilized in internal combustion engines as a substitute for furnace oil, and for synthesis of C1–C6 alcohols via FT catalysis. While syngas mostly comprises of CO and H2, producer gas contains CO and N2 (or any other inert gas used in the process) as its major components. However, prior to be used as a fuel gas, the producer gas needs to be cleaned of tar and dust removal and cooled. The entire gasification process takes place in four steps that involve drying of fuel, pyrolysis and combustion followed by reduction [189]. During the combustion step, the pyrolysis gases produced from the preceding pyrolysis step react with biochar in the absence of O2 at higher temperatures (800–900 °C) as seen in the following reactions.
On the other hand, hot gases released from the combustion step are converted to producer gas in the reduction phase by the following endothermic reactions.
Each of the above steps is considered to have a separate zone of reaction where different chemical and thermal reactions take place. The fuel undergoes the above series of reactions for its complete conversion.
The gasification reactions for biomass take place both at high (>1,200 °C) and low (<1,000 °C) temperatures under inert atmosphere to support complete conversion. During low-temperature gasification, the syngas typically retains half of the energy in the gas stream. However, the remaining energy is contained in CH4 and higher chain hydrocarbons [190]. During high-temperature gasification, there is limited CH4 and tar formation, which makes the gas clean-up and recovery relatively easy. Gasification is conducted typically below the ash softening point or above the slagging temperature to avoid agglomeration or liquid formation.
Three major types of gasification processes that currently exist in the market are in the form of fixed bed, fluidized bed and entrained flow. The main difference among these processes exists in the ways biomass is fed to the gasifier whether from the top or side way, under gravity or with gas flow operation, and above or below the melting point of ash and biochar. The operating pressure and the choice of oxidant involved, i.e. oxygen, air or steam also affect the biomass gasification reactions [191]. The syngas produced from gasification with air results in low H2 level (8–14 vol%) and lower heating value of 4–6 MJ/m3 [192]. This shifts interests towards other gasification agents such as steam or steam combined with air/oxygen. The use of oxygen in the gasification involves huge production costs and makes it less vulnerable. Air can replace oxygen during the steam gasification to produce syngas (30–60 vol%) with heating value of 10–16 MJ/m3 [193]. The introduction of steam as gasifying agent improves the H2 content and reduces formation of tar and char.
Steam gasification has been found to be promising in producing high-quality syngas. The temperature and steam-to-biomass ratio plays a crucial role in the syngas composition. With the increase in temperature, steam reforming and WGS reactions become prominent, which further increases the H2 content of the syngas [194]. Depending on the operating temperature (600–900 °C) and steam-to-biomass ratio (0.4–0.9 w/w) and H2 composition vary from 20–60 vol% [195–197]. A wide range of gasifier configurations have been developed globally, each tailored to feedstock type and the quality of syngas desired, as summarized in Table 8.
Gasification reactors are broadly classified into three major types based on the mode of air flow namely downdraft, updraft and entrained flow [198]. Downdraft gasifier is advantageous in offering consistent quality of syngas production with low sensitivity to char dust and ash. Its disadvantages are tall design and inefficiency towards small particle size biomass. The gas leaves the downdraft gasifier at high temperatures (900–1,000 °C), which lowers the overall energy efficiency [199]. Moreover, the tar content of syngas is lower, although the particulates content is high. In contrast, the updraft gasifier tends to have smaller pressure drop, good thermal efficiency, lower tendency towards slag formation and ability to use moderately moisturized biomass. Due to the low temperature (200−300 °C) of syngas leaving the gasifier, the overall energy efficiency of updraft gasification is high [199]. In entrained flow gasification, the biomass is fed into the gasifier with pressurized inert gas or steam creating a turbulent flame at high temperatures (1,200–1,500 °C). The syngas exits the gasifier at temperatures of 800–900 °C, which lowers the energy efficiency of the process. The benefit of using entrained flow gasification is fast conversion of biomass; however, the process suffers from pressure drop, high tar content of syngas and high sensitivity towards slag formation [179, 189, 191]. Conversely, biomass treatments such as flash pyrolysis, slow pyrolysis and torrefaction prior to entrained flow gasification are found to be promising.
The low-temperature gasification is usually performed using a catalyst medium [200]. Depending upon the presence of catalytically active components such as K and Na in the biomass, the gasification temperature can be as low as 500 °C. During low temperature biomass gasification, a fluidized bed gasifier and a downstream catalytic reformer in series are operated at a temperature of 900 °C. Apart from the typical composition (i.e. H2, CO, CO2 and water vapors), the gas produced through low temperature gasification contains considerable amount of hydrocarbons such as CH4, C2H4, C6H6 and tars. The product gas is suitable for CHP; however, it does not meet the requirements of syngas to be used as a fuel or precursor for liquid fuels and value-added chemicals. Therefore, the product gas needs further upgrading using a catalytic reformer where hydrocarbons can be converted mainly to H2 and CO mixture with limited quantities of CO2 and water vapor. Typically, most syngas conversions to liquid fuels using gasification and catalytic reforming require raw product gas with almost no inert gases. Hence, it is advantageous to use pure O2 instead of air with steam as a moderator [200].
6.5 Liquefaction
The range of thermochemical processes for biomass conversion also extends to direct liquefaction and hydrothermal liquefaction. Direct liquefaction involves the conversion of biomass into liquid fuels without the gasification step [201]. This has been linked to hydrogenation and high pressure thermal decomposition processes that involve the use of CO and H2 for fuel production from carbonaceous materials [202]. Hydrothermal liquefaction or hydrous pyrolysis involves the use of water and catalysts to convert the solid biomass into liquid oil [203]. During this process, the complex organic materials in the form of biomass and biogenic waste is cracked and reduced into heavy oil and useful chemicals.
Some of the complex chemical reactions that occur during liquefaction are [202, 204]: (1) cracking and reduction of cellulose, hemicellulose, lignin and lipids; (2) hydrolysis of cellulose and hemicelluloses to glucose and other simple sugars; (3) hydrogenolysis in the presence of H2; (4) reduction of amino acids; (5) reformation reactions via dehydration and decarboxylation; (6) degradation of C–O and C–C bonds and (7) hydrogenation of functional groups.
During liquefaction, biomass undergoes thermal decomposition into its monomer units. These monomer units are further repolymerized to produce liquid oils or condensed into undesirable solid chars. The addition of solvent slows down the higher order solid-state reactions and reduces the undesirable condensation reactions for char formation [205]. The addition of catalysts also reduces the reaction temperature, improves reaction kinetics and enhances the bio-oil yields [198]. While alkali catalysts enhance the oil yields by reducing char formation [206], acid catalysts decrease the reaction temperature and time [207]. Apart from bio-oil generation, liquefaction of lignocelluloses is also found helpful in the production of polyurethane foams, epoxy resins and adhesives for plywood [198].
The temperatures and pressures used in liquefaction are usually in the range of 250–350 °C and 5–20 MPa, respectively [198]. Compared to pyrolysis, drying of biomass is not necessary for direct liquefaction. However, the requirement of catalyst is essential for liquefaction. Alkali metal catalysts such as Na2CO3, K2CO3 along with CO and H2 as supplemental reactants are used to facilitate the overall liquefaction process [22, 206]. In addition, use of different catalysts such as NaOH, H3PO4, H2SO4 and toluenesulfonic acid on sawdust have resulted in about 70.6–99.4 wt% of liquefied product yields [208].
The liquid yields from chestnut wood liquefaction varied from 15.6–56.3 wt% [209]. However, the increase in reaction temperature (190–240 °C) and the use of acid catalysts (H2SO4 and H3PO4) affected the liquid yields positively. Another similar study by Liang et al. [210] reported high liquid yields (67–80 wt%) obtained from liquefaction of wheat straw, rice straw and corn stover. High H2 pressures (2–10 MPa) and catalysts are necessary to enhance the rate of liquefaction reactions and improve the process selectivity. Hydrogen stabilizes the free radicals formed during decomposition of cellulose and lignin at high temperatures and prevents any condensation, cyclization and repolymerization reactions resulting from these radicals [203].
Liquefaction of lignin-rich wood resulted in a higher abundance of low molecular weight phenolic compounds compared to cellulose confirming the phenolic nature of lignin [202]. The amount of solid residue formed in the same study was also proportional to the lignin content owing to its macromolecular structure. For facilitating the recovery phenolic fractions, a mixture composed of small amount of phenol and some lower alcohols is usually employed. This is due to the fact that phenol prevents the condensation reaction by lignin or polyphenol in the biomass that produces an insoluble polymerized material during acid-catalyzed liquefaction [207].
7 Challenges in biomass conversions
Despite a great deal of promise, fuels from biomass still remain a controversial subject. The production of biofuels has a tendency to alleviate poverty, boost the rural economy through employment opportunities and increase national energy security due to investments in domestic biomass. Although increased production of biomass for energy can offset substantial use of fossil fuels, there is the possibility to threaten conservation areas to manage bioenergy crops, contaminate water resources with agricultural pollutants and decrease food security due to competition for land. There is always a risk associated with international food security when the food crops are considered as feedstocks for biofuel production rather than for human consumption or as animal feed. For instance, in 2007 USA produced nearly 26.5 billion litres ethanol from a major proportion of its corn harvest from the same year [211]. This greatly affected the corn export to the developing countries, resulting in an unparalleled rise in corn prices that rose to 73 % towards the end of 2010.
Furthermore, biofuels are regarded as “carbon neutral” and basically free from detrimental compounds such as sulphur and aromatics.A few requisites should be considered for making bioethanol as a clean fuel with reference to GHG management, such as: (1) bioethanol producing industries should use biomass and not fossil fuels as energy sources, (2) cultivation of annual feedstock crops on land rich in carbon (above- and below-ground) should be avoided, (3) byproducts from the process should be utilized efficiently to maximize their energy and GHG benefits and (4) N2O emissions should be minimized through efficient organic fertilization approaches [212–214].
Another constraint in biomass conversion occurs with the diverse variety of forest residues. There are various challenges related to the conversion of woody biomass such as understanding the recalcitrance of the wood matrix and level of enzymes required to degrade the hemicelluloses and elucidating the inhibitory effect of lignin and its derivatives on the fermentation process. Hardwood has more cellulose and less hemicellulose than softwood which implies better bioconversion due to greater amounts of glucose in the former. It is more challenging to delignify softwood because of its stable lignin chemistry which is condensed when exposed to acidic conditions [215]. The proportions of the wood constituents vary between species and there are distinct differences between soft- and hardwood. On an average, the cellulose and hemicellulose content is 70.3 and 78.8 % in soft- and hardwood, respectively. Similarly, lignin composition in softwood is 29.2 % and in hardwood is 21.7 % [216].
Certain natural barriers that contribute to the recalcitrance of lignocellulosic biomass to chemicals or enzymes are: (1) epidermal plant tissues, mainly the cuticle and epicuticular waxes, (2) density of sclerenchymatous tissue, (3) configuration of vascular bundles, (4) lignin composition, (5) structural heterogeneity and complexity of cell wall and (6) other inhibitors occurring naturally in cell walls and/or generated during bioconversion [217]. Moreover, a pretreatment is very critical for ensuring better sugar yields from the biomass prior to bioconversion. For an ideal lignocellulosic pretreatment, Taherzadeh and Karimi [40] have summarized a few salient features such as: (1) production of reactive cellulosic fibre for enzymatic attack, (2) avoiding destruction of cellulose and hemicelluloses, (3) avoiding formation of inhibitors for hydrolytic enzymes and fermentation, (4) minimizing energy consumption, (5) reducing expenses for feedstock preparation, reactors and chemicals and (6) producing fewer residues.
On the other hand, a major problem encountered in the ethanol refineries is contamination during bioconversion, irrespective of first or second generation feedstock utilized. Considerable economic losses occur during processing because the contaminating species competes for sugars and nutrients which lead to inhibition of fermenting microflora and a subsequent reduction in ethanol productivity with undesired products. This makes it very crucial to detect and control any possible chance of contamination at its initial stage. Unavoidable cases can lead to shutdown of the fermenter, requiring cleansing of the contaminants, proper system sterilization and re-inoculation of the fermenting species into fresh substrate. As per Muthaiyan and Ricke [218], the sources of contamination during bioconversion can be either direct or indirect. Direct sources of contaminants originate from materials added to the fermenter such as biomass, inoculum, enzymes, nutrients and aerosols. Indirect contaminant sources are dirty transfer lines, connecting pipelines and water for pumping and agitation. A few predominant bacterial contaminants include Lactobacillus, Leuconostoc, Pediococcus, Weisella and Acetobacter [219]. Dekkera bruxellensis, Candida tropicalis and Pichia galeiformis are a few fungal contaminants commonly found in a fermenter [220].
Various detection means for contamination include plating methods, fermentation metabolite detection, high-performance liquid chromatography, particle size distribution analysis, fluorescence spectroscopy and molecular methods, such as polymerase chain reaction (PCR), real-time PCR and real-time immuno-PCR [218]. Electromagnetic engineering and nanotechnology are recently being implemented as detection methods. One such example is a superconducting quantum interference device which is a highly sensitive detector of magnetic flux [221]. Bacterial contaminants in the bioethanol production facilities are often controlled with antibiotics such as penicillin G, streptomycin, tetracycline, virginiamycin and monensin.
Although the SCWG of lignocellulosic biomass is one of the promising pathways to produce H2-rich gas, it has a few limitations for industrial applications. The plugging of the reactor has been found to be a major problem with supercritical processes. Furthermore, the biomass should be free of salt forming components as the salts are less soluble in SCW [222]. Moreover, the salts along with biochar make the reactor lines more prone to plugging. Although Ni- and Ru-based catalyst for SCWG of biomass are active to produce H2 and CO, but they also show activity for methanation reactions leading to high concentrations of CH4 which is a major GHG [80, 86]. Selectivity of H2 is another major issue of SCWG. A suitable catalyst/support active to H2 by suppressing the side reactions is essential to synthesize H2-rich gaseous products from biomass. As the gasification of biomass is done at high temperature and pressure, the catalyst/support should be stable without sintering, oxidation and phase transformation for longer times. Metals such as Ni and Rh with alumina supports and CNTs are found to be stable and active for H2 production from biomass with SCW [80]. The economics of the overall process also needs to be considered for the commercial applications.
There are many challenges which need to be addressed to make the syngas fermentation commercially viable in producing biofuels and other value-added products. The yields of the products from syngas fermentation are usually low; hence new recombinant microorganisms with high yields of ethanol are essential for industrial scale fermentation of syngas [124]. Genetic manipulation of microorganisms to amplify solvent production over acetic acid can be considered as a possible option. The syngas obtained from the gasification processes should be free from the impurities such as NO x and SO x as they might inhibit the activity of enzymes during fermentation and result in undesirable products [131]. The major issue of the syngas fermentation is lower mass transfer rate of gases into the liquid fermentation medium [128]. Advance reactor configurations to enhance the mass transfer rates of the substrates need to be developed for effective production of ethanol during fermentation process. The end products with market specificity imply essential separation processes for ethanol from the other products.
The need of sterile environment, low processing rate and mass transfer limit the syngas fermentation to scale-up the process for commercialization. Companies which currently produce ethanol by fermentation of syngas are INEOS Bio and Coskata Inc. in USA and LanzaTech in New Zealand. INEOS Bio has employed C. ljungdahlii to produce 100 gallons of ethanol per dry ton of biomass at the pilot scale [223]. The commercial plant is in progress and targets to produce eight million gallons of ethanol per year from the vegetative, yard and household waste. The unused syngas during fermentation is utilized to generate power. Coskata Inc. employs C. ragsdalei, C. carboxidivorans and C. coskatii in syngas fermentation to produce ethanol [224]. The plant aims to produce 16 million gallons of ethanol per year and further scale-up to 78 million gallons from wood chips and solid waste. LanzaTech uses the CO-rich industrial off-gas to synthesize ethanol and other valuable byproducts using C. autoethanogenum [225]. The pilot plant has been scaled-up to produce 100,000 gallon of ethanol from steel mill off-gases. Further details about the current production and their collaboration details have been presented in the recent review by Kopke et al. [226].
As syngas could be used in synthesizing alcohols and DME, the limitations however are the requirement of gas cleaning and conditioning. Conventional gas technologies for the cleaning and conditioning of syngas typically comprise of a filter, rectisol unit and a CO2 gas polishing unit [200]. The synthesis of ethanol from syngas through FT catalysis involves many other side reactions with various byproducts. The activity, stability and life of catalyst along with product recovery are the major technical challenges for ethanol production from CO2 of syngas. The catalysts for FT process synthesize mainly hydrocarbons and mixture of alcohols. Rh-based catalysts are not only found to be active and selective to ethanol but also for CH4. Catalysts which are active for oxygenates also catalyze other reactions to form CH4 and other byproducts. The selectivity and activity of a catalyst to catalyze the reactions for direct synthesis of ethanol from syngas are usually low. The low catalytic activity for ethanol from syngas limits the process for commercialization. The effectiveness of a catalyst for alcohol production can be improved to a greater extent by understanding the structure, formulation and physicochemical properties of the feedstock (syngas) and catalyst. The rational design of a catalyst for maximum ethanol production by suppressing other reactions need to be developed by correlating catalyst activity to the material properties.
A major technical challenge in gasification is removal of tar. Huber et al. [81] have summarized a few solid catalysts (e.g. dolomite, Rh/CeO2/SiO2, as well as Pd, Pt, Ru and Ni supported on CeO2/SiO2) and alkali metal catalysts (e.g. NaCl, KCl, AlCl36H2O, K2CO3, Na2CO3, Na3H(CO3)2, CsCO3 and Na2B4O710H2O) for biomass gasification. Using alkali metal catalyst with the biomass feedstock by dry mixing or wet impregnation not only decreases tar formation but also elevates biochar yields. One of the major drawbacks encountered during the thermochemical conversions is the corrosive nature of bio-oils due to their acidic properties. Bio-oils are reported to have a corrosive effect on ordinary steel and aluminum but they are noncorrosive for stainless steel and polymers. In a study by Lu et al. [227], the corrosiveness of rice husk bio-oils and their emulsions with biodiesel were examined on four metals of aluminum, brass, mild steel and stainless steel. Maximum corrosion was observed in case of mild steel followed by aluminum, whereas least corrosion was found in brass, with no sign of corrosion in stainless steel. Hence, bio-oils could be stored in tanks made of stainless steel (304/316) or plastic either at room temperature or refrigerated conditions [228]. Studies also suggest that the influence of copper and stainless steel on the phase separation of softwood and hardwood derived bio-oils is not significant [229].
Accurate testing of pH is another difficulty for bio-oils as the electrodes are prone to fouling. Alcohols are characteristically amphoteric, i.e. they are either weakly acidic or weakly basic. Alcohols can be protonated by a strong acid to form oxonium ions and in aqueous solutions they dissociate to form alkoxides [230]. On the other hand, phenols which are a major component of bio-oils are more acidic than alcohols and form phenoxide ions on reaction with OH– ion. Moreover, pyrolysis of lignin is known to be difficult to achieve due to the unstable polymeric reactions that take place during the pyrolysis process. Lignin also plugs the reactor lines during the feeding process as well as causes foaming issues inside the reactor. In spite of these challenges, there is a great potential for converting lignin into valuable aromatic chemicals as its structure is known to be rich in syringol and guiacol units. The use of a H2-donating catalyst is useful in breaking down the lignin effectively through hydrodeoxygenation and thus preventing the polymerization reactions [231].
The bio-oil recovery efficiencies are subject to variation with the process conditions and feedstock types utilized. Minimal time lag during the heat transfer seems to be primarily responsible for higher yields of bio-oil as produced from fluidized bed and circulating bed pyrolysis. Typically, high pyrolysis temperature and low residence time in combination seem to produce the high yields of bio-oil with low biochar formation [87]. In spite of the advancements in pyrolysis technologies at present, the scaling-up of the pyrolysis reactors is critically considered before achieving the commercial status of biofuel production. Furthermore, designing an effective filtration system for the particulates present in the pyrolysis gases is also necessary to enhance the stability of bio-oils.
There are some challenges associated with liquefaction for large-scale commercialization due to the low oil yields (20–55 wt%), formation of tars, operational difficulties and catalyst requirements [232]. Among all lignocellulosic components, cellulose is resistant to chemical transformation during liquefaction due to its highly ordered macro and microfibrils. The variability in structural and chemical composition poses a technical challenge for liquefaction of woody feedstocks [208]. Moreover, the liquefaction reactor systems tend to be expensive due to the complexity of their fuel feeding facilities [198]. Despite some of the limitations that exist with liquefaction, the liquid yields could be optimized by the use of a proper solvent, catalyst, temperature and pressure.
At present large-scale commercialization and utilization of bio-oil as a fuel alternative is under evaluation. A promising sign for their mass utilization is that they have been tested in motor engines, turbines and boilers successively with considerably lower emissions [184]. To achieve success on wide-scale, bio-oils should be homogeneous, low in solid content (e.g. char fines and ash), viscosity and acidity, and have a high heating value. Furthermore, a lower flash point is helpful in increasing the stability of bio-oils and reducing their unpleasant smell. Unlike biodiesel that has an ease of benign handling and storage due to its higher flash point, bio-oils with lower flash point necessitate adaption of safer handing, transportation and storage facilities similar to gasoline [81, 188].
8 Conclusions and perspectives
Lignocellulosic biomasses are the inexpensive and most abundant form of biofuel feedstock available today. Their conversion to biofuels requires application of biochemical, hydrothermal and thermochemical processes along with some hybrid technologies. The bioconversion of lignocellulosic feedstocks to alcohol-based fuels necessitates an appropriate pretreatment technology to disrupt the plant cell wall and release monosaccharides sugars for subsequent fermentation. Since, lignin is a large fraction of biomass, in an ideal biorefinery it should be used for biofuels and biochemicals production through thermochemical routes. The hydrothermal and thermochemical routes involve gasification, pyrolysis, liquefaction and hybrid gas-to-liquid fuel technologies such as syngas fermentation and Fischer–Tropsch catalysis.
Although the production of bio-oils by fast pyrolysis is commercially viable, their applications have been found in chemical manufacture and heat/power generation rather than in transportation sector. This is because bio-oils degrade with time and thus cannot be used directly as a transportation fuel without upgrading or blending. However, another limitation is that fuels derived from bio-oils have not been extensively investigated and the process of bio-oils upgrading is under steady development worldwide for enhanced efficiency and improved fuel properties. In addition, low-cost processing technologies that could efficiently convert a large fraction of the lignocellulosic biomass into liquid or gaseous fuels do not yet exist. Nevertheless, the introduction of new hybrid technologies that link gasification with fermentation and catalytic engineering seem to make the ethanol production from lignocellulosic biomass economically feasible.
In order to achieve a sustainable and economical supply of bioenergy, a few objectives should be focused on such as: (1) development of newer cost-effective conversion technologies, (2) engineering the existing technologies for increased productivity with low energy/power consumption, (3) studying the biomass chemistry that would determine the process complexities, and (4) generation of lesser amount of byproducts and process waste for a lower carbon footprint. Regardless of all the conversion pathways, the future of biofuels as an alternative energy in the fuel market appears very bright because of the shrinking supplies of fossil fuels and booming demand for sustainable energy sources.
Abbreviations
- AFEX:
-
Ammonia fibre explosion
- CNT:
-
Carbon nanotubes
- CHP:
-
Combined heat and power
- CSTR:
-
Continuous stirred tank reactor
- DME:
-
Dimethyl ether
- FT:
-
Fischer–Tropsch
- FFV:
-
Flexible fuel vehicle
- GTL:
-
Gas-to-liquid
- GHG:
-
Greenhouse gas
- HMF:
-
Hydroxymethylfurfural
- LHSV:
-
Liquid hourly space velocity
- MPa:
-
Megapascal
- PI:
-
Performance Index
- PCR:
-
Polymerase chain reaction
- SHF:
-
Separate hydrolysis and fermentation
- SSF:
-
Simultaneous saccharification and fermentation
- SCCO2 :
-
Supercritical CO2
- SCW:
-
Supercritical water
- SCWG:
-
Supercritical water gasification
- WGS:
-
Water–gas shift
- M n :
-
Average molecular weight
- P c :
-
Critical pressure
- T c :
-
Critical temperature
- ΔH R :
-
Heat of reaction
- K w :
-
Ionic product of water
- M w :
-
Molecular weight
- M w /M n :
-
Polydispersity Index
- wt%:
-
Weight percent
References
Balat M (2011) Production of bioethanol from lignocellulosic materials via the biochemical pathway: a review. Energ Convers Manage 52:858–875. doi:10.1016/j.enconman.2010.08.013
International Energy Agency (IEA) (2012) CO2 emissions from fuel combustion highlights. 2012 ed. Luxembourg
International Energy Outlook (IEO) (2011) U.S. Energy Information Administration, Washington, DC. www.eia.gov/ieo/pdf/0484(2011).pdf. Accessed 1 March 2011
U.S. Energy Information Administration (USEIA) (2013) U.S. Department of Energy, Washington. http://www.eia.gov. Accessed 14 April 2013
Demain AL (2009) Biosolutions to the energy problem. J Ind Microbiol Biotechnol 36:319–332. doi:10.1007/s10295-008-0521-8
Fang X, Shen Y, Zhao J, Bao X, Qu Y (2010) Status and prospect of lignocellulosic bioethanol production in China. Bioresour Technol 101:4814–4819. doi:10.1016/j.biortech.2009.11.050
Sukumaran RK, Surender VJ, Sindhu R, Binod P, Janu KU, Sajna JV, Rajasree KP, Pandey A (2010) Lignocellulosic ethanol in India: prospects, challenges and feedstock availability. Bioresour Technol 101:4826–4833. doi:10.1016/j.biortech.2009.11.049
Sanchez C (2009) Lignocellulosic residues: biodegradation and bioconversion by fungi. Biotech Adv 27:185–194. doi:10.1016/j.biotechadv.2008.11.001
Kim S, Dale BE (2004) Global potential bioethanol production from wasted crops and crop residues. Biomass Bioenerg 26:361–375. doi:10.1016/j.biombioe.2003.08.002
Mabee WE, Saddler JN (2010) Bioethanol from lignocellulosics: status and perspectives in Canada. Bioresour Technol 101:4806–4813. doi:10.1016/j.biortech.2009.10.098
Foust TD, Aden A, Dutta A, Phillips S (2009) An economic and environmental comparison of a biochemical and a thermochemical lignocellulosic ethanol conversion processes. Cellulose 16:547–565. doi:10.1007/s10570-009-9317-x
Trostle R (2011) Global agricultural supply and demand: factors contributing to the recent increase in food commodity prices. USDA, a report from the economic research service; 2008. www.ers.usda.gov/Publications/WRS0801/WRS0801.pdf. Accessed 23 April 2011
Pauly M, Keegstra K (2008) Cell-wall carbohydrates and their modification as a resource for biofuels. Plant J 54:559–568. doi:10.1111/j.1365-313X.2008.03463.x
Nanda S, Azargohar R, Kozinski JA, Dalai AK (2013) Characteristic studies on the pyrolysis products from hydrolyzed Canadian lignocellulosic feedstocks. Bioenerg Res. doi:10.1007/s12155-013-9359-7
Nanda S, Mohanty P, Pant KK, Naik S, Kozinski JA, Dalai AK (2013) Characterization of North American lignocellulosic biomass and biochars in terms of their candidacy for alternate renewable fuels. Bioenerg Res 6:663–677. doi:10.1007/s12155-012-9281-4
Raveendran K, Ganesh A, Khilar KC (1995) Influence of mineral matter on biomass pyrolysis characteristics. Fuel 74:1812–1822. doi:10.1016/0016-2361(95)80013-8
Naik S, Goud VV, Rout PK, Jacobson K, Dalai AK (2010) Characterization of Canadian biomass for alternative renewable biofuel. Renew Energ 35:1624–1631. doi:10.1016/j.renene.2009.08.033
Ballesteros M, Oliva JM, Negro MJ, Manzanares P, Ballesteros I (2004) Ethanol from lignocellulosic materials by a simultaneous saccharification and fermentation process (SFS) with Kluyveromyces marxianus CECT 10875. Process Biochem 39:1843–1848. doi:10.1016/j.procbio.2003.09.011
Prasad S, Singh A, Joshi HC (2007) Ethanol as an alternative fuel from agricultural, industrial and urban residues. Res Conserv Recycl 50:1–39. doi:10.1016/j.resconrec.2006.05.007
Kim TH, Kim JS, Sunwoo C, Lee YY (2003) Pretreatment of corn stover by aqueous ammonia. Bioresour Technol 90:39–47. doi:10.1016/S0960-8524(03)00097-X
Malherbe S, Cloete TE (2002) Lignocellulose biodegradation: fundamentals and applications. Rev Environ Sci Biotechnol 1:105–114. doi:10.1023/A:1020858910646
Qian Y, Zuo C, Tan J, He J (2007) Structural analysis of bio-oils from sub-and supercritical water liquefaction of woody biomass. Energy 32:196–202. doi:10.1016/j.energy.2006.03.027
Sjostrom E (1993) Wood chemistry fundamentals and applications, 2nd edn. Academic Press, San Diego
Demirbas MF (2006) Current technologies for biomass conversion into chemicals and fuels. Energ Source Part A 28:1181–1188. doi:10.1080/00908310500434556
Griffin DW, Schultz MA (2012) Fuel and chemical products from biomass syngas: a conversion of gas fermentation to thermochemical conversion routes. Environ Prog Sustain Energ 31:219–224. doi:10.1002/ep.11613
Kumar P, Barrett DM, Delwiche MJ, Stroeve P (2009) Methods for pretreatment of lignocellulosic biomass for efficient hydrolysis and biofuel production. Ind Eng Chem Res 48:3713–3729. doi:10.1021/ie801542g
Chiaramonti D, Prussi M, Ferrero S, Oriani L, Ottonello P, Torre P, Cherchi F (2012) Review of pretreatment processes for lignocellulosic ethanol production, and development of an innovative method. Biomass Bioenerg 46:25–35. doi:10.1016/j.biombioe.2012.04.020
Sun Y, Cheng J (2002) Hydrolysis of lignocellulosic materials for ethanol production: a review. Bioresour Technol 83:1–11. doi:10.1016/S0960-8524(01)00212-7
Youssef BM, Aziz NH (1999) Influence of gamma-irradiation on the bioconversion of rice straw by Trichoderma viride into single cell protein. Cytobios 97:171–183
Bak JS, Ko JK, Han YH, Lee BC, Choi IG, Kim KH (2009) Improved enzymatic hydrolysis yield of rice straw using electron beam irradiation pretreatment. Bioresour Technol 100:1285–1290. doi:10.1016/j.biortech.2008.09.010
Imai M, Ikari K, Suzuki I (2004) High-performance hydrolysis of cellulose using mixed cellulase species and ultrasonication pretreatment. Biochem Eng J 17:79–83. doi:10.1016/S1369-703X(03)00141-4
Zhu S, Wu Y, Yu Z, Wang C, Yu F, Jin S, Ding Y, Chi R, Liao J, Zhang Y (2006) Comparison of three microwave/chemical pretreatment processes for enzymatic hydrolysis of rice straw. Biosyst Eng 93:279–283. doi:10.1016/j.biosystemseng.2005.11.013
Zaldivar J, Martinez A, Ingram LO (1999) Effect of selected aldehydes on the growth and fermentation of ethanologenic Escherichia coli. Biotechnol Bioeng 65:24–33. doi:10.1002/(SICI)1097-0290(19991005)65:1<24::AID-BIT4>3.0.CO;2-2
Mosier NS, Wyman C, Dale B, Elander R, Lee YY, Holtzapple M, Ladisch R (2005) Features of promising technologies for pretreatment of lignocellulosic biomass. Bioresour Technol 96:673–686. doi:10.1016/j.biortech.2004.06.025
Wyman CE, Dale BE, Elander RT, Holtzapple M, Ladisch MR, Lee YY (2005) Coordinated development of leading biomass pretreatment technologies. Bioresour Technol 96:1959–1966. doi:10.1016/j.biortech.2005.01.010
Zhao XB, Cheng KK, Liu DH (2009) Organosolv pretreatment of lignocellulosic biomass for enzymatic hydrolysis. Appl Microbiol Biotechnol 82:815–827. doi:10.1007/s00253-009-1883-1
Girio FM, Fonseca C, Carvalheiro F, Duarte LC, Marques S, Bogel-Lukasik R (2010) Hemicelluloses for fuel ethanol: a review. Bioresour Technol 101:4775–4800. doi:10.1016/j.biortech.2010.01.088
Tomas-Pejo E, Olive JM, Ballesteros M (2008) Realistic approach for full-scale bioethanol production from lignocellulose: a review. J Sci Ind Res 67:874–884
McMillan JD (1994) Pretreatment of lignocelluloses biomass. In: Himmel ME, Baker JO, Overend RP (eds) Conversion of hemicellulose hydrolyzates to ethanol. Am Chem Soc Symp, Washington, pp 292–324
Taherzadeh MJ, Karimi K (2008) Pretreatment of lignocellulosic wastes to improve ethanol and biogas production: a review. Int J Mol Sci 9:1621–1651. doi:10.3390/ijms9091621
Duff SJB, Murray WD (1996) Bioconversion of forest products industry waste cellulosics to fuel ethanol: a review. Bioresour Technol 55:1–33. doi:10.1016/0960-8524(95)00122-0
Pan XJ, Gilkes N, Kadla J, Pye K, Saka S, Gregg D, Ehara K, Xie D, Lam D, Saddler J (2006) Bioconversion of hybrid poplar to ethanol and co-products using an organosolv fractionation process: optimization of process yields. Biotechnol Bioeng 94:851–861. doi:10.1002/bit.20905
Li C, Knierim B, Manisseri C, Arora R, Scheller HV, Auer M, Vogel KP, Simmons BA, Singh S (2010) Comparison of dilute acid and ionic liquid pretreatment of switchgrass: biomass recalcitrance, delignification and enzymatic saccharification. Bioresour Technol 101:4900–4906. doi:10.1016/j.biortech.2009.10.066
Lee SH, Doherty TV, Linhardt RJ, Dordick JS (2009) Ionic liquid-mediated selective extraction of lignin from wood leading to enhanced enzymatic cellulose hydrolysis. Biotechnol Bioeng 102:1368–1376. doi:10.1002/bit.22179
Garrote G, Dominguez H, Parajo JC (1999) Hydrothermal processing of lignocellulosic materials. Eur J Wood Wood Prod 57:191–202. doi:10.1007/s001070050039
Biermann CJ, Schultz TP, McGinnis GD (1984) Rapid steam hydrolysis/extraction of mixed hardwoods as a biomass pretreatment. J Wood Chem Technol 4:111–128. doi:10.1080/02773818408062286
Saska M, Ozer E (1995) Aqueous extraction of sugarcane bagasse hemicellulose and production of xylose syrup. Biotechnol Bioeng 45:517–523. doi:10.1002/bit.260450609
Ehara K, Saka S (2005) Decomposition behavior of cellulose in supercritical water, subcritical water, and their combined treatments. J Wood Sci 51:148–153. doi:10.1007/s10086-004-0626-2
Peterson AA, Vogel F, Lachance RP, Forling M, Antal J, Micheal WT (2008) Thermochemical biofuel production in hydrothermal media: a review of sub- and supercritical water technologies. Energy Environ Sci 1:32–65. doi:10.1039/B810100K
Kumar S (2013) Sub- and supercritical water technology for biofuels. In: Lee JW (ed) Advanced biofuels and bioproducts. Springer, New York, pp 147–183
Pasquini D, Pimenta MTB, Ferreira LH, da Silva Curvelo AA (2005) Extraction of lignin from sugar cane bagasse and Pinus taeda wood chips using ethanol-water mixtures and carbon dioxide at high pressures. J Supercrit Fluid 36:31–39. doi:10.1016/j.supflu.2005.03.004
Lenihan P, Orozco A, O’Neill E, Ahmad MNM, Rooney DW, Walker GM (2010) Dilute acid hydrolysis of lignocellulosic biomass. Chem Eng J 156:395–403. doi:10.1016/j.cej.2009.10.061
Shi J, Sharma-Shivappa RR, Chinn M, Howell N (2009) Effect of microbial pretreatment on enzymatic hydrolysis and fermentation of cotton stalks for ethanol production. Biomass Bioenerg 33:88–96. doi:10.1016/j.biombioe.2008.04.016
Hu F, Ragauskas A (2012) Pretreatment and lignocellulosic chemistry. Bioenerg Res 5:1043–1066. doi:10.1007/s12155-012-9208-0
Wyman CE, Hinman ND (1990) Ethanol: fundamentals of production from renewable feedstocks and use as a transportation fuel. Appl Biochem Biotechnol 24–25:735–753
Dien BS, Cotta MA, Jeffries TW (2003) Bacteria engineered for fuel ethanol production: current status. Appl Microbiol Biotechnol 63:258–266. doi:10.1007/s00253-003-1444-y
Gray KA, Zhao L, Emptage M (2006) Bioethanol. Curr Opin Chem Biol 10:141–146. doi:10.1016/j.cbpa.2006.02.035
Boominathan K, Reddy CA (1992) cAMP-mediated differential regulation of lignin peroxidase and manganese-dependent peroxidase production in the white-rot basidiomycete Phanerochaete chrysosporium. PNAS 89:5586–5590
Azzam AM (1989) Pretreatment of cane bagasse with alkaline hydrogen peroxide for enzymatic hydrolysis of cellulose and ethanol fermentation. J Environ Sci Health B 24:421–433. doi:10.1080/03601238909372658
Couto SR, Sanroman MA (2006) Application of solid-state fermentation to food industry—a review. J Food Eng 76:291–302. doi:10.1016/j.jfoodeng.2005.05.022
Tengerdy RP, Szakacs G (2003) Bioconversion of lignocellulose in solid substrate fermentation. Biochem Eng J 13:169–179. doi:10.1016/S1369-703X(02)00129-8
Olsson L, Hahn-Hagerdal B (1996) Fermentation of lignocellulosic hydrolysates for ethanol production. Enzym Microb Tech 18:312–331. doi:10.1016/0141-0229(95)00157-3
Fukuda H, Kondo A, Tamalampudi S (2009) Bioenergy: sustainable fuels from biomass by yeast and fungal whole-cell biocatalysts. Biochem Eng J 44:2–12. doi:10.1016/j.bej.2008.11.016
Katahira S, Ito M, Takema H, Fujita Y, Tanino T, Tanaka T, Fukuda H, Kondo A (2008) Improvement of ethanol productivity during xylose and glucose co-fermentation by xylose-assimilating S. cerevisiae via expression of glucose transporter Sut1. Enzym Microb Tech 43:115–119. doi:10.1016/j.enzmictec.2008.03.001
Hahn-Hagerdal B, Jeppsson H, Skoog K, Prior BA (1994) Biochemistry and physiology of xylose fermentation by yeasts. Enzym Microb Tech 16:933–943. doi:10.1016/0141-0229(94)90002-7
Katahira S, Mizuike A, Fukuda H, Kondo A (2006) Ethanol fermentation from lignocellulosic hydrolysate by a recombinant xylose- and cellooligosaccharide-assimilating yeast strain. Appl Microbiol Biotechnol 72:1136–1143. doi:10.1007/s00253-006-0402-x
Bisaria VS (1991) Bioprocessing of agro-residue to glucose and chemicals. In: Martin AM (ed) Bioconversion of waste materials to industrial products. Elsevier, London, pp 187–223
Jarboea LR, Shanmugama KT, Ingram LO (2007) Ethanol. In: Majumder-Russell D (ed) Encyclopedia of microbiology. Elsevier, New York
Gutierrez T, Ingram LO, Preston JF (2006) Purification and characterization of a furfural reductase (FFR) from Escherichia coli strain LYO1: an enzyme important in the detoxification of furfural during ethanol production. J Biotechnol 121:154–164. doi:10.1016/j.jbiotec.2005.07.003
Gutierrez T, Buszko ML, Ingram LO, Preston JF (2002) Reduction of furfural to furfuryl alcohol by ethanologenic strains of bacteria and its effect on ethanol production from xylose. Appl Biochem Biotechnol 98–100:327–340. doi:10.1385/ABAB:98-100:1-9:327
Georgieva TI, Skiadas IV, Ahring BK (2007) Effect of temperature on ethanol tolerance of a thermophilic anaerobic ethanol producer Thermoanaerobacter A10: modeling and simulation. Biotechnol Bioeng 98:1161–1170. doi:10.1002/bit.21536
Cook GM, Morgan HW (1994) Hyperbolic growth of Thermoanaerobacter thermohydrosulfuricus (Clostridium thermohydrosulfuricum) increases ethanol production in pH-controlled batch culture. Appl Microbiol Biotechnol 41:84–89. doi:10.1007/BF00166086
Baskaran S, Ahn HJ, Lynd LR (1995) Investigation of the ethanol tolerance of Clostridium thermosaccharolyticum in continuous culture. Biotechnol Prog 11:276–281. doi:10.1021/bp00033a006
Lamed R, Zeikus JG (1980) Glucose fermentation pathway of Thermoanaerobium brockii. J Bacteriol 141:1251–1257
Larsen L, Nielsen P, Ahring BK (1997) Thermoanaerobacter mathranii sp. nov., an ethanol-producing, extremely thermophilic anaerobic bacterium from a hot spring in Iceland. Arch Microbiol 168:114–119
Avci A, Donmez S (2006) Effect of zinc on ethanol production by two Thermoanaerobacter strains. Process Biochem 41:984–989. doi:10.1016/j.procbio.2005.11.007
Houghton TP, Thompson DN, Hess JR, Lacey JA, Wolcot MP, Schirp A, Englund K, Dostal D, Loge F (2004) Fungal upgrading of wheat straw for straw-thermoplastics production. Appl Biochem Biotechnol 113:71–93
Biely P, Kremnicky L (1998) Yeasts and their enzyme systems degrading cellulose, hemicelluloses and pectin. Food Technol Biotechnol 36:305–312
Watari J, Takata Y, Ogawa M, Sahara H, Koshino S, Onnela ML, Airaksinen U, Jaatinen R, Penttila M, Keranen S (1994) Molecular cloning and analysis of the yeast flocculation gene FLO1. Yeast 10:211–225
Guo Y, Wang SZ, Xu DH, Gong YM, Ma HH, Tang XY (2010) Review of catalytic supercritical water gasification for hydrogen production from biomass. Renew Sust Energ Rev 14:334–343. doi:10.1016/j.rser.2009.08.012
Huber GW, Iborra S, Corma A (2006) Synthesis of transportation fuels from biomass: chemistry, catalysts, and engineering. Chem Rev 106:4044–4098. doi:10.1021/cr068360d
Kruse A (2008) Review: supercritical water gasification. Biofuels Bioprod Bioref 2:415–437. doi:10.1002/bbb.93
Fang Z, Sato T, Smith RL Jr, Inomata H, Arai K, Kozinski JA (2008) Reaction chemistry and phase behaviour of lignin in high-temperature supercritical water. Bioresour Technol 99:3424–3430. doi:10.1016/j.biortech.2007.08.008
Susanti RF, Dianningrum LW, Yum T, Kim Y, Lee BG, Kim J (2012) High-yield hydrogen production from glucose by supercritical water gasification without added catalyst. Int J Hydrogen Energ 37:11677–11690. doi:10.1016/j.ijhydene.2012.05.087
Fang Z, Minowa T, Fang C, Smith RL Jr, Inomata H, Kozinski JA (2008) Catalytic hydrothermal gasification of cellulose and glucose. Int J Hydrogen Energ 33:981–990. doi:10.1016/j.ijhydene.2007.11.023
Azadi P, Farnood R (2011) Review of heterogeneous catalysts for sub- and supercritical water gasification of biomass and wastes. Int J Hydrogen Energ 36:9529–9541. doi:10.1016/j.ijhydene.2011.05.081
Bridgwater AV, Peacocke GVC (2000) Fast pyrolysis processes for biomass. Renew Sust Energ Rev 4:1–73. doi:10.1016/S1364-0321(99)00007-6
Maschio G, Koufopanos C, Lucchesi A (1992) Pyrolysis, a promising route for biomass utilization. Bioresour Technol 42:219–231. doi:10.1016/0960-8524(92)90025-S
Zheng CY, Tao HX, Xie XA (2013) Distribution and characterizations of liquefaction of celluloses in sub- and super-critical ethanol. Bioresources 8:648–662
Portofino S, Donatelli A, Iovane P, Innella C, Civita R, Martino M, Matera DA, Russo A, Cornacchia G, Galvagno S (2013) Steam gasification of waste tyre: influence of process temperature on yield and product composition. Waste Manage 33:672–678. doi:10.1016/j.wasman.2012.05.041
Resende FLP, Fraley SA, Berger MJ, Savage PE (2008) Noncatalytic gasification of lignin in supercritical water. Energ Fuel 22:1328–1324. doi:10.1021/ef700574k
Elliott DC (2008) Review: catalytic hydrothermal gasification of biomass. Biofuels, Bioprod Bioref 2:254–265. doi:10.1002/bbb.74
Bermejo MD, Cocero MJ (2006) Supercritical water oxidation: a technical review. AIChE J 52:3933–3951. doi:10.1002/aic.10993
Zhang L, Xu C, Champagne P (2012) Activity and stability of a novel Ru modified Ni catalyst for hydrogen generation by supercritical water gasification of glucose. Fuel 96:541–545. doi:10.1016/j.fuel.2012.01.066
Lu Y, Li S, Guo L, Zhang X (2010) Hydrogen production by biomass gasification in supercritical water over Ni/γAl2O3 and Ni/CeO2-γAl2O3 catalysts. Int J Hydrogen Energ 35:7161–7168. doi:10.1016/j.ijhydene.2009.12.047
Azadi P, Afif E, Azadi F, Farnood R (2012) Screening of nickel catalysts for selective hydrogen production using supercritical water gasification of glucose. Green Chem 14:1766–1777. doi:10.1039/C2GC16378K
Azadi P, Khan S, Strobel F, Azadi F, Farnood R (2012) Hydrogen production from cellulose, lignin, bark and model carbohydrates in supercritical water using nickel and ruthenium catalysts. Appl Catal B Environ 117–118:330–338. doi:10.1016/j.apcatb.2012.01.035
Osada M, Sato M, Arai K, Shirai M (2006) Stability of supported ruthenium catalysts for lignin gasification in supercritical water. Energ Fuel 20:2337–2343. doi:10.1021/ef060356h
Yamaguchi A, Hiyoshi N, Sato O, Osada M, Shirai M (2008) Lignin gasification over supported ruthenium trivalent salts in supercritical water. Energ Fuel 22:1485–1492. doi:10.1021/ef8001263
Furusawa T, Sato T, Sugito H, Miura Y, Ishiyama Y, Sato M, Itoh N, Suzuki N (2007) Hydrogen production from the gasification of lignin with nickel catalysts in supercritical water. Int J Hydrogen Energ 32:699–704. doi:10.1016/j.ijhydene.2006.08.001
Madenoglu TG, Boukis N, Saglam M, Yuksel M (2011) Supercritical water gasification of real biomass feedstocks in continuous flow system. Int J Hydrogen Energ 36:14408–14415. doi:10.1016/j.ijhydene.2011.08.047
Alonso DM, Wettstein SG, Dumesic JA (2012) Bimetallic catalysts for upgrading of biomass to fuels and chemicals. Chem Soc Rev 41:8075–8098. doi:10.1039/C2CS35188A
Onwudili JA, Williams PT (2013) Hydrogen and methane selectivity during alkaline supercritical water gasification of biomass with ruthenium-alumina catalyst. Appl Catal B Environ 132–133:70–79. doi:10.1016/j.apcatb.2012.11.033
Lu Y, Zhao L, Guo L (2011) Technical and economic evaluation of solar hydrogen production by supercritical water gasification of biomass in China. Int J Hydrogen Energ 36:14349–14359. doi:10.1016/j.ijhydene.2011.07.138
Nzihou A, Flamant G, Stanmore B (2012) Synthetic fuels from biomass using concentrated solar energy: a review. Energy 42:121–131. doi:10.1016/j.energy.2012.03.077
Mohammadi M, Najafpour GD, Younesi H, Lahijani P, Uzir MH, Mohamed AR (2011) Bioconversion of synthesis gas to second generation biofuels: a review. Renew Sust Energ Rev 15:4255–4273. doi:10.1016/j.rser.2011.07.124
Heiskanen H, Virkajarvi I, Viikari L (2007) The effects of syngas composition on the growth and product formation of Butyribacterium methylotrophicum. Enzyme Microb Tech 41:362–367. doi:10.1016/j.enzmictec.2007.03.004
Henstra AM, Sipma J, Rinzema A, Stams AJM (2007) Microbiology of synthesis gas fermentation for biofuel production. Curr Opin Biotechnol 18:200–206. doi:10.1016/j.copbio.2007.03.008
Daniell J, Kopke M, Simpson SD (2012) Commercial biomass syngas fermentation. Energies 5:5372–5417. doi:10.3390/en5125372
Allen TD, Caldwell ME, Lawson PA, Huhnke RL, Tanner RS (2010) Alkalibaculum bacchii gen. nov., sp. nov., a CO-oxidizing, ethanol producing acetogen isolated from livestock-impacted soil. Int J Syst Evol Microbiol 60:2483–2489. doi:10.1099/ijs.0.018507-0
Liu K, Atiyeh HK, Tanner RS, Wilkins MR, Huhnke RL (2012) Fermentative production of ethanol from syngas using novel moderately alkaliphilic strains of Alkalibaculum bacchii. Bioresour Technol 104:336–341. doi:10.1016/j.biortech.2011.10.054
Rajagopalan S, Datar RP, Lewis RS (2002) Formation of ethanol from carbon monoxide via a new microbial catalyst. Biomass Bioenerg 23:487–493. doi:10.1016/S0961-9534(02)00071-5
Cotter JL, Chinn MS, Grunden AM (2009) Influence of process parameters on growth of Clostridium ljungdahlii and Clostridium autoethanogenum on synthesis gas. Enzym Microb Tech 44:281–288. doi:10.1016/j.enzmictec.2008.11.002
Guo Y, Xu J, Zhang Y, Xu H, Yuan Z, Li D (2010) Medium optimization for ethanol production with Clostridium autoethanogenum with carbon monoxide as sole carbon source. Bioresour Technol 101:8784–8789. doi:10.1016/j.biortech.2010.06.072
Abubackar HN, Veiga MC, Kennes C (2012) Biological conversion of carbon monoxide to ethanol: effect of pH, gas pressure, reducing agent and yeast extract. Bioresour Technol 114:518–522. doi:10.1016/j.biortech.2012.03.027
Liou JSC, Balkwill DL, Drake GR, Tanner RS (2005) Clostridium carboxidivorans sp. nov., a solvent-producing clostridium isolated from agricultural settling lagoon, and reclassification of the acetogen Clostridium scatologenes strain SL1 as Clostridium drakei sp. nov. Int J Syst Evol Microbiol 55:2085–2091. doi:10.1099/ijs.0.63482-0
Mohammadi M, Younesi H, Najafpour G, Mohamed AR (2012) Sustainable ethanol fermentation from synthesis gas by Clostridium ljungdahlii in a continuous stirred tank bioreactor. J Chem Technol Biotechnol 87:837–843. doi:10.1002/jctb.3712
Younesi H, Najafpour G, Mohamed AR (2006) Liquid fuel production from synthesis gas via fermentation process in a continuous tank bioreactor (CSTBR) using Clostridium ljungdahlii. Iran J Biotechnol 4:45–53
Saxena J, Tanner RS (2012) Optimization of a cornsteep medium for production of ethanol from synthesis gas fermentation by Clostridium ragsdalei. World J Microbiol Biotechnol 28:1553–1561. doi:10.1007/s11274-011-0959-0
Kundiyana DK, Wilkins MR, Maddipati P, Huhnke RL (2011) Effect of temperature, pH and buffer presence on ethanol production from synthesis gas by Clostridium ragsdalei. Bioresour Technol 102:5794–5799. doi:10.1016/j.biortech.2011.02.032
Kundiyana DK, Huhnke RL, Wilkins MR (2010) Syngas fermentation in a 100-L pilot scale fermentor: design and process considerations. J Biosci Bioeng 109:492–498. doi:10.1016/j.jbiosc.2009.10.022
Ragsdale SW (2009) Nickel-based enzyme systems. J Biol Chem 284:18571–18575. doi:10.1074/jbc.R900020200
Abubackar HN, Veiga MC, Kennes C (2011) Biological conversion of carbon monoxide: rich syngas or waste gases to bioethanol. Biofuels Bioprod Bioref 5:93–114. doi:10.1002/bbb.256
Munasinghe PC, Khanal SK (2010) Biomass-derived syngas fermentation into biofuels: opportunities and challenges. Bioresour Technol 101:5013–5022. doi:10.1016/j.biortech.2009.12.098
Kundiyana DK, Huhnke RL, Maddipati P, Atiyeh HK, Wilkins MR (2010) Feasibility of incorporating cotton seed extract in Clostridium strain P11 fermentation medium during synthesis gas fermentation. Bioresour Technol 101:9673–9680. doi:10.1016/j.biortech.2010.07.054
Klasson KT, Ackerson CMD, Clausen EC, Gaddy JL (1993) Biological conversion of coal and coal-derived synthesis gas. Fuel 72:1673–1678. doi:10.1016/0016-2361(93)90354-5
Bredwell MD, Srivastava P, Worden RM (1999) Reactor design issues for synthesis-gas fermentations. Biotechnol Prog 15:834–844. doi:10.1021/bp990108m
Munasinghe PC, Khanal SK (2012) Syngas fermentation to biofuel: evaluation of carbon monoxide mass transfer and analytical modelling using a composite hollow fiber (CHF) membrane bioreactor. Bioresour Technol 122:130–136. doi:10.1016/j.biortech.2012.03.053
Hickey R, Datta R, Tsai SP, Basu R (2011) Membrane supported bioreactor for conversion of syngas components to liquid products. U.S. Patent 2011/0256597 A1, 20 October 2011
Tsai SP, Datta R, Basu R, Yoon SH (2009) Syngas conversion system using asymmetric membrane and anaerobic microorganism. U.S. Patent 2009/0215163 A1, 29 August 2009
Xu D, Lewis RS (2012) Syngas fermentation to biofuels: effects of ammonia impurity in raw syngas on hydrogenase activity. Biomass Bioenerg 45:303–310. doi:10.1016/j.biombioe.2012.06.022
Xu D, Tree DR, Lewis RS (2011) The effects of syngas impurities on syngas fermentation to liquid fuels. Biomass Bioenerg 35:2690–2696. doi:10.1016/j.biombioe.2011.03.005
Ahmed A, Cateni BG, Huhnke RL, Lewis SR (2006) Effects of biomass-generated producer gas constituents on cell growth, product distribution and hydrogenase activity of Clostridium carboxidivorans P7T. Biomass Bioenerg 30:665–672. doi:10.1016/j.biombioe.2006.01.007
Calli B, Mertoglu B, Inanc B, Yenigun O (2005) Effects of high free ammonia concentrations on the performances of anaerobic bioreactors. Process Biochem 40:1285–1292. doi:10.1016/j.procbio.2004.05.008
Saxena J, Tanner RS (2011) Effect of trace metals on ethanol production from synthesis gas by the ethanologenic acetogen, Clostridium ragsdalei. J Ind Microbiol Biotechnol 38:513–521. doi:10.1007/s10295-010-0794-6
Panneerselvam A, Wilkins MR, Delorme MJM, Atiyeh HK, Huhnke RL (2009) Effects of various reducing agents on syngas fermentation by “Clostridium ragsdalei”. Biol Eng 2:135–144
Dry ME (2004) Present and future applications of the Fischer–Tropsch process. Appl Catal A 276:1–3. doi:10.1016/j.apcata.2004.08.014
Subramani V, Gangwal SK (2008) A review of recent literature to search for an efficient catalytic process for the conversion of syngas to ethanol. Energ Fuel 22:814–839. doi:10.1021/ef700411x
Li F, Jiang D, Zeng XC, Chen Z (2012) Mn monolayer modified Rh for syngas-to-ethanol conversion: a first-principles study. Nanoscale 4:1123–1129. doi:10.1039/c1nr11121c
Choi Y, Liu P (2009) Mechanism of ethanol synthesis from syngas on Rh (111). J Am Chem Soc 131:13054–13061. doi:10.1021/ja903013x
Spivey JJ, Egbebi A (2007) Heterogeneous catalytic synthesis of ethanol from biomass-derived syngas. Chem Soc Rev 36:1514–1528. doi:10.1039/B414039G
Pan X, Fan Z, Chen W, Ding Y, Luo H, Bao X (2007) Enhanced ethanol production inside carbon-nanotube reactors containing catalytic particles. Nat Mater 6:507–511. doi:10.1038/nmat1916
Fan Z, Chen W, Pan X, Bao X (2009) Catalytic conversion of syngas into C2-oxygenates over Rh-based catalysts—effects of carbon supports. Catal Today 147:86–93. doi:10.1016/j.cattod.2009.03.004
Haider MA, Gogate MR, Davis RJ (2009) Fe-promotion of supported Rh catalysts for different conversion of syngas to ethanol. J Catal 261:9–16. doi:10.1016/j.jcat.2008.10.013
Mei D, Rousseau R, Kathmann SM, Glezakou VA, Engelhard MH, Jiang W, Wang C, Gerber MA, White JF, Stevens DJ (2010) Ethanol synthesis from syngas over Rh-based/SiO2 catalysts: a combined experimental and theoretical modeling study. J Catal 271:325–342. doi:10.1016/j.jcat.2010.02.020
Han L, Mao D, Yu J, Guo Q, Lu G (2012) Synthesis of C2-oxygenates from syngas over Rh-based catalyst supported on SiO2, TiO2 and SiO2-TiO2 mixed mode. Catal Commun 23:20–24. doi:10.1016/j.catcom.2012.02.032
Chen G, Guo CY, Zhang X, Huang Z, Yuan G (2011) Direct conversion of syngas to ethanol over Rh/Mn supported on modified SBA-15 molecular sieves: effect of supports. Fuel Process Technol 92:456–461. doi:10.1016/j.fuproc.2010.10.012
Cosultchi A, Parez-Luna M, Morales-Serna JA, Salmon M (2012) Charaterization of modified Fischer–Tropsch catalysts promoted with alkaline metals for higher alcohol synthesis. Catal Lett 142:368–377
Surisetty VR, Dalai AK, Kozinski J (2010) Synthesis of higher alcohols from synthesis gas over Co-promoted alkali-modified MoS2 catalysts supported on MWCNTs. Appl Catal A Gen 385:153–162. doi:10.1016/j.apcata.2010.07.009
Gong J, Yue H, Zhao Y, Zhao S, Zhao L, Lv J, Wang S, Ma X (2012) Synthesis of ethanol via syngas on Cu/SiO2 catalysts with balanced Cu0-Cu+ sites. J Am Chem Soc 134:13922–13925. doi:10.1021/ja3034153
Yang G, San X, Jiang N, Tanaka Y, Li X, Jin Q, Tao K, Meng F, Tsubaki N (2011) A new method of ethanol synthesis from dimethyl ether and syngas in a sequential dual bed reactor with modified zeolite and Cu/ZnO catalysts. Catal Today 164:425–428. doi:10.1016/j.cattod.2010.10.027
Liu Y, Murata K, Inaba M, Takahara I (2013) Synthesis of ethanol from methanol and syngas through an indirect route containing methanol dehydrogenation, DME carbonylation and methyl acetate hydrogenolysis. Fuel Process Technol 110:206–213. doi:10.1016/j.fuproc.2012.12.016
Sai Prasad PS, Bae JW, Kang SH, Lee YJ, Jun KW (2008) Single-step synthesis of DME from syngas on Cu-ZnO-Al2O3/zeolite bifunctional catalysts: the superiority of ferrierite over other zeolites. Fuel Process Technol 89:1281–1286. doi:10.1016/j.fuproc.2008.07.014
Erena J, Garona R, Arandes JM, Aguayo AT, Bilbao J (2005) Direct synthesis of dimethyl ether from (H2 + CO) and (H2 + CO2) feeds. Effect of feed composition. Int J Chem React Eng 3:1–15. doi:10.2202/1542-6580.1295
Aguayo AT, Erena J, Sierra I, Olazar M, Bilbao J (2005) Deactivation and regeneration of hybrid catalysts in the single-step synthesis of dimethyl ether from syngas and CO2. Catal Today 106:265–270. doi:10.1016/j.cattod.2005.07.144
Zeng C, Sun J, Yang G, Ooki I, Hayashi K, Yoneyama Y, Taguchi A, Abe T, Tsubaki N (2013) Highly selective and multifunctional Cu/ZnO/Zeolite catalyst for one-step dimethyl ether synthesis: preparing catalyst by bimetallic physical sputtering. Fuel 112:140–144. doi:10.1016/j.fuel.2013.05.026
Moradi GR, Nosrati S, Yaripor F (2007) Effects of hybrid catalysts preparation method upon direct synthesis of dimethyl ether from synthesis gas. Catal Commun 8:598–606. doi:10.1016/j.catcom.2006.08.023
Feng W, Yao J, Wu H, Ji P (2012) Synthesis of bioethanol from biomass-derived syngas over carbon nanotube/silica supported catalyst. Biotechnol Adv 30:874–878. doi:10.1016/j.biotechadv.2012.01.017
Surisetty VR, Dalai AK, Kozinski J (2010) Effect of Rh promoter on MWCNT-supported alkali modified MoS2 catalysts for higher alcohols synthesis from CO hydrogenation. Appl Catal A Gen 381:282–288. doi:10.1016/j.apcata.2010.04.036
Zhang X, Liu Y, Liu G, Tao K, Jin Q, Meng F, Wang D, Tsubaki N (2012) Product distributions including hydrocarbon and oxygenates of Fischer–Tropsch synthesis over mesoporous MnO2-supported Fe catalyst. Fuel 92:122–129. doi:10.1016/j.fuel.2011.07.041
Ma W, Kugler EL, Dadyburjor DB (2011) Promotional effect of copper on activity and selectivity to hydrocarbons and oxygenates for Fischer–Tropsch synthesis over potassium-promoted iron catalysts supported on activated carbon. Energ Fuel 25:1931–1938. doi:10.1021/ef101720c
Subramanian ND, Gao J, Mo X, Goodwin JG Jr, Torres W, Spivey JJ (2010) La and/or V oxide promoted Rh/SiO2 catalysts: effect of temperature, H2/CO ratio, space velocity and pressure on ethanol selectivity from syngas. J Catal 272:204–209. doi:10.1016/j.jcat.2010.03.019
Chiang SW, Chang CC, Shie JL, Chang CY, Ji DR, Tseng JY, Chang CF, Chen YH (2012) Synthesis of alcohols and alkanes from CO and H2 over MoS2/γ-Al2O3 catalyst in a packed bed with continuous flow. Energies 5:4147–4164. doi:10.3390/en5104147
Wang W, Wang S, Ma X, Gong J (2011) Recent advances in catalytic hydrogenation of carbon dioxide. Chem Soc Rev 40:3703–3727. doi:10.1039/C1CS15008A
Centi G, Perathoner S (2009) Opportunities and prospects in the chemical recycling of carbon dioxide to fuels. Catal Today 148:191–205. doi:10.1016/j.cattod.2009.07.075
Takagawa M, Okamoto A, Fujimura H, Izawa Y, Arakawa H (1998) Ethanol synthesis from carbon dioxide and hydrogen. Stud Surf Sci Catal 114:525–528. doi:10.1016/S0167-2991(98)80812-4
Arakawa H (1998) Research and development on new synthetic routes for basic chemicals by catalytic hydrogenation of CO2. Stud Surf Sci Catal 114:19–30. doi:10.1016/S0167-2991(98)80723-4
Kusama H, Okabe K, Sayama K, Arakawa H (1997) Ethanol synthesis by catalytic hydrogenation of CO2 over Rh-Fe-SiO2 catalysts. Catal Today 22:343–348. doi:10.1016/S0360-5442(96)00095-3
Inui T, Yamamoto T (1998) Effective synthesis of ethanol from CO2 on polyfunctional composite catalysts. Catal Today 45:209–214. doi:10.1016/S0920-5861(98)00217-X
Heijden HV, Ptasinski KJ (2012) Exergy analysis of thermochemical ethanol production via biomass gasification and catalytic synthesis. Energy 46:200–210. doi:10.1016/j.energy.2012.08.036
Wei L, Pordesimo LO, Igathinathane C, Batchelor WD (2009) Process engineering evaluation of ethanol production from wood through bioprocessing and chemical catalysis. Biomass Bioenerg 33:255–266. doi:10.1016/j.biombioe.2008.05.017
Mohanty P, Nanda S, Pant KK, Naik S, Kozinski JA, Dalai AK (2013) Evaluation of the physiochemical development of biochars obtained from pyrolysis of wheat straw, timothy grass and pinewood: effects of heating rate. J Anal Appl Pyrol. doi:10.1016/j.jaap.2013.05.022
Boucher ME, Chaala A, Roy C (2000) Bio-oils obtained by vacuum pyrolysis of softwood bark as a liquid fuel for gas turbines. Part I: properties of bio-oil and its blends with methanol and a pyrolytic aqueous phase. Biomass Bioenerg 19:337–350. doi:10.1016/S0961-9534(00)00043-X
He R, Ye XP, English BC, Satrio JA (2009) Influence of pyrolysis condition on switchgrass bio-oil yield and physicochemical properties. Bioresour Technol 100:5305–5311. doi:10.1016/j.biortech.2009.02.069
Ba TA, Chaala M, Garcia-Perez D, Rodrigue RC (2004) Colloidal properties of bio-oils obtained by vacuum pyrolysis of softwood bark. Characterization of water-soluble and water-insoluble fractions. Energ Fuel 18:704–712. doi:10.1021/ef030118b
Joshi J, Lawal A (2012) Hydrodeoxygenation of pyrolysis oil in a microreactor. Chem Eng Sci 74:1–8. doi:10.1016/j.ces.2012.01.052
Meier D, Faix O (1999) State of the art of applied fast pyrolysis of lignocellulosic materials—a review. Bioresour Technol 68:71–77. doi:10.1016/S0960-8524(98)00086-8
Ringer M, Putsche V, Scahill J (2013) Large-scale pyrolysis oil production: a technology assessment and economic analysis. NREL/TP-510-37779; 2006. http://www.nrel.gov/docs/fy07osti/37779.pdf. Accessed 26 March 2013
E4tech (2009) Review of technologies for gasification of biomass and wastes. NNFCC Project 09/008
Huber GW, Corma A (2007) Synergies between bio- and oil refineries for the production of fuels from biomass. Angew Chem Int Ed 46:7184–7201. doi:10.1002/anie.200604504
Sharma RK, Bakhshi NN (1991) Catalytic upgrading of biomass-derived oils to transportation fuels and chemicals. Can J Chem Eng 69:1071–1081. doi:10.1002/cjce.5450690505
Mortensen PM, Grunwaldt JD, Jensen PA, Knudsen KG, Jensen AD (2011) A review of catalytic upgrading of bio-oil to engine fuels. Appl Catal A Gen 407:1–19. doi:10.1016/j.apcata.2011.08.046
Couper JR, Penney WR, Fair JR, Walas SM (2010) Chemical process equipment-selection and design, 2nd edn. Elsevier, USA
Czernik S, Bridgwater AV (2004) Overview of applications of biomass fast pyrolysis oil. Energ Fuel 18:590–598. doi:10.1021/ef034067u
Agblevor FA, Besler S (1996) Inorganic compounds in biomass feedstocks. 1. Effect on the quality of fast pyrolysis oils. Energ Fuel 10:293–298. doi:10.1021/ef950202u
Oasmaa A, Czernik S (1999) Fuel oil quality of biomass pyrolysis oils—state of the art for the end users. Energ Fuel 13:914–921. doi:10.1021/ef980272b
Diebold JP, Czernik S (1997) Additives to lower and stabilize the viscosity of pyrolysis oils during storage. Energ Fuel 11:1081–1091. doi:10.1021/ef9700339
Oasmaa A, Sipila K, Solantausta Y, Kuoppala E (2005) Quality improvement of pyrolysis liquids: effect of light volatiles on the stability of pyrolysis liquids. Energ Fuel 19:2556–2561. doi:10.1021/ef0400924
Rajvanshi AK (1986) Biomass gasification. In: Goswami DY (ed) Alternative energy in agriculture. CRC Press, New York, pp 83–102
Higman C, van der Burgt M (2008) Gasification. Elsevier, London
Roddy DJ, Whitton CM (2012) Comprehensive renewable energy. Biomass gasification and pyrolysis. Elsevier, New York, pp 133–137
Delgado J, Aznar MP, Corella J (1997) Biomass gasification with steam in fluidized bed: effectiveness of CaO, MgO, and CaO-MgO for hot raw gas cleaning. Ind Eng Chem Res 36:1535–1543. doi:10.1021/ie960273w
Lv PM, Xiong ZH, Chang J, Wu CZ, Chen Y, Zhu JX (2004) An experimental study on biomass air–steam gasification in a fluidized bed. Bioresour Technol 95:95–101. doi:10.1016/j.biortech.2004.02.003
Franco C, Pinto F, Gulyurtlu I, Cabrita I (2003) The study of reactions influencing the biomass steam gasification process. Fuel 82:835–842. doi:10.1016/S0016-2361(02)00313-7
Moon J, Lee J, Lee U, Hwang J (2013) Transient behavior of devolatilization and char reaction during steam gasification of biomass. Bioresour Technol 133:429–436. doi:10.1016/j.biortech.2013.01.148
Weerachanchai P, Horio M, Tangsathitkulchai C (2009) Effects of gasifying conditions and bed materials on fluidized bed steam gasification of wood biomass. Bioresour Technol 100:1419–1427. doi:10.1016/j.biortech.2008.08.002
Fushimi C, Araki K, Yamaguchi Y, Tsutsumi A (2003) Effect of heating rate on steam gasification of biomass. 2. Thermogravimetric-mass spectrometric (TG-MS) analysis of gas evolution. Ind Eng Chem Res 42:3929–3936. doi:10.1021/ie0300575
Zhang L, Xu CC, Champagne P (2010) Overview of recent advances in thermo-chemical conversion of biomass. Energ Convers Manag 51:969–982. doi:10.1016/j.enconman.2009.11.038
McKendry P (2002) Energy production from biomass (part 3): gasification technologies. Bioresour Technol 83:55–63. doi:10.1016/S0960-8524(01)00120-1
van der Drift A, Boerrigter H (2013) Synthesis gas from biomass for fuels and chemicals. ECN-C-06-001; 2006. ftp://www.nrg-nl.com/pub/www/library/report/2006/c06001.pdf. Accessed 26 March 2013
Behrendt F, Neubauer Y, Oevermann M, Wilmes B, Zobel N (2008) Direct liquefaction of biomass. Chem Eng Technol 31:667–677. doi:10.1002/ceat.200800077
Balat M (2008) Mechanisms of thermochemical biomass conversion processes. Part 3: reactions of liquefaction. Energ Source A 30:649–659. doi:10.1080/10407780600817592
Xu C, Etcheverry T (2008) Hydro-liquefaction of woody biomass in sub- and super-critical ethanol with iron-based catalysts. Fuel 87:335–345. doi:10.1016/j.fuel.2007.05.013
Blaschek HP, Ezeji TC, Scheffran J (2010) Biofuels from agricultural wastes and byproducts. Blackwell, New York. doi:10.1002/9780813822716. ISBN 978-0-813-80252-7
Miller IJ, Fellows SK (1981) Liquefaction of biomass as a source of fuels or chemicals. Nature 289:398–399. doi:10.1038/289398a0
Zhong C, Wei X (2004) A comparative experimental study on the liquefaction of wood. Energy 29:1731–1741. doi:10.1016/j.energy.2004.03.096
Mun SP, Hassan EM (2004) Liquefaction of lignocellulosic biomass with mixtures of ethanol and small amounts of phenol in the presence of methanesulfonic acid catalyst. J Ind Eng Chem 10:722–727
Xu J, Jiang J, Dai W, Xu Y (2012) Liquefaction of sawdust in hot compressed ethanol for the production of bio-oils. Process Saf Environ 90:333–338. doi:10.1016/j.psep.2012.01.001
Krzan A, Kunaver M, Tisler V (2005) Wood liquefaction using dibasic organic acids and glycols. Acta Chim Slov 52:253–258
Liang L, Mao Z, Li Y, Wan C, Wang T, Zhang L, Zhang L (2006) Liquefaction of crop residues for polyol production. Bioresources 1:248–256
Food and Agriculture Organization of the United Nations, FAO (2008) The state of food and agriculture. Biofuels: prospects, risks, and opportunities. FAO, Rome
Borjesson P (2009) Good or bad bioethanol from a greenhouse gas perspective—what determines this? Appl Energ 86:589–594. doi:10.1016/j.apenergy.2008.11.025
Fargione J, Hill J, Tilman D, Polasky S, Hawthorne P (2008) Land clearing and the biofuel carbon debt. Science 319:1235–1238. doi:10.1126/science.1152747
Searchinger T, Heimlich R, Houghton RA, Dong F, Elobeid A, Fabiosa J, Tokgoz S, Hayes D, Yu TH (2008) Use of U.S. croplands for biofuels increases greenhouse gases through emissions from land-use change. Science 319:1238–1240. doi:10.1126/science.1151861
Shimada K, Hosoya S, Ikeda T (1997) Condensation reactions of softwood and hardwood lignin model compounds under organic acid cooking conditions. J Wood Chem Technol 17:57–72. doi:10.1080/02773819708003118
Balat M (2009) Gasification of biomass to produce gaseous products. Energ Source A 31:516–526. doi:10.1080/15567030802466847
Himmel ME, Ding SY, Johnson DK, Adney WS, Nimlos MR, Brady JW, Foust TD (2007) Biomass recalcitrance: engineering plants and enzymes for biofuels production. Science 315:804–807. doi:10.1126/science.1137016
Muthaiyan A, Ricke SC (2010) Current perspectives on detection of microbial contamination in bioethanol fermentors. Bioresour Technol 101:5033–5042. doi:10.1016/j.biortech.2009.11.005
Heist P (2011) Identifying, controlling the most common microbial contaminants. Ethanol Producer Magazine; 2009. www.ethanolproducer.com/article.jsp?article_id=5464. Accessed 23 April 2011
Basilio ACM, de Araujo PRL, de Morais JOF, da Silva Filho EA, de Morais Jr MA, Simoes DA (2008) Detection and identification of wild yeast contaminants of the industrial fuel ethanol fermentation process. Curr Microbiol 56:322–326. doi:10.1007/s00284-007-9085-5
Grossman HL, Myers WR, Vreeland VJ, Bruehl R, Alper MD, Bertozzi CR, Clarke J (2004) Detection of bacteria in suspension by using a superconducting quantum interference device. PNAS 101:129–134. doi:10.1073/pnas.0307128101
Gloyna EF, Li L (1995) Supercritical water oxidation research and development update. Environ Prog 14:182–192. doi:10.1002/ep.670140318
Gaddy JL (1998) Biological production of acetic acid from waste gases with Clostridium ljungdahlii. U.S. Patent 5807722, 15 September 1998
Zahn JA, Saxena J (2011) Novel ethanologenic species Clostridium coskatii. U.S. Patent 2011/0229947 A1, 22 September 2011
Heijstra B, Kern E, Koepke M, Segovia S, Liew F (2012) Novel bacteria and methods of use thereof. Patent WO/2012/015317, 2 February 2012
Kopke M, Mihalcea C, Bromley JC, Simpson SD (2011) Fermentative production of ethanol from carbon monoxide. Curr Opin Biotechnol 22:320–325. doi:10.1016/j.copbio.2011.01.005
Lu Q, Zhang J, Zhu XF (2008) Corrosion properties of bio-oil and its emulsions with diesel. Chin Sci Bull 53:3726–3734. doi:10.1007/s11434-008-0499-7
Czernik S, Johnson DK, Black S (1994) Stability of wood fast pyrolysis oil. Biomass Bioenerg 7:187–192. doi:10.1016/0961-9534(94)00058-2
Perez MG, Chaala A, Pakdel H, Kretschmer D, Rodrigue D, Roy C (2006) Multiphase structure of bio-oils. Energ Fuel 20:364–375. doi:10.1021/ef050248f
Oasmaa A, Elliott DC, Korhonen J (2010) Acidity of biomass fast pyrolysis bio-oils. Energ Fuel 24:6548–6554. doi:10.1021/ef100935r
Wild PD (2011) Biomass pyrolysis for chemicals. Dissertation, University of Groningen. ISBN: 978-90-367-4994-7
Verma M, Godbout S, Brar SK, Solomatnikova O, Lemay SP, Larouce JP (2012) Biofuels production from biomass by thermochemical conversion technologies. Int J Chem Eng. doi:10.1155/2012/542426
Acknowledgments
The authors express their acknowledgments towards the Natural Sciences and Engineering Research Council of Canada (NSERC), Canada Research Chair (CRC) program and BioFuelNet Canada for the financial support in this research.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Nanda, S., Mohammad, J., Reddy, S.N. et al. Pathways of lignocellulosic biomass conversion to renewable fuels. Biomass Conv. Bioref. 4, 157–191 (2014). https://doi.org/10.1007/s13399-013-0097-z
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13399-013-0097-z