Abstract
In this paper, a novel REY zeolite, modified with rare earth through short process of preparation technology and rare earth location technology was introduced. Compared with routine REY zeolite, micro-activity test (MAT) conversion of the novel REY increased by 18 % at least. The catalytic cracking performances of the catalysts were tested on a fixed-fluid-bed bench unit. The results showed that when compared with CAT-old, the conversion of CAT-new catalyst increased by 1.60 % and heavy oil yield decreased by 0.23 %; the total liquid and light oil yield increased by 1.01 and 0.55 %, respectively. Motor octane number and research octane number of gasoline produced by CAT-new sample have increased 0.1 and 1.0 unit, respectively. Therefore, it has good application prospect and remarkable economic benefit.
Similar content being viewed by others


Introduction
In recent years, the demand for catalyst with high activity and activity stability has been growing strongly in China. As domestic feedstock of chemical industry was becoming more and more inferior, Y zeolites, which were the major rate-controlling components in most modern hydrocarbon cracking catalysts, should remain extremely stable during cracking [1, 2]. Nowadays, almost all zeolitic fluid catalytic cracking (FCC) catalysts are prepared by the ion exchange of rare earth (RE) cations owing to the high activity and proper hydrothermal stability in many reactions.
RE cations are transferred into zeolite Y structures following the procedure below [3]. Initially, the RE cations usually exist as RE (H2O) 3+ n in aqueous solution, and those located in super-cages yield RE(OH)2+ via dehydration during calcination and hydrothermal treatments. The RE (OH)2+ cation’s diameter is approximately 0.23 nm and the sodalite cage is sized 0.66 nm, which enables the migration of RE cations from the super-cages to the sodalite cage. However, RE (OH)2+ cations and oxygen would react to form RE oxides that then unexpectedly spread to zeolite surface rather than move into the sodalite cages.
However, as for modification of zeolite Y, the proportion of RE in sodalite cage can not be over 60–70 % [4]. More than 30 % RE cations migrate from sodalite cage to super-cages. As a result, the loss of RE cations reduces cracking activity and changes product distributions. Therefore, how to maintain the retention rate of RE cations in sodalite cage is very important. In this paper, a new method was developed to locate all of RE cations in the sodalite cage by a one-step method.
Experimental section
Preparation of novel zeolite and catalyst
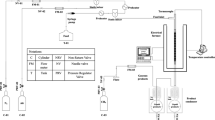
The NaY zeolites used in this work were obtained from the catalyst plant of Lanzhou Petrochemical Company, PetroChina, China. In a typical process, NaY was mixed with La(NO3)3 (Fig. 1). 6H2O solution by ion exchanges, and then reacted at a certain temperature and pressure for 1 h. Then, the mixture was filtered and dried at 100 °C for 8 h and calcined at a certain temperature for 2 h in a 100 % steam environment. NaY was converted to RE-modified Y zeolite form, which was denoted as RYS. The calcination temperature of RYS and corresponding serial number are shown in Fig. 2. The RE-modified Y zeolite obtained by impregnation at same conditions was named as RYI.

Migration of RE cations from the super-cage to the sodalite cage

Infrared analysis curves of RYS in different calcination temperature (RYS-1 90 °C, RYS-2 150 °C, RYS-3 350 °C, RYS-4 450 °C, RYS-5, RYS-6 550 °C)
In the catalyst preparation process, one RYS zeolite, a Kaolin matrix (Suzhou Kaolin Company, China), and a silica sol matrix, were mixed together and shaped by spray-drying to obtain a microspheroidal catalyst. This catalyst was named as CAT-new. The old catalyst was prepared by adding RYI to replace RYS zeolite. The old catalyst was marked as CAT-old.
Catalytic cracking tests
The zeolites were subjected to MAT by ASTM Method D-3907. Prior to MAT test, the samples were hydrothermally deactivated in a laboratory furnace at 800 °C for certain time in a 100 % steam environment. RYI and RYS were tested on a FFB unit. The tests were carried out under the typical conditions for FCC units: the cracking temperature is 500 °C; catalyst to oil mass ratio is 4.0; weight hourly space velocity is 15 h−1. Prior to the FFB test, both CAT-old and CAT-new were steam-deactivated at 800 °C for 10 h in a fluid bed in 100 % steam. The chemical composition of the product FCC gasoline was determined by an online GC–MS. The feedstock (as shown in Table 1) was a mixture of 70 % Xinjiang vacuum gas oil (VGO) and 30 % Xinjiang vacuum tower bottom (VTB).
Physicochemical characterization
The element content was analyzed by the X-ray fluorescence spectrum (XRF) method on a Rigaku ZSX primus operated at 50 kV and 40 mA. After the pretreatment, the sample was cooled to 100 °C and saturated with NH3 gas. Then the NH3-TPD was carried out under a constant flow of He (50 ml min−1) from 100 to 700 °C at a heating rate of 15 °C min−1. The desorbed ammonia was monitored continuously with a gas chromatograph equipped with a thermal conductivity detector. Attrite index was measured in a home-made attrite machine. Textural properties were determined by N2 adsorption at 77 K on an ASAP-2010 instrument (Micromeritics, USA). Prior to measurement, the sample was outgassed at 573 K for 12 h. Micropore volumes and external surface areas were calculated from the t-plot method. FT-IR spectroscopy was performed on a Nexus FT-IR instrument (Nicolet Co, USA) to study the acidity of zeolite. Pretreatment of the sample was made in the cell at 300 °C under vacuum for 2 h. Then purified pyridine vapor was adsorbed on to the zeolite at room temperature. The excess of pyridine was removed under vacuum over two consecutive (1 h) periods of heating at 200 and 350 °C, respectively, each of them followed by IR measurements.
Results and discussion
Calcination conditions
RE cations were transferred into zeolite Y following the procedure below [2]. Initially, the RE ions usually existed as RE (H2O) 3+ n in aqueous solution, and those located in super-cages yield RE(OH)2+ via dehydration during calcination and hydrothermal treatments. The RE(OH)2+ cation’s diagram was approximately 0.23 nm and the size of sodalite cage was sized 0.66 nm, which allowed the migration of RE cations to transfer from the super-cage to the sodalite cage. However, RE(OH)2+ cations and oxygen would react to form RE oxides that would unexpectedly spread to the zeolite surface rather than move into the sodalite cages.
The sodalite cage’s size was 0.66 nm and the size of super-cage was 0.74 nm. The smaller the diameter of pore is, the greater the surface tension (γ) and the saturated vapor pressure would be. In the calcination process, hydrothermal treatments could increase the migration of RE cations from the super-cage to the sodalite cage. Therefore, it could increase the cracking activity and change product distributions [5]
The sample catalysts were analyzed by Infrared analysis. As shown in Fig. 2, upon pyridine adsorption at ambient temperature and outgassing at 200 and 350 °C, absorption bands associated with the chemisorbed pyridine were observed at 3,650 and 3,540 cm−1, which corresponded to the O1H in supercage and sodalite cage sites, respectively. Below 150 °C, acid peak in 3,640 cm−1 was more obvious. However, above 550 °C, acid peak in 3,640 cm−1 was weak, but acid peak in 3,540 cm−1 was more evident, and also acid peak in 3,685 cm−1 appears, which showed extra-framework aluminum in Y zeolite. In conclusion, we should control calcination temperature in the suitable range.
RE cations retention in sodalite cage
The RE cations retention of RYS was investigated, as shown in Table 2.
As the data for RYS shown in Table 2, the retention rate of RE cations in sodalite cage reached 97.7 % by a one-step ion exchange. Therefore, it has a good application prospect and remarkable economic benefit to reduce the consumption of RE earth.
Physical chemical properties of catalyst
The physical chemical properties of the prepared catalyst are shown in Table 3. According to the analysis of XRF, the CAT-new and CAT-old catalysts showed the similar content of Na2O and RE2O3. At the same time, the two catalysts held the similar pore volume and surface area based on the measurement of N2 adsorption/desorption method. And attrite index also showed similar data. However, MAT conversion showed obvious difference. The corresponding MAT conversion was 66 and 78 for the CAT-old and CAT-new, respectively. The difference was mainly due to the high activity of RYS. All of RE cations in sodalite cage were helpful for the increase of MAT conversion.
Catalytic cracking tests
The product distribution and the nature of the resulting gasoline were shown in Table 4. The data showed that, compared with CAT-old, the conversion of CAT-new catalyst increased by 1.60 %; heavy oil yield decreased by 0.23 %; the total liquid and light oil yield increased by 1.01 and 0.55 %, respectively. The overall reaction performance of CAT-new was obviously superior to CAT-old sample. We all know that if catalyst’s Y zeolite content decreases, the ability of heavy oil cracking will decline and the product distribution will deteriorate. The activity of catalyst improved though the active component in the catalyst decreased, which was the full evidence of advantages of the new zeolite.
Compared with CAT-old, the motor octane number (MON) and research octane number (RON) of gasoline produced by CAT-new sample can increase 0.1 and 1.0 unit, respectively. The result was very ideal even though the molecular sieve content reduced, which showed that the synergism effect of both ZSM-5 zeolite and new zeolite fully achieved the desired catalytic properties.
Conclusions
A novel REY zeolite, modified with rare earth through short process of preparation technology and special rare earth location technology was introduced. Compared with catalyst containing routine REY zeolite, the MAT of the catalyst containing novel REY increased by 18 % at least. The catalytic cracking performances of the catalysts were tested on a FFB unit. The results showed that when compared with CAT-old, the conversion of CAT-new increased by 1.60 %; heavy oil yield decreased by 0.23 % and the total liquid and light oil yield increased by 1.01 and 0.55 %, respectively. Motor octane number (MON) and research octane number (RON) of gasoline produced by CAT-new sample can increase 0.1 and 1.0 unit, respectively. Therefore, it has a good application prospect and remarkable economic benefit.
References
Xu M, Liu X, Madon RJ (2002) J Catal 207:237
Cerqueiraa HS, Caeirob G, Costac L, Ramôa Ribeiro F (2008) J Mol Catal A Chem 292:1
Hunger M, Engelhardt G, Weitkamp J (1995) Microporous Mater 3:497
Du X, Gao X, Zhang H, Li X, Liu P (2013) Catal Commun 35:17
Fu X (2006) Phys Chem 5:204
Acknowledgments
The authors thank the Department of Science and Technology Management of PetroChina for providing financial support.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution License which permits any use, distribution, and reproduction in any medium, provided the original author(s) and the source are credited.
About this article

Cite this article
Liu, Z., Zhang, Z., Fan, H. et al. Research on the high activity of REY zeolite in fluid catalytic cracking reaction. Appl Petrochem Res 4, 385–388 (2014). https://doi.org/10.1007/s13203-014-0076-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13203-014-0076-8