
Abstract
The sugar cane industry is one of the most water demanding industries. Sugar industries consume and generate excess amount of water. The generated water contains organic compounds, which would cause pollution. The aim of this research work is to study the effectiveness of metal compound for treatment of sugar industry waste water by thermolysis and electrolysis process. The result shows ferrous metal catalyst shows 80 and 85 % chemical oxygen demand and color removal at pH 6, optimum mass loading 4 kg/m3, treatment temperature 85 °C and treatment time 9 h. When ferrous material was used as electrode, maximum 81 % chemical oxygen demand and 84 % color removal at pH 6, current density 156 Am−2, treatment time 120 min and anode consumption 0.7 g for 1.5 L wastewater were obtained.
Similar content being viewed by others

Introduction
In the year of 2014–15 sugarcane has been planted in 5.03 million hectares area by India (ISMA 2015). Indian sugar consumption is forecast to rise to 27 million metric tons in 2014–15, because of continued strong domestic demand (Aradhey 2015). Sugar industry has a significant impact on country’s economic development. The industries have also major contribution in increasing the water pollution (Saranraj and Stella 2014). Sugar industry wastewaters are produced mainly by cleaning operations. Washing of milling house floor, various division of boiling house like evaporators, clarifiers, vacuum pans, centrifugation, etc., generates huge volume of wastewater. Also, wash water used for filter cloth of rotary vacuum filter and periodical cleaning of lime water and SO2 producing house becomes a part of wastewater (Kushwaha 2013). The elemental pollutant present in the sugar industry effluents are phosphates, nitrogen in the form of nitrates, various volatile solids, high TDS and suspended solids, various organic pollutants with high COD level (Tripathi et al. 2014). In proper treatment of wastewater bring unpleasant odors, effect on flora, fauna and human health (Sahu and Chaudhari 2015). Although all the industries function under the strict guidelines of the Pollution Control Agencies of the country, the environmental pollution situation is far from satisfactory especially in poor and developing countries. Different norms and guidelines are given for all the industries depending upon their pollution creating aspects (Gupta and Garg 2014). Most of the major industries have treatment facilities for industrial effluents. The treatment efficiency depends upon process and technique adopted according to pollution level (Yadav et al. 2014). Some methods have been already introduced to treat the waste water by using the metals, salts and oxide or combinations of iron, aluminium copper, etc. (Shivayogimath and Jahagirdar 2013). Among them iron is cheap, easily available and mostly used in water and wastewater treatment (Genther and Beede 2013; Upadhyay and Mistry 2012) in coagulation process (Farajnezhad and Gharbani 2012), electrocoagulation process (Ulucan et al. 2014) and in thermal treatment as catalyst (Verma et al. 2011). In the literature electrocoagulation and thermolysis is more popular among environmentalists to treat the different industrial wastewater like pulp and paper waste water (Mahesh et al. 2006), textile waste water (Essadki et al. 2008), drugs waste water (Deshpande and Satyanarayan 2011), petroleum industry (Verma et al. 2011), etc. The main aim of research work is to examine the performance of iron metal and salt for the treatment of sugar industry wastewater water treatment. The studies focus on effects of initial pH, massloading and working temperature on removal efficiency. Generated sludge has been analyzed with settling, filtration FTIR and scanning electron micrograph.
Materials and methods
Material
The waste water used for experiments was arranged from Bhoramdev Sugar Industry Ltd. Kavardha (C.G.) India. The characteristics of effluent are presented in Table 1. The waste water was preserved at 4 °C untilled experiment. Analytical grade chemical of Merck Limited, Mumbai India, were used for analysis.
Experimental methods
The electrocoagulation experiments were conducted for treatment of sugar effluent in batch method. Electrochemical treatment of both anionic and cationic species is possible by using an iron plate/rod as the sacrificial electrode. The electrode plates were cleaned manually with sandpaper and they were treated with 15 % HCL for cleaning followed by washing with distilled water prior to their use. The electrodes were spaced 20 mm a part. The anode and the cathode were connected to the respective terminals of DC power supply. Current varies from 1 to 5 A and measured with an ammeter. A voltage varies from 0 to 25 V and measured with a voltmeter.
For the thermolysis process, a glass reactor was used for the thermolysis experiments at atmospheric pressure. This glass reactor (AGR) is a spherical vessel (capacity 0.5 dm3) equipped with a temperature indicator cum controller, a long vertical condenser for condensing the vapor, and a magnetic stirrer with variable speed for stirring the reactor contents. The temperature of the reaction mixture during thermal pretreatment operations was maintained between 55 and 95 °C. The amount of wastewater (COD0 = 3682 mg/l) taken in each run was 300 ml. The catalytic agents in desired concentration were used during the operation. Five milliliters of the sample were withdrawn at a definite interval of time and analyzed for its COD and color. The initial pH of the wastewater was varied between 2 and 10 by using either 0.1 N HCl or 1 M NaOH. The experiments were carried out in two different ways which are shown in Fig. 1. Percentage of COD and color are determined by Eq (1):
where is X 1 = initial value and X 2 = final value.

Experimental performances
Analytical procedure
The COD of the samples was determined by the standard dichromate reflux method (Holt et al. 1999). The chloride concentration was determined by the standard titrimetric Volhard method (Vogel 1958). Sulfates and the phosphates were determined by using standard methods (Holt et al. 1999). The concentrations of the metal ions in the filtrate and the residue were determined by using an atomic absorption spectrometer (GBC, Model Awanta, Australia). The protein content was determined by the Bradford (1976) method. The color of the sample was measured in terms of the absorbance at λ = 420 nm using a UV–vis spectrophotometer (Model Lambda 35) from Perkin-Elmer Instruments, Switzerland. The residual organics in the treated effluent were analyzed by Fourier transform infrared (FT-IR) spectroscopy (Bruker optics, VERTEX80).
Results and discussion
pH optimization
To examine the effect of pH on SIWW by using FeSO4, CuSO4 and without salt for thermal oxidation, and iron and aluminium electrode for electro-oxidation process has been carried out at initial pH 2–10, which is shown Fig. 2a, b. It was observed that FeSO4 shows maximum COD 55 % and color 61 % reduction at pH 6 as compared to this CuSO4 shows maximum COD48 % and color 54 % percentage reduction at pH 4. When effluent was treated without catalysis it shows 34 % COD and 42 % of color reduction at pH 10. All the experiments for thermolysis were carried out at 65 °C, initial mass loading at 3 kg/m3, time 9 h and CODo was 3682 mg/l. The thermochemical precipitation (or thermolysis) undergoes complex reactions over the reaction time, thereby affecting the pH of the reactor mass. The compounds probably undergo hydrolysis to a limited extent with the formation of small amounts of lower carboxylic acids (Kumar et al. 2009). The effect of initial pH on electrolysis was carried out at pH 2–10, 20 mm electrode distance and 2 A current. From the experiment it was observed that iron electrode shows maximum 64 % COD and 70 % color reduction at pH 6 and at similar parameter Al electrode shows 60 % COD and 71 % color reduction at pH 7. This is might be due to aluminium and iron cations and hydroxides causing destabilization of colloids. Effective coagulant species are formed in acidic, neutral and slightly alkaline pH. In highly alkaline pH, Al(OH)4 and Fe(OH)4 ions are formed and these ions have poor coagulation performance (Behbahani et al. 2011).

Effect of initial pH on COD and color removal: a thermolysis at 65 °C, initial mass loading at 3 kg/m3, time 9 h; b electrolysis at 2 A current, 20 mm electrode distance (CODo = 3986 mg/l)
Mass loading and current density
The effects of mass loading of ferrous sulfate on thermolysis process (weight) and ferrous metal for electrocoagulation process (current density) were carried out at optimum and are shown in Fig. 3a, b. In thermal process maximum COD 64 % and color 70 % reduction was observed at mass loading 4 kg/m3, that is considered to be optimum. When mass loading was 2 kg/m3 and 3 kg/m3, COD 43, 55 % and color 50, 61 % reduction was found. The COD 58, 52 % and color removal 65, 60 % were also poor at 5 kg/m3 and 6 kg/m3 (Fig. 2a). It may be due to under-dosing catalysts are not sufficient to bring the reaction and at overdosing more reaction was occurred. This result is similar with petrochemical waste water treatment by thermolysis (Verma et al. 2011). The current density is another important parameter for pollutant removal in the electrocoagulation; it gives the dissolution rate of metal hydroxide concentration formed during the process. The effect was investigated by varying the applied current density in the range of 39 to 195 A/m2 at 120 min treatment time, optimum pH 6 and electrode distance 20 mm. It was observed that COD 51, 64, 72 % and color 62, 70, 76 % reduction was increased with the increase in current density 39, 78, 117 A/m2. The maximum 82 % COD and 84 % color reduction found at 156 A/m2, then a decrease to 76 % COD and 80 % color was found for maximum CD 195 A/m2. It is well known that electrical current not only determined the coagulant dosage rate, but also the bubble production rate and size and the floc growth, which can influence the treatment efficiency of the electrocoagulation (Vinodha et al. 2012). High current density especially causes both decomposition of the electrode material and an increase in pollutant removal (Kobya et al. 2006). A relation between addition of ion per unit volume with current density and time can be determined by Faraday’s Law. The weight losses in anode increase with increase in current density 0.7 g of iron electrode losses was observed at 4 A current supply. This was attributed to high current densities; the extent of anodic dissolution increased and in turn the amount of hydroxo-cationic complexes resulted in an increase of the color and COD removal. The highest allowable current density may not be the most efficient mode of running the reactor. It is well known that the optimal current density will invariably involve a trade-off between operational costs and efficient use of solution pH, temperature, flow rate, etc. (Liu et al. 2010).

Effect of mass loading on COD and color removal: a thermolysis at 65 °C, optimum pH 6, time 9 h; b electrolysis at optimum pH 6, 20 mm electrode distance (CODo = 3986 mg/l)
Effect of temperature
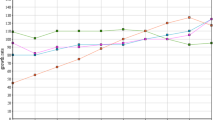
The COD and color reduction were also observed with respect to time for both thermolysis and electrolysis, which are shown in Fig. 4a–c. To optimize the effect of temperature on thermolysis reaction was carried from 55 to 95 °C at optimum mass loading 4 kg/m3 and optimum pH 6. The percent reductions of COD and color increased as the temperature increased from 55 to 85 °C and time 0–9 h. The percent COD reduction (maximum) at 85 °C obtained was 80 %, at which the percent color reduction was 85 % at 9 h, respectively. After that increase in temperature 95 °C decreases in COD 70 % and color 76 % reduction, respectively (Fig. 3a). Since the experiment was conducted at atmospheric pressure (in a glass reactor under reflux), the reaction temperature did not exceed beyond 95 °C (Chaudhari et al. 2008). With increase in time 0, 1, 3, 6, 9 h the COD 53, 57, 68, 74, 80 % and color 55, 60, 70, 76, 82 % reduction was increased at fixed temperature 85 °C. This might be due to thermolysis process precipitation and thermal degradation of organic molecules that take place with respect to time (Fig. 3b). The large molecules of the organic matter break into smaller molecules which along with catalytic complexation and carbon sequestration lead to carbon-enriched solid residue formation. Kumar et al. (2008) observed similar phenomena where the reduction of COD was observed during the pre-heating period in the absence of oxygen.

Effect of temperature on COD and color removal: a thermolysis at 65 °C, optimum pH 6, time 9 h; b thermolysis at maximum temperature 95 °C; c electrolysis at optimum pH 6, 20 mm electrode distance (CODo = 3986 mg/l)
The effect of time on temperature was also carried out at 156 A/m2, 20 mm electrode distance and optimum pH 6 for 120 min for iron electrode (Fig. 3c). It was found that during the electrolysis process temperature 29, 35, 41, 50, 58, 65 °C increase with operating time from 20 to 120 min, respectively. The COD 38, 46, 57, 65, 73, 81 % and color 42, 51, 60.5, 68.5, 76, 84 % were observed in 20, 40, 60, 80, 100 and 120 min of operating time. The temperature influence can be attributed to the increased destruction of the iron oxide film on the anode surface and the increased rate of all reactions involved in the process according to the Arrhenius equation (Chen et al. 2000). Increased temperature promoted the generation of metal hydroxides formed in the electrocoagulation process, which led to greater mobility and more frequent collisions of species, resulting in an increased reaction rate of the metal hydroxides (i.e., iron hydroxides) with pollutants (Adhoum and Monser 2004).
Solid–liquid separation
Settling Preliminary settling process is a natural treatment method that requires no chemical addition. Although some workers realized the importance of the natural settling process, there is little information available in the literature on the effect of the preliminary settling time on pollutants removal capacity. Figure 5 shows the time-course of the settling of sludge in terms of dimensionless height of the solid–liquid interface (H/H0) as a function of settling time at different initial system pH0. At the beginning, a very short period of relatively slow sludge settling is seen primarily because of the Brownian motion of the particles. This is followed by a steady-state decrease in the height of the solid/liquid interface, exhibiting the regime of zone settling. Thereafter, the transition settling period ensues. Finally, a steady-state compression settling takes place with a much smaller rate of decrease in the height of the interface between the sludge and the supernatant. The interface is easily identifiable for the EC-treated water and thermolysis-treated wastewater with iron salt. The waste water treated by electrocoagulation with iron shows 90 % of settling in 60 min. Similarly thermolysis treated show 75 % of settling in 90 min, further increase in time up to 210 min, will not bring any change in settling. The good settling characteristic of iron with electrocoagulation process may be due under acidic pH; the electrode is attacked by H+ ions which enhance the Fe dissolution. The characteristic of obtained sludge is presented in Table 2.

Settling of sludge at optimum parameters
Filterability The filtration efficiency of obtained sludge-slurry can be studied by using either a plate and frame filter or a rotary vacuum filter (Mahesh et al. 2006). For experimental data gravity filtration can also be used. Gravity filtration can be considered as a constant pressure filtration by neglecting the effect of change in the hydrostatic head on the total pressure. The force balance for the gravity filtration using a filter paper on a Buechner funnel can be written as (MaCabe et al. 1993).
where Δt is the time interval of filtration (s), ΔV is the filtrate volume collected up to that time interval ∆t (m3), C is the solids concentration in the slurry, (kg/m3), V is the total liquid filtrate volume collected up to the time interval t (m3), µ is the viscosity of the liquid filtrate (Pa s), ΔP is the pressure drop across the filter = ρgh (Pa), A is the filtration area (m2), R m is the resistance of the filter medium (m−1) and α is the specific resistance to filtration, also called as SCR.
After recording the observations on the volume of the filtrate as a function of time, a plot of Δt/ΔV may produce a straight line, which is shown in Fig. 6. The values of Rm and α can be calculated from the slope and the intercept, respectively, are given in Table 3. The value of cake resistance 2.24 × 10−14 m/kg and filter medium resistance 5.72 × 10−12 is more for electrolysis-treated wastewater as compared to cake resistance 0.697 × 10−12 m/kg and medium resistance 3.61 × 10−14 for thermolysis-treated wastewater water. The cake resistance depends on size of particles and its porosity which is large in thermolysis-treated wastewater.

Filterability of slurry at optimum parameters
FTIR spectra
The IR spectral studies of the treated samples (thermal and electrocoagulation treated) provide useful information on the presence of different functional groups. Sugar industry wastewater sample exhibits a broad band covering the region 3050–2700 cm−1 suggesting the presence of hydrogen bonded υ(OH) group. A broad band at 1400 cm−1 due to δ(OH) further suggests the presence of hydroxyl group, which is shown in Fig. 7a. A strong band at 1054 cm−1 confirms the presence of sulfate group possibly attached with metal ions. In addition, the presence of conjugated carbon–carbon bond is indicated by the presence of a medium-intensity band at 1262 cm−1. Dried sludge obtained after electrocoagulation treatment with iron electrode gave relative sharper but still broader band at 3200 cm−1. This is possibly due to breaking of the hydrogen bond and the presence of either free hydroxyl or coordinated hydroxyl group. This also suggests the precipitation of the component bearing hydroxyl group present in either complexed or free form. Absence of band due to sulfate group in this component indicates the removal of a sulfate group as water-soluble component. The band at 986 cm−1 is possibly due to the presence of metal oxide, which is further supported by the appearance of two bands at 596 and 480 cm−1 due to υ(M–O), which are shown in Fig. 7b.

FTIR study of thermal-treated and electrochemical-treated SIWW
Scanning electron micrograph
The scanning electron morphology of the treated SIWW effluent (dried) is shown in Fig. 8a, b. Thermolysis treatment wastewater indicates high porosity, inhomogeneous surface and particles varying in shape. The particles looked like inorganic powders, several micrometers in size. The electrochemical-treated sludge is lumpy in nature and size varying from 25 to 150 µm. The electrolysis eliminates the various pollutants in the wastewater by oxidation, meanwhile the iron compound particles are formed including pollutants. When the iron compound particles agglomerate with each other, the organics may also be included into the aggregates.

SEM of a thermal-treated sludge b electrochemical-treated sludge
Conclusion
It is concluded that when iron is used as a catalyst in thermolysis process, it shows 80 % COD and 85 % color removal at 4 kg/m3 mass loading, treatment temperature 85 °C, treatment time 9 h and pH 6. When iron used as electrode in electrolysis process, it shows 81 % COD and 84 % color removal at 156 A m−2 current density, treatment time 120 min and anode consumption 0.7 g for 1.5 L wastewater was found. The settling of iron metal and iron catalyst had shown 90 and 75 % of interface at 100 min. The value of cake resistance 2.24 × 10−14 m/kg and filter medium resistance 5.72 × 10−12 of thermal-treated wastewater is less as compared to metal-treated wastewater. FTIR result show the breaking of high molecular bond present in wastewater and dried sludge form in particles (thermolysis) and lump (electrolysis) nature. The outcome of research work is, in both treatments iron shows good performance for chemical oxygen demand and color removal. If both treatments can be combined, the wastewater can be brought up to the discharge limit.
References
Adhoum N, Monser L (2004) Decolourization and removal of phenolic compounds from olive mill wastewater by electrocoagulation. Chem Eng Process 43:1281–1287
Aradhey A (2015) Sugar annual report: global agricultural information report. GAIN Report Number: IN4029
Behbahani M, Alavi Moghaddam MR, Arami M (2011) A Comparison between aluminum and iron electrodes on removal of phosphate from aqueous solutions by electrocoagulation process int. J Environ Res 5(2):403–412
Bradford MM (1976) Annual Biochemical 72:248–254
Chaudhari PK, Mishra IM, Chand S (2008) Effluent treatment for alcohol distillery: catalytic thermal pretreatment (Catalytic thermolysis) with energy recovery. Chem Eng J 136:14–24
Chen G, Chen X, Yue PL (2000) Electrocoagulation and electroflotation of restaurant wastewater. J Environ Eng 126:858–863
Deshpande AM, Satyanarayan S (2011) Toxicity evaluation of through fish bioassay raw bulk drug industry wastewater after electrochemical treatment. Iran J Environ Health Sci Eng 8(4):215–225
Essadki AH, Bennajah M, Gourich B, Vial C, Azzi M, Delmas H (2008) Electrocoagulation/electroflotation in an external-loop airlift reactor: application to the decolorization of textile dye wastewater: a case study. Chem Eng Process 47:1211–1223
Farajnezhad H, Gharbani P (2012) Coagulation treatment of wastewater in petroleum industry using poly aluminum chloride and ferric chloride. Int J Res Rev Appl Sci 13(1):155–160
Genther ON, Beede DK (2013) Preference and drinking behavior of lactating dairy cows offered water with different concentrations, valences, and sources of iron. J Dairy Sci 96(2):1164–1176
Gupta A, Garg SK (2014) Analysis of sugar industry effluents, its remediation and mathematical modeling. Int J Inf Futur Res 1(11):15–25
Holt P, Barton G, Mitchell C (1999) Electrocoagulation as a wastewater treatment. The third annual australian environmental engineering research event. 23–26 November Castlemaine, Victoria
Indian Sugar Mill Association (2015) statics report on sugar production in India. New Delhi, India
Kobya M, Hiz H, Senturk E, Aydiner C, Demirbas E (2006) Treatment of potato chips manufacturing wastewater by electrocoagulation. Desalination 190:201–211
Kumar P, Prasad B, Mishra IM, Chand S (2008) Decolorization and COD reduction of dyeing wastewater from a cotton textile mill using thermolysis and coagulation. J Hazard Mater 153:635–645
Kumar P, Prasad B, Chand S (2009) Treatment of desizing wastewater by catalytic thermal treatment and coagulation. J Hazard Mater 163:433–440
Kushwaha JP (2013) A review on sugar industry wastewater: sources, treatment technologies, and reuse. Desalin Water Treat. doi:10.1080/19443994.2013.838526
Liu H, Zhao X, Qu J (2010) Electrocoagulation in water treatment. In: Comninellis C, Chen G (eds) Electrochemistry for the Environment. Springer, New York, pp 245–262
MaCabe WL, Smith JC, Harriot P (1993) Unit operation of chemical engineering, 5th edn. McGraw-Hill, New York
Mahesh S, Prasad B, Mall ID, Mishra IM (2006) Electrochemical degradation of pulp and paper mill wastewater. Part 2. Characterization and analysis of sludge. Ind Eng Chem Res 45(16):5766–5774
Sahu OP, Chaudhari PK (2015) The Characteristics, effects, and treatment of wastewater in sugarcane industry. Water Qual Expo Health. doi:10.1007/s12403-015-0158-6
Saranraj P, Stella D (2014) Impact of sugar mill effluent to environment and bioremediation: a review. World Appl Sci J 30(3):299–316
Shivayogimath CB, Jahagirdar R (2013) Treatment of sugar industry wastewater using electro coagulation technique. Int J Res Eng Technol 1(5):262–265
Tripathi GD, Javed Z, Sirohi S, Tyagi PK (2014) A biotechnological approach for treatment of sugar industry effluents: a review. Asian J Biochem Pharm Res Issue 3(4):293–297
Ulucan K, Kabuk AK, Ilhan F, Kurt U (2014) Electrocoagulation process application in bilge water treatment using response surface methodology. Int J Electrochem Sci 9:2316–2326
Upadhyay AP, Mistry NJ (2012) Feasibility of combined Fenton & coagulation method for the treatment of pesticides waste water. Int J Eng Res Technol 1(3):115–125
Verma S, Prasad B, Mishra IM (2011) Thermochemical treatment (thermolysis) of petrochemical wastewater: COD removal mechanism and floc formation. Ind Eng Chem Res 50(9):5352–5359
Vinodha S, Carmerego D, Jegathambal P (2012) Comparison of Fe and Al Electrodes in the treatment of Blue Ca Dye effluent using electro coagulation process. Int J Eng Sci Technol 4(5):2188–2196
Vogel AI (1958) A text book of quantitative inorganic analysis, 3rd edn. Longman, London
Yadav A, Rani J, Daulta R (2014) Physico-chemical analysis of treated and untreated effluents from sugar industry. J Environ Human 1:113–119
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Sahu, O. Performance of metal compound on thermolysis and electrolysis on sugar industries waste water treatment: COD and color removal with sludge analysis (batch-experiment). Appl Water Sci 7, 3065–3074 (2017). https://doi.org/10.1007/s13201-016-0431-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13201-016-0431-2