
Abstract
Analysis of MCPD esters and glycidyl esters in vegetable oils using the indirect method proposed by the DGF gave inconsistent results when salting out conditions were varied. Subsequent investigation showed that the method was destroying and reforming MCPD during the analysis. An LC time of flight MS method was developed for direct analysis of both MCPD esters and glycidyl esters in vegetable oils. The results of the LC–TOFMS method were compared with the DGF method. The DGF method consistently gave results that were greater than the LC–TOFMS method. The levels of MCPD esters and glycidyl esters found in a variety of vegetable oils are reported. MCPD monoesters were not found in any oil samples. MCPD diesters were found only in samples containing palm oil, and were not present in all palm oil samples. Glycidyl esters were found in a wide variety of oils. Some processing conditions that influence the concentration of MCPD esters and glycidyl esters are discussed.
Similar content being viewed by others

Introduction
Edible oils are subjected to processing to improve quality, stability, and safety. Although, processing edible oils removes a very large portion of impurities from the oil, improved analytical methods have occasionally discovered compounds not previously known to be present in oil.
Monochloropropanediol (MCPD) and MCPD esters were known to form from glycerol released from triacylglycerols treated with hydrochloric acid at least as early as 1980 [1–3]. Treatment of triacylglycerols and phospholipids with aqueous hydrochloric acid was shown to cause formation of monochloropropanediol [4].
MCPD was identified in technical grade monostearate in a report by the British Food Standards Agency [5]. The monostearate was hypothesized to have been made by hydrolysis of oil with hydrochloric acid. This report also indicated that 3-MCPD was unstable above pH 6.0.
According to a recent report from the International Life Sciences Institute, ILSI [6], “3-MCPD esters are formed at high temperatures during the refining of edible fats and oils, mainly during the deodorization step. The proposed mechanism for the formation of 3-MCPD esters involves the formation of a cyclic acyloxonium ion from triacylglycerol, followed by reaction with chloride ions and formation of 3-MCPD esters. The main factors for the formation of 3-MCPD esters are the presence of chloride ions, glycerol, tri-, di- or monoacylglycerides, as well as temperature and time. In particular, increasing amounts of mono- and diacylglycerides in the oil show a linear correlation with the increased formation of 3-MCPD esters.”
The formation of MCPD from glycerol has been described as proceeding via a protonated 2,3-epoxy-1-propanol (glycidol) intermediate, with catalysis by a carboxylic acid such as a free fatty acid [7]. In the absence of catalyst, no glycerol was converted to MCPD.
Zelinková et al. [8] surveyed 25 virgin and refined vegetable oils for MCPD. They used a direct extraction procedure without harsh chemical treatment for determination of free MCPD and found very low levels. After extraction and drying, the residue was derivatized with phenylboronic acid and 3-MCPD phenylboronate esters were analyzed according to the procedure of Divinová et al. [9]. They used a harsh acid methanolysis procedure for determination of bound MCPD, using concentrated sulfuric acid in methanol at 40 °C for 16 h and found high levels of bound MCPD in all samples.
Weißhaar [10] showed that the acid methanolysis procedure of Zelinková et al. [8] produced incorrectly high MCPD values when chloride was added and showed that a base catalyzed methanolysis procedure using sodium methoxide in methanol produced much lower results. This paper also showed that recovery of the internal standard with this procedure averaged about 63%. This procedure has subsequently been widely accepted as the method of choice for MCPD analysis in vegetable oils and has been incorporated into a method by the Deutsche Gesellschaft für Fettwissenschaft (DGF; German society for fat science) [11]. That method uses transesterification with sodium methoxide followed by acidification with acetic acid and partitioning into hexane with highly concentrated sodium chloride solution (200 g/L) to determine “total content of ester-bound 3-MCPD and glycidol” and uses a second determination where the sample is first reacted with sulfuric acid in propanol to destroy any glycidol present in the sample, followed by the reaction with sodium methoxide. The difference between these two analyses is used as an indirect measure of glycidol content of the sample. This method will be referred to as the DGF Method.
Both the acid and the base procedures use harsh chemicals which may alter MCPD concentration. Acid catalyzes the formation of MCPD from chloride and, even though sulfuric acid is used, chloride in the samples could result in synthesis of MCPD during the treatments, as shown by Weißhaar [10]. The procedure Weißhaar proposes using sodium methoxide also has problems in that base catalyzed reactions can degrade MCPD, as it is reported not to be stable above pH 6.0 [5].
The DGF Method employs two analyses before and after an acid treatment that can destroy glycidol. It is assumed that the analysis without acid treatment measures the total of only glycidol plus MCPD and that the difference between the analyses is due exclusively to glycidol.
We will present data that shows MCPD is destroyed during the DGF method and that it is subsequently re-synthesized during the extraction step of the procedure.
It is clear to us that a direct analysis method, free from the artifacts caused by transesterification chemistry, is needed. The method presented here was developed to allow determination of MCPD fatty acid esters (MCPDE) and glycidyl fatty acid esters (GE) in vegetable oils without derivatization reactions or harsh chemical treatment that might produce MCPD not originally present in the sample.
To meet this need, a method using HPLC–time of flight mass spectrometry (LC–TOFMS) was developed that required no harsh chemicals prior to analysis and that had adequate detection limits for MCPDE and GE in the samples.
Experimental Procedures
Reagents
HPLC-grade methanol and high resolution GC-grade methylene chloride were purchased from Fisher Scientific (Pittsburgh, PA, USA). HPLC-grade acetonitrile was from EMD Chemicals, Inc. (Gibbstown, NJ, USA). ACS Reagent-grade sodium acetate was from Sigma-Aldrich (St. Louis, MO, USA).
Mixed Distilled Fatty Acids
A mixture of distilled fatty acids (Archer Daniels Midland Company, Decatur, IL, USA) was used in several syntheses. The composition of the mixture is shown in Table 1.
Standards
3-MCPD monopalmitate, 3-MCPD monostearate, 3-MCPD dipalmitate were purchased from Toronto Research Chemicals, Inc (North York, ON, Canada).
Glycidyl stearate was purchased from TCI America (Portland, OR, USA). Glycidyl linolenate, glycidyl linoleate, glycidyl oleate and glycidyl palmitate were purchased from Wako Pure Chemical Industries (Tokyo, Japan).
Deuterated 3-MCPD diolein was prepared by reacting 30.7 g oleic acid (99%+ , Nu Chek Prep, Inc., Elysian, MN) with 5.07 g deuterated 3-MCPD (±-3-chloro-1,2-propane-d 5 -diol, 98 atom %D, C/D/N Isotopes Inc, Pointe-Claire, Quebec, Canada) using 3.1 g Novozym 435 enzyme (Novozymes, Vagsvaerd, Denmark) at 45 °C, under 5 Torr vacuum, with vigorous agitation (450 rpm) for 70 h. There was 25% excess oleic acid on a molar basis. After cooling to room temperature, 150 mL hexane was added to the reaction mixture and it was filtered through #40 filter paper (Whatman Inc., Florham Park, NJ) to remove the enzyme. The filtrate was transferred to a 500-mL separatory funnel, 18 mL of 95 g/L NaOH solution was added and the mixture was shaken for 3 min for neutralization. After removal of the lower soap phase, the upper phase was washed several times with 100 mL warm water until the pH of the wash water became neutral. Hexane was evaporated in a rotary evaporator and then by mechanical vacuum pump to completely remove residual hexane and moisture. After hexane removal, 20.6 g product was recovered. The finished material had less than 0.1% free fatty acid by titration and contained >95% deuterated 3-MCPD diesters of oleic acid.
A similar procedure was used to make the diesters of oleic acid. 3-MCPD from Sigma-Aldrich (98%, St. Louis, MO, USA) was used. The reaction time was 65 h, 14.5 g finished material was recovered after hexane removal, and it contained 0.86% free fatty acids.
A similar procedure was used to make the diesters of linoleic acid. Linoleic acid (99%+ , Nu Chek Prep, Inc., Elysian, MN) esterified faster than oleic acid, the reaction time was 40 h, 17.6 g finished material was recovered after hexane removal, and it contained 0.25% free fatty acid.
A similar procedure was used to produce MCPD diesters of Mixed Distilled Fatty Acids. Mixed Distilled Fatty Acids (ADM; Table 1) were used for the synthesis, the reaction time was 64 h, 21.7 g finished material was recovered after hexane removal, and it contained 0.1% free fatty acid. Composition of the MCPD diesters of mixed fatty acids expected from the reaction is shown in Table 2
MCPD monoesters of mixed distilled fatty acids were synthesized by mixing 28.2 g mixed distilled fatty acids and 14.5 g 3-MCPD (25% excess fatty acids on molar basis) with Novozym 435 enzyme at 50 °C, under 5 Torr vacuum, with vigorous agitation (450 rpm) for 2 h. After cooling to room temperature, 150 mL hexane was added to the reaction mixture and it was filtered through #40 filter paper to remove the enzyme granules. The filtrate was transferred to a 500-mL separatory funnel, 18 mL of 95 g/L NaOH solution was added and the mixture was shaken for 3 min for neutralization. After removal of the lower soap phase, the upper phase was washed several times with 100 mL warm water until the pH of the wash water became neutral. Small portions of methanol were used to break emulsions. Hexane and moisture were evaporated in a rotary evaporator and then by mechanical vacuum pump to insure complete removal. After hexane removal, 11 g of product were recovered. The finished material had 2.7% free fatty acid, by titration.
A similar procedure was used to synthesize 3-MCPD monoesters of oleic acid. Pure oleic acid from Nu Chek Prep was used, the reaction time was 45 min. The reaction formed a heavy emulsion that was difficult to break. One gram of finished product was recovered and it contained 9.6% free fatty acid.
Glycidyl esters of fatty acids were produced enzymatically by two slightly different procedures and by a chemical procedure.
Glycidyl esters of mixed distilled fatty acids were synthesized from glycidol and free fatty acids as follows. 70.5 g mixed distilled fatty acids (25% excess fatty acids on molar basis) and 14.8 g glycidol (96%, Sigma, St. Louis, MO) were reacted with 7 g Novozym 435 at 46 °C with vigorous agitation (450 rpm) for 14 h. Because of the volatility of glycidol, molecular sieves (3 Å, MT-3A48HMS, Shanghai Hengye Chemical, Shanghai, China) were used instead of vacuum to remove the moisture formed during the esterification. The reaction mixture was filtered through Reeve Angel 230 filter paper (Whatman Inc., Florham Park, NJ). The filtrate was mixed with 200 mL hexane and washed with 200 mL warm water to remove residual glycidol. The hexane phase was recovered. Hexane and moisture were removed by rotary evaporation followed by mechanical vacuum to insure complete removal. The finished material contained 23.5% free fatty acid.
Glycidyl esters were also synthesized using fatty acid methyl esters of palmitic and oleic acids. First, 10 g of methyl palmitate or methyl oleate (99%+ , Nu Chek Prep, Inc., Elysian, MN) was mixed with 13.7 g glycidol (Sigma-Aldrich, St. Louis, MO) and 1 g Novozyme 435. The reaction mixture was then heated to 70 °C using an oil bath and the reaction was driven to completion by sparging with nitrogen to remove methanol formed during the reaction. The reaction was stopped after 24 h. The reaction mixture was diluted with ethyl acetate and filtered to remove the immobilized enzyme. The solvent and excess glycidol were removed in vacuo to give colorless oil that solidified upon cooling (13 g). Five grams of this crude product mixture were dissolved in hexanes and applied to a 200-mL column of silica gel 60–200 mesh equilibrated with hexanes. The column was washed with hexanes to elute unreacted methyl esters. Glycidyl esters were eluted using a gradient of 0–20% ethyl acetate in hexanes. The product, either glycidyl palmitate or glycidyl oleate, eluted in the 5–10% ethyl acetate fractions. Fractions containing the product were pooled and concentrated in vacuo to give a white solid (~2 g).
The glycidyl ester of fully deuterated palmitic acid was synthesized by the following 2-step chemical procedure.
Synthesis of Allyl Palmitate-d 31 . A 100-mL round bottom flask equipped with a magnetic stir bar and reflux condenser was charged with palmitic acid-d 31 (1 g, 3.47 mmol), allyl alcohol (0.5 mL, 6.95 mmol), toluene (10 mL) and Amberlyst 15 (0.5 g). The reaction mixture was stirred and heated to 110 °C in an oil bath and refluxed for 24 h. The progress of the reaction was monitored by TLC and 1H NMR. 1H NMR of the crude reaction mixture showed the presence of an allyl ester. The reaction mixture was diluted with hexanes (20 mL) and filtered to remove Amberlyst 15. The reaction mixture was washed with water (2 × 20 mL) and saturated sodium chloride (1 × 20 mL). The solvent was dried over anhydrous Na2SO4 and concentrated in vacuo to give a colorless oil that solidified on cooling. This was taken as such to the next step.
Synthesis of Glycidyl (D31) Palmitate. A 100-mL round bottom flask equipped with a magnetic stirring bar was charged with allyl palmitate (1 g, 3.05 mmol) and dichloromethane (15 mL). The reaction mixture was cooled in an ice bath for 5–10 min and meta-chloroperbenzoic acid (1.5 g, 6.1 mmol) was added in small amounts. After the addition was complete, the reaction mixture was stirred and allowed to warm slowly to room temperature over a 24-h period. The progress of the reaction was monitored by TLC and 1H NMR. After the reaction was complete, the reaction mixture was diluted with hexanes (20 mL). The reaction mixture was washed with aqueous sodium bisulfite [2% (w/w), 20 mL] and aqueous sodium bicarbonate (10% w/w, 2 × 20 mL), water (1 × 20 mL) and aqueous saturated sodium chloride (1 × 20 mL). The organic layer was dried over anhydrous Na2SO4 and concentrated in vacuo to give a colorless oil (1 g). The oil was purified on a silica gel column (60–200 mesh, 100-mL bed volume) using gradient elution (0–20% v/v) ethyl acetate in hexanes. The fractions containing the glycidyl esters were pooled and concentrated to give a colorless oil (0.8 g) that solidified on cooling.
Chemical Interesterification and GC–MS Analysis of MCPD
The method of Weißhaar [10] and the DGF [11] for total MCPD plus glycidol was used for the determination of MCPD using chemical interesterification. Briefly, about 100 mg of sample was weighed into a screw-capped test tube, and dissolved in 0.5 mL of MTBE : ethyl acetate 8:2, 100 μL of internal standard solution (solution of 3-MCPD-d 5 , ca. 20 mg/mL in MTBE) and 1 mL of NaOCH3-solution (0.5 mol/L in methanol) was added, the tube was closed tightly and allowed to stand 10 min at room temperature. After 10 min, 3 mL isohexane, 0.100 mL glacial acetic acid and 3 mL salt solution were added. Normally, the salt solution was 200 g/L NaCl but other salt solutions were used in certain studies, as indicated in the text. The sample was shaken to mix, allowed to separate and the upper organic layer was removed with a pipette and discarded. The aqueous layer was extracted with a new portion of 3 mL isohexane, the upper layer was again removed and discarded. To the aqueous phase, 0.500 mL derivatization reagent (2.5 g phenylboronic acid dissolved in 19 mL acetone and 1 mL water) was added. The tube was closed and heated at 80 °C for 20 min. After cooling to room temperature, the cyclic phenylboronate derivative of 3-MCPD was extracted by shaking with 3 mL hexane. The hexane layer was separated and analyzed by GC–MS.
LC–TOFMS Conditions
The TOFMS analysis was adapted from the diglyceride analysis procedure of Callender et al. [12]. An Agilent 1200 Series Rapid Resolution gradient LC system connected to an Agilent 6210 Time-of Flight Mass Spectrometer (TOFMS), upgraded to 4 GHz for high resolution data acquisition and equipped with MassHunter software was used for analysis of MCPDE and GE. HPLC separation was by non-aqueous reversed phase HPLC on a Phenomenex Luna C18 column, 100 Å pore size, 50 × 3 mm, 3 μm. HPLC mobile phases were made up with sodium acetate to provide sample ionization. A 0.26 mM methanol–sodium acetate solution (MSA) was prepared by adding 21.3 mg sodium acetate to one liter of methanol. HPLC mobile phase A was prepared by mixing 100 mL MSA, 800 mL methanol and 100 mL acetonitrile. HPLC mobile phase B was prepared by mixing 100 mL MSA, 800 mL methylene chloride, and 100 mL acetonitrile. Initially 100%A was held for 5 min after injection, followed by a linear gradient to 65%B over 10 min. A 100%B wash for 4 min was used to elute low polarity compounds (primarily triglycerides), the column was returned to 100%A and equilibrated for 5 min.
An internal standard stock solution was prepared by weighing approximately 20 mg of the deuterated 3-MCPD diolein and 2 mg deuterated glycidyl palmitate into a 10-mL volumetric flask and diluting to volume with HPLC mobile phase B. The approximate concentration was 2000 mg/L deuterated 3-MCPD diolein and 200 mg/L deuterated glycidyl palmitate.
A sample dilution solution was prepared by transferring 0.100 mL of the internal standard stock solution into a 100-mL volumetric flask and diluting to volume with HPLC mobile phase B. The approximate concentration was 2 mg/L deuterated 3-MCPD diolein and 0.2 mg/L deuterated glycidyl palmitate. The injection volume was 5 μL, the HPLC flow rate was 0.25 mL/min
The Agilent 6210 TOFMS was set for high resolution (4 GHz) data collection. Electrospray ionization (ESI) was used. The ionization voltage (Vcap) was 3500 V, the gas temperature was 300 °C, the drying gas flow was 5 L/min, the nebulizer pressure was 50 psi. TOFMS mass range was set to 300–700 m/z, polarity was positive, centroid mass spectra were collected in high resolution mode (4 GHz) at a rate of 1.41 spectra/s.
Sample Preparation
In a 12 × 32 mm HPLC sample vial, one drop of oil (20–25 mg) was accurately weighed and 975 μL sample dilution solution was added using a positive displacement pipette and mixed thoroughly.
TOFMS Detection of Analytes
Selected ion monitoring (SIM) centered on the exact mass to 10−5 Da of the m/z of the sodiated adduct of the analyte was used in the TOFMS detection. A narrow extraction window was used to eliminate the background found in some samples that interfered with detection of low levels of certain MCPD diesters, particularly dilinoleyl MCPD and linoleyl-oleyl-MCPD. This improved the signal to noise ratio of these analytes and lowered the limit of detection. On the Agilent TOFMS this was done by setting the left and right m/z to 50 ppm in the mass extraction setup (±0.033 Da).
The list of analytes, their formulas and the exact masses of the sodiated adducts that were used for TOFMS detection by selected ion monitoring (SIM) are shown in Table 3. Standards were analyzed for all listed analytes.
Determination of Free Glycidol in Vegetable Oil Samples
Free glycidol was determined by head space GC–MS using a Shimadzu GC 2010 gas chromatograph with a QP2010 mass spectrometer (Shimadzu Scientific Instruments, Columbia, MD, USA). Approximately 10 g of oil was accurately weighed into a 20-mL head space vial and incubated 30 min at 95 °C. Two mL of head space was injected using a static headspace injector with the syringe set to 100 °C. Just after injection, pressure on the column was rapidly increased from initial conditions of 60–300 kPa and held for 0.5 min, then ramped back to 60 kPa. The GC column was a Zebron ZB Wax column (Phenomenex, Torrance, CA, USA) 30 m long, 0.25 mm internal diameter, 0.25 μm film thickness. The initial temperature was 75 °C, held for 1 min, the temperature was ramped at 7.5–150 °C/min, then ramped at 25–260 °C/min and held for 2 min. Glycidol was detected by the retention time using single ion monitoring at 44.05 m/z. The detection limit was 0.2 mg/kg (ppm).
Results and Discussion
Effect of Changing Salt Type on the Results from the DGF Method
Please note that the DGF procedure used in all samples is the “total” procedure that is claimed to measure MCPD plus glycidol. No acid treatments to destroy glycidol were used in any of the studies of the DGF procedure.
During use of the DGF method, we found problems with recovery of the internal standard. We tested the method with salts other than sodium chloride in the extraction step to see what effect this was having on the procedure.
Table 4 shows the results of an experiment using an MCPD standard. The standard containing MCPD and MCPD-d 5 internal standard was taken through the DGF process in the absence of vegetable oil. The DGF method was performed as written using 200 g/L sodium chloride in the extraction, and was also performed substituting either saturated sodium sulfate or 200 g/L sodium bromide in the extraction. The standard and internal standard peaks lost about two thirds of their intensity when the process was performed with sodium chloride present compared to the analysis of the standards without prior transesterification. When sodium sulfate was used instead of sodium chloride, there was an additional reduction of 90% or more in the GC–MS peak area. When sodium bromide was substituted for sodium chloride, brominated derivatives [monobromopropanediol (MBPD)] were produced from both the MCPD standard and the MCPD-d 5 internal standard.
Figure 1 shows the overlaid GC–MS total ion current chromatograms from treated samples shown in Table 4. Note the extreme decrease of the MCPD and MCPD-d 5 peaks in samples where chloride was not added and the appearance of the brominated forms.

GC–MS TIC chromatograms of DGF procedure samples processed with different salts present. a DGF method using NaBr; b DGF procedure with NaCl; c DGF procedure with Na2SO4. Peaks 1 MCPD-d 5 ; 2 MCPD; 3 MBPD-d 5 ; 4 MBPD
Table 5 shows the effect of substituting sodium sulfate for sodium chloride in the analysis of vegetable oil samples. The MCPD-d 5 internal standard was added to the samples, MCPD values are those produced from the oils by the DGF analytical procedure. The data clearly shows that in the absence of sodium chloride, the MCPD-d 5 internal standard is either completely or nearly completely destroyed by the DGF procedure. MCPD values in the oil samples are substantially reduced or eliminated in the absence of sodium chloride.
Table 6 shows the effect of substituting sodium bromide for sodium chloride in the analysis of vegetable oils. Once again, the internal standard, MCPD-d 5 and the MCPD produced in the DGF procedure is either mostly or completely lost when sodium chloride is not present. When sodium bromide is used, MBPD-d 5 is found in the samples, proving that it was formed by conversion of the MCPD-d 5 internal standard from the chlorinated to the brominated form. In this experiment, MCPD was found only in samples that were incubated with chloride, only MBPD was found in samples processed in the presence of bromide.
Together, these experiments demonstrate that the DGF procedure is not measuring MCPD in vegetable oil. Instead MCPD, if present, is actually converted to an activated intermediate that can subsequently react with chloride to re-form MCPD. There is no evidence that MCPD is the only compound capable of this activation and subsequent reaction. In fact, when this work was started, the presence of glycidyl esters, which also convert to MCPD in the subsequent reaction, were not mentioned. There are likely to be a wide variety of other compounds that can undergo similar activation by the harsh chemicals used in this procedure, which can subsequently react with the sodium chloride used in the DGF procedure to form MCPD, leading to incorrect and artificially high predicted levels of MCPD using this procedure.
Direct Determination of MCPD Fatty Acid Esters and Glycidyl Fatty Acid Esters Via LC–TOFMS
Given the problems found with the DGF procedure, we decided to attempt to develop a method for direct determination of MCPD esters and glycidol esters in vegetable oil.
Early attempts to determine MCPD mono- and diesters by LC–MS showed that MCPD diesters would not ionize sufficiently using conventional electrospray ionization (ESI) or atmospheric pressure chemical ionization (APCI) techniques to provide adequate analysis. Addition of sodium to the HPLC mobile phase, using the method of Callender et al. [12] allowed efficient ESI and detection of the sodiated adducts.
Attempts to run MS–MS techniques on sodiated adducts of GE and MCPDE resulted in no useful progeny from the parent sodiated ions. Time of flight mass spectroscopy allowed highly sensitive detection of the compounds of interest using single ion monitoring (SIM), and the limit of detection could be improved by narrowing the detection window to eliminate background interferences.
Figure 2 shows overlaid SIM chromatograms for the glycidyl esters of palmitic, stearic, oleic, linoleic and linolenic acid. The method limit of detection is approximately 3 μg/kg for each of the glycidyl ester standards. The glycidyl ester of fully deuterated palmitic acid was used as internal standard for analysis of all glycidyl esters.

Overlaid SIM chromatograms of glycidyl fatty acid ester standards. 1 444 μg/kg glycidyl linolenate, 2 478 μg/kg glycidyl linoleate, 3 568 μg/kg glycidyl oleate, 4 571 μg/kg glycidyl palmitate, 5 485 μg/kg glycidyl stearate
Figure 3 shows the overlaid SIM chromatograms for the MCPD monoesters of palmitic, stearic, oleic, linoleic and linolenic acid. The method limit of detection is approximately 15 μg/kg for each of the oleic, linoleic and linolenic monoesters and is about 60 μg/kg for the palmitic and stearic monoester standards. The glycidyl ester of fully deuterated palmitic acid was used as internal standard for analysis of all MCPD monoesters.

Overlaid SIM chromatograms of MCPD monoester standards. 1 1,516 μg/kg MCPD monolinolenate, 2 1,0396 μg/kg MCPD monolinoleate, 3 1,2730 μg/kg MCPD monooleate, 4 5,693 μg/kg MCPD monopalmitate, 5 2,338 μg/kg MCPD monostearate
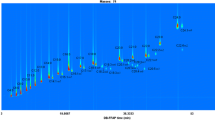
Overlaid SIM chromatograms for MCPD diesters are shown in Figs. 4 and 5. The method limit of detection for MCPD diesters ranged from 4 to 10 μg/kg for diesters containing at least one polyunsaturated fatty acid to 25 μg/kg for diesters containing only saturated or monounsaturated fatty acids. The di-oleic acid ester of MCPD-d 5 was used as the internal standard for analysis of all MCPD diesters.

Overlaid SIM chromatograms of high concentration MCPD diester standards prepared from mixed distilled fatty acids. 1 2,022 μg/kg MCPD linoleic–linolenic diester, 2 6,935 μg/kg MCPD linoleic–linoleic diester, 3 1,0931 μg/kg MCPD oleic–linoleic diester, 4 7,180 μg/kg MCPD palmitic–palmitic diester, 5 4,347 μg/kg MCPD oleic–oleic diester

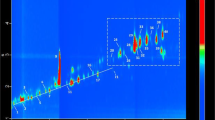
Overlaid SIM chromatograms of low concentration MCPD diester standards prepared from mixed distilled fatty acids. 1 147 μg/kg MCPD linolenic–linolenic diester, 2 924 μg/kg MCPD palmitic–linoleic diester, 3 732 μg/kg MCPD palmitic–oleic diester, 4 251 μg/kg MCPD oleic–stearic diester
Figure 6 shows a typical standard curve for glycidyl stearate. Calibrations were linear for about 2 orders of magnitude for all analytes and became non-linear at higher concentrations, as is typical for LC–MS procedures.

Standard curve for glycidyl stearate showing linearity over 2 orders of magnitude
Table 7 shows the limits of detection of the various analytes in vegetable oil prepared as described in the method (~40-fold dilution). A sample of RBD vegetable oil that was below the limit of detection for all analytes was spiked with increasing amounts of standards until a peak approximately 3 times the height of the noise could be detected.
For all classes of compounds, analysis of repeated preparation of samples on multiple days generally resulted in relative standard deviations of 5–10% at analyte concentrations of 1–5 ppm.
The content of glycidyl esters and MCPD esters found in various oils purchased from local supermarket or from commercial suppliers are shown in Table 8. Note that MCPD monoesters were not found. While we have seen MCPD monoesters occasionally in samples produced by laboratory experiments, MCPD monoesters have not been detected in any commercial deodorized oil sample. MCPD diesters were found only in commercial oil samples containing palm oil, no detectable MCPD esters were found in other samples of commercial vegetable oil products. Laboratory experiments have occasionally produced MCPD diesters in other types of oils.
Glycidyl esters were frequently found in a wide variety of refined vegetable oils. There was a correlation between the diglyceride ester content of the oil and the concentration of glycidyl esters found in the oil, as shown in Fig. 7. The concentration of total glycidol esters found in the oil is lower than 5 mg/kg when diglyceride content of the oil is lower than 2%, and it may be high when the diglyceride ester content is higher than 6%, The correlation coefficient between diglyceride content and glycidyl ester concentration was about 50% indicating that high diglyceride content makes oils more susceptible to glycidyl ester formation, but does not guarantee that an oil will contain glycidyl esters. This correlation suggests that diglycerides may be the precursors of glycidyl esters in processed vegetable oils.

Correlation of diglyceride content of vegetable oils and glycidyl ester content by LC–TOFMS
An example of a direct comparison of the DGF method results with those from direct LC–TOFMS analysis of MCPD esters and glycidyl esters is shown in Table 9. Samples of RBD palm oil and a commercial blend of several vegetable oils were analyzed by the LC–TOFMS method and by the DGF method. These samples were also analyzed for free glycidol using headspace GC–MS and for free MCPD using the method of Zelinková et al. [8] (LOD free MCPD 0.5 mg/kg; LOD free glycidol 0.2 mg/kg). Free MCPD and free glycidol were not detected in any samples.
In samples which contained glycidyl esters or MCPD esters measured by the LC–TOFMS method, the amount of MCPD measured by the DGF method was always 1–2 mg/kg higher than would be predicted by the LC–TOFMS analysis. The same samples were subjected to a proprietary treatment process that removed all MCPD esters and glycidyl fatty acid esters when measured by LC–TOFMS. Those samples still always showed positive results by the DGF method.
Several experiments were conducted to determine conditions that might prevent or remove MCPD esters and glycidyl esters. Table 10 shows the results of an attempt to eliminate glycidyl esters by acid treatments under relatively mild conditions. A refined bleached deodorized corn oil sample that was free from glycidyl esters and MCPD esters as measured by the LC–TOFMS method prior to the experiment was spiked with about 20 mg/kg glycidyl stearate and was subjected to acid washing with 2 min of high shear mixing followed by 60 min of gentle mixing at 70 °C. The samples were washed with water until the wash had a neutral pH and were then assayed for glycidyl esters and MCPD esters. The samples were not deodorized after the treatment. Glycidyl esters were not destroyed by the acid treatments. Treatment with hydrochloric acid resulted in the formation of MCPD diesters without significant loss of glycidyl esters. MCPD monoesters were not found.
ADM has developed a proprietary process to remove MCPD esters and glycidyl esters from vegetable oils. The last row of Table 10 shows the effect of this treatment on the HCL washed samples. Amounts of glycidyl esters and MCPD esters decreased to below the limit of detection of the LC–TOFMS assay by the procedure.
Table 11 shows the effects of treating with various absorbents prior to deodorization on the MCPD ester and glycidyl ester content of palm oil. Refined bleached palm oil was treated with adsorbents as indicated and samples were deodorized at 260 °C for 30 min with 3 Torr vacuum and 3% steam sparge, conditions which are typical for commercial refining of palm oil. The refined bleached palm oil used in the experiment was free of detectable MCPD esters and glycidyl esters prior to the experiment. The results show that none of the adsorbents used prior to deodorization were effective in reducing glycidyl ester formation. Acidic alumina and acid washed carbon that had been processed with hydrochloric acid resulted in the formation of large amounts of MCPD esters in the samples without reduction in the content of glycidyl esters.
Challenges with the LC–TOFMS Method
There are a number of challenges to getting consistent results with this LC–MS method. The sodium in the mobile phase has detrimental effects on the MS system. The instrument becomes dirty quickly from the sodium in the mobile phase and from the vegetable oil and requires a quick cleaning every day prior to use. More extensive cleaning is required at least weekly after heavy use. Certain parts in the ESI source corrode quickly and require frequent replacement. In the instrument we used, the ESI nebulizer needle is made of stainless steel. In normal use, a nebulizer needle would probably last a year or more. Using this method, they corroded very quickly and needed to be replaced weekly with heavy use. Close attention to internal standard areas and frequent checking of standards are needed to be certain that loss of intensity has not occurred. At the first sign of lowered intensity, the instrument must be shutdown for inspection and cleaning. We run a check standard containing every analyte shown in Table 3 before the first sample of the day is analyzed and at least once every 10 samples to ensure adequate performance.
Conclusions
The LC–TOFMS method using sodium in the mobile phase looks very promising as an approach for direct analysis of MCPD esters and glycidyl esters in vegetable oil. The ability to use the high resolution of the TOFMS to eliminate interferences improves the sensitivity of the analysis to the range that is acceptable for this determination.
The chemical method currently proposed by the DGF does not agree well with the results from the LC–TOFMS analysis. We believe the harsh chemicals of the DGF procedure produces MCPD from precursors other than MCPD and glycidol. Those artifacts are produced in a consistent enough manner to make the DGF procedure look fairly reproducible. The evidence that the compounds of interest are destroyed and reformed during the chemical reactions and the fact that all glycerides go through an activated intermediate in the transesterification process makes the results of this method questionable. Reactions capable of transesterifying oils should be avoided in analysis of MCPD and glycidyl esters.
MCPD esters can form from contact with hydrochloric acid under mild conditions. MCPD esters can also form after contact with hydrochloric acid washed absorbents during normal vegetable oil processing.
Results of experiments where either acid or acidic absorbents were in contact with the oil reveal that MCPD ester formation and glycidyl ester formation occur by different mechanisms. These results, plus the fact that only MCPD diesters are seen in refined oils, confirm that glycidyl esters are not likely to be precursors of MCPD esters in vegetable oils. It appears that glycidyl esters and MCPD esters arise by independent mechanisms. Glycidyl ester formation is somewhat correlated to the diglyceride content of the oils. Conditions which favor formation of MCPD esters have no effect on the glycidyl ester content of the samples. Glycidyl esters are widely present in oils which do not contain MCPD esters.
Abbreviations
- MCPD:
-
monochloropropanediol
References
Velíšek J et al (1979) Formation of volatile chlorohydrins from glycerol (triacetin, tributyrin) and hydrochloric acid. Lebensm-Wiss U-Technol 12:234–236
Davídek J et al (1980) Glycerol chlorohydrins and their esters as products of the hydrolysis of tripalmitin, tristearin and triolein with hydrochloric acid. Z Lebensm Unters Forsch 171:14–17
Velíšek J et al (1980) New chlorine-containing organic compounds in protein hydrolysates. J Agric Food Chem 28:1142–1144
Collier P et al (1991) Mechanism of formation of chloropropanols present in protein hydrolysates. J Amer Oil Chem Soc 68(10):785–790
Reese P (2005) Report no. FD 04/12, FSA Project no. C03017, 18, 19; the origin and formation of 3-mcpd in foods and food ingredients
ILSI Europe Report Series: 3-MCPD esters in food products. Summary report of a workshop held in February 2009 in International Life Sciences Institute, Brussels, Belgium
Tesser R, Santacesaria E, Di Serio M, Di Nuzzi G, Fiandra V (2007) Kinetics of glycerol chlorination with hydrochloric acid: a new route to alpha, gamma-dichlorohydrin. Ind Eng Chem Res 46:6456–6465
Zelinková Z, Svejkovská B, Velíšek J, Doležal M (2006) Fatty acid esters of 3-chloropropane-1,2-diol in edible oils. Food Addit Contam 23(12):1290–1298
Divinová V, Svejkovská B, Doležal M, Velíšek J (2004) Determination of free and bound 3-chloropropane-1,2-diol by gas chromatography with mass spectrometric detection using deuterated 3-chloropropane-1, 2-diol as internal standard. Czech J Food Sciences 22:182–189
Weißhaar R (2008) Determination of total 3-chloropropane-1,2-diol (3-MCPD) in edible oils by cleavage of MCPD esters with sodium methoxide. Eur J Lipid Sci Technol 110:183–186
Deutsche Gesellschaft für Fettwissenschaft:DGF Standard Method C III 18 (2009) Determination of ester-bound 3-chloropropane-1, 2-diol (3-MCPD esters) and 3-MCPD forming substances in fats and oils by means of GC–MS. Deutsche Einheitsmethoden zur Untersuchung von Fetten, Fettprodukten, Tensiden und verwandten Stoffen. Wissenschaftliche Verlagsgesellschaft, Stuttgart (Germany)
Callender HL, Forrester JS, Ivanova P, Preininger A, Milne S, Brown HA (2007) Quantification of diacylglycerol species from cellular extracts by electrospray ionization mass spectrometry using a linear regression algorithm. Anal Chem 79:263–272
Open Access
This article is distributed under the terms of the Creative Commons Attribution Noncommercial License which permits any noncommercial use, distribution, and reproduction in any medium, provided the original author(s) and source are credited.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
This article is published under an open access license. Please check the 'Copyright Information' section either on this page or in the PDF for details of this license and what re-use is permitted. If your intended use exceeds what is permitted by the license or if you are unable to locate the licence and re-use information, please contact the Rights and Permissions team.
About this article
Cite this article
Haines, T.D., Adlaf, K.J., Pierceall, R.M. et al. Direct Determination of MCPD Fatty Acid Esters and Glycidyl Fatty Acid Esters in Vegetable Oils by LC–TOFMS. J Am Oil Chem Soc 88, 1–14 (2011). https://doi.org/10.1007/s11746-010-1732-5
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11746-010-1732-5