
Abstract
The aim of this paper was to evaluate the effect of different dispersion methodologies on mechanical properties of the aluminum-silicon (AlSi) composites reinforced by multi-walled carbon nanotubes (MWCNTs) coated with Ni. Different mixing procedures of MWCNTs with AlSi powder were tested, and AlSi-CNT composites were produced by hot pressing—powder metallurgy technique. The shear tests were performed to get the mechanical properties. Scanning electron microscopy with x-ray energy dispersive spectroscopy analysis and thermal analysis was used to investigate the microstructure of AlSi-CNT composites, interface reactions, and fracture morphology after shear tests. The experimental results proved that an improvement of dispersion of CNTs was achieved by using a combination of different mixing processes.
Similar content being viewed by others

Introduction
The properties of carbon nanotubes (e.g., outstanding mechanical properties, low thermal expansion, high thermal conductivity, good electrical properties (Ref 1-4), etc.) that exceed those of any conventional material (Ref 5), make them an excellent reinforcement to design high-performance composite materials.
CNTs have been used as a reinforcement for different materials including polymeric (Ref 3), metal (Ref 5-11), and ceramic matrices (Ref 12). Among CNTs, several materials, such as Al, Ti, Cu, Mg (Ref 3-6, 8, 10, 13-20), etc., were used as reinforcement to produce metal-matrix composites.
The enhancement in mechanical properties of the aluminum alloys is the motivation to study different innovative processing routes, and consequently improved composite materials. So far these materials have been produced by dispersing oxides, carbides, or nitrides into the metallic matrix. More recently, single-walled carbon nanotubes (SWCNTs) and multi-walled carbon nanotubes (MWCNT) are being tested and are raising a great interest in the scientific community as a new kind of reinforcement material for the production of novel MMCs, because of their already mentioned excellent properties (Ref 11).
However, one of the biggest drawbacks in the field of CNT-reinforced metal-matrix composites is the difficulty in the dispersion of CNTs during the mixing process, due to their attractive van der Waals interactions (Ref 11). It is quite difficult to achieve uniform dispersion of CNTs in metal matrix (Ref 21-23). Another potential problem is the possible interfacial reaction between CNTs and metal matrix that might result in the deterioration of composite properties (Ref 11). Thus, the composite processing technique is critical for the composites success.
Different approaches have been used to process MMC reinforced with CNTs such as conventional processes of powder metallurgy, electrochemical processes, thermal spraying, casting processes, and other innovative techniques.
Mechanical alloying is the most used powder metallurgy route (Ref 6-8, 17, 24, 25). It has two main stages, such as (i) Mix of the metal powders and the CNTs; (ii) Sintering after cold pressing or pressure-assisted sintering. There are two milling processes: low- and high-energy milling (Ref 9). Some studies showed that high-energy milling process is more efficient in the dispersion process than the low milling process (Ref 7, 13, 24, 25), although some degradation may occur on CNTs (Ref 5, 18, 25). Regarding the low-energy milling, there are two main disadvantages: the process is taking a longer time and the sintering process is more difficult due to the growth of the grains (welding of the particles) (Ref 5, 8, 18).
It is well known that the enhancement on mechanical properties of the composites is highly dependent on the dispersion of CNTs, thus on the effectiveness of the CNT’s mixing process (Ref 5, 8, 18).
In the technical literature, it is not common to find comparisons between different mixing procedures under similar conditions.
The aim of this paper was to evaluate the effect of different dispersion methodologies on mechanical properties of the Aluminum-Silicon (AlSi) composites reinforced by Multi-Walled Carbon Nanotubes (MWCNTs) coated with Nickel (Ni). It is shown that an improvement in dispersion of CNTs is achieved by using a combination of different mixing processes.
Experimental Procedure
Materials
The composites were produced with a matrix of AlSi spherical powder (88.352% Al; 11.500% Si; 0.145% Fe and 0.003% Cu (wt.%)), with maximum particle diameter of 45 μm. Ni-coated MWCNTs were used as reinforcement (outer diameter > 50 nm, length 0.5-2.0 μm, purity before coating >95 wt.% and ash <1.5 wt.%). It should be highlighted that the Ni coating does not have a structural effect on CNT molecular structure. The Ni coating was used in order to improve the bonding between CNTs and matrix and to avoid some undesirable chemical reactions.
Methods
Sintering Conditions
The AlSi matrix composite reinforced by CNTs was processed by the pressure-assisted sintering technique. Applied pressure was 35 MPa for 10 min at 550 °C. The compaction (powder/mixture) was made on a graphite cylindrical die with an internal diameter of 10 mm and 10 mm height. The powder/mixture was then sintered by a pressure-assisted sintering process in a vacuum chamber at 10−2 mbar, using a high-frequency induction furnace (Fig. 1). The pressure-assisted sintering was performed following the procedure: (1) the mold was placed inside the chamber where the sample powder/mixture was compressed at 1.3 MPa; (2) it was heated up to the stage temperature (T = 550 °C) with a heating rate of 25 °C/min.; (3) at the stage temperature, the pressure was raised up to 35 MPa and maintained for 10 min; and (4) then the power was turned off and the system was cooled down to room temperature under vacuum.

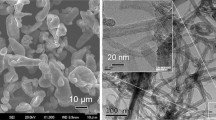
SEM images showing (a) CNTs (magnification ×190); (b) CNT agglomerate (magnification ×30,000); (c) CNT agglomerate (magnification ×100,000), and (d) singular CNT (magnification ×150,000)
Mixing Processes
The following five processes were studied in this work:
Process A. AlSi alloy was used for comparison purposes.
Process B. The mixing of powders was made inside a closed stainless steel jar with 10-mm-diameter steel milling balls. The bottle was rotated with constant speed (40 rpm) during 6 days (low-energy ball milling). The milling atmosphere was argon.
Process C. The mixing of powders was made inside a ceramic jar containing 10-mm-diameter stainless steel milling balls. We used high-energy shaker milling (SPEX-8000 M) during 1 min. The milling atmosphere was argon.
Process D. The mixing of powders was made inside a closed stainless steel jar with 10-mm-diameter steel milling balls. We used high-energy shaker milling (SPEX-8000M) during 1 min. The milling atmosphere was ethanol.
Process E. The mixing of powders was made inside a jar with ethanol solution that was placed into an ultrasonic shaker (Axtor CD 4820-42 kHz-170 W). The mixing of powders was performed by simultaneously two techniques: mechanical stirring (120 rpm) and ultrasonic shaking, for 30 min. Then the solution was decanted by vaporizing the ethanol and dried at 100 °C in a furnace. After that, the mixture was placed in a ceramic mixing jar containing 10-mm-diameter stainless steel milling balls. The milling processes used were a High-energy ultrasonic mixing (Axtor CD 4820), followed by high-energy shaker mill (SPEX-8000M) during 1 min. The atmosphere was ethanol for ultrasonic mixing and Argon for powders milling.
In all the cases studied, the initial ball-to-powder weight ratio was (BPR) = 10:1. In all mixing conditions, 2 wt.% of MWCNTs was used. A total mass (AlSi and MWCNTs) of powders used was 5 g for each mixing condition.
Mechanical Testing
In order to study the mechanical properties of the composites, shear tests were performed. The tests were performed at room temperature (23 °C) using a device that is fixed in a universal testing machine (Instron 8874, MA, USA). The shear tests were carried out according to ASTM standard B565, under a loading rate of 0.02 mm/s with five specimens under identical test conditions.
Metallurgical Evaluation
SEM with EDS analysis was used to examine the dispersion of CNTs within the ASi matrix and also to analyze the fracture morphology after shear tests. Thermal analysis (DSC—Differential Scanning Calorimetry) tests were carried out to evaluate the reactivity between CNTs and AlSi matrix. For DSC was used a heating rate of 10 °C/min and a constant flow of argon.
Results and Discussion
Microstructural Characterization
In Fig. 1(a) is presented the SEM image of CNTs (×190 magnification), where can be noticed the presence of agglomerations. In Fig. 1(b) and (c) can be seen amplified images of a CNT agglomerate (×30,000 and ×100,000 magnifications). Figure 1(d) shows an amplified SEM image of a singular CNT (×150,000 magnification), where can be observed the CNT and the Ni coating.
Figure 2 shows EDS analysis of Ni-coated MWCNTs. It can be seen that the composition is essentially carbon and nickel. The other elements can result from the manufacturing process of the MWCNTs.

EDS spectrum of the CNT agglomerates corresponding to zone Z1 (white zone) identified in Fig. 1(a)
Microstructures of the unreinforced AlSi alloy (×123 magnification) and all produced AlSi -CNTs composites are presented in Fig. 3 (×123 and ×5000 magnifications). As expected, the CNTs are placed at the powders/grains interfaces. It can be observed the presence of the CNT agglomerates in all the studied cases.

SEM images of unreinforced AlSi alloy and AlSi-CNT composites microstructure
As stated by Zhang (Ref 26), the agglomerates are formed due the existence of Van der Waals forces. Due to the nanoscale dimensions of CNTs, it was expected a better dispersion of the CNTs. This leads to a more isotropic composite material by reducing the stress concentration (the stress is not localized; it is distributed throughout the volume of the composite material) and consequently has a beneficial effect on mechanical properties.
CNTs and CNT agglomerates correspond to the white dots/areas observed in Fig. 3. Based on a qualitative analysis, it seems that in the case of Process B, fewer and smaller agglomerations are formed (Fig. 3b and c) compared to the other studied processes C, D, and E. This means that in the case of Process B, there is better distribution of the CNTs in the matrix. A detailed quantification and characterization of CNT agglomerates and dispersion as well as voids quantification is presented elsewhere (Ref 27).
Effect of the CNT Mixing Processing Route on Mechanical Properties
Figure 4 presents the representative stress-strain curves for all studied mixing processes.

Stress-strain curves for all studied mixing processes
Figure 5 shows the shear test results for all studied mixing processes. All studied composites have equal or higher rupture shear (Fig. 5a) and yield shear strength (Fig. 5b) compared to unreinforced AlSi alloy. Regarding the rupture shear strain, there is a substantial decrease for all composites (Fig. 5c) compared to the unreinforced AlSi alloy.

Mechanical properties as obtained on the composites with different mixing processes (A to E on Table 2): (a) rupture shear strength; (b) yield shear strength; (c) rupture shear strain
Regarding the effect of mixing processes on mechanical properties should be highlighted the following: (i) for the same mixing environment (dry mixing), the composites produced with high energy (process C) have lower properties than the ones produced with low energy (process B). This may be explained based on the reduced ability of high energy to disperse the CNTs for the mixing time used (1 min). However, it has been already proved by several authors (Ref 25-29) that a higher mixing time leads to damage and fracture of CNTs; (ii) Regarding the high-energy process, if a preliminary mixing step of powders, such as ultrasonic vibration in ethanol, was added (compare process C with process E), the dispersion of the CNTs was improved (the rupture strength value in the case of process E is higher than of process C); (iii) if the mechanical mixing of powders was carried out in ethanol solution (process D) instead of in dry conditions (process C), the mechanical properties increased.
If the shear stress results of the present work have to be compared to other results presented in the technical literature (e.g., tensile tests), the rupture shear stress values should be duplicated.
The ability of the CNTs to improve mechanical properties of Al alloys is well known (Ref 13, 28, 29). As previously mentioned, the mixing process is a fundamental step. The low-energy mixing process is the most used and studied process because it is simple and has a low cost. The ability of disaggregation mechanisms is essentially based on crushing of agglomerates and on friction ability of spheres to sequentially isolate each fiber from the agglomerate (Ref 5, 18). Concerning the high-energy milling mixing process, there are involved two opposing mechanisms: (ii) the improvement of dispersion due to the high velocity (Ref 22) and (ii) the degradation of the CNTs due to the high energy involved (Ref 25, 30-33).
It can be seen from Fig. 5 that the mechanical properties did not improve for dry conditions (process C) and slightly improved for the other conditions (processes D and E). Thus, even if some CNTs may be destroyed/damaged during the process, it seems that the improvement in dispersion may compensate it, leading to better mechanical properties in some mixing environments. A longer mixing time, such as 1, 2, and 4 h, was also tested in this work, but there was observed the formation of large particles that does not allow an adequate sintering. This phenomenon of particle growth was also observed by Esawi et al. (Ref 5). It was reported that after 48 h of mixing, under dry conditions, the CNTs have not suffered any damage. This unexpected result may be due to the lower velocities involved in their mixing process (200 rpm) compared to the velocities used in the present work, namely 1200 rpm.
It can be observed that the mixing environment used in the case of high energy has influence on the mechanical properties. As it was previously mentioned, the jar was completely filled with Argon (process C) or with Ethanol (process D). The Ethanol either helps on dispersion of CNTs or reduces the damaging of CNTs. In Fig. 5 can be seen that the in the case of process D (Ethanol medium), the properties are slightly higher than in the case of process C (in dry medium-Argon). The slight improvement in the properties may be attributed to the turbulence induced into the liquid medium that may contribute to a better dispersion of CNTs or may be due to the improved damping capacity of the liquid that may reduce the damaging of the CNTs and/or the growth of the powders/granules. To the author’s knowledge, there are not many studies (Ref 24, 34) using this approach. It has been stated that it has potential to improve dispersion of CNTs. There are also studies (Ref 7, 8, 11, 18) that used a wet mixing environment, where the powders are only slightly wet in alcohol. Munkhbayar et al. (Ref 30, 35) have shown that in the case of a wet mixing environment (alcohol), there is a reduction on the damaging/breakage of CNTs. It has been proved in another studies (Ref 5, 7) that ethanol prevented the growth of the powders/granules. It is worth to mention that the growth of the powers/granules makes the sintering process more difficult (Ref 5, 7) and also contributes to a reduction in mechanical properties.
Thus, the effect of wet mixing environment into the jar used in this work may simultaneously contribute to (i) reduction of damaging of CNTs due to higher damping; (ii) improvement of dispersion of CNTs by improving the turbulence inside the jar, and (iii) reduction on the growth of granules due to lower impact energy. All previous mechanisms would contribute to the improvement of the mechanical properties. This may explain the slight improvement of mechanical resistance in the case of process D when compared with process C.
Regarding the other high-energy approaches tested in this work, two dispersion stages were used: (i) a first dispersion stage with an ultrasonic bath (at 42 kHz), (as used for specimens cleaning), along with a mechanical stirrer; (ii) a second dispersion stage, with a high-energy milling mixing process. The improvement in mechanical properties is attributed to the better dispersion in the first stage, while the second stage alone does not have any influence (C).
In literature, it is not common to see the ultrasonic bath devices, as used in this work, for the dispersion of CNTs. However, horn or wand ultrasonic devices (≈20 kHz) are reported to be very successful in improving the dispersion of CNTs in a liquid phase (Ref 1, 21, 36-38) and thus improving the mechanical properties. This has been proved in the case of aluminum composites (Ref 6, 10), glass composites (Ref 39), and polymer composites (Ref 40-43) reinforced by CNTs. Thus, it seems that the previous ultrasonic approach (ultrasonic bath (42 kHz) plus mechanical stirring) was also able to improve the dispersion of CNTs (process E compared to process C).
The ability of the process to disperse the CNTs, by maintaining their integrity, is the key element to improve mechanical properties. In all studied mixing processes can be observed the existence of CNTs agglomerates (Fig. 6). The agglomerates are the reason for mechanical properties deterioration since the agglomerates act as pores/defects (Ref 5, 17).

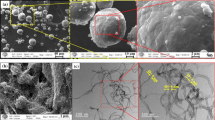
SEM micrographs of the fracture surface of the composites obtained by different mixing processes (a, d, g, j, and n—backscattered images with ×150 magnification, c, f, i, l, and o—×2000 magnification; and b, e, h, k, and m—secondary electron images with ×150 magnification)
In Fig. 6 are presented the SEM micrographs of the fracture surface of the produced unreinforced AlSi alloy (process A) and of all produced composites (processes B, C, D, and E) after the shear tests with two magnifications (×150 and ×2000). In Fig. 7 are presented the SEM images of the fracture surface of the composite obtained in the case of Process E with a higher magnification (×10,000 and ×50,000 magnification). The presence of agglomerates for all the mixing procedures can be noticed. Isolated CNTs and also some small and big agglomerates, located on aluminum powders boundaries, can be observed. This pattern distribution was similar for all the mixing processes. A comprehensive statistical study, quantifying the agglomerates size, for different CNT contents, was performed in another study, in order to correlate these factors with the obtained tensile properties of the composite (Ref 27). As previously mentioned, less and smaller agglomerates were observed in the case of Process B (Fig. 6), while in the case of other processes, there are more agglomerates and some of them bigger compared to Process B (Fig. 6).

(a) SEM micrograph of the fracture surface of the composite obtained by Process E; (b) local magnification of zone indicated in (a) with dashed line and (c) very small isolated CNT agglomerates
Regarding the fracture morphology of Process A with different magnifications (Fig. 6a-c) can be observed that the surface is very smooth. This is due the fact that the AlSi powders are very well bonded (thus controls the fracture behavior). Thus, the crack travels through the AlSi grains of the material (intragranular fracture) and it is accompanied by a large amount of plastic deformation.
Regarding the other processes B, C, D, and E, the fracture behavior is similar. Cracks may initiate in the regions of agglomerates (stress concentration). If the crack reaches a region where the CNTs are well dispersed, it may travel through the AlSi grain (intragranular fracture), but if the crack reaches zones of weakness (zones where the agglomerates are located, between the AlSi grains), then the crack follows the grain of the material (intergranular fracture). The consequence of this is a rougher region where the agglomerates are formed and a smoother surface when the crack travels through the AlSi powder/grain. The propagation of the crack is accelerated for processes C, D, and E because there are zones with bigger agglomerates, as can be observed in Fig. 6.
These observations are in accordance with the mechanical properties previously presented. Even though there are these zones that behave like stress concentrations (as called weakness zones), the strengthening effect of CNTs in the zones where the CNTs are well dispersed prevails, and thus, the mechanical properties of the Process B are higher than the other processes. Thus, the increase in rupture shear (Fig. 5a) and yield shear strength (Fig. 5b) with the addition of the CNTs for all processes studied compared to Process A is related to the fact that the AlSi powders/grains are bonded with an improved strength due to CNTs interface reinforcement effect, as stated, for example, by George et al. (Ref 44) through the shear lag theory. It is well known that the mechanical properties of the composites are controlled by stress transfer between reinforcement phase and the metal matrix at the interface (Ref 45), so the CNTs act like load-bearing element, thus there is a transfer of load from the matrix to the reinforcement by interfacial shear stress does increasing the tensile and yield strength (Ref 44, 46, 47).
The increase in the rupture shear strength with the addition of the reinforcement is related to the fact the AlSi grains are bonded with an improved strength in direction of the load, due to CNTs interface reinforcement effect (Fig. 7) (shear lag theory). The CNTs act like load-bearing element; thus, they protect the matrix (transfer of load from the matrix to the reinforcement by interfacial shear stress), while the CNT agglomerates behave like stress concentrations. In Fig. 7 can be observed some isolated CNTs, which may indicate that the CNTs were pulled out from the matrix. It can be seen from Fig. 7 that most of these isolated CNTs are oriented in the load direction. It is possible that pull out mechanism occurs due the interfacial debonding between the CNT and Al matrix, which leads to a subsequent sliding of the CNTs, orienting these in the load direction.
Based on the previous considerations, the proposed physical mechanism for the fracture surface morphology for shear tests of AlSi-CNTs composites is schematically represented in Fig. 8.

Schematic representation of the proposed physical model for the shear tests
In addition to direct strengthening (shear lag), a secondary strengthening (thermal mismatch) can occur due to differential thermal contraction between matrix and reinforcement (Ref 48) during cooling from sintering temperature which leads to creation of residual stresses. Another secondary strengthening is the presence of Orowan loops. The interaction of the reinforcement particles with dislocations difficult their movement being necessary an additional stress to make a dislocation expand between the reinforcement which leads to an increase of the composite strength. The nanosize of CNTs increases the Orowan strengthening of the grain frontiers (Ref 49).
Based on obtained results, some considerations may be suggested for futures research/testing:
-
(1)
The high-energy process does not seem to bring advantages compared to the low-energy process, at least for 1 min test duration. An increase in the mixing time would improve the dispersion but it could also deteriorate the CNTs and increase the grain size (Ref 30-32). In addition, for industrial purposes, this is an expensive process. Since the friction among liquid and CNTs may help on dispersion of CNTs, a more viscous liquid could be tested.
-
(2)
The addition of a preliminary ultrasonic mixing in ethanol to the high-energy mixing process does not seem to bring such advantages to overcome the costs associated with the process.
-
(3)
Processing the mechanical mixing in ethanol instead of in dry condition does not bring substantial advantages to the material, although properties are slightly higher than those in dry condition.
-
(4)
The low-energy mixing process seems to be interesting because it is simple, cheap, and provide better results. However, the improvement in mechanical properties is still far from what is expected, based on excellent mechanical properties and cost of CNTs. Thus, an agent that would be able to further disperse the CNT agglomerates, such as rubber, cork, or any other material that would have higher friction forces between balls and CNTs, would eventually be an advantage on the low-energy process. Some experiments have been already carried out (Ref 15, 43, 44) and they seem to be promising routes to help on dispersion of CNTs. It should be highlighted that this agent, if necessary, can be easily removed from the obtained mixed composite, before sintering stage.
Reactivity Between CNTs and Matrix
Another important aspect is the eventual reactivity between an industrial material acting as a matrix (AlSi alloy) and CNTs. This aspect is still ambiguous in technical literature. Deng et al. (Ref 6) reported that in the case of pure aluminum, the reaction between CNTs with Al matrix has a degradation effect on the composite, while Ci et al. (Ref 14) mentioned that it may have a beneficial effect. However, when Al alloys (e.g., AlSi alloy) are used as matrix, several reactions would eventually take place. Undesirable reactions between the reinforcement (in the present case CNTs) and matrix elements should be avoided. These reactions may deteriorate the CNTs or create eventual unwanted interfaces. The Ni coating seems to work perfectly with AlSi alloys.
Figure 9 presents the DSC curves for the unreinforced AlSi alloy and AlSi-CNT composites obtained by processes C and D. It can be seen that no reactions (exothermic and/or endothermic peaks) were detected for any situation. The only endothermic peaks are observed due to melting of the matrix. This means that no degradation of the MWCNTs takes place during the sintering stage (till a temperature of 550 ± 2 °C). Thus, it is acceptable that in the case of Ni-coated CNTs, the Ni coating protects the CNTs (Ref 50). It can also be seen on Fig. 8 that above the working sintering temperature, the thermal analysis curves present some differences between the unreinforced AlSi alloy and AlSi-CNT composites. In this study the addition of the CNTs seems to reduce the melting temperature from 578 °C to approximately 568 °C which diverge with another study (Ref 50) where the addition of CNTs to Al2024 increased the melting temperature of the composite due to reduction of surfaces of Al2024 particles. In the present case, the opposite was observed. This means that some diffusion of Ni to Al may occur (Ni lowers the melting temperature of Al) and there is no diffusion or reaction between C and Al (C increases the melting temperature of Al). Thus, even at the aluminum melting temperature, it seems that no reaction between C and Al occurs, and thus, the shielding effect of Ni coating seems to be very effective.

DSC curves obtained for samples with and without CNTs
It has been shown by several authors (Ref 4, 7) that by using pure aluminum matrix and similar processing conditions (the mechanical alloying as mixing process, equal quantity of CNTs, and similar sintering conditions), there is reactivity between carbon and aluminum, leading to formation of Al4C. In this work, this reaction did not happen probably due to several factors, such as the nonexistence of amorphous carbon, effectiveness of nickel coating of CNTs, or short sintering times. It has been reported in other studies (Ref 6, 10) on aluminum alloys containing silicon that the reaction between aluminum and carbon should occur at temperatures higher than the sintering temperature used in this work. Thus, this could be another explanation for the nonformation of Al4C in the present study.
As the AlSi matrix contains silicon, reactions between silicon and carbon could occur, leading to the formation of SiC. It has been reported (Ref 16, 17, 51) that this reaction may increase the wettability between matrix and CNTs. The DSC results (Fig. 9) did not indicate the occurrence of this reaction. Another possible reaction would be between Silicon and Nickel (Ref 52-56). At temperatures up to 300° C, the formation of Ni2Si is possible (Ref 53, 56). Around 300 °C, there is a possible formation of NiSi (Ref 53, 56). This last compound could lead, at higher temperatures (750 °C) (Ref 53, 54), to the formation of NiSi2. In the present study, none of these reactions were detected by DSC analysis (Fig. 9). Qian et al. (Ref 57) reported that reactions between Aluminum and Nickel may lead to formation of Al3Ni at temperatures lower than the temperatures used in sintering in this work. Also in this case, the DSC results did not indicate the occurrence of this reaction. The formation of this phase could be beneficial in order to improve the bonding between the CNTs and the AlSi matrix increasing the reinforcement strengthening effect.
Thus, no reactions between Ni-coated CNTs and AlSi matrix occurred. There occurred only some diffusion of Ni into the matrix, which caused a decrease on the melting temperature. Thus, concerning reactivity, this pair of materials (AlSi alloy and CNTs) seems to be adequate for the production of composites.
Conclusions
From the present investigation, the following conclusions can be drawn:
-
Ni-coated CNTs improved the mechanical properties of AlSi alloys;
-
the mechanical properties of the composites are dependent on the mixing process;
-
CNT agglomerates were found in all mixing procedures;
-
the low-energy mixing process is to be more effective on dispersion of CNTs than the high-energy processes;
-
a preliminary ultrasonic mixing step improved the dispersion of CNTs;
-
a wet environment (ethanol) during the mixing slightly improved the dispersion of CNTs;
-
the presence of Ni coating on CNTs prevents the reactions between the CNTs and AlSi matrix;
-
the combination of different mixing processes improved the dispersion of CNTs.
References
X. Lu and Z. Hu, Mechanical Property Evaluation of Single-Walled Carbon Nanotubes by Finite Element Modeling, Composites B, 2012, 43, p 1902–1913
M.D. Ganji, A. Fereidoon, M. Jahanshahi, and M.G. Ahangari, Investigation of the Mechanical Properties of Multi-walled Carbon Nanotubes Using Density Functional Theory Calculations, J. Comput. Theor. Nanos., 2012, 9, p 980–985
M.J. O’Connell, Carbon Nanotubes: Properties and Applications, CRC Press Taylor & Francis Group, Boca Raton, 2006
Y.Y. Huang and E.M. Terentjev, Dispersion of Carbon Nanotubes: Mixing, Sonication, Stabilization, and Composite Properties, Polymers, 2012, 4, p 275–295
A. Esawi and K. Morsi, Dispersion of Carbon Nanotubes (CNTs) in Aluminum Powder, Composites A, 2007, 38, p 646–650
C. Deng, X. Zhang, D. Wang, Q. Lin, and A. Li, Preparation and Characterization of Carbon Nanotubes/Aluminum Matrix Composites, Mater. Lett., 2007, 61, p 1725–1728
R. Perez-Bustamante, C.D. Gomez-Esparz, I. Estrada-Guel, M. Miki-Yoshida, L. Licea-Jimenez et al., Microstructural and Mechanical Characterization of Al-MWCNT Composites Produced by Mechanical Milling, Mater. Sci. Eng. A, 2009, 502, p 159–163
A.M.K. Esawi, K. Morsi, A. Sayed, A.A. Gawad, and P. Borah, Fabrication and Properties of Dispersed Carbon Nanotube-Aluminum Composites, Mater. Sci. Eng. A, 2009, 508, p 167–173
S. El-Eskandarany, Mechanical Alloying: For Fabrication of Advanced Engineering Materials, Elsevier Science, New York, 2013
C.F. Deng, D.Z. Wang, X.X. Zhang, and A.B. Li, Processing and Properties of Carbon Nanotubes Reinforced Aluminum Composites, Mater. Sci. Eng. A, 2007, 444, p 138–145
R. Perez-Bustamante, I. Estrada-Guel, W. Antunez-Flores, M. Miki-Yoshida, P.J. Ferreira, and R. Martinez-Sanchez, Novel Al-Matrix Nanocomposites Reinforced with Multi-walled Carbon Nanotubes, J. Alloys Compd., 2008, 450, p 323–326
K.G. Dassios, Carbon Nanotube-Reinforced Ceramic Matrix Composites: Processing and Properties, Ceram. Trans., 2014, doi:10.1002/9781118932995.ch15
S.R. Bakshi and A. Agarwal, An Analysis of the Factors Affecting Strengthening in Carbon Nanotube Reinforced Aluminum Composites, Carbon, 2011, 49, p 533–544
L. Ci, Z. Ryu, N.Y. Jin-Phillipp, and M. Ruehle, Investigation of the Interfacial Reaction Between Multi-walled Carbon Nanotubes and Aluminum, Acta Mater., 2006, 54, p 5367–5375
H. Kwon, M. Estili, K. Takagi, T. Miyazaki, and A. Kawasaki, Combination of Hot Extrusion and Spark Plasma Sintering for Producing Carbon Nanotube Reinforced Aluminum Matrix Composites, Carbon, 2009, 47, p 570–577
T. Laha, S. Kuchibhatla, S. Seal, W. Li, and A. Agarwal, Interfacial Phenomena in Thermally Sprayed Multiwalled Carbon Nanotube Reinforced Aluminum Nanocomposite, Acta Mater., 2007, 55, p 1059–1066
T. Laha, Y. Chen, D. Lahiri, and A. Agarwal, Tensile Properties of Carbon Nanotube Reinforced Aluminum Nanocomposite Fabricated by Plasma Spray Forming, Composites A, 2009, 40, p 589–594
K. Morsi and A. Esawi, Effect of Mechanical Alloying Time and Carbon Nanotube (CNT) Content on the Evolution of Aluminum (Al)-CNT Composite Powders, J. Mater. Sci., 2007, 42, p 4954–4959
K.S. Munir, P. Kingshott, and C. Wen, Carbon Nanotube Reinforced Titanium Metal Matrix Composites Prepared by Powder Metallurgy—A Review, Crit. Rev. Solid State Mater. Sci., 2014, doi:10.1080/10408436.2014.929521
C.D. Li, X.J. Wang, K. Wu, W.Q. Liu, S.L. Xiang, C. Ding, X.S. Hu, and M.Y. Zheng, Distribution and Integrity of Carbon Nanotubes in Carbon Nanotube/Magnesium Composites, J. Alloys Compd., 2014, 612, p 330–336
T. Premkumar, R. Mezzenga, and K.E. Geckeler, Carbon Nanotubes in the Liquid Phase: Addressing the Issue of Dispersion, Small, 2012, 8, p 1299–1313
J.S. Oh, K.H. Ahn, and J.S. Hong, Dispersion of Entangled Carbon Nanotube by Melt Extrusion, Korea Aust. Rheol. J., 2010, 22, p 89–94
W. Salas, N.G. Alba-Baena, and L.E. Murr, Explosive Shock-Wave Consolidation of Aluminum Powder/Carbon Nanotube Aggregate Mixtures: Optical and Electron Metallography, Metall. Mater. Trans. A, 2007, 38, p 2928–2935
T. Peng and I. Chang, Mechanical Alloying of Multi-walled Carbon Nanotubes Reinforced Aluminum Composite Powder, Powder Technol., 2014, 266, p 7–15
Z.D. Tao, H.R. Geng, K. Yu, Z.X. Yang, and Y.Z. Wang, Effects of High-Energy Ball Milling on the Morphology and the Field Emission Property of Multi-walled Carbon Nanotubes, Mater. Lett., 2004, 58, p 3410–3413
Q. Zhang, Carbon Nanotubes and Their Applications, CRC Taylor & Francis Group, Boca Raton, 2012
O. Carvalho, G. Miranda, D. Soares, and F.S. Silva, Carbon Nanotube Dispersion in Aluminum Matrix Composites—Quantification and Influence on Strength, Mech. Adv. Mat. Struct., 2014, doi:10.1080/15376494.2014.929766
S.R. Bakshi, D. Lahiri, and A. Agarwal, Carbon Nanotube Reinforced Metal Matrix Composites—A Review, Int. Mater. Rev., 2010, 55, p 41–64
C.M. Efraín, Carbon Nanotube-Metal Matrix Composites. Encyclopedia of Nanoscience and Nanotechnology, Dekker, Ed., 2nd ed, null, p 611–619, (Boca Raton), Taylor & Francis (2009), p 611–619
B. Munkhbayar, M. Nine, J. Jeoun, M. Bat-Erdene, H. Chung, and H. Jeong, Influence of Dry and Wet Ball Milling on Dispersion Characteristics of the Multi-walled Carbon Nanotubes in Aqueous Solution with and Without Surfactant, Powder Technol., 2013, 234, p 132–140
N. Al-Aqeeli, K. Abdullahi, C. Suryanarayana, T. Laoui, and S. Nouari, Structure of Mechanically Milled CNT-Reinforced Al-Alloy Nanocomposites, Mater. Manuf. Process., 2013, 28, p 984–990
Z.Y. Liu, S.J. Xu, B.L. Xiao, P. Xue, W.G. Wang, and Z.Y. Ma, Effect of Ball-Milling Time on Mechanical Properties of Carbon Nanotubes Reinforced Aluminum Matrix Composites, Composites A, 2012, 43, p 2161–2168
Y.B. Li, B.Q. Wei, J. Liang, Q. Yu, and D.H. Wu, Transformation of Carbon Nanotubes to Nanoparticles by Ball Milling Process, Carbon, 1999, 37, p 493–497
S. Yoshio, J. Tatami, T. Yamakawa, T. Wakihara, and K. Komeya, Dispersion of Carbon Nanotubes in Ethanol by a Bead Milling Process, Carbon, 2011, 49, p 4131–4137
B. Munkhbayar, M.J. Nine, S. Hwang, J. Kim, and K. Bae, Effect of Grinding Speed Changes On Dispersibility of the Treated Multi-walled Carbon Nanotubes in Aqueous Solution and its Thermal Characteristics, Chem. Eng. Process., 2012, 61, p 36–41
K.S. Park and J.R. Youn, Dispersion and Aspect Ratio of Carbon Nanotubes in Aqueous Suspension and Their Relationship with Electrical Resistivity of Carbon Nanotube Filled Polymer Composites, Carbon, 2012, 50, p 2322–2330
G. Pagani, M.J. Green, P. Poulin, and M. Pasquali, Competing Mechanisms and Scaling Laws for Carbon Nanotube Scission by Ultrasonication, Proc. Natl. Acad. Sci. USA, 2012, 109, p 11599–11604
A. Lucas, C. Zakri, M. Maugey, M. Schoo, Pvd Pasquali, and P. Poulin, Kinetics of Nanotube and Microfiber Scission Under Sonication, J. Phys. Chem. C, 2009, 113, p 20599–20605
J.W. Ning, J.J. Zhang, Y.B. Pan, and J.K. Guo, Fabrication and Mechanical Properties of SiO2 Matrix Composites Reinforced by Carbon Nanotube, Mater. Sci. Eng. A, 2003, 357, p 392–396
B. Safadi, R. Andrews, and E.A. Grulke, Multiwalled Carbon Nanotube Polymer Composites: Synthesis and Characterization of Thin Films, J. Appl. Polym. Sci., 2002, 84, p 660–2669
R.A. Graff, J.P. Swanson, P.W. Barone, S. Baik, D.A. Heller, and M.S. Strano, Achieving Individual-Nanotube Dispersion at High Loading in Single-Walled Carbon Nanotube Composites, Adv. Mater., 2005, 17, p 980–984
T.R. Frømyr, F.K. Hansen, and T. Olsen, The Optimum Dispersion of Carbon Nanotubes for Epoxy Nanocomposites: Evolution of the Particle Size Distribution by Ultrasonic Treatment, Nanotechnology, 2012, 2012, p 1–14
A. Ilcham, A. Srisurichan, A. Soottitantawat, and T. Charinpanitkul, Dispersion of Multi-walled Carbon Nanotubes in Poly(p-phenylene) Thin Films and Their Electrical Characteristics, Particuology, 2009, 7, p 403–407
R. George, K.T. Kashyap, R. Rahul, and S. Yamdagni, Strengthening in Carbon Nanotube/Aluminium (CNT/Al) Composites, Scr. Mater., 2005, 53, p 1159–1163
H.J. Ryu, S.I. Cha, and S.H. Hong, Generalized Shear-Lag Model for Load Transfer in SiC/Al Metal-Matrix Composites, J. Mater. Res., 2003, 18, p 2851–2858
S.J. Yoo, S.H. Han, and W.J. Kim, Strength and Strain Hardening of Aluminum Matrix Composites with Randomly Dispersed Nanometer-Length Fragmented Carbon Nanotubes, Scr. Mater., 2013, 68, p 711–714
H.J. Ryu, S.I. Cha, and S.H. Hong, Generalized Shear-Lag Model for Load Transfer in SiC/Al Metal-Matrix Composites, J. Mater. Res., 2003, 18, p 2851–2858
R.J. Arsenault and N. Shi, Dislocation Generation due to Differences Between the Coefficients of Thermal Expansion, Mater. Sci. Eng., 1986, 81, p 175–178
Z. Zhang and D.L. Chen, Consideration of Orowan Strengthening Effect in Particulate-Reinforced Metal Matrix Nanocomposites: A Model for Predicting Their Yield Strength, Scr. Mater., 2006, 54, p 1321–1326
C.F. Deng, X.X. Zhang, D.Z. Wang, and Y.X. Ma, Calorimetric Study of Carbon Nanotubes and Aluminum, Mater. Lett., 2007, 61, p 3221–3223
S.R. Bakshi, R.R. Patel, and A. Agarwal, Thermal Conductivity of Carbon Nanotube Reinforced Aluminum Composites: A Multi-scale Study Using Object Oriented Finite Element Method, Comput. Mater. Sci., 2010, 50, p 419–428
E.G. Colgan, M. Mäenpää, M. Finetti, and M.A. Nicolet, Electrical Characteristics of Thin Ni2Si, NiSi, and NiSi2 Layers Grown on Silicon, J. Electron. Mater., 1983, 12, p 413–422
J. Foggiato, W.S. Yoo, M. Ouaknine, T. Murakami, and T. Fukada, Optimizing the Formation of Nickel Silicide, Mater. Sci. Eng. B, 2004, 114, p 56–60
F.F. Zhao, J.Z. Zheng, Z.X. Shen, T. Osipowicz, W.Z. Gao, and L.H. Chan, Thermal Stability Study of NiSi and NiSi2 Thin Films. Microelectron, Microelectron. Eng., 2004, 71, p 104–111
D.C. Dunand, NiAl Formation by Annealing of Infiltrated Aluminium-Nickel Precursors, J. Mater. Sci., 1994, 29, p 4056–4060
H. Okamoto, Al-Ni (Aluminum-Nickel), J Phase Equilib, 1993, 14, p 257–259
Qian, J. Li, J. Xiong, F. Zhang, and X. Lin, In Situ Synthesizing Al3Ni for Fabrication of Intermetallic-Reinforced Aluminum Alloy Composites by Friction Stir Processing, Mater. Sci. Eng. A, 2012, 550, p 279–285
Acknowledgments
This work was supported by the Portuguese Foundation of Science and Technology through the project references PTDC/EME-PME/68664/2006 and EXCL/EMS-TEC/0460/2012.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Carvalho, O., Buciumeanu, M., Soares, D. et al. Evaluation of CNT Dispersion Methodology Effect on Mechanical Properties of an AlSi Composite. J. of Materi Eng and Perform 24, 2535–2545 (2015). https://doi.org/10.1007/s11665-015-1510-5
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-015-1510-5