
Abstract
The effect of high-temperature deformation and the influence of hot working parameters on microstructure evolution during isothermal hot forging of Ti-6Al-4V in the alpha phase field were investigated. A series of hot isothermal axis-symmetric compression tests were carried out at temperatures both low and high in the alpha stability field [(1153 K and 1223 K (880 °C and 950 °C), respectively], using three strain rates (0.01, 0.1 and 1.0/s) relevant to industrial press forging. The microstructures and orientation of the alpha laths were determined using optical microscopy and electron backscatter diffraction techniques. The experimental results show that there is a change in lath morphology of the secondary α phase under the influence of the deformation parameters, and that α lath thickness appears to have little influence on flow behavior.
Similar content being viewed by others
1 Introduction
Titanium alloys are widely used for many applications, especially in the aerospace industry owing to their combination of high strength, corrosion resistance, and low density. Among titanium alloys, the two-phase Ti-6Al-4V is the most popular, and an enormous amount of work has been done regarding the improvement of its mechanical properties through heat treatment, hot working, or a combination of these processes. The alloy can be tailored by altering microstructure and texture through thermo-mechanical processing (TMP) in order to control the mechanical properties during cooling from the beta phase field. The breakdown of the colony-alpha microstructure during (α + β) thermo-mechanical processing plays a pivotal role in obtaining a uniform, fine equiaxed alpha microstructure in forging bar and billet, plate, and other alpha/beta mill products. Most of the research in this area has focused on the workhorse alloy aerospace titanium alloy, Ti-6Al-4V. A number of investigators have examined the kinetics of the globularization of (α + β) titanium alloys during sub-transus hot working,[1–3] mainly using modes of loading such as uniaxial compression and tension during deformation. The possible mechanisms by which lamellar microstructures coarsen or transform to a globular morphology have been studied by various investigators.[4–7]
The present work was undertaken to quantify the effect of TMP parameters on the evolution of microstructure and orientation of alpha laths in two-phase (α + β) Ti-6Al-4V. The main objective of the work was to delineate the mechanism by which globularization occurs during TMP of two-phase (α + β) titanium alloy with a lamellar preform microstructure. Owing to its technical importance, the mechanism of the globularization process has been the subject of many studies over the years, but there have been a limited number of studies on deformation texture of Ti-6Al-4V during hot compression tests that simulate the forming process of components made from this alloy. The major contributions of this work are the identification of deformation and globularization mechanisms, and the understanding of the evolution of microstructure by studying the orientation distribution or rotation of the α-phase during Ti-6Al-4V during deformation. Electron backscattered diffraction (EBSD) was used to study the alpha lath orientation of Ti-6Al-4V during hot working.
2 Material and Experimental Procedure
2.1 Material
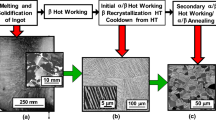
The material used was (α + β) titanium alloy Ti-6Al-4V produced by TIMET UK Ltd and supplied by QinetiQ Ltd in the form of round bar with 40 mm diameter and length of about 90 mm. The measured chemical compositions (wt pct) were 6.48Al, 3.99 V, 0.22 Fe, 0.16 O, 0.002 N, 0.02 C, 0.005 H, and balance titanium. The microstructure of the as-received Ti-6Al-4V alloy was composed of equiaxed α grains in a matrix of beta phases, as shown in Figure 1(a). The as-received material was heat treated to produce a lamellar structure by holding at a sub-transus temperature of 1223 K (950 °C) for 10 minutes, then heating to a super-transus temperature of 1303 K (1030 °C) for 2 minutes followed by water quenching. The heat-treated specimens, characterized by an acicular microstructure, are shown in Figure 1(b).

Light micrographs showing (a) the as-received microstructure, and (b) the same material after heat treatment of 1223 K (950 °C)/10 min + 1303 K (1030 °C)/2 min followed by water quenching
2.2 Hot Compression Tests
In order to understand the initial globularization process, a series of hot compression ‘upset’ tests was carried out using a computer-controlled servo-hydraulic MTS 100 kN machine coupled with an Instron Severn Furnaces Ltd Radiant Furnace model RHS1856A, at fixed nominal strain rates and temperatures relevant to industrial hydraulic press forging. For this purpose, cylindrical samples measuring 15.0 mm in height and 10.0 mm diameter were manufactured using an electro-discharge machine (EDM), then heated to test temperature, soaked for 30 minutes, and upset under constant axial (true) strain- rate conditions. During hot compression testing, isothermal conditions were achieved using a Eurotherm 8-segment programmable controller (model 2408). The maximum rate for heating the test specimen to the test temperature was 1 °C/s.
Test temperatures both low and high in the (α + β) stability field, 1153 K and 1223 K (880 °C and 950 °C), respectively, were chosen to investigate the effect of differing α/β phase proportions. Strain rates were 0.01, 0.1, and 1.0 s−1 and deformation was allowed to proceed to various strain levels (0.1, 0.2, 0.4, 0.7, and 1.0) before being interrupted. After isothermal compression testing to the predetermined strain level, the cylindrical specimens were water quenched to room temperature. These specimens were axially sectioned parallel to the compression axis and prepared using standard metallographic techniques. For comparison, six additional samples were heated to deformation temperatures, given an identical soak, and water quenched to determine the undeformed microstructure. Following deformation, five selected specimens were sectioned axially (at one-third of the deformed specimen height, indicative of the average deformation) and prepared for EBSD analysis. EBSD analysis was carried out using a Zeiss field emission gun scanning electron microscope, and orientation maps were constructed from orientation data using MTEX texture analysis software.[8]
3 Results and Discussion
Microstructure and orientation map results showed a marked dependence on forging temperature due to the associated variation in the volume fractions of the alpha and beta phases. It is understood from previous work.[9] The volume fraction of alpha at 1153 K (880 °C) was ~0.70 and ~0.30 at 1223 K (950 °C). It is also understood that the difference in the volume fraction of alpha and beta affects the relative partitioning of strain between the two phases.[10]
3.1 Flow Stress Behavior of Ti-6Al-4V
The flow stress curves derived from hot isothermal testing of Ti-6Al-4V with the acicular initial microstructure at both sub-transus 1153 K (880 °C) and near-transus temperatures 1223 K (950 °C) with the three different strain rates (0.01, 0.1, and 1/s) are presented in Figure 2. In particular, the hot deformation behavior of the ‘medium’ thickness alpha lath microstructure at 1153 K and 1223 K (880 °C and 950 °C) is shown for all strain rates (solid lines); the 0.1/s tests have been repeated at the same temperature for the ‘fine’ and ‘coarser’ microstructures marked as dotted and dashed lines, respectively, in Figure 2. These curves clearly indicate that the flow stress was strongly dependent on temperature and applied strain rate. All the flow curves showed the characteristic features of strong initial strain hardening, a broad peak at low strains, followed by moderate to extensive flow softening beyond the peak stress until a steady-state stress was reached.

Flow curves of Ti-6Al-4V with acicular initial microstructure at (a) 1223 K (950 °C) and (b) 1153 K (880 °C) at strain rates of 0.01, 0.1, and 1/s
This type of behavior is well documented in the literature on the hot deformation of Ti-6Al-4V with an acicular structure.[11,12] It can be noted that the influence of the three different (‘coarse’, ‘medium,’ and ‘fine’) acicular microstructures showed little effect on the flow softening and only a minor effect on strain rate. The flow softening effect was slightly more pronounced at 1223 K (950 °C). The insensitivity of flow behavior to initial microstructure is surprising given that alpha lath thickness has been successfully used as an indicator for the progress of dynamic spheroidization of the alpha phase during hot forging of Ti-6Al-4V.[13]
Our systematic investigation of the hot deformation behavior of Ti-6Al-4V at 1153 K and 1223 K (880 °C and 950 °C), using a range of initial lamellar microstructures has proved that there is little influence of alpha lath thickness on overall flow behavior for the range considered (Figure 3). Therefore, the significant flow softening observed for all deformation conditions is believed to be associated with spheroidization of the lamellar structure and also progressive realignment of alpha laths with their long axes perpendicular to the uniaxial compressive loading axis, which appear to coincide with the attainment of the steady-state flow stress.

Light micrographs of preheated microstructure of fine, medium, and coarser laths at 1153 K (880 °C) and 1223 K (950 °C) soaked for 30 min followed by water quenching
3.2 Isothermal Forging at 1223 K (950 °C)
The microstructure evolution with strain of Ti-6Al-4V during isothermal forging at 0.1 s−1 at a deformation temperature of 1223 K (950 °C) with the alloy showing the ‘medium’ alpha lath microstructure is shown in Figures 4(a) through (e).

Optical micrographs show the microstructure evolution of medium alpha lath of Ti-6Al-4V at 1223 K (950 °C) and at constant strain rate of 0.1/s (a) ε = 0, (b). ε = 0.2, (c) ε = 0.4, (d) ε = 0.7, and (e) ε = 1.0
It appears that the behavior of deformation and transformation of the prior alpha lamellar phase is very complex at this processing temperature. From Figures 4(a) through (e), it can be noted that some of the lamellar α phases have been distorted during hot working and with the increasing strain showed that the break-up of the prior α started at a strain >0.2 (Figure 4(c)). It is evident from Figures 4(a) through (e) that, at 1223 K (950 °C), there is significant distortion in the lath structure, and many laths have undergone fragmentation leading to a change in aspect ratio, indicative of the early stages of progressive globularization. It is more apparent that laths have a tendency to become aligned with their long axes perpendicular to the direction of compressive loading at a strain of 1.
In order to carry out a quantitative examination of changes in lath morphology, orientation image maps were constructed from EBSD patterns of the hcp alpha phase in the same transverse plan as the optical micrographs. These measurements were made using a step size of 1 μm, small enough to enable identification of primary alpha laths with thicknesses above ~1 µm, while also being large enough to enable coverage of a significant area, 600 µm × 600 µm, which encompassed several alpha colonies in a reasonable period of time. All of the alpha maps were constructed by drawing boundaries between regions of alpha phase with orientation differences greater than 10 deg. Grains with a perimeter less than 10 µm are not shown. The alpha lath morphology of initial pre-tested and deformed ‘medium’ thickness α-lath microstructure of Ti-6Al-4V at 0.1/s with various strains (0.0, 0.2, 0.7, and 1.0) are presented in Figure 5. In Figure 5(a), the alpha phase evolution of pre-tested acicular microstructure shows a random orientation of alpha laths for strains of 0.0, 0.2, and 0.7, predominately very strong in one direction with the increasing strain (ε = 1) and at constant strain rate of 0.1/s (Figure 5(d)). Therefore, the effect of deformation temperature and increasing strain can rotate and break the laths toward the direction perpendicular to the loading axis. The orientation of alpha laths at a strain of 1.0 and strain rate of 0.1/s indicates a strong single pole orientation toward transverse direction and also shows an increase in pole intensity as compared to lower strain levels. This clearly indicate that laths remain fairly randomly oriented during the early stages of deformation, until well past the peak stress (ε = 0.2), but then became strongly aligned with their long axes perpendicular to the direction of loading (ε = 1.0)

The EBSD grain mapping and orientation of alpha laths on medium alpha lath of Ti-6Al-4V at 1223 K (950 °C) and 0.1/s with various strains (a) ε = 0, (b) ε = 0.2, (c) ε = 0.7, and (d) ε = 1.0
3.3 Isothermal Forging at 1153 K (880 °C)
The effect of strain on the microstructure evolution of Ti-6Al-4V observed during isothermal forging at 1153 K (880 °C), at constant strain rate of 0.1 s−1 and strains of 0.1, 0.2, 0.4, 0.7, and 1.0 for ‘medium’ alpha lath were studied, and the results are shown in Figures 6(a) through (e). Stress–strain curves of the Ti-6Al-4V alloy with ‘medium’ thickness alpha laths compressed at 1153 K (880 °C) at a nominal strain rate of 0.1/s exhibited an initial hardening transient, a peak flow stress, and then flow softening (Figure 2(b)). Such behavior in single-phase metallic materials is commonly associated with discontinuous dynamic recrystallization, i.e., the nucleation and growth of new grains.[14] But, for two-phase (α + β) titanium alloys with a lamellar initial structure, flow softening can be associated with the rotation of lamellae toward “softer” orientations with slip transmission across the α/β interfaces.[14,15]

Optical micrographs of medium alpha lath of Ti-6Al-4V deformed with various strains at 1153 K (880 °C) and 0.1/s
At 1153 K (880 °C), the fragmentation and globularization of the α phase during deformation are more difficult to detect, owing to its large volume fraction. The increase in alpha phase volume has developed coarser alpha lamellar after water quenching. This illustrates that the extra 30 minutes soak at 1153 K (880 °C) can lead to β→α transformation which in turn increases the volume fraction of α-phase. During compression at 1153 K (880 °C), the microstructure evolution comprised an elongation of the β grains and rotation of the α lamellae toward the metal flow direction. There are bent α lamellae observed in α colonies in which the lamellae were close to being parallel to the compression axis. The microstructure observation at 1153 K (880 °C) clearly indicates that with increasing strain the initial uniform lath structure has undergone significant distortion including bending and kinking. This is noticed most in those laths which lie almost parallel to the (vertical) direction of loading. This particular mode of mechanical lath deformation is well documented.[15,16] Those laths in the colonies which are initially aligned with the flow direction—i.e., perpendicular to the compression axis—have undergone little morphological change during deformation. At ε = 1.0, almost all of the lamellae had become aligned with the metal flow direction (Figure 6(e)), confirming that the degree of lamellar rotation increased with strain. The work by Semiatin et al.[17] found that microstructure evolution of Ti-6Al-4V on deformation at 1153 K (880 °C) was mainly associated with the common processes of α platelet pinch-off/fragmentation and subsequent globularization of the remnant lamellae by termination migration.
The alpha phase evolution of the pre-tested acicular microstructure shows random orientation with other weak orientations, seen as faint dots. Figure 7(a) shows the orientation of grains at strain = 0, where the random orientation of laths which is similar to the grain orientation map at ε = 0. At ε = 0.2, three strong orientations of laths were observed in Figure 7(b), one dominant and the other two less so. With the increase in strain (ε = 0.4 & ε = 0.7), it is seen that the previous three strong orientations were joined together to form an intermediate single orientation of laths (Figures 7(c) and (d)). In Figure 7(d), it is noted that increasing the imposed strain can rotate the α-laths and make them align in the direction perpendicular to the hot compression direction. The significant feature in Figure 7(d) is that the intensity is only 2× random (others are nearly 10× random). This correlates with the higher amount of spheroidization. The grain measurements are easily extracted by fitting an ellipse to each grain shape, which allows a statistical examination of changes in lath orientation and aspect ratio to be undertaken. The frequency distribution of the α-lath orientation at various strain levels during isothermal forging at 1223 K and 1153 K (950 °C and 880 °C) at 0.1/s have been summarized in Figures 8(a) and (b), 9(a) and (b). This also confirms that the average grain size is nearly the same with increasing strain rate at 1153 K (880 °C), with only a slight tendency to increase with the increasing strain.

The EBSD grain mapping and orientation of alpha laths on medium alpha lath of Ti-6Al-4V at 1153 K (880 °C) and 0.1/s with various strains (a) ε = 0, (b) ε = 0.2, ε = 0.7, and (d) ε = 1.0

Frequency distribution of α laths aspect ratio during isothermal forging at 1153 K (880 °C) and strain rate of 0.1/s. (a) Absolute frequency vs Aspect ratio (b) Absolute frequency vs minor axis/micron

Frequency distribution of α laths aspect ratio during isothermal forging at 1223 K (950 °C) and 0.1/s. (a) Absolute frequency vs aspect ratio (b) Absolute frequency vs minor axis/micron
4 Conclusions
-
1.
Hot compression behavior of a commercial grade Ti-6Al-4V with an acicular starting microstructure has been characterized with the help of isothermal compression tests at both near-transus (1223 K (950 °C)) and sub-transus temperatures (1153 K (880 °C)) with various strain levels (0.1, 0.2, 0.4, 0.7, and 1.0) and strain rate range (0.01–1.0 s−1).
-
2.
Significant flow softening, observed for all deformation conditions, was not solely associated with globularization of the lamellar structure. Instead, progressive realignment of the alpha laths with their long axes perpendicular to the uniaxial compressive loading axis appears to coincide with the attainment of a steady-state flow stress.
-
3.
Microstructure evolution during deformation of Ti-6Al-4V is motivated mainly by the imposed strain and by kinking of the α lamellae. If the long axes of alpha laths are perpendicular to the loading direction, the α laths are kinked. Otherwise, the α laths rotate with strain, tending to became aligned perpendicular to the loading direction, and their thickness is reduced somewhat.
-
4.
Correlation of experimental results such as flow softening and microstructure evolutions of Ti-6Al-4V has shown that the rotation of the lamellar microstructure occurs during hot working.
References
Semiatin, S.L., Thomas, J., and Dadras, P., Processing-microstructure relationships for Ti6Al-2Sn-4Zr-2Mo-0.1Si. Metallurgical and Materials Transactions A, 1983. 14(11): p. 23632374.
Weiss, I., Froes, F., Eylon, D., and Welsch, G., Modification of alpha morphology in Ti-6Al4V by thermomechanical processing. Metallurgical and Materials Transactions A, 1986. 17(11): p. 1935-1947.
Malcor, J.G., Montheillet, F., Champin, B. (1985) Mechanical and Microstructural Behavior of Ti-6Al-4V in the Hot Working Range. In: G. Luetjering (Ed.), Titanium: science and technology. Oberursel, Germany, 1495–1502.
Courtney T.H., Malzahn J.C., (1989) Acta Metall. 1989. 37: 1747-58.
T.H. Courtney and R.J. Comstock, Jr.: in Modeling of Coarsening and Grain Growth, C.S. Pande and S.P. Marsh, eds., TMS, Warrendale, 1993, p. 71–84.
Sharma.G., Ramanujan.R.V. and Tiwari.G.P., Acta Mater, 2000. 48: p. 875-89.
Nakagawa. Y.G. and Weatherly. G.C. (1972) Metall. Trans, 3: 3223-29.
Hielscher, R. and Schaeben, H. (2008) J. Appl. Cryst, 41: 1024-37.
Semiatin, S., et al., Microstructure evolution during alpha-beta heat treatment of Ti-6Al-4V. Metallurgical and Materials Transactions A, 2003. 34(10): p. 2377-2386.
Semiatin, S.L., Montheillet, F., Shen, G., and Jonas, J.J, Self-Consistent Modelling of the Flow Behavior of Wrought Alpha/Beta Titanium Alloys under Isothermal and Nonisothermal HotWorking Conditions. Metallurgical and Materials Transactions A, 2002. 33A: p. 2719-2727.
Shell, E.B., and Semiatin, S.L., Effect of Initial Microstructure and Plastic Flow and Dynamic Globularisation during Hot Working of Ti-6Al-4V. Metallurgical and Materials Transactions, 1999. 30A: p. 3219-3229.
Seshacharyulu, T., Medeiros, S.C., Frazier, W.G., and Prasad, Y.V.R.K., Microstructural Mechanisms during Hot Working of Commercial Grade Ti-6Al-4V with Lamellar Starting Structure. Materials Science and Engineering, 2002. A325: p. 112-125.
Wilson AF, Venkatesh V, Pather R, Brooks JW, Fox SP (2004) vcvvvcvcvc. In: Ti-2003: Science and Technology, G. Luetjering and J. Albrech (eds.), (Wiley, New Jerssey).
Miller, R.M., Bieler, T.R., and Semiatin, S.L., Flow softening during hot working of Ti-6Al-4V with a lamellar colony Microstructure. Scripta Materialia, 1999. 40, No. 12: p. 1387–1393.
Semiatin S.L., Seetharaman V., and Weiss. I (1999) Flow Behaviour and Globularization Kinetics during Hot Working of Ti-6Al-4V with a Colony Alpha Microstructure. . Mater. Sci. Eng. A. 63: 257-271.
Bieler, T.R. and S.L. Semiatin, The origins of heterogeneous deformation during primary hot working of Ti-6Al-4V. International Journal of Plasticity, 2002. 18(9): p. 1165-1189.
Zherebtsov, S., Murzinova, M., Salishchev, G., and Semiatin, S. L., Spheroidization of the lamellar microstructure in Ti-6Al-4V alloy during warm deformation and annealing. Acta Materialia, 2011. 59(10): p. 4138-4150.
Acknowledgments
We gratefully acknowledge the financial support of QinetiQ. The neutron diffraction experiments were performed at the UK ISIS neutron source, and we are grateful to the Science and Technology Facilities Council for awarding beam time. MEF is grateful for the support of the Lloyd’s Register Foundation, a charitable foundation helping protect life and property by supporting engineering-related education, public engagement, and the application of research.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted October 9, 2014.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Perumal, B., Rist, M.A., Gungor, S. et al. The Effect of Hot Deformation Parameters on Microstructure Evolution of the α-Phase in Ti-6Al-4V. Metall Mater Trans A 47, 4128–4136 (2016). https://doi.org/10.1007/s11661-016-3552-1
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11661-016-3552-1