
Abstract
This paper examines a passive cooling technique using microelectromechanical systems (MEMS) for localized thermal management of electronic devices. The prototype was designed using analytic equations, simulated using finite element methods (FEM), and fabricated using the commercial PolyMUMPs™ process. The system consisted of an electronic device simulator (EDS) and MEMS bimorph cantilever beams (MBCB) array with beams lengths of 200, 250, and 300 μm that were tested to characterize deflection and thermal behavior. The specific beam lengths were chosen to actuate in response to heating associated with the EDS (i.e. the longest beams actuated first corresponding to the hottest portion of the EDS). The results show that the beams deflected as designed when thermally actuated and effectively transferred heat away via thermal conduction. The temperature when the beams reached “net-zero” deflection (i.e. uncurled and flat) was related to the initial deflection distance while the contact deflection temperature and rate of actuation was related to beam length. Initial beam deflections, after release, and contact temperatures, when fully actuated, were approximately 5.05, 9.45, 14.05 μm, and 231, 222, 216 °C, respectively with the longer beams making contact first. This innovative passive thermal management system enables selective device cooling without requiring active control or forced convection to maintain steady-state operating temperatures for sensitive microelectronic devices.
Similar content being viewed by others

Introduction
Maintaining an ideal operating temperature for microelectronic devices is commonly achieved with heat sinks that regulate temperature through a combination of thermal conduction and forced convection. However, this approach often requires additional components, such as a cooling fan, that increases system size, weight and power requirements. The need for these peripheral components can be eliminated by using alternative cooling techniques such as low temperature co-fired ceramic (LTCC) structures, electrowetting-on-dielectric (EWOD), liquid film cooling, variable thermal resistors (VTR), microjets, microchannel coolers, and thermoacoustic-based cooling [1–8].
Most thermal management approaches involve using thermal interface materials (TIMs), to increase thermal conductivity, by bridging the gap between the device and the heat sink. Common TIMs are conductive pastes or mixtures of conductors encased in polymers [4]. A unique approach to thermal management involved a 2D array of curled-up microelectromechanical systems (MEMS) cantilevers as the TIM between a high temperature component and a heat sink. The MEMS devices were fabricated using thin-film titanium-tungsten that was deposited directly onto a copper heat sink. The system was actively controlled and required an external load to bring the high temperature component and MEMS modified heat sink into contact [4].
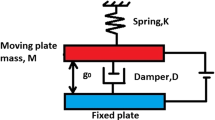
In our previous work we investigated a MEMS-based thermal management using actively controlled electrostatically actuated cantilevers and same-length bimorph cantilevers. The electrostatically actuated approach required active temperature sensing and signal control and that was never adequately realized [9]. The same-length bimorph approach, shown in Fig. 1, was prototyped and tested but showed inconsistent results due to issues with the high-temperature electronic device simulator (i.e. the meandering resistor) [9]. The meandering resistor, used to simulate a high temperature electronic component, suffered from current crowding in the corners and developed “hot spot” areas. These areas resulted in an asymmetric heat distribution that prevented bimorph actuation and thermal conduction into the heat sink [9].

Top view optical image of a same-length bimorph cantilever beam array and associated meandering resistor heater element [9]
In this current study, we investigate the response of a MEMS bimorph cantilever beam (MBCB) array as a novel passive thermal management system. In the new passive system, thermal sensing and actuation are both achieved by the MBCB array. A simple resistive heating element or electronic device simulator (EDS) was used as the thermal source for beam sensing and actuation and was designed to avoid current crowding and asymmetric heat distributions revealed by our previous research. Relevant theory is presented next to validate this unique approach and its effectiveness as a passive cooling technique for high performance electronic devices and circuits.
Theory
A comprehensive understanding of MBCB thermal response requires a brief overview of heat transfer mechanisms and a description of bimorph cantilever beams. Heat transfer consists of radiation, convection, and conduction. Thermal radiation is the emission of electromagnetic energy from an object at a given temperature. The amount of radiation emitted by a structure is given by σAT4, where σ is the Stefan-Boltzmann constant, A is the surface area, and T is the temperature [10]. Because the area of the MBCB cantilevers is extremely small and temperatures relative low (i.e. T4 does not scale down favorably), device cooling due to radiation is not significant in MEMS.
Another mechanism is convection which is the heat transfer between a hot surface and a moving fluid (a liquid or a gas). There are two types of convection: forced and natural. Forced convection occurs when the fluid movement is induced by an external pump or fan and natural convection is caused by the buoyancy created from a thermal differential [11]. The amount of heat transferred in either case depends on the surface area and convective heat transfer coefficient (i.e. hc) which is partially a function of the fluid’s velocity. In MEMS devices, a convective environment is sometimes initially created from the thermal buoyancy induced during device operation. Convection typically has a negligible effect on micro-device cooling, however, due to small surface areas, rapid rate of reaching a steady-state temperature, and near zero fluid flow velocity due to isolation from the environment after packaging (i.e. small values of hc). Thus, with a small heat transfer coefficient there is typically a negligible contribution from convection heat transfer in MEMS as described by Newton’s law of cooling:
where, As is the surface area and ΔT, in this case, is the difference in temperature between the beam and the air [10].
Thermal conduction results when two materials with different internal temperatures come into physical contact with one another. Energy is transferred between them from a combination of electron diffusion and kinetic energy caused by vibrating lattice molecules [12, 13]. The total rate of thermal conductivity varies depending on the material. For instance, most metals will have higher electron diffusion while non-metals primarily transfer heat through lattice vibration [12, 13]. This lattice structure strongly encourages conductive energy transfer and is therefore typically the best method of heat transfer through solid materials even at the MEMS-scale. The amount of conductive heat transfer is given by Fourier’s simplified law of conduction:
where, the material’s thermal conductivity is k, the cross-sectional area is A, beam length is L, and the difference in temperature is ∆T [10]. Since the beams, in this study, are bimorphs and composed of two materials the total thermal conductivity is the proportional combination of the materials and is given by a modified version of equation (2) to account for the dissimilar thermal conductivities and cross-sectional areas of gold and polysilicon:
where kg and kp are the thermal conductivities of gold and polysilicon, respectively.
A cantilever is a beam with a fixed end and a free end; In MEMS, cantilevers are used as switches, sensors, and actuators [10]. A bimorph beam is a specific type of cantilever that consists of one layer of material applied onto a different material in order to exploit the difference in their coefficients of thermal expansion (CTE). When two such materials are in contact and exposed to elevated temperatures, one material will expand more than the other and the resulting induced stress will cause the structure to bend or deflect [10]. Since bimorph beams bend in response to changing temperatures, these structures are ideally suited to thermally sense and passively assist with thermal management via thermal conduction after contact.
Using equations (1)–(3), the MBCB contributions of convection and conduction were quantitatively investigated. For example, using nominal values of hc for air of 5.0 W/K*m2 and a temperature differential of 50° above the 200 μm long beam, the total heat transfer (due to convection) is q = (5.0)*(6 × 10−9)*(50) = 1.5 μW. While using the same nominal 50° temperature differential between beam and substrate, a 200 μm long bimorph beam consisting of a 0.5 μm of gold (kg of 318 W/K*m) layer and 1.5 μm of polysilicon (kp of 50 W/K*m) layer results in a total heat transfer (due to conduction) of q = (4.8 × 10−9 + 2.3e−9)*50/2e−4 = 1.78 mW. The calculations above show that heat transfer due to conduction is approximately three orders of magnitude greater than convection. Based on this result, the thermal management system designed, during this research effort, emphasized thermal conduction as the primary mechanism.
Design and Fabrication
In this study, we design an EDS and a MBCB array to assist in maintaining steady state temperatures suitable for efficient microelectronic device and circuit operation. This method of device thermal management is necessary for electronic components packaged in thermally insulated packages or when heat sink access is inhibited [3, 4]. Figure 2 below is a cross section of a single bimorph cantilever to illustrate device operation.

Cross-sectional representation of a single MEMS bimorph cantilever beam: (a) curled-up at room temperature and (b) fully deflected and in contact with the substrate at the elevated temperature
At room temperature, the released bimorph is curled-up due to residual stress incurred during device fabrication. In this case, the gold layer was deposited at a temperature higher than room temperature. Specifically, the different CTEs of gold and polysilicon create the necessary compressive and tensile stresses in the bimorph to initiate positive upward deflection at room temperature and subsequent negative downward deflection when heated during beam operation. The elevated deposition temperature of these materials resulted in the beams curling upward when cooled to room temperature [14]. As the EDS heats, the beams experiences elevated temperatures at the fixed end which in-turn causes the beam to uncurl due to conduction. As the EDS temperature continues to rise the beams continue deflecting downward until contact was made with the substrate. Prior to making contact with the substrate, the deflecting bimorphs act like a micro-pump for the small volume of air below and surrounding the beams. As the fluid volume was pushed away, the resulting initial convection quickly subsides since a steady-state temperature was soon achieved after the beams contacted the substrate. Once in contact conduction was the dominate heat transfer mechanism. As the temperature in the beam increases, beyond the initial beam contact temperature, the contact force increases and the thermal contact resistance decreases resulting in higher thermal conduction [14].
A key formula in understanding and characterizing the displacement of MEMS bimorph cantilever relates the amount of beam deflection, δ, to an applied stress, σ. This is known as Stoney’s equation and is given by
where v is Poisson’s ratio, E is Young’s modulus, L is the beam length, and t is the cantilever thickness [10]. Stoney’s equation is typically used to assess wafer bow resulting from wafer-lever thin film depositions. Consequently, when used to predict individual MEMS bimorph deflections an approximate 20 % error is commonly observed. In this research, the applied stress was varied by thermal conduction in the beam.
The prototype EDS/MBCB system was fabricated using the PolyMUMPs™ process illustrated in Fig. 3 [15]. The commercial surface micromachining process is composed of seven conformal layers consisting of a nitride layer deposited across the entire wafer for electrical isolation; three polysilicon mechanical layers; two sacrificial oxide layers; and a final metal layer [15].

Cross-sectional view of the seven layers of the PolyMUMPs™ process [15]
Top and cross sectional views of a single bimorph cantilever are shown in Fig. 4. Since gold can only be deposited onto the second polysilicon layer in the PolyMUMPs™ process, the bimorph beams consisted of gold on polysilicon. The thickness of the PolyMUMPs™ Poly2 and Metal layers are 1.5 μm and 0.5 μm, respectively, and the air gap resulting from stacked Oxide1 and Oxide2 layers is 2.75 μm (prior to release) [16]. The beam width was set to 30 μm in order to maximize the number of beams connected to the heater element, as well as, to meet the PolyMUMPs™ design guidelines for releasing devices. Since the film layers thicknesses (mechanical and sacrificial layers) are constrained by the PolyMUMPs™, the beam length design variable was used to vary desired deflection at a given temperature.

Top and cross-sectional views of a single bimorph (poly2/metal) beam fabricated using the PolyMUMPs™ fabrication process
The EDS was fabricated using a Poly2 layer with anchored metal probe pads on either side of the resistive element. The center area of the EDS contained a trapped oxide to ensure that joule heating was contained in the polysilicon layer resulting in a uniform heat distribution for actuating the bimorphs. The trapped oxide also ensured that leakage currents, due to probing, flowed laterally away from the MBCB not vertically into the substrate resulting in masked beam operation.
In order to represent or simulate the heat being generated by a microelectronic device (e.g. transistor), a resistive heating element or EDS was designed. The EDS generated heat, Q, from a combination of joule heating and power loss described by
where, I is the current, t is the time of current flow, and R is the total resistance defined by the material’s resistivity ρ, length L, and cross-sectional area A [16]. For example, a 1 mm long EDS resulted in approximately 525Ω I 2 t of generated heat. In addition, finite element methods (FEM) simulations revealed a symmetric heat signature, shown in Fig. 5, when simple uniform resistive elements were used to simulate high temperature electronic components.

Prototype thermal management system with the electronic device simulator (EDS) highlighted: (a) Scanning electron microscope (SEM) image of the entire system (b) thermal distribution of the EDS (670 μm × 1000 μm) with 5.0 V (~286 mA) applied simulated using the CoventorWare finite element methods (FEM) software package
The uniform polysilicon resistor, shown in Fig. 5, exhibited a relatively hot middle section (590 K) and relative cooler areas closer to the probe pads (370 K) with 5.0 V (~286 mA) applied. The applied voltage was chosen to simulate the temperatures typically observed in complementary metal oxide semiconductor (CMOS) device operation [8]. The shape of the temperature distribution is symmetric with the hot center area expanding outward with higher applied currents.
The MBCBs were fabricated using Poly2 (1.5 μm-thick) and the final gold layer (i.e. 0.5 μm-thick) resulting in a 2.0 μm-thick bimorph cantilever. At net-zero deflection (i.e. uncurled and flat) the bimorph nominally has a 2.75 μm air gap defined by the PolyMUMPs™ process. Figure 6 shows a cross-sectional representation of a typical pre-released or at net zero deflection MBCB.

Cross-sectional representation of a MEMS bimorph cantilever beam (MBCB) at “net-zero” deflection indicating the process-defined thicknesses of 0.5, 1.5, and 2.75 μm for gold, polysilicon, and air gap, respectively
A 30 μm beam width and spacing was used to isolate and characterize comparable beams. Therefore, the beam length was the only variable altered during the experiment to validate its affect on thermal response. Additionally, a dimple was included near the free end of each beam to negate stiction effects.
The bimorph beams, shown in Fig. 7 below, were simulated using the CoventorWare FEM software over the same temperature range (from 300 K (27 °C) to 590 K (317 °C)) used to simulate the EDS shown in Fig. 5. As expected, the simulations showed all of the beams curled upward at 27 °C (room temperature) and showed all of the beams fully deflected and in contact with the substrate at 317 °C. Individual beam contact temperatures were not precisely determined using FEM due to simulation time limitations.

Prototype thermal management system with the MEMS bimorph cantilever beams (MBCB) highlighted: (a) Scanning electron microscope (SEM) image of the entire system at an oblique viewing angle (b) CoventorWare finite element methods (FEM) simulation showing all bimorphs beams curled up at 25 °C (room temp)
Based on the CoventorWare FEM results, provided in Figs. 5 and 6, 200, 250, and 300 μm long bimorph beams were used in the fabricated prototype system because they actuated properly over the entire temperature range of our EDS. The longer (300 μm) MBCBs were positioned at the center of the EDS to begin cooling the hottest areas of the EDS or resistor first while the shorter, stiffer beams (200 μm) were positioned closest to the probe pads. The longer beams deflected soonest followed by the mid-sized beams (250 μm) and then finally the shorter beams at the edges of the EDS. This key aspect of the design is shown in Fig. 8.

A top-view scanning electron micrograph (SEM) of the electronic device simulator (EDS) and the MEMS bimorph cantilever beams (MBCBs). The beams are 30 μm wide with lengths of 200, 250 and 300 μm with the longer beams centered on the EDS. A fixed thermal observation array (TOA) was fabricated 15 μm away from the free end of the MBCBs to assist in analysis and characterizing overall heat transfers effects
To assist with analysis and characterizing the overall heat transfer effects from the MBCBs, a fixed thermal observation array (TOA), shown on Fig. 8, was included as part of the prototype. This structure was not intended to act as a heat sink; it was included to assist in observing temperature changes due to heat transfer. The experimental procedures are presented next.
Experimental Procedure
The critical measurements needed to fully characterize MBCB passive cooling ability were beam deflection and thermal behavior. Beam deflection was in-situ measured using a ZYGO® NewView™ 3D optical white light interferometer while applying CMSO-typical power to the EDS heater. Similarly, power was applied to the EDS and the thermal response was measured using a FLIR® SC6700 infrared camera, which captured the mid-wavelength infrared response of the beams. The ZYGO® NewView™ 3D optical white light interferometer and the FLIR® SC6700 infrared camera are shown in Fig. 9.

Test equipment used to measure beam deflections and thermal response: (a) ZYGO® NewView™ 3D optical white light interferometer (b) FLIR® SC6700 infrared camera
These two measurements provided a correlation between thermal response and beam deflection due to the consistent values of applied power used for each measurement. The tests also identified the precise temperatures at which the beams uncurled and reached net-zero deflection (i.e. flat beam), deflection when the beams were fully deflected and in contact with the substrate, and how well the beams’ conducted heat away from the EDS.
Results and Analysis
Deflection is the amount of curl a beam experiences with respect to its parallel (i.e. flat beam) or net-zero orientation (as shown Fig. 2). Negative deflection is downward curl from the parallel position and is limited to the 2.75 μm air gap defined by the PolyMUMPs™ process (i.e. the sacrificial layer thickness). Positive deflection is upward curl from the parallel position and depends on beam geometry and residual thin film stress resulting from fabrication. The 200, 250, and 300 μm long beams showed on average positive deflections of approximately 5.05, 9.45, and 14.05 μm, respectively after being released. Cantilever deflection distance is denoted by the color distribution depicted in Fig. 10. The specific colors, shown in Fig. 10, are not critical since the average values were calculated from nine measurements on seven different samples. The test room temperature was controlled at approximately 23 °C or 72 °F. MBCB contact temperature was approximately 225 °C with the specific temperatures being beam length dependent. Additionally the FEM simulations, shown in Fig. 7, predict somewhat less deflection than the actual devices due to variations in the fabrication process that were not represented in the simulation.

Example MEMS bimorph cantilever beams (MBCBs) deflection measurements collected using a ZYGO® white light interferometer. The resistor electronic device simulator (EDS), the MBCB array and the thermal observation array (TOA): (a) MBCBs curled-up at room temperature and (b) MBCBs curled down (i.e. actuated) at the contact temperature (Tc). Cantilever deflection is denoted by the color distribution
Figure 10 is an example white light interferometric measurement of curled up (after release at room temperature) and actuated (fully deflected at contact temperature) MBCBs collected using a ZYGO® white light interferometer.
Net deflection is the total distance required for a beam to come into contact with the substrate from the curled up position and is the absolute value summation of the negative and positive deflection values for each beam. For example, the 200 μm beam experiences a net deflection of 7.80 μm before contacting the substrate (5.05 μm to reach the net-zero (i.e. flat) position plus an additional 2.75 μm to make contact with the substrate). Net deflection measurements were collected for each of the beam lengths.
Thermal imaging data for characterization the MBCB were collected inside an enclosed testing apparatus that shielded the samples from stray ambient light. The thermal responses were recorded and reduced using the FLIR® camera imaging software where three consecutive measurements were averaged for each beam length at each applied power level. Figure 11 is an example thermal image showing the EDS and the MBCBs at net-zero deflection temperature (Tz; ~150 °C) and the MBCBs fully actuated and thermally conducting at the contact temperature (Tc; 231 °C) for the shortest beam (i.e. 200 μm-long). The temperature scale at the right of the image shows cooler temperatures as black/purple/blue and hotter colors as yellow/red/pink. Figure 11(b) shows that the free ends of the actuated MBCBs are in contact with the substrate below and the same color/temperature (i.e. red or ~260 °C) as the TOA while the fixed or anchored ends of the MBCBs are the same temperature as the heated EDS (i.e. pink or ~300 °C). This example highlights the importance of having the TOA as the device reaches steady state temperature.

Thermal images of heat transfer using MEMS bimorph cantilever beams (MBCBs). Images show MBCBs at (a) net-zero deflection (i.e. flat) temperature (Tz; ~150 °C) applied and (b) symmetric conduction with the beams fully actuated at the contact temperature (Tc; 231 °C) for the shortest beam (i.e. 200 μm-long)
Figure 11 also illustrates a key EDS design feature. Specifically, the trapped oxide underneath the EDS polysilicon layer clearly prevents stray leakage current, while probing at the Tz applied power, from interfering with MBCB net-zero actuation. Additionally, Fig. 11 validates symmetric thermal conduction occurs via the MBCB array based on the TOA thermal response. Without the TOA measurement, thermal conduction effects would be masked in this prototype because of the thermally saturated substrate. This is indicative of using the PolyMUMPs™ process to prototype this design. An actual MBCB thermal management system would ideally be used to span a thermally insulating area, as shown in Fig. 2, not a thermally conductive area as in the PolyMUMPs™ prototype.
The temperature versus deflection relationship, shown in Fig. 12, was developed by correlating applied EDS power levels between deflection and thermal measurement data. The data was incrementally collected while applying 0–11.5 V across the EDS. Variations between measured data and FEM results are attributed to variations in the fabrication process that were not represented in the simulation.

Temperature-to-deflection relationship for MEMS bimorph cantilever beams (MBCBs) showing net-zero deflection temperature (T z ) and contact temperature (T c )
A MATLAB parabolic curve best-fit (PCBF) algorithm was applied to the Fig. 12 data between approximately 50 and 250 °C to illustrate beam response as a function of length. The results are intuitive and clearly show that the shorter beams reach net-zero deflection quicker (i.e. at a lower temperature; T z ) due to their lower initial positive deflection while the longer beams reach net-zero deflection slower (i.e. at a higher temperature; T z )) due to their larger initial positive deflection. This trend is reversed, however, as the beams pass through net-zero deflection. The longer come into contact with the substrate sooner (i.e. at a lower temperature; T c ) and the shorter beams come into contact later (i.e. at a higher temperature; T c ) due to a buildup in stiffness as the beam is thermally loaded. This effect was taken into account, in this study, by placing the longer beams in the center portion of the EDS which facilitated thermal conduction of highest temperature areas.
The results show that the polysilicon/gold bimorph beams successfully conduct heat away from the “hot” EDS. Additionally, the results show that the longer beams actuate to contact quicker than the shorter beams and thus should be located closer to hotter components to facilitate device cooling. Beam length will be application or electronic device specific. For example, low voltage and therefore cooler CMOS circuits will best cooled with shorter beams (e.g. 200 μm-long) while higher voltage and therefore hotter power amplifier transistors will be best cooled with longer beams (e.g. 300 μm-long).
Figure 13 below is similar to Fig. 11 because it depicts a thermal image of an EDS and a MBCB array at the net-zero deflection temperature and the contact temperature for a 200 μm-long beam. The difference in the Figures is that Fig. 13 contains a damaged 200 μm-long beam that was damaged during release and then fused to the substrate. At Tz the damaged beam was fully conducting and shows up as a hot spot on the thermal image (i.e. pink color at ~300 °C). Once steady state conduction at Tc was achieved, however, the fused beam revealed an asymmetric heat conduction situation where the right side of the TOA (away the fused beam) was cooler (i.e. yellow color at ~ 240 °C) and the left side of the TOA (closer to the fused beam) was hotter (i.e. red color at ~ 290 °C).

Thermal images of heat transfer using MEMS bimorph cantilever beams (MBCBs) where one of the 200 μm-long beams is damaged and fused to the substrate. Images show MBCBs at (a) net-zero deflection temperature (Tz; ~150 °C) and (b) asymmetric conduction with the beams fully actuated at the contact temperature (Tc; 231 °C) for the shortest beam (i.e. 200 μm-long)
In this case, the TOA was again instrumental and was used to verify the asymmetric heat conduction away from the EDS due to the damaged beam. Again without the TOA information, the thermal conduction effects would have been masked potentially leading to incorrect assumptions about the prototype’s viability.
Conclusions
This paper examined a passive cooling technique based on microelectromechanical systems (MEMS) bimorph cantilever beams (MBCBs). The prototype system was developed and fabricated using the PolyMUMPs™ process to investigate using MEMS for localized thermal management of critical electronic devices. Bimorph beam lengths of 200, 250, and 300 μm were designed, fabricated, and tested to characterize the deflection and thermal behavior of the MBCB arrays. The results show that the beams deflected as designed and effectively transferred heat via thermal conduction. The temperature when the beams reached “net-zero” deflection (i.e. uncurled and flat) was directly related to the initial deflection distance after release while the contact deflection temperature and rate of actuation were related to beam length. Additionally, the results show that the longer beams actuate to contact quicker than the shorter beams and thus should be located closer to hotter components to facilitate device cooling. Beam length will be application or electronic device specific. For example, low voltage and therefore cooler CMOS circuits will best cooled with shorter beams (e.g. 200 μm-long) while higher voltage and therefore hotter power amplifier transistors will be best cooled with longer beams (e.g. 300 μm-long). The contact temperatures for the 200, 250, and 300 beams were approximately 231 °C, 222 °C, and 216 °C, respectively with the longer beams uncurling faster. This advanced, point-source, thermal management approach enables device cooling without forced convection resulting in optimal device performance and reliability. Further investigation into MBCB geometry, materials, and deposition temperatures will further fine-tune this passive cooling approach and empower ICs, processors, and other microelectronic components to meet ever increasing demands of higher performance.
References
Laidler KJ (1987) Chemical kinetics, 3rd edn. Harper & Row, New York, p 42
Varona J, Tecpoyotl-Torres M, Hamoui AA (2007) Modeling of MEMS thermal actuation with external heat source. Electronics, Robotics and Automotive Mechanics Conference, vol 596, pp 591–6
DeVoe DL Thermal issues in MEMS and microscale systems. IEEE Trans Compon Packag Technol 25(4):576–83
Zhou F, Arunasalam P, Murray BT, Sammakia B (2010) Modeling heat transport in thermal interface materials enhanced with MEMS-based microinterconnects. IEEE Trans Compon Packag Technol 33(1):16–24. doi:10.1109/TCAPT.2009.2018834
Bazaei A, Fowler AG, Moheimani SOR (2012) Improved electrothermal position sensing in MEMS with non-uniformly shaped heaters. IEEE
Hildenbrand J, Korvink J, Wollënstein J, Peter C, Kürzinger A, Naumann F, Ebert M, Lamprecht F (2010) Micromachined mid-infrared emitter for fast transient temperature operation for optical gas sensing systems. IEEE Sensors J 10(2)
Pal S, Samuelson SR, Zhang X, Xie H (2013) Large in-plane displacement microactuators based on electro-thermal bimorphs with folded multiple segments. IEEE Transducers 2013, Barcelona, Spain
Li M-H, Li C-S, Chin C-H, Chen C-Y, Li S-S (2013) An ultra-low power ovenized CMOS-MEMS resonator monolithically integrated with interface circuits. IEEE MEMS 2013, Taipei, Taiwan
Roman CT, Starman LA, Coutu RA Jr (2010) Thermal management and metamaterials. Proceedings of the SEM Annual Conference, The 11th International Symposium on MEMS and Nanotechnology, vol 2. Indianapolis, IN, p 215–222
Lee KB (2011) Principles of microelectromechanical systems. Wiley, Hoboken
Sucec J (1975) Heat transfer. Simon & Schusster, Inc, New York
Siegele M, Gamauf C, Nemecek A, Mutinati GC, Steinhauer S, Köck A, Kraft J, Siegert J, Schrank F (2013) Optimized integrated micro-hotplates in CMOS technology. IEEE
Coutu RA, Ostrow SA (2013) Microelectromechanical systems (MEMS) resistive heaters as circuit protection devices. IEEE Trans Compon Packag Manuf Technol 3(12):2174–2179
Boyer L (2001) Contact resistance calculations: generalizations of Greenwood’s formula including interface films. IEEE Trans Compon Packag Technol 24:50–58
PolyMUMPs™ material properties database (2009) CoventorWare MEMS
Carter J, Cowen A, Hardy B, Mahadevan R, Stonefield M, Wilcenski S PolyMUMPs™ Design Handbook (Revision 11.0). MEMSCAP Inc.
Acknowledgments
The authors thank the AFIT clean room technician, Mr. Richard Johnston and Mr. Thomas Stephenson, for their assistance with testing and Dr. John Jones from AFRL/RXAN for advice and support.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Disclaimer
The views expressed in this article are those of the authors and do not reflect the official policy or position of the United States Air Force, Department of Defense, or the U.S. Government.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Coutu, R.A., LaFleur, R.S., Walton, J.P.K. et al. Thermal Management Using MEMS Bimorph Cantilever Beams. Exp Mech 56, 1293–1303 (2016). https://doi.org/10.1007/s11340-016-0170-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11340-016-0170-1