
Abstract
The friction and wear behavior of friction materials filled with irregular silica, spherical silica and surface-treated spherical silica particles is discussed in this paper. Compared to irregular silica, spherical silica powders improve the wear resistance, but decrease the friction coefficient. Surface-treated spherical silica powder is more effective in the improvement in the wear resistance, but with the similar friction coefficient of irregular silica-filled materials. This makes it possible to be used as friction-improving fillers in brake materials. Mechanisms for the improvement are also discussed in this paper.
Similar content being viewed by others

1 Introduction
The formulation of resin-based friction materials is categorized into four classes—binders, reinforcements, fillers and friction modifiers [1, 2]—and takes advantage of using binder resins reinforced with fibers, fillers, lubricants and abrasive particles [3]. In contrast to other tribological applications, a relatively high friction coefficient in the range of 0.3–0.7 is normally desirable when using brake materials [4]. For this reason, a number of abrasive particles are added in small quantities and act as friction-improving material in order to improve or optimize the friction coefficient. Several materials such as SiO2, Al2O3, ZrSiO4 and MgO have been used as abrasive particles and successfully employed in many of friction material formulations because of their contribution in improving the friction strength and stability [5–7]. However, most studies focused mainly on the effects of proportion and particle size of abrasive fillers, but very few considered the shape of abrasive particles on the effects of tribological properties.
As advances in the preparation and studying in spherical powders continue [8–10], composites filled with nano- or micron spherical particles were studied. In general, these materials exhibit some attractive properties, such as enhanced toughness, high yield strengths and improved wear resistance when compared to irregular particle-filled composites. For example, Speerschneider and Li [11] found that the abrasive damage of filled PTFE due to Al2O3 was greatly reduced by using spherical particles, the coefficient of friction being the same as pure PTFE for spherical, but greater for irregular particle-filled material. Xing and Jia [12, 13] suggested that nano-sized spherical silica particles could improve the wear resistance of the epoxy matrix. Our previous work [14] also shows that the initial decomposition temperature and mechanical properties increased significantly after adding the spherical silica into epoxy resin. However, few studies have concerned the use of the spherical particles as friction-improving fillers.
In this study, we measured the friction and wear behaviors of friction materials with spherical and irregular silica as friction-improving material. In addition, we analyzed mechanism of the shape of the powders on the effects of friction and wear properties. Moreover, the tribological properties of surface-treated silica powders are also discussed. Phenolic resin–based friction materials are widely used in automobile and aviation industries, due to their high specific strength, low density and good cost-effectiveness of raw materials [15]. It was used as reference material in this study.
2 Experimental Details
2.1 Raw Materials
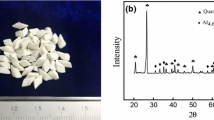
The irregular silica particle was in the form of irregular shape with an average diameter of 10–20 μm. Spherical silica powder was synthesized according to the Ref [8], in the form of spherical shape with an average diameter of 5–20 μm (see Fig. 1). The phenolic resin was purchased from Haiwos (Jinan Resin Co., Jinan, China). All chemical reagents and frictional fillers were purchased from the commercial resources.

Spherical silica
2.2 Sample Preparation
The spherical silica powder was mixed with 4 vol% coupling agent [H2N (CH2)3 Si (OC2H5)3] (APTES) in ethanediol solvent. The mixture was refluxed under magnetic stirring at 65°C for 2 h. After the reaction, the silica was washed with ethanediol solvent and acetone to remove unreacted agent. The silica was then dried at 80°C for 6 h to get surface-treated spherical silica [16].
A reference phenolic resin–based friction composite containing 5 ingredients was fabricated. The relative percentages by weight of ingredients in the friction material specimen are shown in Table 1. The friction material was designated as Ref fiction material (a reference friction material without silica powder) (Ref), irregular silica particle–filled friction materials (NSP), spherical silica powder–filled friction materials (SSP) and surface-treated spherical silica powder–filled friction materials (TSSP). All ingredients were mixed in a commercial blender for 5 min. The in situ polymerization process of friction materials was as follows. All samples were thermo-molded at 160°C for 10 min under 10 MPa in a hot press mode and then post-cured in an ordinary oven at 180°C for 4 h. Finally, the cured samples were obtained when the temperature was cooled down naturally.
2.3 The Friction Performance Tests
Friction tests were performed on a DSM constant-speed friction testing machine (Fig. 2) in accordance with China national standard GB5763-2008 [17]. The test samples had the usual dimension of 2.5 cm × 2.5 cm × 0.6 cm. Two specimens were push-fitted to the surface of a gray cast iron rotor disk with a friction radius of 0.15 m and Brinell hardness of 185–210. The disk rotation was kept fixed at 500 RPM. The applied pressure on the samples was kept at 0.98 MPa. In fade testing procedure, the friction disk was rotated for 5,000 revolutions at each constant testing temperature of 100, 150, 200, 250 and 300°C while heating and cooling the disk. The thickness of the test samples was noted after each testing temperature to calculate the wear rate of each period. In recovery testing procedure, the friction disk was rotated for 1,500 revolutions at each constant testing temperature of 250, 200, 150 and 100°C. The average frictional force at each testing temperature was measured to calculate the coefficient of friction (COF, μ ι ). Details of the test machine are given in Ref. [18]. The average friction coefficient during fade or recovery test was calculated as follows:

DSM constant-speed friction testing machine
where μ i is the friction coefficient at each testing temperature.
The sum of wear rate was calculated as follows:
where v i is the wear rate at each testing temperature.
The fade ratio (at 300°C) and recovery ratio (at 100°C) are defined as follows.
where μ f-300°C and μ f-max are the μ at 300°C and μ at the highest friction coefficient during fade testing procedure, and μ r-100°C and μ r-max is the μ at 100°C and μ at the highest friction coefficient during recovery testing procedure.
2.4 Characterization of Friction Surface
A scanning electron microscopy (FEI, Quanta 200) with energy-dispersive X-ray microanalysis (EDX) was utilized to observe the friction surface of the specimens after the friction test.
3 Results
3.1 Effect of Silica on the Friction and Wear Performance
The surface-treated silica was studied by means of IR. The appearance of alkane absorption peaks at 2,800–3,000 cm−1 and the disappearance of the Si–OH stretching peak at 968 cm−1 in IR spectra qualitatively demonstrate the introduction of APTES on the silica powder matrix (see Fig. 3).

IR spectra of silica powder
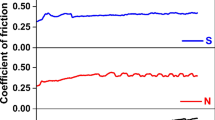
Table 2 gives the variation in the friction coefficients of the friction materials with various silica powders. It is seen that during the fade testing process, the friction coefficient of all samples increased with the increasing temperature from 100 to 250°C, then decreased when temperature reached 300°C, and showed heat fade. The increased friction coefficient from 100 to 250°C is correlated with the glass-to-rubber transition of the resin binder in friction matrix [18], and the heat fade is caused by decomposition of the resin binder. During the recovery testing process, the friction coefficient decreased with decreasing test temperature from 250 to 100°C. The recovery performance is affected by the change in the rheology of surface layer and wear debris [19].
Figure 4 shows the average friction coefficient during the fade and recovery test. It was observed that the friction coefficient increased with increasing content of silica, for the reason that abrasive particles might be added to increase the friction coefficient by abrading the surface of the material [20]. However, the friction coefficient of SSP was lower than that of TSSP and NSP at the same silica content. It indicated that irregular silica and surface-treated spherical silica have better ability in improving the friction coefficient than spherical silica.

Effect of silica powders on the average friction coefficient of friction material samples. a Fade procedure, b recovery procedure
Figure 5 describes the fade and recovery ratio (R fade and R recovery) of friction samples. The R fade of friction materials with silica was higher than that without silica (Fig. 5a), which indicated that silica has good fade-reducing abilities. The results observed here are in accord with Ref. [8, 21]. The R recovery of friction materials with silica in recovery testing process was higher than that of Ref (Fig. 5b) and showed better recovery properties. It was therefore suggested that with the inclusion of silica, the fade and recovery performance improved. Heat fade is caused by thermal decomposition of ingredients due to accumulation of frictional heat on the surface [19]. The thermal decomposition of resin should chiefly be responsible for the fade [22]. Silica particles being hard and abrasive tend to abrade the glaze and modify the quality of transferred tribology layer. Thus, by increasing the quality of a transfer film on the friction interface, the fade and recovery quality of friction materials with silica powders improved [19, 21].

Effect of silica powders on the fade and recovery ratio of friction material samples. a Fade ratio (R fade ), b recovery ratio (R recovery )
Table 3 shows the variation in the wear rate of the friction material samples. The wear of all samples increased slowly with increasing temperature from 100 to 250°C and then increased significantly at 300°C. The increasing of wear toward temperature is correlated with the decomposition of binder resin, and the results correspond to Ref. [22].
Inclusion of silica increases the wear rate, and the wear increased with the silica addition (see Fig. 6). However, the wear of friction materials filled with spherical silica (SSP and TSSP) is lower than that with irregular forms (NSP). The results indicate that spherical silica and surface-treated spherical silica have better abilities in lowering the abrasion and produce less wear. The TSSP shows the maximum wear resistance, which may be attributed to the increase in bonding strengths between silica and matrix.

Effect of silica particle on the wear of friction material samples
3.2 Worn Surface Analyses
The SEM photographs of worn surfaces of friction material samples containing 6 % silica are shown in Fig. 7. A rough surface with some scratching was observed on micrographs of NSP (Fig. 7a), the scratching was discussed by researchers [23], and this is generally responsible for the score by third-body debris of irregular silica particles. Wear mechanisms are extremely complex phenomena and depend on the composition of contacting surfaces including those of third phase [19]. The inclusions of silica tend to scrape the tribo-layer and produce abrasion-type wear, which results in an increased wear rate [20]. As a result, the surface is heavily damaged while more extensive abrasion-type wear occurred to samples. These were the dominant mechanisms of the increased wear.

Worn surfaces of friction material samples. a NSP, b SSP, c TSSP
Some detached areas with spherical shape are found in Fig. 7b; the mechanism of failure was mainly silica detaching due to the weak interfacial strength between the spherical silica and the matrix (SSP). A good bond due to surface treatments of silica has been reported in studies [24]. Correspondingly, the surface of TSSP showed smoothest surface topography; hence, the wear loss is less than that observed in NSP and SSP. These SEM observations are in accordance with experimental wear test data presented in Fig. 6.
4 Discussion
4.1 The Three-Body Abrasion Model
The movement patterns of abrasive particles in three-body abrasion are very important to the wear of materials. In this study, there were mainly two kinds of movement patterns of the abrasive particles: sliding and rolling [25]. By using the discrete element method (DEM) approach, Kabir et al. [26] studied the behavior of spherical and irregular shaped particles as third body moving between two rough inclined planes. According to the experimental results and based on these studies, we present a simple model (Fig. 8) to describe the scrape behaviors of irregular and spherical silica powders.

Three-body abrasion model of composite filled with a irregular silica, b spherical silica
In three-body abrasion, cutting wear and plastic deformation wear coexist [27]. The irregular silica particles tend to slide on the friction surface during movement, see Fig. 8a. If the attack angle of a particle is greater than the critical attack angle, the particle cuts the materials during sliding [27], leading to the increase in friction force. As a result, cutting or abrasion wear becomes major wear form and causes severe wear. However, rolling is the main movement patterns of spherical silica powders, and the friction material surfaces are no longer subject to cutting, but to plastic deformation in spherical silica–filled materials, see Fig. 8b and Ref. [28]; thus, the friction coefficient and wear decreased.
4.2 The Binding Model
The different actions of abrasive friction modifiers in terms of their effects on the friction and wear behavior of the friction composites could be related to their different bonding strengths with the resin matrix [29]. The model in Fig. 9 shows the relationship between embedded depth (H) and binding force (F′). The binding forces between silica and matrix depend on the bonding areas of silica and matrix. The bonding area is determined by:

Binding model
where R is spherical radius and H is the embedded depth of silica in matrix.
The bonding force can be defined simply as follows:
where P is binding strength.
There exists a critical strength (F′), above which (F > F′) the silica can be fixed in the matrix; otherwise (F < F′), it will be easily detached from the matrix under friction force. According to Eqs. (5), (6), the critical depth can be determined by Eq. (7). Lower than the critical depth, silica powder would detach from the matrix under friction force.
For surface-treated silica–filled composite (TSSP), surface treatment improves the adhesion (P) between silica and composites, and then H′ decreased. As a result, there will be more silica powders remaining on the tribo-surface during friction, leading to more intensive two-body abrasion. Thus, the coefficient of fiction increased.
For the poor bonding strengths between untreated spherical silica and matrix [30], the silica can be easily detached from the matrix due to the increased H′. The excess wear is attributed to the particle pullouts and the three-abrasion made by detached silica. Hence, it is observed that the wear loss of SSP is much greater than that observed in TSSP. Further, increased detachment of silica results in a decrease in the amount silica on the tribo-surface; thus, the two-body abrasion decreased, leading to the decrease in friction coefficient.
5 Conclusions
Based on the experimental and mechanism studies, the effect of the shape of silica powder on the tribology properties of friction materials was investigated. The conclusions are summarized as follows.
-
1.
The friction coefficient, fade and recovery performance increased with increasing content of silica, while irregular silica and surface-treated spherical silica show better ability in improving the friction coefficient than spherical silica.
-
2.
The wear of friction composites increased with silica addition. However, friction materials filled with spherical silica show better wear resistance (1.40 with 9 % silica) than those filled with irregular forms (1.63 with 9 % silica). The materials with surface-treated spherical silica showed best wear resistance (1.35 with 9 % silica) among three forms.
-
3.
While the irregular silica is beneficial in decreasing the heat fade and improving recovery, it is harmful to the wear resistance of friction materials. The spherical silica and surface-treated spherical silica are beneficial to both heat fade and wear resistance.
References
Eriksson, M., Jacobson, S.: Tribological surfaces of organic brake pads. Tribol. Int. 33, 817–827 (2000)
Wu, Y.Q., Zeng, M., Yu, L., Fan, L.R.: Synergistic effect of nano- and micro-meter size fibers on tribological properties of automotive brake lining. J. Reinf. Plast. Compos. 29, 2732–2743 (2010)
Rhee, S.K.: Wear mechanisms at low-temperatures for metal reinforced phenolic resins. Wear 23, 261–263 (1973)
Roubicek, V., Raclavska, H., Juchelkova, D., Filip, P.: Wear and environmental aspects of composite materials for automotive braking industry. Wear 265, 167–175 (2008)
Gu, J.W., Zhang, Q.Y., Li, H.C., Tang, Y.S., Kong, J., Dang, J.: Study on preparation of SiO2/Epoxy resin hybrid materials by means of sol-gel. Polym. Plast. Tech. Eng. 46, 1129–1134 (2007)
Cho, M.H., Bahadur, S., Pogosian, A.K.: Friction and wear studies using Taguchi method on polyphenylene sulfide filled with a complex mixture of MoS2, Al2O3, and other compounds. Wear 258, 1825–1835 (2005)
Wu, Y.Q., Zeng, M., Jin, H.Y., Xu, Q.Y., Lu, L.Y., Wang, J., Hou, S.E.: Effects of glass-to-rubber transition on the friction properties of ZrO2 reinforced polybenzoxazine nanocomposites. Tribol. Lett. 47, 389–398 (2012)
Jin, H.Y., Song, N.: Preparation of low radioactivity spherical silicon oxide powders via chemical-flame spheroidizing process. Colloid Surface A 381, 13–16 (2011)
Deptuła, A., Łada, W., Olczak, T., Borello, A., Alvani, C., Dibartolomeo, A.: Preparation of spherical powders of hydroxyapatite by sol-gel process. J. Non-Cryst. Solids 147–148, 537–541 (1992)
Moon, Y.T., Park, H.K., Kim, D.K., Kim, C.H., Seog, I.S.: Preparation of monodisperse and spherical zirconia powders by heating of alcohol–aqueous salt solutions. J. Am. Ceram. Soc. 78, 2690–2694 (1995)
Speerschneider, C.J., Li, C.H.: The role of filler geometrical shape in wear and friction of filled PTFE. Wear 5, 392–399 (1962)
Xing, X.S., Li, R.K.Y.: Wear behavior of epoxy matrix composites filled with uniform sized sub-micron spherical silica particles. Wear 256, 21–26 (2004)
Jia, Q.M., Zheng, M., Xu, C.Z., Chen, H.X.: The mechanical properties and tribological behavior of epoxy resin composites modified by different shape nanofillers. Polym. Advan. Technol. 17, 168–173 (2006)
Jin, H.Y., Yang, Y.Q., Xu, L., Hou, S.E.: Effects of spherical silica on the properties of an epoxy resin system. J. Appl. Polym. Sci. 121, 648–653 (2011)
Mohanty, S., Chugh, Y.P.: Development of fly ash-based automotive brake lining. Tribol. Int. 40, 1217–1224 (2007)
Jin, H.Y., Yang, Y.Q., Xu, L., Hou, S.E.: Effects of spherical silica on the properties of an epoxy resin system. J. Appl. Polym. Sci. 121, 648–653 (2011)
Liu, Y.Q., Fan, Z.Q., Ma, H.Y., Tan, Y.G., Qiao, J.L.: Application of nano powdered rubber in friction materials. Wear 261, 225–229 (2006)
Wu, Y.Q., Zeng, M., Xu, Q.Y., Hou, S.E., Jin, H.Y., Fan, L.R.: Effects of glass-to-rubber transition of thermosetting resin matrix on the friction and wear properties of friction materials. Tribol. Int. 54, 51–57 (2012)
Kumar, M., Bijwe, J.: NAO friction materials with various metal powders: tribological evaluation on full-scale inertia dynamometer. Wear 269, 826–837 (2010)
Lu, Y.F.: A combinatorial approach for automotive friction materials: effects of ingredients on friction performance. Compos. Sci. Technol. 66, 591–598 (2006)
Jang, H., Koa, K., Kim, S.J., Basch, R.H., Fash, J.W.: The effect of metal fibers on the friction performance of automotive brake friction materials. Wear 256, 406–414 (2004)
Zhang, S.Y., Wang, F.P.: Comparison of friction and wear performances of brake materials containing different amounts of ZrSiO4 dry sliding against SiCp reinforced Al matrix composites. Mat. Sci. Eng. A 443, 242–247 (2007)
Flannery, M., McGloughlin, T., Jones, E., Birkinshaw, C.: Analysis of wear and friction of total knee replacements Part I. Wear assessment on a three station wear simulator. Wear 265, 999–1008 (2008)
Li, Y.Q., Pan, Q.Y., Li, M., Fu, S.Y.: Preparation and mechanical properties of novel polyimide/T-silica hybrid films. Compos. Sci. Technol. 67, 54–60 (2007)
Fang, L., Kong, X.L., Su, J.Y., Zhou, Q.D.: Movement patterns of abrasive particles in three-body abrasion. Wear 162–164, 782–789 (1993)
Kabir, A., Jasti, V.K., Higgs III, C.F., Lovell, M.: An evaluation of the explicit finite element method approach for modelling dense flows of discrete grains in a coquette shear cell. Inst. Mech. Eng. 222, 715–723 (2008)
Fang, L., Zhou, Q.D., Li, Y.J.: An explanation of the relation between wear and material hardness in three-body abrasion. Wear 151, 313–321 (1991)
Fang, L., Kong, X.L., Zhou, Q.D.: A wear tester capable of monitoring and evaluating the movement pattern of abrasive particles in three-body abrasion. Wear 159, 115–120 (1992)
Yi, G., Yan, F.: Mechanical and tribological properties of phenolic resin-based friction composites filled with several inorganic fillers. Wear 262, 121–129 (2007)
Satapathy, B.K., Bijwe, J.: Wear data analysis of friction materials to investigate the simultaneous influence of operating parameters and compositions. Wear 256, 797–804 (2004)
Acknowledgments
The work was carried out under the financial support of the National Natural Science Foundation of China (No: NSFC51102218), the Fundamental Research Funds for the Central Universities, China University of Geosciences (Wuhan) (No: CUG120402, CUG120118), the Fund for Outstanding Doctoral Dissertation of CUG (No: 2235122) and Wuhan Scientific and Technological Project (No: 20120321099).
Author information
Authors and Affiliations
Corresponding authors
Rights and permissions
About this article
Cite this article
Jin, H., Wu, Y., Hou, S. et al. The Effect of Spherical Silica Powder on the Tribological Behavior of Phenolic Resin–Based Friction Materials. Tribol Lett 51, 65–72 (2013). https://doi.org/10.1007/s11249-013-0146-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11249-013-0146-6