
Abstract
In the face of dwindling fossil fuel resources and the environmental imperative to reduce emissions associated with petrochemistry, there is strong demand for a wood composite bonding procedure using natural alternatives. In this study, particleboards were manufactured with a new material adhesive composed of tannin and sucrose, and hot-pressed at 200 °C for 10 min, to a target density of 0.8 g/cm3. We found optimal values for the mat moisture content, the ratio of tannin to sucrose and the resin content of 3–6 wt%, 25/75 and 30–40 wt%, respectively. When the particleboards were manufactured under these optimum conditions, the modulus of rupture and the modulus of elasticity were in the range of 19.6–21.2 MPa and 4.6–5.0 GPa, respectively. The internal bond strength was in the range of 1.1–1.3 MPa. Based on these results, the mechanical properties of particleboard bonded with tannin and sucrose were higher than the requirements of the JIS A 5908 type 18 standard (2003). In the thickness swelling test (TS), the value was in the range of 20–23 %; as the ratio of sucrose and resin content increased, the TS value decreased. The reaction mechanism between tannin and sucrose was studied by fourier transform infrared spectroscopy, and the dimethylene ether bridges were observed. Consequently, it is possible that a tannin and sucrose mixture can be used as a natural adhesive for particleboard.
Similar content being viewed by others

Introduction
In the wood-based composite industry, adhesives play an important role. At present, resin adhesives derived from fossil resources, such as formaldehyde-based resins, vinyl acetate resins and isocyanate-based resins are widely used [1]. However, as the availability of the fossil resources continues to decrease, it will become necessary to develop wood adhesives based on alternative, renewable resources. Some studies have reported research about wood adhesives made by bio-resources, such as protein-based, tannin-based and lignin-based natural adhesives [2–5]. Due to its polyphenol chemical construction, tannin has been seen as a replacement for phenol in phenol–formaldehyde resin (PF). Generally, formaldehyde, hexamine and pMDI are used in tannin-based adhesives to obtain satisfactory bond performance [6, 7], but these chemical substances can be harmful to human health. Thus, both the perspective of environmental sustainability and the consumer demand for nonhazardous materials contribute to the imperative for alternative materials manufacturing processes.
Recently, it was found that the mixture of tannin and sucrose had adhesiveness for wood [8]. However, the detailed manufacture conditions and bonding properties for wood-based materials bonded with tannin–sucrose resin were not investigated. Wattle tannin has a poly-hydroxyphenol structure and a molecular weight ranging from 500 to 10,000 Da. It is widely used in the tanning and adhesive industries [9], and has also been researched in the context of wine manufacture [10] and medicine [11]. Sucrose is a common disaccharide used as a condiment and food ingredient, whose chemical characteristics have been well researched, and under the heating treatment, 5-hydroxymethylfurfural (5-HMF) was generated [12, 13]. The adhesive with phenol and 5-HMF was already researched [14], and because the reactivity of the reaction between tannin and formaldehyde was 10–50 times higher rate of the reaction between phenol and formaldehyde [15], tannin was considered as a suited substitute of phenol, and therefore, there is a possibility to use tannin and sucrose as an adhesive for wood-based materials. In this study, tannin and sucrose were used to form an adhesive for particleboard, and fundamental manufacture conditions were studied. The effects of the different mixture ratios of tannin and sucrose, drying treatment after spraying and different resin contents on the physical properties of the resulting particleboard were investigated. The reaction mechanism between tannin and sucrose was studied by Fourier transform infrared spectroscopy (FT-IR).
Materials and methods
Recycled wood particles consisting mainly of softwood were obtained from a particleboard company in Japan. The wood particles were screened by a sieving machine, and particles screened between the aperture sizes of 5.9 and 0.9 mm were used as the starting materials. The particles (original moisture content, 3–4 %) were dried in an oven at 80 °C for 12 h. Wattle tannin was purchased from Fuji Chemical Industry Co. (Wakayama, Japan), and sucrose was purchased from Nacalai Tesque, Inc. (Kyoto, Japan), and used without further purification. Both tannin and sucrose were dried in a vacuum oven at 60 °C for 15 h.
Manufacture of particleboards
Tannin and sucrose were dissolved in distilled water at various proportions, and the concentration of the solution was adjusted to 40 wt%. The viscosity and pH of the solution were measured by Viscolead One (Fungilab) at 20 °C and Horiba pH meter D-51, respectively, and the results are shown in Table 1. As Table 2 shows, we tested tannin/sucrose mixture ratios of 100/0, 75/25, 50/50, 25/75 and 0/100. The solution was used as an adhesive and sprayed onto particles in a blender at 20 wt% resin content based on the weight of the oven-dried particles. In Group 1, the sprayed particles were not dried in an oven, while in Group 2, sprayed particles were dried at 80 °C for 12 h. In the case of Group 3, the tannin/sucrose ratio was 25/75, and resin contents of 10, 20, 30 and 40 wt% (based on the weight of the oven-dried particles) were tested, and then, the sprayed particles were dried at 80 °C for 12 h. The mat moisture content of Group 1 was 38–42 %, while that of Groups 2 and 3 was 3–6 %. The particles were mat-formed using a forming box of 300 × 300 mm, after that, the mat was hot-pressed at 200 °C for 10 min with a distance bar of 9 mm to control the thickness. The size of the manufactured board was 300 × 300 × 9 mm, and the target density was 0.8 g/cm3. For comparison, particleboard bonded with pMDI (polymeric 4,4-diphenyl methane diisocyanate) was manufactured at a resin content of 8 wt%, and the press method and target density were the same as those described above.
Evaluation of board properties
The boards obtained were conditioned for 1 week at 20 °C and 60 % relative humidity and then evaluated according to the Japanese Industrial Standard for particleboard (JIS A 5908, 2003) [16]. The static 3-point bending test was carried out on a 200 mm × 30 mm × 9 mm specimen from each board, and the effective span and loading speed were 150 mm and 10 mm/min, respectively. The modulus of rupture (MOR) and the modulus of elasticity (MOE) were calculated from the bending test. The internal bond strength (IB) test was performed on a 50 mm × 50 mm specimen with a loading speed of 2 mm/min, and thickness swelling (TS) after water immersion for 24 h at 20 °C was measured in specimens of the same size. Following the TS test, thickness changes and weight changes under a cyclic accelerated aging treatment (drying at 105 °C for 10 h, warm water immersion at 70 °C for 24 h, drying at 105 °C for 10 h, boiling water immersion for 4 h and drying at 105 °C for 10 h) were measured. Each experiment was performed five times, and the average values and standard deviations were calculated. Statistical significance was considered for p values <0.5.
Fourier transform infrared spectroscopy (FT-IR)
Tannin and sucrose were dissolved in distilled water with the ratio of tannin to sucrose at 25/75, and the concentration of the solution was adjusted to 40 wt%. The adhesive solution was heated at 80 °C for 12 h to remove water. The adhesive was pulverized into less than 250-μm mesh size, after that, one part of the powder was heated at 200 °C for 10 min and another part of the powder was reserved as the comparation. Both the two parts of the powder were dried in a vacuum oven at 60 °C for 15 h. Two infrared spectra were obtained with a Fourier transform infrared spectrophotometer (FT/IR-4200, JAS-CO Corporation) using the KBr disk method and were recorded with an average of 32 scans at a resolution of 4 cm−1.
Results and discussion
Effects of tannin/sucrose mixture ratio without drying treatment before hot-pressing
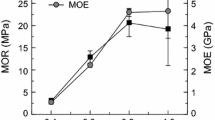
The particleboards were manufactured with various mixture ratios of tannin and sucrose without drying treatment before hot-pressing, and detailed data of the properties showed in Table 3. Figure 1 shows the bending properties of the particleboards. The bending properties were promoted as the sucrose ratio increasing. For MOR values, the board bonded with tannin only (100/0) was 8 MPa. At a tannin/sucrose ratio of 25/75, the MOR increased to 11.9 MPa, an increase of 49 % compared to tannin only. For MOE values, the board bonded with tannin only (100/0) was 2.3 GPa. At a tannin/sucrose ratio of 25/75, the value increased to 3.0 GPa, an increase of 43 %. Figure 2 shows the IB strength of the particleboard. The value decreased with increasing sucrose ratio. When the particleboard was bonded with tannin only, the IB value was 0.3 MPa, equivalent to the minimum 18 type of JIS A 5908 standard [16]. At tannin/sucrose ratios of 75/25, 50/50 and 25/75 conditions, the IB strength were 0.24, 0.3 and 0.1 MPa, respectively. In general, the addition of sucrose decreased the IB strength. Figures 1 and 2 demonstrate how the bending properties and IB strength had opposite trends. This is perhaps because during the hot-pressing process, water moved from the surface to the core and then steam moved out from the core of the board; this movement took out the heat, and so affected the bonding properties. When the ratio of tannin decreased, the effect of tannin on the bonding property was reduced, which lead to the reduction of IB strength. Bending properties are more affected by the surface of the boards, and because the temperature on the surface was high during the hot-pressing process, more sucrose led to better mechanical properties. Overall, both bending properties and IB strength showed mediocre properties for the wet-mat particleboard. This indicated that when the moisture content was high, irreversible thickness swelling was caused when the particles’ recovery forces exceeded the restraining action of the adhesive. The internal failures of the particleboard were attributed to stress release and signified adhesive damage among the particles. This is because swelling stress and particle deterioration accompanied the moisture change [17]. Figure 3 shows the results for the TS of the boards. The value was fairly constant regardless of the sucrose ratio. At a tannin/sucrose ratio of 25/75, the TS was 43 %, far exceeding the JIS A 5908 standard upper limit of 12 % [16]. The boards bonded with tannin only had a TS value of 44 %; ANOVA showed no significant difference in water resistance between boards with tannin/sucrose ratios of 100/0 and 25/75. Additionally, all the samples were very weak after the immersion treatment (20 °C for 24 h), such that cyclic accelerated aging treatment could not be carried out. Consequently, increasing the sucrose ratio did not obviously change the mechanical properties of the particleboards. Former research has indicated that heat treatment before hot-pressing is one of the most effective ways to increase water resistance of wood and wood-based composites [18]. Thus, investigations of the effects of different tannin/sucrose and resin ratios were carried out on heat-dried sprayed particles.

Effect of tannin/sucrose ratio on bending properties without drying treatment before hot-pressing. Error bars indicate standard deviations

Effect of tannin/sucrose ratio on IB strength without drying treatment before hot-pressing. Error bars indicate standard deviations

Effect of tannin/sucrose ratio on TS without drying treatment before hot-pressing. Error bars indicate standard deviations
Effects of tannin/sucrose ratio with drying treatment before hot-pressing
Particleboards were manufactured at various mixture ratios of tannin and sucrose using a drying treatment before hot-pressing, and detailed data of the properties showed in Table 4. Figure 4 shows the bending properties of the resultant particleboards. The bending properties increased obviously as the sucrose ratio increased. The maximum values of MOR was 18.7 MPa, when the ratio of tannin to sucrose at 25/75. The MOR was 2.4 MPa when the particleboard was bonded with tannin only, and 15.2 MPa with sucrose only. The maximum value of the MOE was 4.1 GPa at tannin-to-sucrose ratios of 25/75 and 0/100. By contrast, the MOE was 0.7 GPa for tannin only. The result of the bending test indicated that sucrose offered improved bond performance in the adhesion system. According to the type 18 of JIS A 5908 standard [16], which is for construction use, an MOR of 18 MPa and MOE of 3 GPa or more is required. We found that the bending strength of board using a tannin/sucrose ratio of 25/75 was comparable to the standard. The improvements in MOR and MOE in Group 2 samples compared to Group 1 were 57 and 28 %, respectively. These results confirmed that low moisture content leads to improved bending properties of particleboard bonded with tannin and sucrose. Figure 5 shows the IB strength of the particleboards bonded with tannin and sucrose. The value increased with increasing sucrose ratios, and a value of 1.0 MPa was recorded at the tannin/sucrose ratio of 25/75. This was 20 times higher than that using only tannin. The addition of sucrose brought marked improvement in the bond strength between particles; moreover, the strength of the board bonded at a tannin/sucrose ratio of 25/75 greatly exceeded the type 18 of JIS A 5908 [16] minimum requirement of 0.3 MPa. Compared with the best value of Group 1 samples, 0.3 MPa, the improvement in IB was 206 %, also confirming the effect of the mat moisture content. Judging from the results summarized in Figs. 1, 2, 4 and 5, the mechanical properties were greatly affected both by the tannin/sucrose ratio and by the moisture content before hot-pressing. Figure 6 shows the thickness change of cyclic accelerated aging treatment. As the sucrose ratio increased, the TS value decreased (except the sucrose only condition). In the case of a tannin/sucrose ratio of 25/75, the value of TS was 28 %. When the boards were bonded with tannin only, immersion in water led to decomposition while the TS of boards bonded with sucrose only was 49 %, indicating that the dimensional stability of the boards bonded with tannin or sucrose only was extremely low. This result indicated that tannin kept it hygroscopicity after hot-pressing at 200 °C for 10 min. The subsequent cyclic accelerated aging treatment brought a stepwise increase in the thickness of specimens. In the second immersion treatment (immersion at 70 °C for 24 h), the range of thickness increased from 46 to 87 %, and in the third immersion treatment (immersion at 100 °C for 4 h), the thickness range increased from 51 to 103 %. When the board was bonded with tannin only, the specimens decomposed after the first immersion treatment at 20 °C for 24 h. As the sucrose ratio increased, the thickness change of the cyclic accelerated aging treatment was restrained. The results of thickness change in immersion treatments indicate that higher sucrose content possibly promoted the adhesiveness, and thereby markedly improved water resistance properties. Figure 7 shows the weight changes during the cyclic accelerated aging treatment. In the first immersion treatment (immersion at 20 °C for 24 h), the weight increase range decreased as the sucrose ratio increased. The lowest weight increase value was 60 % at a tannin/sucrose ratio of 25/75. The boards bonded with tannin only decomposed, and the value of board bonded with sucrose only was 90 %. In the first drying treatment (drying at 105 °C for 10 h), boards with higher sucrose ratios lost less water weight. The lowest decrease value was 3 % for the boards bonded with the tannin/sucrose ratio of 25/75. The weight decrease range on other tannin/sucrose ratios was from 4 to 11 %, which indicated that maybe there was some unreacted adhesive dissolved in the water after the immersion treatment; however, at the tannin/sucrose ratio of 25/75, the amount of unreacted tannin and sucrose would be least. In the second immersion treatment (immersion at 70 °C for 24 h), the weight increase dropped as the sucrose ratio increased. The lowest weight increase was 80 % when the board was bonded with a tannin/sucrose ratio of 25/75. The same tendency was recognized in the third immersion treatment (boiling for 4 h), namely the value decreased with increasing sucrose ratio, and the best value was 80 % when the board bonded with tannin/sucrose ratio at 25/75. The weight change value between second immersion treatment and third treatment was almost the same. The final weight decrease when dried at 105 °C for 10 h showed a range from 19 to 9 %, and a higher sucrose proportion brought less weight decrease. According to the results shown in Figs. 6 and 7, increasing the proportion of sucrose enhanced the water resistance of the adhesion system. Some researchers have shown that sucrose can yield 5-hydroxymethyl-2-furfural (HMF) under heating or acidic conditions [12, 13, 19]. The subsequent reaction of HMF with tannin may be the process that leads to the polymerization between sucrose and tannin [20, 21]. Our results indicated that a tannin/sucrose ratio of 25/75 yielded excellent mechanical properties for particleboard.

Effect of tannin/sucrose ratio on bending properties with drying treatment before hot-pressing. Error bars indicate standard deviations

Effect of tannin/sucrose ratio on IB strength with drying treatment before hot-pressing. Error bars indicate standard deviations

Thickness change in a cyclic accelerated aging treatment with drying treatment before hot-pressing. Error bars indicate standard deviations

Weight change in a cyclic accelerated aging treatment with drying treatment before hot-pressing. Error bars indicate standard deviations
Effects of resin content
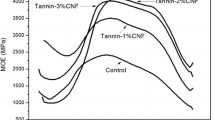
The effects of resin content on the physical properties of particleboard bonded at the tannin/sucrose ratio of 25/75 were investigated. The resin content was tested at 10, 15, 20, 30 and 40 wt%, and detailed data of the properties showed in Table 5. Figure 8 shows the bending properties of particleboard bonded with different resin contents. Both MOR and MOE were slightly enhanced with the increase of resin content. The maximum average values of MOR and MOE were 21.2 MPa and 5.0 GPa, respectively, obtained at 40 wt% resin content. Our results indicated that the boards bonded with 15 wt% resin content or more were comparable to the requirements of the type 18 of JIS A 5908 standard [16]. When the board was bonded with isocyanate (8 wt% resin content), the MOR and MOE were 25.3 MPa and 4.0 GPa, respectively. Figure 9 shows the IB strengths of the particleboards bonded with different resin contents. The IB strength performance did not change obviously with changes in resin content. The maximum average value was 1.3 MPa at resin content of 30 wt%. All the specimens satisfied the requirement of the type 18 of JIS A 5908 [16] (more than 0.3 MPa); this result indicated that resin content as low as 10 wt% provided satisfactory internal bonded strength. The IB strengths of particleboards bonded with tannin and sucrose were about half of those bonded with isocyanate. Based on the results of bending test and IB test, the bending properties increased with the increasing of resin content, but the IB strength did not change obviously. This phenomenon perhaps was due to the decrease of wood particles when the resin content was increased and the density remain unchanged; the decrease of wood particles led to more void areas in the particleboard, and the percentage of void areas had a negative effect on IB strength [22]. Figure 10 shows the thickness changes of the particleboards with different resin contents in the cyclic accelerated aging treatment. In the first immersion treatment (immersion at 20 °C for 24 h), the TS value decreased as the resin content increased. The lowest value of TS was 20 % with 40 wt% resin content, which indicated that the increase of resin content enhanced the water resistance of the particleboard. Ordinarily, tannin and sucrose are water-soluble substances. However, the reaction of tannin and sucrose may result in insoluble materials. After boiling water treatment for 4 h, the value for 40 wt% particleboard was 34 %, exceeding the value of particleboard bonded with isocyanate at 32 %. Figure 11 shows the weight changes of the particleboards in a cyclic accelerated aging treatment. There was less of a change in weight as the resin content increased, indicating that the resin inhibited the absorption of water. Compared with the weight increase in the first immersion, the weight increase of warm immersion and boiling treatment were higher, due to the lowering of the water resistance of the adhesive and the penetration of water into the wood [23]. The range of the weight decrease was −3 to −6 % after the first drying treatment and −8 to −15 % after the last drying treatment; these values gradually increased with increasing resin content. This result indicated that as the resin content increased, the decomposition and elution of the adhesive increased.

Effect of resin content of tannin/sucrose on bending properties. Error bars indicate standard deviations

Effect of resin content of tannin/sucrose on IB strength properties. Error bars indicate standard deviations

Thickness change in a cyclic accelerated aging treatment. Error bars indicate standard deviations

Weight change in a cyclic accelerated aging treatment. Error bars indicate standard deviations
Curing mechanism
The FT-IR curves of the mixture of tannin and sucrose before and after heating were shown in Fig. 12. The absorption bands at around 1,705, 1,509, 1,200 and 780 cm−1 increased clearly in the heat treatment. The peak at around 1,705 cm−1 attributed to C=O stretching derived from the carbonyl group [24]. The peaks at around 1,509 and 780 cm−1 are characteristic of C=C stretching vibration and unsubstituted CH=CH of 5-HMF, respectively [25–27]. The peak located around 1,200 cm−1 was associated with the −CO stretching of the benzene nucleus and/or the dimethylene ether bridges (−CH2OCH2−) [15, 28]. In addition, disappearance of two absorption peaks at around 1,130 and 920 cm−1 was observed. The peak at 1,130 cm−1 was dominated by the glycosidic linkage (C–O–C) contribution [29], and the absorption bond at around 920 cm−1 was attributed to pyranose ring of sucrose [30]. This indicated the decomposition of sucrose. Judging from these spectra changes, 5-HMF is formed by decomposition of sucrose during heating. Furthermore, 5-HMF seems to react with tannin by dimethylene ether bridges. The possible reaction equation between tannin and sucrose was shown in Fig. 13. However, it was difficult to make sure the detail reaction mechanism by FT-IR only; therefore, other chemical analysis methods will be carried out in our further research to verify the detail information of this mechanism.

Infrared spectra of the cured and uncured tannin and sucrose adhesive

Possible reactions between tannin and sucrose
Conclusions
We demonstrated that tannin and sucrose, natural substances derived from readily available bio-resources, can be used to manufacture particleboard that meets industrial standards. This study investigated the tannin/sucrose ratio, effect of the drying treatment after spraying and resin content on particleboard properties. The properties were enhanced when the drying treatment was carried out after the spraying, and when the sucrose ratio increased. Based on the results obtained, the optimum proportion of tannin to sucrose was 25/75, and the optimum resin content was between 30 and 40 wt%. When the particleboards were manufactured under the optimum conditions, they showed excellent mechanical properties, higher than those required for JIS A5908 type 18 [16]. Based on the results of FT-IR, 5-HMF was formed from the decomposition of sucrose during the heating treatment. In addition, as one kind of the possible reaction mechanism between tannin and sucrose, the dimethylene ether bridges seems to be formed. Further research should focus on enhancing the water resistance of the particleboard,and it is also necessary to fine-tune the optimum conditions and confirm the detailed mechanism of this adhesion system.
References
Li K, Geng X, Simonsen J, Karchesy J (2004) Novel wood adhesives from condensed tannins and polyethylenimine. Int J Adhes Adhes 24:327–333
Pizzi A (2006) Recent development in eco-efficient bio-based adhesives for wood bonding: opportunities and issues. J Adhes Sci Technol 20:829–846
Yonghwa J, Jian H, Kaichang L (2011) A new formaldehyde-free wood adhesive from renewable materials. Int J Adhes Adhes 31:754–759
Lei H, Pizzi A, Du GB (2008) Environmentally friendly mixed tannin/lignin wood resins. J Appl Polym Sci 107:203–209
Trosa A, Pizzi A (1997) Stability and performance of tannin-accelerated PF resins for plywood. Eur J Wood Wood Prod 55:306
Valenzuela J, von Leyser E, Pizzi A (2012) Industrial production of pine tannin-bonded particleboard and MDF. Eur J Wood Wood Prod 70:735–740
Pichelin F, Nakatani M, Pizzi A (2006) Structural beams from thick wood panels bonded industrially with formaldehyde-free tannin adhesives. J For Prod 56:31–36
Umemura K (2013) Condensed tannin-containing composition which is cured by application of heat and pressure. WO2013018707 A1
Yao K, He Q, Jia DY, Shi B (2006) The potential of wattle tannin extracts for fine use. J Nat Prod Res 20:271–278
McRae J, Schulkin A, Kassara S, Holt H, Smith P (2013) Sensory properties of wine tannin fractions: implications for in-mouth sensory properties. J Agric Food Chem 61:719–727
Piwowarski JP, Kiss AK, Kozłowska-Wojciechowska M (2011) Anti-hyaluronidase and anti-elastase activity screening of tannin-rich plant materials used in traditional Polish medicine for external treatment of diseases with inflammatory background. J Ethnopharmacol 137:937–941
Jeong J, Antonyraj C, Shin S, Kim S, Kim B, Lee KY, Cho JK (2013) Commercially attractive process for production of 5-hydroxymethyl-2-furfural from high fructose corn syrup. J Ind Eng Chem 19:1106–1111
Lee JW, Thomas L, Jerrell J, Feng H, Cadwallader K, Schmidt S (2011) Investigation of thermal decomposition as the kinetic process that causes the loss of crystalline structure in sucrose using a chemical analysis approach. J Agric Food Chem 59:702–712
Koch H, Pein J (1985) Condensation reactions between phenol, formaldehyde and 5-hydroxymethylfurfural, formed as intermediate in the acid catalyzed dehydration of starchy products. Polym Bull 13:525–532
Kim S, Kim H (2003) Curing behavior and viscoelastic properties of pine and wattle tannin-based adhesives studied by dynamic mechanical thermal analysis and FT-IR–ATR spectroscopy. J Adhes Sci Technol 17:1369–1383
JIS A 5908 (2003) Particleboard (in Japanese). Japanese Standards Association, Tokyo, Japan
Lin HC, Fujimoto Y, Murase Y (2002) Behavior of acoustic emission generation during tensile tests perpendicular to the plan of particleboard: effects of particle sizes and moisture content of boards. J Wood Sci 48:374–379
Sar B, Nemli G, Ayrilmis N, Baharoğlu M, Bardak M (2013) The influences of drying temperature of wood particles on the quality properties of particleboard composite. J Dry Technol 31:17–23
Kitts DD, Wu CH, Kopec A, Nagasawa T (2006) Chemistry and genotoxicity of caramelized sucrose. Mol Nutr Food Res 50:1180–1190
Wu DC, Fu RW (2006) Synthesis of organic and carbon aerols from phenol–furfural by two-step polymerization. Micropor Mesopor Mat 96:115–120
Sotoudehnia MM, Soltani AK, Jam JE, Moztarzadeh F (2012) The effect of modified processing on the densification efficiency and microstructure of phenol–furfural-based carbon composite. J Anal Appl Pyrol 96:2–5
Arabi M, Faezipour M, Layeghi M, Enayati AA (2011) Interaction analysis between slenderness ratio and resin content on mechanical properties of particleboard. J For Res 23:461–464
Umemura K, Sugihara O, Kawai S (2013) Investigation of a new natural adhesive composed of citric acid and sucrose for particleboard. J Wood Sci 59:203–208
Vaz PD, Ribeiro-Claro PJA (2003) C–H…O hydrogen bonds in liquid cyclohexanone revealed by the vC=O splitting and the vC–H blue shift. J Raman Spectrosc 34:863–867
Chuntanapum A, Matsumura Y (2009) Formation of tarry material from 5-HMF in subcritical and supercritical water. Ind Eng Chem Res 48:9837–9846
Zhang M, Yang H, Liu Y, Sun X, Zhang D, Xue D (2012) Hydrophobic precipitation of carbonaceous spheres from fructose by a hydrothermal process. Carbon 50:2155–2161
Alakhras F, Holze R (2007) In situ UV-vis-and FT-IR-spectroscopy of electrochemically synthesized furan–thiophene copolymers. Synth Met 157:109–119
Choi MH, Byun HY, Chung IJ (2002) The effect of chain length of flexible diacid on morphology and mechanical property of modified phenolic resin. J Polym 43:4437–4444
Kacurakova M, Capek P, Sasinkova V, Wellner N, Ebringerova A (2000) FT-IR study of plant cell wall model compounds: pectic polysaccharides and hemicelluloses. Carbohyd Polym 43:196–203
Seino H, Uchibori T, Nishitani T, Inamasu S (1984) Enzymatic synthesis of carbohydrate esters of fatty acid I: esterification of sucrose, glucose, fructose and sorbitol. JAOCS 61:1761–1765
Acknowledgments
This work was partially supported by a Grant-in-Aid for Scientific Research (B) (No. 24380094) from the Ministry of Education, Culture, Sports, Science and Technology, Japan.
Author information
Authors and Affiliations
Corresponding author
About this article

Cite this article
Zhao, Z., Umemura, K. Investigation of a new natural particleboard adhesive composed of tannin and sucrose. J Wood Sci 60, 269–277 (2014). https://doi.org/10.1007/s10086-014-1405-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10086-014-1405-3