
Abstract
The development of novel excipients with enhanced functionality has been explored using particle engineering by co-processing. The aim of this study was to improve the functionality of tapioca starch (TS) for direct compression by co-processing with gelatin (GEL) and colloidal silicon dioxide (CSD) in optimized proportions. Design of Experiment (DoE) was employed to optimize the composition of the co-processed excipient using the desirability function and other supporting studies as a basis for selecting the optimized formulation. The co-processed excipient (SGS) was thereafter developed by the method of co-fusion. Flow and compaction studies of SGS were carried out in comparison to its parent component (TS) and physical mixture (SGS-PM). Tablets were prepared by direct compression (DC) containing ibuprofen (200 mg) as a model for poor compressibility using SGS, Prosolv®, and StarLac® as multifunctional excipients. The optimized composition of SGS corresponded to TS (90%), GEL (7.5%), and CSD (2.5%). The functionality of SGS was improved relative to SGS-PM in terms of flow and compression. Tablets produced with SGS were satisfactory and conformed to USP specifications for acceptable tablets. SGS performed better than Prosolv® in terms of disintegration and was superior to StarLac with respect to tensile strength and disintegration time. The application of DoE was successful in optimizing and developing a starch-based co-processed excipient that can be considered for direct compression tableting.
Similar content being viewed by others

INTRODUCTION
The versatility and uniqueness of native starch has made it a choice excipient in solid dosage form development (1,2,3). It has been employed as a disintegrant, binder, and diluent in tablet formulations processed by wet granulation (1,4,5). However, starch in its native form has not met the requirements for direct compression owing to inherent problems of flow and compression (6,7). For a successful direct compression process, the powder blend of the active drug and excipients should possess excellent flow and compression properties. These properties are usually determined to a large extent by the physicomechanical properties of the excipients utilized in direct compression (8,9).
To address this challenge, many researchers resorted to a series of modifications (i.e. physical, chemical, and enzymatic) to improve the functionality of starch for direct compression (3,10). However, there was a limit to which modification was able to impart the characteristics for direct compression without altering the chemical structure of starch (11). Hence, in the present study, co-processing has been assessed as a tool to generate an excipient with improved functionality for direct compression. Co-processing is a particle engineering technique that facilitates the combination of two or more excipients at sub-particle level to produce a single-composite excipient with enhanced functionality compared to the physical mixture of the constituent excipients (6,8,9,12). It is essentially a physical process that does not alter the chemical integrity of the excipients (6,8,11,13). Several excipients have been developed and commercialized via this route (e.g. Prosolv®, StarLac®, and Ludipress®). Further, this procedure has been applied by many researchers to develop novel excipients with improved performance standards compared to single-component excipients (12,14,15,16,17).
Most of the co-processed excipients developed so far are either lactose-based or cellulose-based. In our study, a novel co-processed excipient has been developed using tapioca starch (TS) as the parent excipient. Starch is readily available in nature and relatively cheap in terms of unit cost when compared to lactose and cellulose (1,4). It has been co-processed with gelatin and colloidal silicon dioxide to develop a single-composite excipient with multifunctional application. Gelatin (GEL) is a mixture of water-soluble proteins derived from collagen by hydrolysis. It is a unique, natural, and multifunctional ingredient that has been employed as a suspending agent, encapsulating agent, and tablet binder in pharmaceutical formulations (18). Due to its superior binding properties, non-toxic and non-irritant attributes, gelatin was chosen as one of the interacting excipients to enhance the compressibility of tapioca starch. Colloidal silicon dioxide (CSD) was added because of its ability to enhance the flow of a powder or granule formulation. It is hydrophilic fumed silica that has been employed for its glidant property. It has also been incorporated as a compressibility-enhancing agent in tablet formulation in concentrations not exceeding 20% (19). Previous studies have shown that the surface activity of colloidal silicon dioxide is retained during the generation of co-processed excipients by wet mixing (20,21). Surface morphology of SGS by scanning electron microscopy (SEM) has shown the deposition of CSD on the surface of TS.
The co-processed excipient was evaluated as a direct compression excipient with an expanded spectrum of functionality of starch. To simplify the process of co-processing, the method of co-fusion (22) was adopted as against co-processing by spray drying. Co-fusion is a method that involves dispersion of the excipients together to form a paste that undergoes minimal heating at a temperature below the gelatinization temperature of tapioca starch for a period of 15 min to allow for intimate mixing and fusion of the individual particles of the interacting excipients (22,23). Prior to its preparation, the composition of the co-processed excipient was optimized using the Design of Experiment (DoE) approach.
MATERIALS AND METHODS
Materials
The following materials were used for the study: tapioca starch was supplied as a gift sample from Quality Starch and Chemicals (Tamil Nadu, India), Gelatin from May and Baker Ltd. (England), and colloidal silicon dioxide from Cab-o-Sil® Cabot GmbH (Germany). All other materials used were of analytical grade.
Experimental Design
Design of Experiment study was conducted using the Design Expert software(Design-Expert® 9.0, Stat-Ease Inc., USA). A simple centroid mixture design for response surface was applied to study the effect of varying the composition of the component excipients (factors) in the co-processed excipient on critical quality attributes of tablets (response variables). The factors varied for the formulation of the co-processed excipient with their investigated ranges were tapioca starch (90–98%), gelatin (1–9%), and colloidal silicon dioxide (1–9%). The investigated responses were tensile fracture strength (TFS) and disintegration time (DT). The generation of the experimental levels for each factor was performed in the software and summarized in Table I. All the experiments (runs) were randomly organized to minimize the effect of any drift. The results obtained were evaluated by analysis of variance (ANOVA) and regression analysis. The data generated from the response variables were fitted into various polynomial models and the best-fitting model for each response was chosen on the basis of the coefficient of determination (R 2) and lack-of-fit statistics. The results of the fitted model were expressed for both responses in regression equations. The derived regression equations were used to predict the optimal composition of the co-processed excipient.
Preparation of Co-processed Excipient
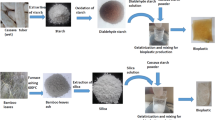
The method described by Adeoye and Alebiowu (22) was adapted for co-processing. A suspension of tapioca starch (40% w/w) was prepared in distilled water and stirred for 5 min with corresponding quantities of gelatin solubilized in water and colloidal silicon dioxide for each formulation. The mixture was then transferred to a shaker water bath (Julabo SW 23, Seelbach, Germany) maintained at a temperature of 54 ± 2°C, and mixing continued for 15 min at 60 rpm. The mixture was homogenized for 5 min at a speed of 11,000 rpm (Ultra Turrax T 25 basic Ika® Werke, India), allowed to air dry partially at room temperature (25 ± 2°C) for 2 h to remove excess moisture, and dried completely in the fluid bed dryer (Retsch TG 100, Germany) at 40°C for 10 min. The dried powder was passed through BSS 30 (500 μm) and kept in the desiccator containing P2O5 preparatory for further studies.
Formation of Tablet Compacts
Tablets were prepared from each formulation by compressing 400 mg powder on the Hydraulic Carver Press (Model 3912, Carver Inc., USA) at 2000 PSI (53.28 MPa) using flat-faced 13-mm punch and die set to a dwell time of 30 s for each compression cycle. The tablets were kept for 24 h to allow for elastic recovery before evaluation of physical properties.
Tensile Fracture Strength
Tensile fracture strength (TFS) was determined using the method described by Fell and Newton (24). The breaking force required to fracture a tablet along its diameter was measured using the tablet hardness tester (TBH 20, Erweka, Germany). The equation given below was used to calculate tensile strength. A mean of six replicates was reported for each batch of tablets.
where F is the crushing strength (N), d is the diameter (mm), and t is the thickness of the tablet (mm).
Disintegration Time
Disintegration time for each batch of tablets was measured in purified water at 37 ± 0.5°C according to the method described by USP (25). With the aid of a disintegration tester (ED-2L, Electrolab, India), the time taken for each tablet to fragment into smaller particles and pass through the mesh was recorded as disintegration time. A mean of six determinations was recorded for each formulation.
Angle of Repose, Carr’s Index, and Hausner’s Ratio
The flow characteristics of the three optimized formulations of the co-processed excipient predicted by the software were assessed by measuring the parameters of the angle of repose, Carr’s index, and Hausner’s ratio. The angle of repose was measured using the granulate flow tester (GTB, Erweka, Germany). Twenty grams of the sample powder was poured into the stainless steel funnel and allowed to flow out through the outlet measuring 10 mm in diameter unto a plate with specified surface forming a cone of powder. The side wall of the built-up cone was measured using an integrated driven laser, and the actual angle of repose was calculated and displayed. The experiment was repeated three times and the average recorded (n = 3).
Bulk density was measured by pouring 20 g of the sample powder into a 100-mL measuring cylinder at an angle of 45°. The volume obtained was used to calculate the bulk density (ρ bulk) according to the mass/volume ratio. Tapped density (ρ tap) was determined after the powder was tapped to constant volume in a cylinder using the USP tap density apparatus (Electrolab, Mumbai, India) according to the USP II method (26). Carr’s index and Hausner’s ratio were calculated respectively from the equations given below:
Dilution Potential
Powder blends of ibuprofen and the co-processed excipient for the three optimized formulations were mixed according to the following ratios: 20:80, 40:60, 50:50, 60:40, and 80:20, in a mortar and pestle for 5 min (13,22). Tablets weighing 400 mg were compressed on the Hydraulic Carver Press (Model 3912, Carver Inc., USA) at 2500 PSI (66.6 MPa) set at a dwell time of 30 s. The tablets were stored away in a desiccator for 24 h prior to evaluation. Tensile fracture strength of the compacts was determined and plotted against the mass fraction of the excipient for each blend formulation. The minimum amount of the excipient required to produce tablets of desirable tensile strength (1.5 MPa) was extrapolated from the graph. A mean of five (5) determinations was reported for each mixture.
Dynamic Vapor Sorption (DVS)
Moisture sorption profile of the powder samples of TS, SGS-A, SGS-B, SGS-C, Prosolv® (PSV), and StarLac® (SLC) were investigated using DVS (27). Approximately 5–15 mg of powder was placed in the sample holder and exposed to increasing humidity ranging from 0 to 90% at a step rate of 10% for every 30 min at 25°C. At every RH, the apparent equilibrium was measured as change in sample weight at the point where it was negligibly small and the data obtained was analyzed using the Universal Analysis® software (version 4.5A).
Scanning Electron Microscopy (SEM)
The surface morphology of TS and SGS were investigated using a scanning electron microscope (S-3400, Hitachi Ltd., Tokyo, Japan) operated at an excitation voltage of 10 kV. The powder samples were mounted onto a steel stage using double-sided adhesive tape and coated with gold using ion sputter (E-1010, Hitachi Ltd., Japan).
Fourier Transform Infrared (FT-IR) Analysis
IR scans of SGS, TS, GEL, and CSD were recorded from 4000 to 650 cm−1 on Perkin Elmer Spectrum 400 spectrometer. Analysis of FT-IR spectra was performed using Spectragryph-optical spectroscopy software (ver. 1.1).
Compaction Studies
The compaction behavior of SGS, SGS-PM, Prosolv® (PSV), and StarLac® (SLC) were assessed using Heckel (28) and modified Walker equation (29). Out-of-die analyses were performed on powder volumes weighing 400 mg for each material compressed on the Hydraulic Carver Press (Model 3912, Carver Inc., USA) at pressures ranging from 35.52 to 426.24 MPa using a 13-mm flat-faced punch and die. The tablets were held at peak pressure during compression for 30 s before decompression and ejection. A minimum of three tablets were compressed at each pressure. The tablets were preserved in a desiccator containing P 2 O 5 for 24 h to allow for elastic recovery prior to analysis. The thickness and diameter of the tablets were measured using a digital micrometer screw gauge (Mitutoyo, Japan). The equations given below were used to calculate the volume, apparent density, relative density, and porosity of the tablets respectively.
where r, h, ρ A , and ρ T represent the radius of the tablet, thickness of the tablet, apparent density of the tablet, and particle density of the powder respectively. Particle density was measured in triplicate using Helium pycnometry (Pycno 30, Smart Instruments, Mumbai, India). The Heckel equation is given as
where D is the relative density of the compact at pressure P, K is the slope of the linear portion of the plot, and A is the intercept.
The modified Walker model is represented by the equation below:
where V′ is the specific volume of a tablet, w′ is the Walker coefficient expressing the volume reduction as a function of change in pressure P, and Vsp′ is the specific volume at pressure 1. W′ is a measurement of the powder’s compressibility.
Tablet Formulation and Evaluation
Tablets of ibuprofen containing SGS as DC excipient were obtained by direct compression of powder blends weighing 400 mg on a Rimek rotary tablet press (Mini II D, Karnavati Engineering Pvt. Ltd., India) fitted with flat-faced 12-mm punch and die tooling. The force of compaction applied was kept constant for all batches by maintaining the distance between the upper and lower punch at 4 mm during the tableting cycle. The speed of rotation was set at 14 rpm. The tablets were collected and stored away in a desiccator containing P 2 O 5 for 24 h to allow for elastic recovery before evaluation of its physical properties. Representative tablet formulations were prepared using SLC and PSV® as commercial standards. The tablet formula for a batch size of 200 tablets is presented in Table II. The following tests were carried out to evaluate the properties of the tablets:
Weight variation: 20 tablets were weighed individually and the mean weight calculated. The standard deviation was also recorded.
Tensile strength of ten (10) tablets was determined as per the method already described above.
Tablet friability was tested according to USP specifications (30). A friabilator was employed to determine tablet friability. Twenty tablets were weighed and placed in a rotating drum at 25 rpm for 4 min. The tablets were de-dusted and reweighed, and the tablet friability expressed as % loss in weight.
Disintegration times of tablets were evaluated 24 h after compaction using six replicates. Measurements were performed on a disintegration apparatus (ED-2L, Electrolab, India) following the method described in the USP (30). The test was carried out without discs in distilled water regulated at 37 ± 2°C. The tablet was considered disintegrated at the moment when there was no remainder in the basket.
Dissolution studies was carried out according to the method prescribed by USP (30) using the USP Apparatus II (paddle) method. Nine hundred milliliters of phosphate buffer (pH 7.2) was prepared and utilized as dissolution medium. The temperature of the dissolution medium and speed of rotation were set at 37 ± 0.5 ° C and 50 rpm respectively. Five-milliliter aliquots were withdrawn at time intervals of 5, 10, 20, 30, 45, and 60 min and replaced with equal volume of the dissolution medium at the same temperature. Each sample was filtered using a 0.2-μm membrane disc filter and suitably diluted (1 in 10) with phosphate buffer (pH 7.2). The amount of drug released was determined spectrophotometrically by taking absorbance readings at 221 nm using the UV/VIS spectrophotometer (Lambda 35, PerkinElmer, USA) and a plot of % drug released against time was drawn. The time taken for 50% (t 50) and 90% (t 90) of the drug to be released was extrapolated from the plot.
RESULTS AND DISCUSSION
Effect of Changing Levels of the Component Excipients (Factors) on TFS
Table I summarizes the results of TFS obtained for the 14 formulations of co-processed excipient (CPE) generated by the experimental design. The values of TFS varied across the formulations possibly due to different experimental levels of the factors in the CPE. Formulations containing relatively higher proportions of GEL yielded tablets with the highest TFS. This was anticipated as GEL is used traditionally as a binder in tablet formulation (18). The presence of a binder in a formulation facilitates interparticulate bond formation leading to an increase in the mechanical strength of tablets. Tablets produced from formulations containing relatively higher proportions of TS resulted in minimal TFS probably due to the disintegrating property of starches in tablet formulation (1). For tablets produced from formulations containing CSD in relatively higher proportions, it was observed that TFS values ranked between GEL and TS. The mixture design experiment applied was found useful because it evaluates response as a function of the relative proportions of the component excipients in the CPE (31). The relative proportions of the three excipients add up to a total of 100%, hence the application of the mixture design experiment to optimize the composition of CPE.
The adequacy of the model fitted to the response (TFS) was confirmed by analysis of variance (ANOVA) based on a p value less than 0.05 which indicates that the model is significant. Summary statistics for model selection is given in Table III. Model selection for TFS was based on the statistical parameters of coefficient of determination (R 2 > 0.9), F value (1224.79), and adequate precision (98.68). The accuracy of the model as reflected by the high R 2 value (0.9987) implies that more than 90% of the total variation observed can be explained by the model. The high F value obtained also confirms that the model fit is significant. Adequate precision measures the signal-to-noise ratio, and a ratio greater than 4 is desirable for acceptance of the model. Scoring for adequate precision was greater than 4 indicating adequate signal. All the model terms included in the model for TFS were significant at p < 0.05 (Table III). This implies that the linear mixture of the factors as well as their interaction to the 3rd order influenced the outcome of TFS. The regression equation generated for TFS is given below as Eq. 10:
The factors were coded as TS (A), GEL (B), and CSD (C). The coefficient of the regression terms in the equation were used to estimate the magnitude of effect the linear or interacting variables exerted on TFS. The effect of the main factors (A–C) showed that GEL exerted the greatest effect on TFS due to its high regression coefficient of 4.31 when compared to 3.04 for CSD and 2.60 for TS. This dominant effect of GEL has been attributed to its binding property when used in tablet formulation. TS exerted the least effect on TFS owing to its predominant disintegrant action in tablet formulation. The effect of interacting variables (AB, AC, and BC) on TFS was significant at p < 0.05 with the interaction of TS and GEL (AB) exerting the most prominent effect among the interacting variables on TFS. The effect of the third order regression terms (A2BC, AB2C, and ABC2) were also significant at p < 0.05 (Table III) with AB2C exerting a negative effect on the response which corresponds to a lowering of TFS.
Contour plot for response surface modeling was generated from the regression equation to portray the effect of changing levels of the factors on TFS as depicted in Fig. 1a. Increasing the concentration of GEL from 1 to 9% increased the TFS while increasing the concentration of TS from 90 to 98% lowered the TFS. The TFS values of compacts were increased at concentrations of CSD close to the upper and lower limits of the range 1–9%. All the points having the same response were connected to produce contour lines. The contour plot was used to establish desirable response values and mixture blend for the CPE.

Contour plots of a TFS and b DT
Effect of Changing Levels of Component Excipients (Factors) on DT
The co-processed formulations were evaluated for DT and the results presented in Table I. All the formulation produced tablets that disintegrated within 15 mins. As expected, formulations containing a relatively higher proportion of GEL gave rise to tablets with the longest DT while tablets with the most rapid DT where obtained with formulations containing a relatively higher proportion of CSD. The values of DT varied across the formulations because of changing proportions of the factors in the CPE.
Summary statistics of the model fitted to this response is given in Table III. The model scored high for coefficient of determination (R 2 > 0.9), F value (1858.80), and adequate precision (121.90). Analysis of variance of the model confirmed the significance of the model at p < 0.05. Apart from AC, all the linear and interaction terms were significant at p < 0.05 (Table III). This implies that the main factors (A–C) as well as their interactions exerted an effect on the outcome of DT. The regression equation generated for DT is given as Eq. 11:
The factors were coded as TS (A), GEL (B), and CSD (C). Comparing the coefficients of the linear regression terms (A–C), GEL had the highest regression coefficient of 4.03 indicating that it exerted a more pronounced effect on DT. This agrees with earlier observations of the DT across the different formulations. The proportionate effect of CSD on DT was much lower than the other two factors because it had the lowest coefficient estimate of 0.17. This is consistent with earlier observations where formulations containing relatively higher proportion of CSD yielded tablets with fastest DT. The interacting variables of AB (TS and GEL) and BC (GEL and CSD) were significant at p < 0.05 exerting a negative effect on DT due to a negative sign of the regression coefficient. This suggests that these two interacting variables will lower DT. All the third-order terms were significant at p < 0.05 with A2BC and ABC2 exerting a positive effect while AB2C produced a negative effect. Figure 1b displays contour plot for DT generated from the regression equation to visualize the response surface pattern of changing levels of the factors on DT. Points having similar response values were connected to produce contour lines. Increasing the % proportion of TS from 90 to 98% caused a lowering in DT as expected because of the disintegrating characteristic of starches. Increasing concentrations of GEL from 1 to 9% gave rise to tablets with longer DT due to the binding nature of GEL which retards DT as its concentration increases in a formulation. The effect of increasing the % proportion of CSD from 1 to 9% produced a significant lowering in DT. This observation is in agreement with other studies where co-processing of excipients with CSD produced tablets with rapid DT (14,32). The contour plot was used to view the design space and observe the relative contributions of each factor on the response so as to establish desirable response values and mixture blend for the co-processed excipients. This provided the basis of numerical optimization as the ultimate tool for determining the most desirable mixture composition.
Optimization Studies
The numerical optimization method was used to search the design space for a combination of factor levels that satisfies the criteria placed on each of the responses and factors. Various criteria were considered to predict the composition of the co-processed excipient. The criteria set for the factors and response variables were TS (90–98%), GEL (1–9%), CSD (1–9%), TFS (≥ 4 MPa), and DT (≤ 2.5 min). Design Expert software conducted a search for solutions of possible combinations of the component excipients at varying proportions that will deliver the target responses of TFS (≥ 4 MPa) and DT (≤ 2.5 min). The seven (7) solutions obtained were ranked based on the desirability function (Table IV). The desirability function is a parameter used to rank the possible solutions obtained on the basis of the extent to which the criteria set for each variable is met by that solution (13,33). A solution having a desirability value of 1 implies that all the criteria set for the variables were achieved. The first solution containing TS (90%), GEL (7.5%), and CSD (2.5%) was ranked highest with a desirability value of 0.98. However, the first three solutions on the table denoted subsequently as SGS-A, SGS-B, and SGS-C were selected and prepared to confirm the prediction of the model. Evaluation of the response variables of the three optimized solutions revealed a close similarity with the values predicted. Hence, the validity of the model in optimizing the formulation of the co-processed excipient was established. Supporting studies were carried out on the three formulations to screen and make a final selection.
Supporting Studies
The goal of the supporting studies was to provide a strong basis for making a final selection of the optimized formulation of the co-processed excipient rather than rely solely on the recommendation of the DoE model. The first three formulations (SGS-A, SGS-B, and SGS-C) ranked based on their desirability function where characterized for flow, dilution potential, and moisture sorption capacity. Flow properties were assessed by measuring the angle of repose (AR), Carr’s index (CI), and Hausner’s ratio (HR).
The outcome of the study revealed that all three formulations are free-flowing as the AR did not exceed 30° which is considered appropriate for direct compression tableting (22,34). However, there was a significant difference (p < 0.05) in the values reported for CI and HR parameters as relatively low values were obtained for SGS-A compared to the other two formulations. This suggests that SGS-A possesses superior flow characteristics. The dilution potential plot (Fig. 2) which illustrates the relationship between the % composition of excipient in a formulation and the tensile strength of tablets shows that SGS-A requires the least proportion in a formulation to produce tablets of maximum tensile strength relative to SGS-B and SGS-C. This implies that SGS-A has greater carrying capacity for poorly compressible drugs due to its ability to create more interparticulate bonds between particles of the excipient and the drug leading to compacts with higher tensile strength (21,22,23). Adhesive forces are most likely to play a significant role in determining the loading capacity of the co-processed excipient being considered for direct compression. Studies have shown that there is a reduction in the interfacial adhesion between excipient particles as a result of the increasing proportion of the drug in the formulation which slides in between excipient surfaces, preventing bond formation. This invariably lowers the tensile strength of the compacts containing higher amounts of the drug (35).

Dilution potential plots of SGS-A, SGS-B, and SGS-C
Moisture sorption isotherms of SGS-A, SGS-B, and SGS-C are presented in Fig. 3a. The relationship shows a non-linear increase in moisture content with rising levels of relative humidity for all three materials. A characteristic sigmoid-shaped isotherm (type II) is observed for the three materials indicating that they are moderately hygroscopic (36,37). Similarly, all three materials exhibited hysteresis due to differences in the wetting (adsorption) and drying (desorption) curves. One of the practical applications of hysteresis occurs when a product is dried to a safe relative humidity level and then exposed to humid conditions during storage (36). The moisture sorption profile of the three materials shows that the least amount of moisture was adsorbed by SGS-A at 75% RH (< 10%). Due to the influence of moisture on tableting properties (38,39,40), it will be preferable to select an excipient with minimal water retaining capacity. Hence, SGS-A has been chosen because of its relative low hygroscopicity compared to SGS-B and SGS-C, making it the best-optimized formulation of the co-processed excipient to strongly support the recommendation of the DoE model in addition to its superior flow and dilution potential properties.

Moisture sorption isotherms of a SGS-A, SGS-B, and SGS-C and b TS, SGS-PM, and SGS
The best-optimized formulation subsequently referred to as SGS was compared to TS and SGS-PM in terms of flow and moisture sorption profile to evaluate the impact of co-processing in improving the functionality of the excipients. It was not possible to investigate the dilution potential of TS and SGS-PM as these two materials could not produce compacts when mixed with a poorly compressible drug. Evaluation of the flow properties revealed a significant improvement in the performance of SGS when compared to TS and SGS-PM. The AR parameter could not be measured for TS and SGS-PM as they were unable to flow out of the orifice due to predominance of cohesive forces existing between fine particles. The AR obtained for SGS did not exceed 30° suggesting that flow behavior was enhanced by co-processing. The HR and CI parameters obtained were consistent with the observed findings of AR. The moisture sorption profile of TS, SGS, and SGS-PM depicted in Fig. 3b did not reveal a wide variation in the moisture retaining capacity of the three materials. The slight increase in the amount of moisture adsorbed by SGS at 75% RH may be ascribed to the presence of CSD which creates a porous network that allows the influx of water translating to an increase in % weight gained. However, this behavior was exploited in the super disintegrating ability of SGS which was demonstrated in its tableting properties. Hence, co-processing was instrumental in developing a material suitable for direct compression of tablets.
The moisture sorption capacity of SGS was also compared with reference to PSV and SLC in Fig. 4. The amount of moisture adsorbed by the three materials followed the ranking: SGS > PSV > SLC. A greater degree of moisture was adsorbed by SGS because of its starch content. Starch-containing products are hydrophilic in nature, and because of their largely amorphous content, they are expected to adsorb more moisture compared to crystalline materials like PSV and SLC (37,39). Nonetheless, the amount of moisture adsorbed by SGS at 75% RH will not significantly affect its functionality in terms of flow, compression, and stability so as to impair its performance in tableting (37,39,40). Tolerable limits of moisture content in starches should not exceed 15%.

Moisture sorption isotherms of SGS, PSV, and SLC
SEM and FT-IR Analysis
SEM images of TS and SGS are presented as Fig. 5. The particle shape of TS particles appears mixed with the presence of oval-, spherical-, and polygonal-shaped particles with predominant smooth surfaces. Similar shaped particles were observed with SGS though surfaces appeared rough due to the integration of GEL and CSD into the particle structure of TS. The surface roughness of SGS may have contributed significantly to the improvement in tabletability compared to its physical mixture due to increase in adhesion between bonding surfaces during compaction (35,41). The spherical shape of SGS was derived to a great extent from TS as the major component of the co-processed excipient. The insertion of GEL and CSD did not alter significantly the spherical shape of TS. This may have been responsible in part for the enhanced flowability of SGS as observed earlier.

SEM images of a TS and b SGS
The FT-IR spectra of TS, GEL, CSD, and SGS are presented as an overlay plot in Fig. 6. The IR spectrum of SGS showed characteristic peaks at 3287, 2934, 1636, 1416, 1337, 1150, and 998.6 cm−1 corresponding to O–H stretch, C–H aliphatic stretch, NH bend, C–N stretch, C–O stretch, and C=H bend respectively. The FT-IR spectrum of SGS did not reveal any chemical reaction occurring during co-processing because the characteristic absorption bands observed in the IR spectrum of CS, GEL, and CSD were maintained in the spectrum of SGS. The dominance of the IR bands of TS in SGS is as a result of its greater proportion in the co-processed excipient. The characteristic IR bands were maintained in terms of position and intensity as there were no shifts recorded as a result of the formation of a new functional group. These findings are in agreement with the studies of Kittipongpatana and Kittipongpatana (6) who confirmed no compatibility issues when rice starch was co-processed with colloidal silicon dioxide.

FT-IR overlay of SGS, TS, GEL, and CSD
Compaction Behavior and CTC Profile
The material deforming properties of SGS, SGS-PM, PSV, and SLC were characterized using the Heckel and Walker models. The representative plots are illustrated in Fig. 7. The Heckel model is based on the relationship between the changes occurring in the porosity of the compacts formed as a function of compaction pressure. It was observed for all materials investigated that there was a corresponding decrease in porosity as the compaction pressure increased (Fig. 7a). The Heckel coefficient (P Y) referred to as the mean yield pressure is an indicator of the material’s ability to undergo plastic deformation and is extrapolated from the slope of the linear portion of the Heckel curve. Lower values of P Y reflects the ease at which plastic deformation occurs while higher values portrays resistance to plastic deformation (42,43,44). Comparing the Heckel profile of SGS and its physical mixture (SGS-PM), a lower yield value was obtained for SGS-PM suggesting a better deforming ability than SGS (Table V). This may have been attributed to the dominant plasticity of starch which was least affected by the mechanical properties of the other components in the physical mixture. On the other hand, the effect of the mechanical properties of these components was more pronounced when co-processed with starch into a single-composite excipients thereby impacting starch with brittle attributes resulting in SGS having a higher yield pressure. Essentially, the presence of CSD and GEL enmeshed in the particle structure of TS may have been responsible for their higher degree of resistance due to their brittle forming properties.

Compaction plots of SGS, SGS-PM, PSV, and SLC. a Heckel plot. b Walker plot
Though a faster onset of deformation was attained with SGS-PM, the total degree of densification occurring as a result of die-filling and compression at low pressures (D A ) was relatively higher with SGS compared to SGS-PM (Table V). Densification occurring as a result of particle fragmentation (D B ) was seen to be higher with SGS compared to SGS-PM. This is consistent with the observations on mean yield pressure. It has been demonstrated by other studies that co-processing improves the compaction behavior of the co-processed excipient compared to its physical mixture (12). Comparing the Heckel profile of SGS to PSV and SLC (commercial representatives), lower yield values was obtained for PSV and SLC suggesting a faster onset of plastic deformation occurring during compression as compared to SGS.
The Walker profile which measures the changes in specific volume of the compact with compaction pressure (Log P) for each material is presented as Fig. 7b. The Walker coefficient (W′) is a measure of the compressibility of the material, and it was resolved from the slope of the linear portion of the Walker plot for each material. Higher values indicate a greater of compressibility of the material (45,46). There was no much difference in the W′ coefficient values obtained for SGS and SGS-PM as shown in Table V. The ranking based on Walker coefficient was PSV > SGS > SGS-PM > SLC. Hence, PSV was found to be most compressible.
The CTC profile of SGS, SGS-PM, PSV, and SLC are displayed in Fig. 8. Compressibility and compactibility are two critical parameters that contribute to the tabletability of a material (40,43). Compressibility is the ability of a material to reduce in volume under the effect of applied pressure (47,48). It is normally presented as a porosity-pressure relationship. The compressibility profile appearing in Fig. 8a shows a decrease in porosity for all the materials with increase in compaction pressure. At 200 MPa, the minimum porosity attained by each material was ranked in the following order: PSV < SGS < SGS-PM < SLC. This implies that the greatest reduction in porosity over the range of pressures applied was obtained by PSV followed by SGS. The compressibility of the material has been related to an increase in bonding area occurring during compression due to a reduction in porosity thereby bringing particles in close proximity to each other to facilitate bonding (49,50). The minimum porosity obtained for SGS was 0.1 compared to 0.15 for SGS-PM indicating that co-processing improved the compressibility index of SGS. The difference observed was statistically significant at p < 0.05 (p = 0.002).

CTC plots for SGS, SGS-PM, PSV, and SLC. a Compressibility plot. b Compactibility plot. c Tabletability plot
The compactibility plot (Fig. 8b) which shows the relationship between the tensile strength of compacts and porosity is a reflection of the bond-forming ability of the material. It is a measure of the ability of a material to form compacts of sufficient mechanical strength under the effect of porosity (22,42,44). The compactibility plot revealed an increase in tensile strength with decreasing porosity of compacts. At porosity level of 0.1, maximum tensile strength was ranked in the following order: PSV > SGS > SLC > SGS-PM. This implies that a greater degree of bonding strength per unit area was obtained by PSV followed by SGS. There was a significant difference in the tensile strength of compacts obtained at porosity (0.1) for SGS and SGS-PM. The plot shows that compacts were not obtained at 0.1 (porosity) for SGS-PM compared to SGS that generated compacts > 2 MPa at the same porosity level. Hence, the compactibility index of SGS was enhanced as a result of co-processing. The presence of gelatin and colloidal silicon dioxide in the particle structure may have improved its bonding strength per unit area yielding compacts of higher tensile strength. The deposition of CSD on the surface of co-processed particles provides rough surfaces that facilitate particulate bonding by mechanical interlocking (6). Rough surfaces due to CSD clusters may contribute to packing density that promotes particulate bonding (17). The presence of CSD also promotes brittleness such that when pressure is applied during compression, particles fragment and new contact surfaces are generated which undergo plastic deformation for bond formation.
The ability of a material to be transformed into a tablet of sufficient mechanical strength was evaluated using the tabletability plot (Fig. 8c). This plot is represented by a tensile strength-compression pressure relationship. The plot shows that there was a corresponding increase in tensile strength as the pressure applied increased. Maximum tensile strength (12 MPa) was attained with PSV compacts compared to 4 MPa for SGS and SLC compacts. At 200 MPa, there was a significant difference in the tensile strength of compacts of SGS and SGS-PM. SGS produced much stronger compacts implying that it possessed a lesser degree of elastic relaxation occurring during the decompression stage of tablet development. Co-processing was therefore of some value in modulating the tabletability profile of SGS. This sums up the contribution of compressibility and compactibility to the tabletability of a material (41).
Tablet Properties
The results of the tests carried out on tablets prepared by direct compression using SGS, Prosolv®, and StarLac® is summarized in Table VI. The maximum official weight variation for tablets weighing ≥ 250 mg is 5% (30). There was no significant variation in the weights of tablets produced by SGS, PSV, and SLC as they were all within the limits specified by the USP/NF (30). This has been attributed to the uniformity in the flow of powder volumes of their respective formulations into the die cavity during tableting. The mechanical strength of a tablet is defined as the force that fractures a tablet across its diameter (47). Pharmaceutical tablets are required to have sufficient mechanical strength to withstand handling yet remaining bioavailable. The tensile strength of tablets prepared with different excipients ranked in the following order: PSV > SGS > SLC with PSV exhibiting superior tensile strength when compressed at the same pressure. This can be explained by the high bonding capacity of microcrystalline cellulose (MCC) which densify by plastic deformation and promote interparticulate bonding through hydrogen bonding and mechanical interlocking of the irregularly shaped elongated particles of MCC (20,51). The presence of silicon dioxide on the surface of MCC may also have contributed to its compressibility as a compressibility-enhancing agent (21).
Tablets of SGS, most likely, had lesser bonding sites than PSV due to the lower relative densities obtained during Heckel analysis. Relative density (solid fraction) or porosity is a major determinant of tablet strength (47). The denser the powder bed, the lower the porosity and the higher the strength of tablet. Essentially, tablets with sufficient mechanical strength have been produced using co-processed excipients (15,17). Tablet friability measures the ability of tablets to withstand stresses during handling and transportation. According to the USP/NF (30), tablets should show no more than 1% loss in weight. All the batches passed the friability except the batch containing SLC. The weakness of SLC tablets may be due to the brittle nature of lactose. The study also reveals that all the tablets produced passed the disintegration test with SGS tablets disintegrating in less than 30 s. The rapid disintegration time of SGS tablets may not be unrelated to deposition of silicon dioxide on the surface of starch during co-processing which leads to creation of more pore channels that imbibe more water into the matrix of SGS during disintegration (32,52). The drug release profile for SGS, PSV, and SLC reveal that more than 80% of ibuprofen was released after 60 min (Fig. 9). This agrees with the specification for drug release as mentioned under the monograph for ibuprofen tablets (30). The time taken to release 50 and 90% of drug respectively was fastest with SGS and SLC followed by PSV (Table VI). On the basis of the values obtained, SGS and SLC had similar drug release profiles compared to SGS and PSV. Due to the high plastic deforming ability of PSV, a stronger interparticulate attraction between the drug and excipient particles may have led to the slow detachment of the drug during dissolution. Contrastingly, the brittle nature of SGS and SLC, coupled with the high degree of porosity in both tablet matrices facilitated the rapid release of ibuprofen due to water uptake by capillary action.

Dissolution plots for SGS, PSV, and SLC tablets showing the amount of drug released with time
Comprehensive Summary
The rationale for co-processing is to produce novel excipients with improved functionality. The present study has generated a single-composite excipient labeled as SGS. The formulation of SGS is composed of TS (90%), GEL (7.5%), and CSD (2.5%). Design of Experiments (DoE) was applied using the Simple Centroid Mixture Design to optimize the composition of SGS. Based on the desirability function, three possible formulations were selected from the seven recommendations by the DoE model during optimization studies.
The three formulations labeled SGS-A, SGS-B, and SGS-C were further screened for selective discrimination by evaluating their flow properties, dilution potential and moisture sorption profiles. The three properties evaluated as a basis for making a final selection among the three formulations returned SGS-A as the best-optimized formulation of the co-processed excipient. Further studies were conducted on the novel excipient thereafter known as SGS in comparison to its parent excipient (TS) and the physical mixture of the interacting excipients (SGS-PM) to assess the impact of co-processing on the functionality modulation. The performance of SGS in terms of flow properties was superior to TS and SGS-PM on the basis of AR, CI, and HR parameters. Moisture sorption profile of SGS relative to TS and SGS-PM revealed slight differences in the amount of moisture retained at 80% RH. This implies that SGS is moderately hygroscopic and will not promote instability when used in the formulation of tablets.
The compaction properties of SGS analyzed using Heckel and Walker equations revealed a significant improvement in the extent of deformation occurring in the material as a result of co-processing. This is consistent with the findings of similar studies carried out to improve the functionality of excipients by co-processing. The CTC profile of SGS demonstrated an improvement in functionality as a greater degree of bonding area (compressibility) and a greater degree of bonding strength per unit area (compactibility) was observed when compared to SGS-PM. This was reflected in the superior tabletability profile of SGS over SGS-PM as stronger interparticulate bonds produced tablets of higher tensile strength.
Evaluation of the direct compression properties of SGS in the formulation of ibuprofen tablets yielded tablets with sufficient mechanical strength and rapid disintegration profile. With respect to drug release, SGS performed better than Prosolv® but was comparable to StarLac®.
CONCLUSION
The application of the mixture experimental design using the Design expert software led to the successful development and optimization of a starch-based co-processed excipient (SGS) with multifunctional properties. The optimized composition of SGS was found to be tapioca starch (90%), gelatin (7.5%), and colloidal silicon dioxide (2.5%). The flow and compaction properties of SGS performed better than tapioca starch, and its physical mixture in terms of the angle of repose, Carr’s index, Hausner’s ratio, compressibility, tabletability, and compactibility. Tablets of ibuprofen formulated by direct compression using SGS conformed to standard specifications and performed better than Prosolv® in terms of disintegration and drug release. This study confirms the suitability of SGS as a multifunctional excipient in tablet formulation by direct compression.
References
Odeku OA. Potentials of tropical starches as pharmaceutical excipients: a review. Starch/Staerke. 2013;65(1–2):89–106.
Alebiowu G. Studies on the tableting properties of Sorghum Bicolor Linn (Poaceae) starch I: evaluation of binder types and concentrations on the properties of sorghum starch granulations. Discov Innov. 2001;13(1/2):73–7.
Odeku OA, Schmid W, Picker-Freyer KM. Material and tablet properties of pregelatinized (thermally modified) Dioscorea starches. Eur J Pharm Biopharm. 2008;70(1):357–71.
Ochubiojo EM, Rodrigues A. Starch: from food to medicine. INTECH Open Access Publisher. 2012:488 p.
Rashid I, Al-Omari MMH, Badwan AA. From native to multifunctional starch-based excipients designed for direct compression formulation. Starch/Starke. 2013;65(Dc):552–71.
Kittipongpatana OS, Kittipongpatana N. Preparation and physicomechanical properties of co-precipitated rice starch-colloidal silicon dioxide. Powder Technol. 2011;217:377–82.
Adedokun MO, Itiola OA. Material properties and compaction characteristics of natural and pregelatinized forms of four starches. Carbohydr Polym. 2010;79(4):818–24.
Nachaegari SK, Bansal AK. Co-processed excipients for solid dosage forms. Pharm Technol. 2004;(January):52–64.
Saha S, Shahiwala AF. Multifunctional coprocessed excipients for improved tabletting performance. Expert Opin Drug Deliv. 2009 Feb;6(2):197–208.
Alebiowu G, Itiola OA. The influence of pregelatinized starch disintegrants on interacting variables that act on disintegrant properties. Pharm Technol. 2003;27(August):28–33.
Rojas J, Buckner I, Kumar V. Co-processed excipients with enhanced direct compression functionality for improved tableting performance. Drug Dev Ind Pharm. 2012;38(10):1159–70.
Daraghmeh N, Rashid I, Al Omari MMH, Leharne SA, Chowdhry BZ, Badwan A. Preparation and characterization of a novel co-processed excipient of chitin and crystalline mannitol. AAPS PharmSciTech. 2010;11(4):1558–71.
Chauhan SI, Nathwani S V., Soniwala MM, Chavda JR. Development and characterization of multifunctional directly compressible co-processed excipient by spray drying method. AAPS PharmSciTech. 2016;Aug(1):1–9.
El-Barghouthi M, Eftaiha A, Rashid I, Al-Remawi M, Badwan A. A novel superdisintegrating agent made from physically modified chitosan with silicon dioxide. Drug Dev Ind Pharm. 2008;34(4):373–83.
Hamid RAS, Al-Akayleh F, Shubair M, Rashid I, Al-Remawi M, Badwan A. Evaluation of three chitin metal silicate co-precipitates as a potential multifunctional single excipient in tablet formulations. Mar Drugs. 2010;8(5):1699–715.
Adeoye O, Alebiowu G. Evaluation of co-processed disintegrants produced from tapioca starch and mannitol in orally disintegrating paracetamol tablets. Acta Pol Pharm ñ Drug Res. 2014;71(5):803–11.
Rojas J, Kumar V. Comparative evaluation of silicified microcrystalline cellulose II as a direct compression vehicle. Int J Pharm. 2011;416(1):120–8.
Singh S, Rao RK V., Venugopal K, Manikandan R. Alteration in dissolution characteristics of gelatin-containing formulations: a review of the problem, test methods, and solutions. Pharm Technol. 2002;April:36–58.
Arora V, Gupta VB, Singhal R. Advances in direct compression technology. Pharma Times. 2007;39(2):26–7.
Edge S, Steele DF, Chen A, Tobyn MJ, Staniforth JN. The mechanical properties of compacts of microcrystalline cellulose and silicified microcrystalline cellulose. Int J Pharm. 2000;200:67–72.
Tobyn MJ, Mccarthy GP, Staniforth JN, Edge S. Physicochemical comparison between microcrystalline cellulose and silicified microcrystalline cellulose. Int J Pharm. 1998;169:183–94.
Adeoye O, Alebiowu G. Flow, packing and compaction properties of novel coprocessed multifunctional directly compressible excipients prepared from tapioca starch and mannitol. Pharm Dev Technol. 2014;7450(8):901–10.
Olowosulu AK, Oyi A, Isah AB, Ibrahim MA. Formulation and evaluation of novel coprocessed excipients of maize starch and acacia gum (StarAc) for direct compression tabletting. Int J Pharm Res Innov. 2011;2:39–45.
Gamlen MJD, Martini LG, Al Obaidy KG. Effect of repeated compaction of tablets on tablet properties and work of compaction using an instrumented laboratory tablet press. Drug Dev Ind Pharm. 2015;41(1):163–9.
United States Pharmacopoeial Convention. USP protocol for disintegration. USP/NF: In; 2008.
United States Pharmacopoeial Convention. USP protocol for bulk and tapped densities. USP/NF: In; 2012.
Sheokand S, Modi SR, Bansal AK. Dynamic vapor sorption as a tool for characterization and quantification of amorphous content in predominantly crystalline materials. J Pharm Sci. 2014;103(11):3364–76.
Heckel RW. Density-pressure relationships in powder compaction. Trans Metall Soc AIME. 1961;221:671–5.
Sonnergaard JM. Quantification of the compactibility of pharmaceutical powders. Eur J Pharm Biopharm. 2006;63(August 2006):270–7.
USP29-NF24. USP monograph: ibuprofen tablets. 2009.
Cornell JA. Experiments with mixtures: designs, models, and the analysis of mixture data, 2nd edition. New York: John Wiley & Sons; 1990. p. 83–9.
Nagpal M, Goyal A, Kumar S, Singh I. Starch-silicon dioxide coprecipitate as superdisintegrant: formulation and evaluation of fast disintegrating tablets. Int J Drug Deliv. 2012;4:164–74.
Chavan RB, Modi SR, Bansal AK. Role of solid carriers in pharmaceutical performance of solid supersaturable SEDDS of celecoxib. Int J Pharm. 2015;495(1):374–84.
Zhou Q, Armstrong B, Larson I, Stewart PJ, Morton DAV, Terada K. Improving powder flow properties of a cohesive lactose monohydrate powder by intensive mechanical dry coating. J Pharm Sci. 2010;99(2):969–81.
Sun CC. Decoding powder tabletability: roles of particle adhesion and plasticity. J Adhes Sci Technol. 2011;25(4–5):483–99.
Andrade RD, Lemus R, Perez CE. Models of sorption isotherms for food: uses and limitations. Rev LA Fac QUÍMICA Farm. 2011;18(3):325–34.
Murikipudi V, Gupta P, Sihorkar V. Efficient throughput method for hygroscopicity classification of active and inactive pharmaceutical ingredients by water vapor sorption analysis. Pharm Dev Technol. 2011;18:1–11.
Nokhodchi A. An overview of the effect of moisture on compaction and compression. Pharamaceutical Technol. 2005;(January):46–66.
Callahan JC, Cleary GW, Elefant M, Kaplan G, Kensler T, Nash RA. Equilibrium moisture content of pharmaceutical excipients. Drug Dev Ind Pharm. 1982;8(3):355–69.
Airaksinen S, Karjalainen M, Shevchenko A, Westermarck S, Leppänen E, Rantanen J, et al. Role of water in the physical stability of solid dosage formulations. J Pharm Sci. 2005;94(10):2147–65.
Osei-Yeboah F, Chang S, Sun CC. A critical examination of the phenomenon of bonding area—bonding strength interplay in powder tableting. Pharm Res. 2016:1–7.
Upadhyay P, Khomane KS, Kumar L, Bansal AK. Relationship between crystal structure and mechanical properties of ranitidine hydrochloride polymorphs. CrystEngComm. 2013;15(19):3959–64.
Ilić I, Govedarica B, Šibanc R, Dreu R, Srčič S. Deformation properties of pharmaceutical excipients determined using an in-die and out-die method. Int J Pharm. 2013;446(1):6–15.
Yadav JA, Khomane KS, Modi SR, Ugale B, Yadav RN, Nagaraja CM, et al. Correlating single crystal structure, nanomechanical, and bulk compaction behavior of febuxostat polymorphs. Mol Pharm. 2017;14:866–74.
Egart M, Ilic I, Jankovic B, Lah N, Srcic S. Compaction properties of crystalline pharmaceutical ingredients according to the Walker model and nanomechanical attributes. Int J Pharm. 2014;472:347–55.
Lamešic D, Planinšek O, Lavric Z, Ilic I. Spherical agglomerates of lactose with enhanced mechanical properties. Int J Pharm. 2017;516:247–57.
Zhou D, Qiu Y. Understanding material properties in pharmaceutical product development and manufacturing: powder flow and mechanical properties. J Valid Technol. 2010:65–77.
Khomane KS, More PK, Raghavendra G, Bansal AK. Molecular understanding of the compaction behavior of indomethacin polymorphs. Mol Pharm. 2013;10(2):631–9.
Šantl M, Ilić I, Vrečer F, Baumgartner S. A compressibility and compactibility study of real tableting mixtures: the impact of wet and dry granulation versus a direct tableting mixture. Int J Pharm. 2011;414(1–2):131–9.
Sun CC. Microstructure of tablet—pharmaceutical significance, assessment, and engineering. Pharm Res. 2016:1–11.
Rumman M. Understanding the functionality of MCC Rapid as an excipient for DC—moving towards QbD: University of Basel; 2009.
Singh I, Birender K, Prateek J. Preparation and characterization of starch-metal silicate co-precipitates—evaluation as tablet superdisintegrant. Polim Med. 2014;44(3):157–66.
Acknowledgements
This work was supported by the Research Training Fellowship for Developing Country Scientists (RTF-DCS) awarded by the Centre for Science and Technology of the Non-Aligned and Other Developing Countries (NAMS-TCT), India. We will also like to thank Quality Starch Chemicals (Tamil Nadu, India) for providing tapioca starch as a gift sample, Cabot Corporation for colloidal silicon dioxide, JRS Pharma (Germany) for Prosolv®, and Roquette Pharma (France) for StarLac®.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Apeji, Y.E., Oyi, A.R., Isah, A.B. et al. Development and Optimization of a Starch-Based Co-processed Excipient for Direct Compression Using Mixture Design. AAPS PharmSciTech 19, 866–880 (2018). https://doi.org/10.1208/s12249-017-0887-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1208/s12249-017-0887-x