
Abstract
In this study, the reducing smelting of chromite concentrates by EAF-assisted metallothermic method was investigated. The effect of AlPowder and AlDross addition amount, time, and the ratio of flux addition on the produced metal and slag compositions and metal recovery were investigated. It was seen that ferrochrome can be produced from fine-grained chromite concentrate by this method. As a result of EAF-assisted semi-pilot metallothermic smelting, the highest chromium content in produced alloys was 59.5 wt. %, while the highest chromium recovery from chromite concentrate to alloys was 76.7 wt. % in these experiments.
Graphical Abstract

Similar content being viewed by others

Introduction
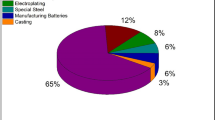
Stainless steels (SS) are alloys of iron and carbon which should contain at least 11% chromium [1]. Alloying elements besides chromium and nickel such as molybdenum, copper, and titanium, provides some advanced durability conditions [2]. SS product usage is distributed as in industries of chemical and power engineering (34%), food and packages (18%), and transportation (9%), followed by in household applications (28%) and electronic devices (6%) [3].
Annual production of stainless steel has been increasing since the first production of the alloy. Only recently world stainless-steel production decreased by 2.5% between 2019 and 2020 due to Covid-19. World stainless-steel melt shop production rebounded with an increase of 10.6% year on year in 2021 to 56.3 million mt, according to figures released by International Stainless Steel Forum (ISSF) on March 14 [4].
As stainless steel is the major metal that has the biggest growth rate, environmental issues such as CO2 emissions should be taken into consideration. The most significant outcome of CO2 emission as a greenhouse gas is contributing to global warming by increasing the temperature of the atmosphere. This issue is taken seriously as declared in Paris Climate Agreement. 196 countries agreed on decreasing the effect of humans on nature and climate. Some countries set themselves separate goals to fight against climate change, but the goal of the agreement is to limit temperature rise by 2 °C by 2050. Revisions even indicate that this increase in temperature should be limited to 1.5 °C [5].
Emissions of CO2 from different stages of stainless-steel production are examined separately. Emission quantification is needed for mainly three steps. These are i) ore preparation, ii) ferroalloy production, and iii) stainless-steel production and conversion into a final product. While all these stages cause CO2 emissions at certain rates, emissions vary depending on the production method of the electrical energy used for production. Chromium and nickel are responsible for 34.9 and 23.8% of total CO2 emission of production, respectively. The stages that cause most of the CO2 emission in order to produce 1 ton of SS production can be listed as follows: 1.01 ton CO2 (34.9%) from chromium production, 0.69 ton CO2 (23.8%) for nickel production, 0.49 ton CO2 (17.0%) for electricity, and 0.44 ton CO2 (15.2%) for direct emissions [6].
A more accurate approach can be made by investigating the life cycle assessment studies of stainless steel. Life Cycle Assessment (LCA) is a tool that shows the environmental impact of a process or an activity in terms of some parameters such as used energy, emission of gases, and toxicity. LCA is sometimes referred to as cradle-to-grave analysis as it involves environmental considerations starting from mining of the ores to the end of usage life and scrap recycling. A cradle-to-gate LCA analysis for stainless-steel production which does not encapsulate after primary manufacturing due to insufficient data is examined. According to this study, the consumptions in the production of 1 ton of SS in EAF and AOD are 0.323 t pig iron, 0.382 t ferronickel, 0.336 t charge/HC FeCr, 0.017 t carbon steel scrap, 0.036 t oxygen, 0.032 t argon, 0.004 t electrode, and 600 kWh electricity. The continuous casting stage requires 25 kWh of electricity. LCA results show that necessary energy consumptions for producing 1 kg of 304-grade SS are as follows: 22 MJ for iron production, 56 MJ for ferrochrome (FeCr) production, 110 MJ for ferronickel (FeNi) production, and 75 MJ for EAF&AOD route. Similarly, CO2 emissions for these stages to produce 1 kg of 304 SS are 2.0 kg, 5.1 kg, 8.9 kg, and 6.6 kg, respectively. The total Global Warming Potential (GWP) in producing 1 kg of 304-grade stainless steel from ferronickel as a nickel source is 23.5 kg CO2 [7].
As CO2 emissions in stainless-steel production are dominated by the preparation stages of Cr and Ni alloys, new methods should be investigated in order to decrease the usage of electricity or energy and CO2 emissions [7].
FeCr production can only be held economically by the usage of chromite ores. 97% of the produced ore is used in the metallurgical industry, and the rest is shared between the chemistry and refractory industry. In order for a produced ore to be used in the metallurgical industry, preference is given for ores which contain more than 46% Cr2O3, and with a Cr:Fe ratio greater than 2:1 [8,9,10].
There are three types of FeCr: high carbon (HC), medium carbon (MC), and low carbon (LC). Also, another type of FeCr is ‘charge chrome’ which contains 50% chromium and 6–8% carbon, which is primarily applied to stainless-steel production [11]. Production routes for all of them require EAF (Electric Arc Furnace) for the smelting stage. Producing FeCr involves a significant amount of energy consumption and CO2 emission values.
The production of 1 ton of LC-FeCr by the Perrin Process consumes 8892 kWh energy; 6638 kWh for FeSiCr production; and 2254 kWh for mixing stages. For 1 ton of FeSiCr prepared for LC-FeCr production, approximately 1300 kg of CO and 20 kg of CO2 are emitted. In the Perrin process, as it is a metallothermic reaction, only 12 kg of off-gas is released [12, 13].
An LCA study has been made for FeCr in stainless-steel production assuming that produced material is charge chrome containing 56% chromium. The required electricity consumption to produce 1 t of FeCr is stated as 3534.2 kWh from mining to a final product. Total energy consumption for producing 1 kg of FeCr is calculated as 56 MJ and CO2 emission is 5.1 kg. Overall, Global Warming Potential (GWP) is stated to be 5.3 kg CO2/kg [7].
One other environmental concern dealt with is the decrease in high grade lumpy ores. Therefore, low-grade ores gain importance, and the concentrate is produced for metallurgical applications by applying various ore enrichment methods. Products obtained as a result of enrichment are mostly in the form of fine-grained powder.
The metallothermic process is also called self-propagating high-temperature synthesis (SHS) for some applications. SHS methods provide various advantages such as short process time and low energy consumption that make them suitable for the production of different materials including advanced materials, boride-based ceramics, intermetallic compounds, binary or ternary alloys, heat resistant refractory materials, etc. [14, 15].
Yücel et al. studied the laboratory-scale LC-FeCr production from chromite concentrate via the aluminothermic method in a ladle, and it was experimentally proved that production is possible without external electrical energy. The highest Cr content and Cr recovery in alloys were found as 71.7% and 71.8%, respectively [16].
Majumdar et al. successfully prepared FeCr alloy containing low carbon, aluminum, and impurities by using Indian chromium ore (59.2% Cr2O3) as the starting material. As a result, chromium was recovered to the FeCr alloy at a rate of 70% [17].
Wenzel et al. showed that ashes with high chromium oxide (62.3% Cr2O3) content, which are released in the processing of shoe leather waste, can be used as raw materials, and low carbon ferrochrome alloy can be produced by the aluminothermic method. The results of this study showed that the Cr content was slightly below standards and the Ti, P, and S content levels were high. Therefore, it has been reported that more pre-treatment is required to remove the impurities from the ash [18].
Eissa et al. investigated some of the parameters affecting the possibility of utilization of a low-grade chromite ore (38.0% Cr2O3) for the production of extra-low carbon FeCr. Pilot plant experimental heats were carried out to determine the optimum condition to get the highest recovery and metallic yield using the aluminothermic process. As a result, it has been reported that the method can be successfully applied on a semi-industrial scale for the production of low carbon FeCr containing 61% chromium (0.02% C) [19].
Güngör et al. showed that alloys containing 57.3–69.5% Cr and 0.025–0.020% C can be obtained from concentrates Eti Krom A.Ş. containing 47.2% Cr2O3, with 64–66% Cr recovery by aluminothermic reduction. [8].
Doğan et al. investigated the reduction of ores achieved by lab-scale D.C. electric arc furnace. The reduction of chromite ores was realized using the carbon within the graphite electrode, and also the effect of the flux (CaF2) addition was investigated. In this study, the chromium recovery rate to metal was between 65 and 75% [20].
Due to environmental and economic reasons, different kinds of dross and scraps have been used for the recovery of metals at the industrial level. In the last few decades, the availability of dross and similar materials containing a significant amount of metallic aluminum has been increasing. Ochoa et al. studied that a similar situation occurs with magnesium alloys, and in the last few years, the automobile industry became an important source of magnesium scrap since the demand for this metal has increased considerably. For this reason, R. Ochoa et al. made experiments by using magnesium-based scraps for chromium oxide reduction. In this work, FeCr was obtained at low temperature by metallothermic reduction of chromite ore using magnesium scrap as a reducing agent. The maximum conversion efficiency of Fe and Cr was 38% at 1050 °C, 3 h of reaction, and 75% excess of magnesium scrap. Under these conditions, FeCr was located in the center of the reduced particles, surrounded by layers of MgO, with traces of MgAl2O4, AlN, and FeAl2O4, which limited the diffusion of magnesium or aluminum inside of the chromite particles, causing incomplete reduction. [21].
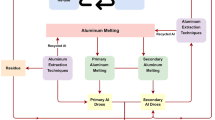
In this study, fine chromite concentrates are used as raw materials that were supplied from ETİ Krom. Also, as most of the CO2 emission is derived as a result of carbon-based reductants, the production of FeCr with aluminothermic reduction is held. Two types of aluminum sources are used as reductants. One of them is aluminum granules, and since it is more economical, the other one is the metallic aluminum-rich part obtained by recycling aluminum melting drosses (AlDross) that were supplied from EFE Aluminum [22]. The effect of charge composition, time (duration), and reductant ratio on produced metal and slag contents are examined after DC (direct current) EAF smelting. The EAF system was preferred in this study because it provides the advantage of continuous operation compared to the ladle system.
Experimental Study
In this study, aluminothermic reduction conditions were investigated for Fe–Cr alloys. Aluminum powder and AlDross were used as reductants.
Equipments
Aluminothermic reactions were conducted in a 270-kVA DC EAF with two electrodes. The chrome magnesite castable refractory lined EAF crucible has a charge capacity of 25 kg. (The inside diameter of the furnace was 30 cm and 50 cm in depth). The schematic view of EAF is given in Fig. 1. The electric arc strike was ignited, and the furnace was preheated before charging the raw materials. A preheating session was applied to heat the linings, control the arc strike, and elevate the electrode. In the experiments, a fixed bottom electrode with a diameter of 8 cm and a moving upper electrode with a diameter between 4.3 and 8.5 cm are used.

a Logic layout and b schematic view of the laboratory size 270-kVA DC EAF
A turbula mixer was used to obtain a homogeneous mixture of raw materials. In order to measure the temperature of the furnace during experiments and pouring procedure, an optical pyrometer (CEM DT-8869H) was used. Graphite crucibles were used to collect molten metal for the experiments where pouring was held. A ring mill was used for grinding the products before analysis. PANalytical X’Pert Pro Powder Diffractometer was used for phase analysis. Optical Emission Spectroscopy (OES, Oxford Instruments Foundry-Master Xpert) device was used for chemical analysis of the produced alloys. Also, ETİ Krom A.Ş. company supported the study with the Leco CS230 instrument for carbon and sulfur analysis. Atomic Absorption Spectrophotometer (Shimadzu AA-7000) was used for the remaining chemical analysis of slags and raw materials.
Raw Materials
KEF chromite concentrate (KCC) was used as a chromite source. Chemical analysis results and sieve analysis results of the KCC are given in Tables 1, 2, respectively. XRD result is given in Fig. 2. Three major phases were observed, which are Al0.56Cr1.44Fe0.52Mg0.48O4 (98–005-8976), Fe0.38Mg1.62O4Si (98–002-8585), and Mg3Si2O9 (96–900-4510). Aluminum was supplied from two different sources. The first one is the purer powder with 98% Al content and 200–800 µm grain size that was obtained from ASK Chemicals. Since it is more economical, the metallic aluminum-rich part obtained by recycling aluminum melting drosses (AlDross) was obtained from EFE Aluminum to be used as the second source of Al in reduction smelting processes in EAF. Chemical and sieve analysis results of the aluminum powders are shown in Tables 3, 4, respectively. Partially calcined limestone was used as a flux. Flux was obtained from the limestone producing company after 85% calcination and was used directly without additional calcination in the smelting experiments. Since CaO can be easily hydrated, the manufacturer produces 85% calcined limestone instead of full calcined limestone for metallurgical applications and offers it to the market. All of the images of the raw materials are given in Fig. 3.

XRD pattern of KCC

Raw materials a KCC b AlPowder c AlDross d CaO
Experimental Procedure
FeCr alloys were produced from a mixture of chromite concentrate, aluminum as reductant, and CaO as flux. The additional amount of Al used as a reducing agent was chosen in the amount to reduce the chromium and iron oxides in the KEF chromite concentrate, and this amount was called the stoichiometric ratio. The weight and stoichiometric ratios of the aluminum in smelting experiments are given in Table 5. In some experiments, AlPowder and AlDross were used together. Their stoichiometric addition ratios (CaO/KCC) are also shown in the same table for each experiment.
After the raw materials were weighed, the mixture was prepared in a turbula mixer and these mixtures were fed to the EAF that was preheated for 15 min. The voltage, current, and energy consumption values were measured manually. In the first group of experimental studies (experiments 1–3), the arc was cut after the smelting process was completed, and the furnace was left for cooling. Then, metal product and slag phases were taken out from the furnace crucible and further weighed and analyzed. In the second group of experiments (experiment no; 4–7), metal and slag phases were poured into the graphite ladle by tilting the furnace. During the pouring of ferrochrome and slag, the temperature was measured by using an optical pyrometer. A low amount of the metal and slag remained in the furnace crucible due to cooling. They were also collected and used for mass balance calculations.
The weight and length of the upper graphite electrode were measured before and after each experiment. In each experiment, electrical energy and graphite electrode consumption values were measured and recorded.
The upper graphite electrode with a diameter of 4.3 cm was replaced with thicker electrodes (6–7-8.5 cm Ø) due to the successful first set of experiments. After each experiment, the abrasion, weight loss, and spillages on the lower electrode and the furnace lining were carefully cleaned up, and the lower electrode was replaced if necessary.
The smelting duration and the electrode diameter used were selected as parameters, as well as the chromite, aluminum, and CaO amounts, and their effects on the ferrochrome content and the recovery rate of chromium on the alloy were investigated. Details of the experiments’ parameters are given in Table 5.
The amount of aluminum to be used in chromite reduction was calculated for Reaction No.3 in Table 6. This stoichiometrically required amount of aluminum varied between 100 and 140% in the experiments. In the experiments where AlDross was used as a reductant, the required stoichiometric aluminum amount was calculated by using the metallic aluminum content of this material. The amount of CaO added in order to increase the slag fluidity was changed from 2.97% to 13.47% of the chromite weight.
Experiments 1 and 2
In these two experiments, the charge mix was fed into the furnace at once. Metal and slag pouring were not carried out, and the smelted product was cooled in the furnace.
Experiment 3
In this experiment, the charge was prepared in two batches, but smelted together. In the first group, 6 kg of KCC and AlPowder were used with a 100% stoichiometric ratio. In the second group, 5 kg of KCC and AlDross were used with a stoichiometric ratio of 120%. These two charge mixes were fed sequentially.
Experiment 4
Since the metal and slag will be poured from the furnace to the ladle in this experiment, CaO up to 13.4% by weight of chromite was added to increase the slag fluidity.
Experiments 5, 6, and 7
These experiments were carried out to optimize the amount of CaO addition.
Experiment 7
In this experiment, unlike the others, in order to determine the effect of the two different types of aluminum used, two consecutive pouring were taken for the feeding and smelting processes of each charge. After the first pouring, the second smelting process could be continued without any difficulties.
Results
Thermodynamic Investigation
Gibbs free energies of oxides formation (ΔG°) and specific heat (SH) values, as well as adiabatic combustion temperature (Tad) values, can be used, in determining whether reduction reactions can propagate by themselves. Enthalpies of reactions and heat generated per gram of the products related to the experiments were listed in Table 6. Under conditions where chromite containing Cr2O3, Fe2O3, SiO2, NiO, MgO, and Al2O3 reacts with AlPowder and AlDross (Al-rich part of Al white dross), Tad values were calculated with FactSage 7.2 (Reaction module) and shown in Fig. 4 (a) and (b), respectively. As can be seen from the figures, when AlPowder or AlDross are used as reducers in chromite reduction, the Tad values (approximately 2400 °C) are higher than the melting temperatures of both of the chromium alloys (Cr; 1907 °C, FeCr; 1400–1700 °C) desired to be produced and Al2O3 (2054 °C), which is the main component of the slag to be formed. The calculations also showed that if AlDross is used as a reductant, it should be used in a higher amount than pure AlPowder. Thus, the melting temperature difference results in a very good separation between the alloy and the slag phases.

Simulated results for the effect of metallothermic reaction of added Al on the Tad value, for AlPowder (a), for AlDross (b)
Since the reduction of some oxides in the chromite concentrate such as Al2O3, SiO2, MgO, etc. may decrease the reaction heat during the aluminothermic process, additives such as sodium chlorate (NaClO3) and chromic acid (CrO3) may be used to increase the reaction heat as shown in Eq. 5 and 7 in Table 6.
By using the thermochemical software with appropriate databases, complex reactions that occur in such processes can be calculated. The effects of Al added to reduce oxides in chromite on metallothermic process product compositions were also calculated for AlPowder and AlDross and shown in Fig. 5 (a) and (b), respectively. As can be seen from Fig. 5 (a) and (b), the increased amount of Al addition mainly increases the reduction of Cr from chromite and/or slag, while causing increased dissolution of Al in the alloy phase.

Simulated results for the effect of Al added to reduce oxides in chromite on metallothermic process product compositions, for AlPowder (a), for AlDross (b)
Calculations using thermodynamic data such as Gibbs free energies of oxides formation (ΔG°), specific heat (SH) values, and adiabatic combustion temperature (Tad) values revealed that the aluminothermic method can be used for chromite reduction for the production of Cr-Fe alloys. The theoretically consumed or released energy amounts to produce 1 ton of FeCr from ETİ KROM INC. KEF chromite concentrate (KCC) with both carbothermic and aluminothermic processes were also calculated by HSC Chemistry 6.1 simulation. As a result of the calculations, it was observed that in the carbothermic method to produce 1 ton of FeCr in the smelting processes to be carried out at 1700 °C, more than 5100 MJ of energy should be added to the system theoretically, whereas in the case of the application of the aluminothermic process for the same purpose, the energy of 1550 MJ was released.
EAF was used in this study to increase the reduction duration by keeping the liquid phases formed as a result of the metallothermic reaction in a longer liquid state. Thus, it is aimed to increase the chromium recovery by keeping the molten metal and slag phases liquid for a longer time by using EAF to assist the metallothermic process, and by allowing the reduction of chromium oxide compounds remaining in the slag. Especially as seen in Table 6, the heat released with the addition of CaO is insufficient. The remaining heat is supplied with electricity in the EAF.
The compositions of the ferrochrome alloys and slags produced in the experiments are given in Tables 7 and 8, respectively. As can be seen from Table 7, while the chromium content in alloys varies between 54.9 and 59.5%, the carbon content varies between 2.6 and 8.6%. The silicon content in the alloys varies between 0.94 and 6.4%, while the highest aluminum content is 4.6%. Aluminum content in alloy changes depending on the addition amount of reductant and type. In these experiments, chromium recovery from chromite concentrate to alloys also varied between 36.1 and 76.7%. The Fe content of the alloy followed a stable ratio. The iron content varies within the range of 26%–37%. The metal weights obtained as a result of the experiments vary between 1360 and 4080 g depending on the charge weight. The highest produced metal weight was recorded in Experiment 4 as 4078 g.
It can be seen from Table 8 that the content of Cr2O3 in slags varies between 26.59% and 2.14%. Fe2O3 content in the slag varies between 10.07% and 0.45%. CaO content in slag varies between 19.35% and 0.25% depending on the amount of flux addition. The MgO content in the slag varies between 36.69% and 14.86%. However, in Experiment 7 where CaO/KCC = 0.05 and chromium reduction was high, MgO was collected at a high rate in the slag (28–36%).
The formula \((\frac{MgO+CaO}{SiO2+Al2O3}\)) was used to calculate the basicity of the slag [23]. As a result of the calculations, the experiment with the lowest basicity of the slag was recorded as Experiment 3 with 0.19, and the experiment with the highest level with 1.2 was recorded as the second pouring of Experiment 7.
In Table 9, the energy, time, and electrode consumption data obtained as a result of the experiment are given. Before smelting, preheating applies for approximately 15 min. In addition, the smelting durations of the experiments are between 30 and 100 min. This table shows that the highest temperature was recorded as 1900 °C in Experiment 2 during pouring. Electrode consumption was recorded in terms of both height and weight loss. The experiment with the highest electrode consumption was recorded as Experiment 3. In Experiment 3, while 18.9 cm was consumed in height, 663 g in weight was lost. The energy consumed during melting was recorded as between 19 and 64 kWh.
Discussion
In this study, the effect on reduction efficiencies was investigated by using two different Al sources both together and separately. The amount of aluminum used as a reductant was calculated as the amount to reduce only chromium and iron oxides in the ore, and this was called the stoichiometric ratio. The first one is AlPowder, and the second is the recycling product, which is preferred because it is a more economical resource and is called AlDross in this study. In the first experiment (Experiment 1), only AlDross was used and the reduction ability was investigated. A commercial AlPowder containing 98.1 wt.% Al was chosen as a reductant in Experiment 2. This AlPowder was chosen so as to mainly understand the evolution of the basic reaction behaviors when compared to a low-purity AlDross which contains 64.9 wt.% Al. In both experiments, 5000 g of KCC was used. AlDross stoichiometry is 100%, and AlPowder stoichiometry is 140% in Experiments 1 and 2, respectively..
In the second run of Experiment 7 and in Experiment 1, only AlDross was preferred as a reductant. On the other hand, in the first run of Experiment 7 and in Experiment 2, only AlPowder was preferred as a reductant. AlDross and AlPowder were used as reductants by mixing with different stoichiometric ratios in the rest of the experiments. In order to decrease the high aluminum oxide content in the slag and increase the fluidity and reduce the melting temperature of the slag, the effects of CaO addition in certain amounts (2.97–13.47%) of the chromite concentrate amount were investigated.
With the addition of high amounts of CaO (Experiment 4, 13.47% CaO), the amount of chromium oxide remaining in the slag increased and chromium yield in the metal decreased. Within the scope of this, the CaO amount was reduced in further experiments. CaO/KCC ratio was reduced down to 3% and as a result, the optimum ratio was determined as 5% (Experiment 7). With the addition of 5% CaO, the content of silicon in the metal decreased. This can be attributed to the formation of calcium silicate aluminate and magnesium oxide mixed phases in slag. Hence, the metal recovery efficiency increased and a successful pouring was carried out. As an effect of high CaO addition, the carbon content of the alloy in Experiment 4 is lower (1.2%) compared to others and the electrode consumption of Experiment 4 is less than the others (weight loss is 263 g, shortening is 1.54 cm) when considering the amount of raw materials used.
The carbon content in the alloy compositions is in the middle carbon and high carbon FeCr class. In this study, the use of a fixed bottom electrode was previously mentioned. Since the aluminothermic reaction is highly exothermic, it causes the lower electrode to wear. Carbon transfers from the worn graphite electrode to the alloy. If it is aimed to produce low carbon FeCr in future studies, EAFs with only top-immersion electrodes should be used. Because even if the electrodes immersed from the top are worn, they do not contact the alloy. Thus, a high amount of carbon transfer to the alloy will not be possible.
Upper electrode diameters were changed between 4.3 and 8.5 cm to investigate the effects of electrode size. The aim is to increase the capacity in each experiment by increasing the diameter of the electrode. In the experiments, when only AlDross was used as a reductant (Experiment 1), the temperature of the furnace reached 1700 °C, while it reached 1900 °C when only AlPowder was used (Experiment 2). It was observed that the temperature of the furnace increased when only AlPowder was used, as the reaction is extremely exothermic. This increment results in the rising of the furnace inner lining and electrode consumption significantly. In Experiment 1 using only AlDross, the upper electrode consumption was 170 g (electrode ⌀4.3 cm), while the electrode consumption of Experiment 2 using only AlPowder was 473 g (electrode ⌀4.7 cm).
When Fig. 6 is examined, a structural interpretation can be made for the slag obtained [24]. Based on the slag composition obtained in the experiments, it was determined that the compound structure of the slag could be MgAl2O4 (spinel), Mg2Al4Si5O18 (cordierite), and 3Al2O3·2SiO2 (mullite). Again, by examining the phase diagram, the required temperature for the formation of these compounds is around 1500–1700 °C. Considering Table 9, it can be seen that the reached temperature values are sufficient for the formation of these compounds.

Phase diagram region of experiments average
Figure 6 shows a region with the average values of the slag obtained in the experiments. However, it should not be ignored that there are FeO, CaO, and Cr2O3 in the slag. The CaO contained in the slag is expected to cause a significant temperature drop.
Considering the values obtained using the formula (\(\frac{MgO+CaO}{SiO2+Al2O3}\)), the slags were recorded as both acidic and basic. Values of 1 and less than 1 are called acidic slag. The refractory used in this study is basic refractory. Acidic slags damaged the furnace refractory and distort the furnace configuration. It was observed that the furnace refractory was severely damaged in the experiments in which acidic slag was obtained (Basicity is 0.19 for Experiment 3 and 0.25 for Experiment 1). After these experiments, which are considered as preliminary experiments, by adding the necessary amount of flux, both the basicity was balanced and the slag fluidity was optimized.
As can be seen in Fig. 7, the chromium recovery values are high at low basicity levels and in experiments with a basicity level higher than 1. However, a basicity level above 1 is preferred as it prevents damage to furnace refractories which occurs at low basicity levels. Also, a high rate of silicon transfer from the raw material to the metal was observed at low basicity levels. For this reason, the addition of CaO to increase the basicity level is important to increase the purity of the metal and protect the refractories.

Basicity effect on chromium recovery and chromium in slag (%)
However, the data in the literature showed that chromium recovery values remained below the desired levels, especially without any external supplementary energy. Since it is not possible to reduce some oxides such as Al2O3, MgO in the chromite concentrate with an aluminothermic process, such components may reduce the reaction temperature during the reaction, so chemical additives such as sodium chlorate (NaClO3), potassium chlorate (KClO3), and chromic acid (CrO3) can be added. The extreme exothermic properties of such chemical materials, and the toxic properties of some, limit their industrial use. However, even under the conditions in which these chemicals are used, due to the completion of metallothermic reduction reactions in a very short time, the chromium recovery rates for the final product cannot exceed 70%.
Conclusion
FeCr is used in the production of stainless steel, for its advantages of low melting points, and its cost is lower than pure metals. FeCr is produced by carbothermic, silicothermic, or aluminothermic reduction. The carbothermic process is the most common because the carbon used as a reducing agent is cheaper. However, the FeCr production is a highly electrical energy intensive process. The current method of FeCr production, which is used globally, involves carbothermic smelting reduction of chromite in submerged electric arc furnaces (SEAF). However, the reactions from reduction to obtain iron chromium alloys starting from Cr2O3 and Fe2O3 mixtures are endothermic; therefore, the process requires high amounts of electric energy where two thirds of the total power is supplied (4000–4800 kWh/ton) and is used to heat the raw materials. Another disadvantage is that a decarburizing step is required at the end of the process to obtain products with suitable compositions. Special iron–chromium alloys with low carbon content are obtained by other methods, such as metallothermic reduction, or molten salt electrolysis. To satisfy the demands of iron–chromium alloys, a lot of research has been focused on the use of low-grade chromite ores, not only for energy savings but also to optimize the reduction process, especially those which use melting and reduction with an electric arc furnace. It can be concluded that many of the reduction processes of chromite ore were performed at high temperatures using carbon.
Therefore, the aim of the metallothermic FeCr production part of the research was to develop an alternative method for obtaining ferrochrome with low energy consumption and low carbon emission, using metallic aluminum-rich fraction produced from Al melting drosses as a reducing agent. The aluminothermic production of metals and alloys has been widely studied. However, its application for the production of low carbon FeCr has not been given the attention of researchers in developing countries despite its technical simplicity and the low capital investment it requires. The most important consideration in the development of a satisfactory aluminothermic reaction is that the self-propagating reaction which occurs throughout the charge shall produce enough heat to melt the products of the reaction and to allow separation of the metal and slag. The aluminothermic reduction process usually proceeds outside the furnace when the reaction temperature exceeds the melting point of the oxides being reduced. If the amount of heat evolved from the reduction process is insufficient for melting of the charge, external sources, such as energizers or preheating the charge, are used to supply the charge with additional energy.
With the decrease in rich-grade lumpy chromite ore in the world, the necessity of ore enrichment is increasing. The agglomeration processes of fine-grained ores resulting from enrichment processes cause additional investment costs as well as an extra increase in the currently existing high energy and heavy gas emission values during FeCr production. For this reason, in this study, fine-grained concentrates were directly charged to the lab-scale EAF for aluminothermic reduction smelting, and it is shown that these kinds of raw materials can be used in the production of FeCr directly. With the help of the results of this study, it will be possible to use natural resources more efficiently.
Using aluminum as a reductant instead of carbon causes the reaction to be more exothermic. It has been shown by thermodynamic calculations that the heat resulting from the exothermic reaction with aluminum is sufficient to smelt metal and slag as well as reduction reactions. However, electrical energy is only used to keep the metal and slag in liquid form and extend the reduction duration of Cr from slag to metal phase in this work. In this way, the amount of electrical energy obtained from fossil fuels has been significantly reduced and the amount of gas emission has been decreased indirectly.
The laboratory type electric arc furnace used in this work has two electrodes. Because one of them is a fixed bottom electrode, it is in direct contact with the liquid alloy produced as a result of reducing smelting. The carbon dissolution of the alloy with the severe carbide-forming nature of chromium could not be prevented. However, it is known that it is possible to produce lower carbon FeCr alloys in EAF systems, in which both electrodes are immersed from the top, and is the preferred approach.
One of the important results shown from this work is that the process is sustainable regarding the valorization of industrial waste. It has been shown that aluminum dross, a waste product from aluminum production can be used as a reducing agent. This intermediate product, called AlDross in this work, is melted and Al is poured to obtain an ingot. These Al ingots can be used in the Al industry as well as for the deoxidation (reduction) of iron oxide in many steel producers. Thus, the intermediate product is intended to be transformed into a product without additional processing or wasting energy and labor. LCA will show use of aluminum dross is a preferred method in keeping down overall CO2 emissions.
References
Davis JR (2000) Alloy digest sourcebook: stainless steels. ASM International, USA
Singh R (2016) Applied Welding Engineering. Elsevier
ISSF (2022) Stainless steel in figures. https://www.worldstainless.org/statistics/stainless-steel-in-figures/. Accessed 11 Apr 2022
ISSF (2022) Stainless steel meltshop production 2021. https://www.worldstainless.org/statistics/stainless-steel-meltshop-production/stainless-steel-meltshop-production-2021/. Accessed 11 Apr 2022
Gillis M (2020) EMEA Industry Manager Metals Rockwell Automation. In: Future Aluminium Forum Digital. https://futurealuminiumforum.com/content-images/speakers/4-Marc-Gillis-Aluminium-Making-CO2-Free-and-Fully-Digital-The-Hurdles-and-the-Solutions.pdf
ISSF (2022) Stainless Steels and CO2. https://www.worldstainless.org/news/stainless-steels-and-co2/. Accessed 11 Apr 2022
Norgate T, Jahanshahi S, Rankin W (2004) Alternative routes to stainless steel–a life cycle approach. In: Tenth International Ferroalloys Congress. Cape Town, South Africa.
Güngör MN, Benzeşik K, Buğdaycı M, Yücel O (2015) Production of molybdenum-, nickel-, chromium-containing iron-based alloys via metallothermic process. In: The Fourteenth International Ferroalloys Congress. Kiev, Ukraine, pp 133–138
Tahtakıran E (2007) Kromit, Ferrokrom ve Paslanmaz Çelik Sektörlerine Genel Bakış. İstanbul
Gasik M (2013) Handbook of ferroalloys. Elsevier
Ellis W (2000) Ullmann’s encyclopedia of industrial chemistry. Wiley
Habashi F (1997) Handbook of extractive metallurgy. Wiley
Weitz H, Garbers-Craig AM (2016) Evaluation of the furnace method for the production of low carbon ferrochrome. Miner Process Extr Metall Rev 37:168–178. https://doi.org/10.1080/08827508.2016.1168413
Bugdayci M, Turan A, Yücel O (2020) Production of magnesium-strontium alloys through vacuum metallothermic process. Metall Mater Trans B 51:1254–1262. https://doi.org/10.1007/s11663-020-01825-9
Demircan U, Derin B, Yücel O (2007) Effect of HCl concentration on TiB2 separation from a self-propagating high-temperature synthesis (SHS) product. Mater Res Bull 42:312–318. https://doi.org/10.1016/j.materresbull.2006.05.032
Derin B, Erçayhan S, Yücel O (2004) Effects of charge components on reduction of chromite concentrates by aluminothermic process. In: Tenth International Ferroalloys Congress. Cape Town, South Africa. https://www.academia.edu/5295509/EFFECTS_OF_CHARGE_COMPONENTS_ON_REDUCTION_OF_CHROMITE_CONCENTRATES_BY_ALUMINOTHERMIC_PROCESS
Majumdar S, Paul B, Kishor J, Kain V (2020) Technology for preparation of low-carbon ferrochromium from Indian chrome ore by aluminothermy process. BARC Newsletter, 1–5. https://www.researchgate.net/publication/346675275_Technology_for_preparation_of_low-carbon_ferrochromium_from_Indian_chrome_ore_by_aluminothermy_process
Wenzel BM, Zimmer TH, Fernandez CS et al (2013) Aluminothermic reduction of Cr2O3 contained in the ash of thermally treated leather waste. Brazilian J Chem Eng 30:141–154. https://doi.org/10.1590/S0104-66322013000100016
Eissa MM, El-Fawakhry KA, Mishreky ML, El-Faramawy HR (2010) The aluminothermic production of extra low carbón ferrochromium from low grade chromite ore. In: The Twelfth International Ferroalloys Congress. Helsinki, Finland, pp 431–438. https://www.pyrometallurgy.co.za/InfaconXII/431-Eissa.pdf
Doğan A, Arısoy F, Şeşen K, Yücel O (2000) Chromium recovery into the liquid metal from chromite ores by using electric arc. In: 10th International Metallurgy and Materials Congress, Istanbul, Turkey, pp 179–186
Ochoa R, Flores A, Torres J et al (2016) Kinetic study on the metallothermic reduction of chromite ore using magnesium scrap. Can Metall Q 55:210–220. https://doi.org/10.1080/00084433.2016.1146432
Polat BT, Öner İE, Kan S et al (2022) Fused calcium aluminate production from aluminum white dross residue. J Sustain Metall 8:851–862. https://doi.org/10.1007/s40831-022-00532-w
Luo J, Hou S, Rao M et al (2022) Enhanced chromium recovery in the smelting of ferronickel along with energy-saving: an industrial case study. JOM 74:178–184. https://doi.org/10.1007/S11837-021-05001-5
Mao H, Fabrichnaya O, Selleby M, Sundman B (2005) Thermodynamic assessment of the MgO–Al2O3–SiO2 system. J Mater Res 20:975–986. https://doi.org/10.1557/JMR.2005.0123
Acknowledgements
This research was supported by ETİ Krom INC., Turkey which is a subsidiary of YILDIRIM Group of Companies and the European Bank for Reconstruction and Development (EBRD).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
The contributing editor for this article was Sharif Jahanshahi.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Güney, H., Güner, Ö., Boncuk, F.F. et al. A Decarbonization Approach for FeCr Production. J. Sustain. Metall. 9, 216–229 (2023). https://doi.org/10.1007/s40831-022-00632-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40831-022-00632-7