
Abstract
The Boudouard reactivity of metallurgical coke and densified charcoals was investigated in this study. Potassium is known to accumulate in ferromanganese furnaces and hence was evaluated as a catalyst of CO2 reactivity. Samples were impregnated using a gaseous impregnation technique with K2CO3.The reactivity experiments were designed to simulate conditions occurring in an industrial furnace, as used for production of Mn-alloys. To find out the catalytic effect of potassium, the concentration varied from a fraction of a percent up to 5 wt.%. The results show that with increasing potassium content, the CO2 reactivity of coke and charcoal increased, and this change was more significant for coke. The CO2 reactivities of coke and densified charcoal were much closer to each other at the highest content of potassium. Scanning electron microscopy (SEM) and energy dispersive x-ray spectroscopy (EDS) showed that potassium distributed on the surface as well as on deposited carbon particles formed on densified charcoal.
Similar content being viewed by others

Introduction
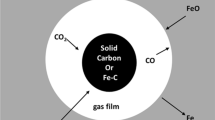
Electric arc furnace and submerged arc furnaces are used to produce steel, silicon, ferrosilicon, silicomanganese, ferromanganese, and so on. Processes using EAF (electric arc furnace) and SAF (submerged arc furnace) generally generate approximately 1.83 kg CO2 per kg of steel,1 1.04–1.15 kg CO2 per kg ferromanganese,2 1.4–6.9 kg CO2 per kg of silicomanganese, and 2.5–4.8 kg CO2 per kg ferrosilicon.3,4,5 It is also mentioned that the total CO2 equivalent of manganese alloys is about 6.0 kg per kg of alloy when the electricity is produced by coal combustion.5 Biomass and charcoal can be used to power these furnaces and may potentially result in the reduction of these emissions, e.g., by up to 12% in EAF, or 58% in integrated routes of steel production.6 Thus, one can expect a better understanding of the CO2 equivalent with a better understanding of charcoal properties, which in turn will promote an increased use of renewable resources in EAFs and SAFs. A high reactive carbon material will have a high rate of the Boudouard reaction 1.7
This reaction is endothermic in nature and its high rate would result in some negative effects such as increased coke consumption in the furnace and higher energy consumption.8 The rate of the Boudouard reaction is dependent on many factors, including temperature, partial pressure of carbon dioxide, gas flow rate, properties of the carbon, and finally the presence of catalytic compounds, of which potassium is the most important. The ASTM test for CO2 reactivity is conducted in a 100% CO2 atmosphere at 1100°C, while other tests such as tests which have been carried out at NTNU/SINTEF (Norwegian University of Science and Technology/Norwegian Institute of Technology) are conducted in an atmosphere of 75% CO and 25% CO2 or 50% CO and 50% CO2, at 800–1100°C, described and discussed elsewhere.9,10,11,12
Charcoal also has higher CO2 reactivity compared with metallurgical coke, which is a result of lower density (i.e., higher porosity and surface area) of charcoal compared with metallurgical coke. One of the most common ways of overcoming any negative parameters associated with biomass use would be to increase its bulk density through mechanical or thermo-chemical means. The advantages of densified biomass are higher strength, lower CO2 reactivity, and more efficient storage and feeding.13
The author reported on an investigation into the densification of charcoal by depositing carbon in another article.14 The densified charcoal is produced from methane cracking and the main goals were to increase charcoal density and reduce CO2 reactivity. The results showed that with densification, charcoal density increased by 7–18% and porosity decreased by 23–38% and, as a result, CO2 reactivity decreased by 28–40%. However, the CO2 reactivity of densified charcoal was still much higher than that found in metallurgical coke.
Alkalis, chief among them being potassium, reside within the ferromanganese furnace and enter as components of the manganese ore or to a lesser extent as coke components.15,16,17,18 Alkali accumulation in the furnace, by re-circulation, takes place by the reduction of potassium oxide in the raw materials to metal vapor in the smelting zone, as shown in reaction (2). This potassium vapor follows the gas flow upwards in the furnace and is re-oxidized in the colder zone to produce potassium carbonate, as seen in reaction (3), according to Tangstad and Olsen.18 This potassium carbonate then condenses on the charge materials which flow downwards in the furnace shaft where it is reduced again in the melting zone by reverse of reaction (3).
It is known that the furnace alkali and alkaline-earth metals have a negative effect on the whole smelting operation.19 Alkalis cause deterioration of the coke quality, lowering the life of the lining and refractories and often causing scaffolds. Alkalis are also responsible for the generation of high pressures in the furnace, non-uniform descent of the burden, uneven distribution of gases, and a decrease in burden permeability due to generation of fines.19
The influence of potassium on the Boudouard reaction of different cokes has been investigated in different studies; Aderbigbe and Szekely,20 Beyer and Peters,21 Davies et al.,22 Alam and Debroy,23 Rao et al.,24 and Van Niekerk et al.25 They all agree that potassium speeds up the Boudouard reaction.
In addition to the general consideration regarding the Boudouard reaction, tremendous work has been done on the reaction kinetics. Lindstad11 examined 3 different parameters (temperature, partial pressure of CO2, and potassium concentration) and their effect on CO2 reactivity. It was found that the potassium catalyst has the strongest impact on reactivity followed by temperature and CO2 concentration. Kwon26 found that the activation energy for the Boudouard reaction for coal chars ranged between 79 kJ/mol and 155.5 kJ/mol, while Zamalloa27 found the activation energy to be 150 kJ/mol, 171 kJ/mol, and 209 kJ/mol for petroleum coke, coke breeze, and graphite, respectively. Turkdogan28 investigated the effect of pressure for graphite and charcoal on CO2 gasification in the temperature range 700–1300°C. It was found that the reactivity increased linearly as the CO2 pressure increased to 100% at total atmospheric pressure. The activation energy was found to be 305 kJ/mol for both graphite and charcoal. Yokoyama29 found that with potassium impregnation of active carbon by 0.9 wt.%, the activation energy dropped from 360 kJ/mol to 159 kJ/mol. Kaczorowski30 found that the activation energy of Staszic coke did not change with impregnation with 2.47 wt.% K while for Peak Downs coke it dropped significantly from 315 kJ/mol to 223 kJ/mol with impregnation with 2.56 wt.% K.
Because of the Boudouard reaction and the circulation of potassium in an Fe-Mn-smelting furnace, it is clear that the Boudouard reaction needs to be restrained as much as possible in order to provide good operation economy as well as to keep emissions of greenhouse gases to minimum. Using biocarbon as a substitute for coal and coke for ferroalloy production has been extensively studied in Norway. In an earlier publication by the author, it was confirmed that with densifying charcoal, the CO2 reactivity reduced by 28–38%. However, the investigated charcoals were pure charcoals and did not include potassium, and we know from the literature mentioned earlier that K has a great impact on CO2 reactivity. Thus, to simulate the concentration of potassium due to recirculation in the smelting furnace, the samples were impregnated with K2CO3 as the potassium source. The CO2 reactivity of impregnated samples (densified and non-densified) were investigated to see what the effect of densification on CO2 reactivity of impregnated samples is. SEM/EDS analysis were conducted to investigate the distribution of K in the impregnated samples.
Experimental Procedures
Feedstock Materials
Three industrial charcoals which were densified as reported in Ref. 14 and a metallurgical coke (Met.coke) were used as sample materials for this study. The three charcoals were provided by a local silicon producer and the metallurgical coke was provided by a silicomanganese producer. The materials were crushed by a jaw crusher (Retsch, Germany) and sieved to the size range of 6.68–15.00 mm. The proximate analysis and K2O content of the materials are shown in Table I.
Equipment
Potassium Impregnation
In order to investigate the influence of alkalis on the Boudouard reaction, the impregnation of samples by potassium compounds is required. The impregnation method was specially developed at NTNU for testing the resistance of carbon electrodes in the aluminum industry.31 The impregnation process is regarded as gaseous impregnation where metallic potassium is formed in the course of the reaction between potassium carbonate and active carbon at elevated temperatures. Three types of densified charcoal and metallurgical coke had to be impregnated with alkalis. Mixed K2CO3 and carbon powder were placed on the bottom of a steel crucible inside two alumina crucibles, as is schematically shown in Fig. 1. Right on top of these alumina crucibles, carbon samples were placed inside a basket separating the sample particles from the carbonate.

Experimental set-up for potassium impregnation of carbon samples in a steel crucible with lid.
The crucible was then placed in an electric furnace where a temperature of about 1000°C was maintained for a number of hours depending on the desired potassium content. A heating rate of 300°C/h was chosen. To prevent samples from oxidation, argon was allowed to circulate inside the furnace retort.
This method was adopted in order to impregnate coke and charcoals with potassium. K (g) is produced through the reaction of potassium carbonate with carbon at about 1000°C in an Ar atmosphere as represented by the reverse of reaction (3).
Reactivity Test
The CO2 reactivity test was carried out using thermogravimetric analysis (TGA). A gas mixture having 50% CO2 and 50% CO was fed with a flow rate of 4 Nl/min. The gas was introduced after the sample was heated in argon to a temperature of 1070°C. The sample amount (30–40 g) was placed at the bottom of the stainless-steel crucible on a ceramic perforated plate. The crucible was suspended from a scale and inserted into the furnace, so the hottest area surrounded the sample. The inlet gas was fed to the top of the crucible from where it distributed into the sample. The reaction was stopped at a weight loss corresponding to 20% of the fixed carbon having been reacted. This is typically the amount of carbon that is combusted by the Boudouard reaction in ferromanganese production. Once the required weight loss as calculated from proximate analysis (volatiles, ash, and fixed carbon) was achieved, the reaction was stopped by purging with inert gas and withdrawing the sample from the hot zone. The same method has been used for different previous studies.11,12,14,31
The main components of the thermobalance apparatus are an electric cylindrical furnace, a Mettler Toledo PB 1502 balance (with an accuracy of 0.1 g), and a crucible. The furnace temperature is controlled by a thermocouple connected to a Eurotherm 2408 controller, which in turn is connected to a PC. The maximum temperature of the furnace is 1200°C. The crucible is suspended from the balance by a steel wire.
Supplementary Fig. S-1 shows an example of how the CO2 reactivity of samples was measured. Using the slope of the curve for the recorded weight measurements during oxidation with CO2, the fraction of reacted fixed carbon per time was calculated. The slope was defined as the CO2 reactivity.
Characterization Methods
The volatile matter content of materials was measured as per the procedure delineated in DIN 51720. Ash content of charcoal samples was determined according to DIN EN 14775 while ash content of coke and its derivatives was measured according to DIN 51719. Fixed carbon content was calculated based on a formula (fixed carbon = 100% − ash content − volatile matter content). Elemental analysis of the feedstocks and solid residues was conducted on an Elemental Analyzer 2400 CHNS/O Series II (Perkin Elmer, Waltham, MA, USA) by Analytik-Service Gesellschaft mbH while acetanilide was used as a reference standard. SEM/EDS analysis of the impregnated and non-impregnated samples was performed on a high-resolution microscope ULTRA 55 (Zeiss, Germany) under high vacuum to elucidate structural properties of the samples.
Results
Impregnated Samples
The structure of metallurgical coke was investigated using SEM/EDS before and after impregnation as shown in Fig. 2. Before impregnation (Fig. 2a), potassium distributed evenly through the sample, while after impregnation (Fig. 2b) by 5 wt.% potassium, the distribution of potassium was non-uniform and was present mostly within the pore walls.

SEM/EDS micrographs of (a) non-impregnated and (b) impregnated (5% K) metallurgical coke.
Figure 3 shows the structure of charcoal C after impregnation. As is visible in Fig. 3a, EDS analyses confirmed that the walls of the charcoal pores were covered by potassium and, in a part of the sample, more potassium had accumulated. By taking a look at a higher magnification image, as seen in Fig. 3b, the magnified part of the sample was the part with higher carbon deposition which had formed during the densification process. This suggests that potassium was deposited on the surface of the charcoal as well as on the surface of the deposited carbon.

SEM/EDS micrographs of (a) densified and impregnated (4% K) charcoal C, and (b) higher magnification of the part of the sample with carbon deposition.
It is also worth taking a look at the structure of non-densified charcoal which has been impregnated, to see the effect of densification on K impregnation. Supplementary Fig. S-2 shows the SEM structure of non-densified charcoal C which was impregnated with 4.2% potassium. It can be seen that potassium distribution is not uniform, with some walls covered by a thick layer while other regions are largely potassium free.
CO2 Reactivity
The CO2 reactivity of non-impregnated samples has been studied previously and results can be seen in supplementary Fig. S-3 and supplementary Table S-1. After the samples were impregnated with potassium at various concentrations, the Boudouard reactivity was studied. Supplementary Table S-2 shows the actual impregnation experimental parameters together with the resulting reaction rates. The results for three types of densified charcoal, one non-densified charcoal, and one metallurgical coke are presented in Fig. 4. From this figure, it can be seen that the reaction rate increases with potassium concentration in a logarithmic fashion. In addition, for densified charcoals, at a concentration of around 1 wt.% K, the reaction rate reaches a constant value, while for non-densified charcoal and metallurgical coke, the concentration is 4 wt.% K. It can also be seen that the difference in reaction rate between coke and densified charcoals is much lower for impregnated samples compared with non-impregnated ones.

Boudouard reactivity versus potassium concentration.
CO2 reactivity and potassium content of the non-densified charcoal C was added to Fig. 4, and it shows that the non-densified charcoal C has higher CO2 reactivity compared with densified charcoals at all potassium contents. The increase in gasification rate due to potassium was higher for the non-densified charcoal C compared with the densified one.
To examine the effect of the extent of impregnation on activation energy of the samples, some more reactivity tests at various temperatures were conducted. The results are presented as Arrhenius plots in Fig. 5 and show the activation energy values in supplementary Table S-3. It can be seen from the Arrhenius plots that the activation energy of the impregnated metallurgical coke was not higher in comparison to the activation energy of the non-impregnated sample. In the case of charcoal C, the activation energy dropped significantly after impregnation.

Activation energy for impregnated and non-impregnated samples.
Discussion
Three types of different industrial charcoal which were densified by depositing carbon from methane, a non-densified charcoal, and a metallurgical coke were used in this study. The goal was to investigate the effect of K impregnation on the CO2 reactivity of samples and to see the effect of densifying charcoals on the CO2 reactivity.
Potassium compound was recognized on the charcoal and coke surfaces as a result of the impregnation process. The distribution of potassium was inhomogeneous through the particles. For the densified charcoal, potassium was distributed on the deposited carbon as well as the surface of the charcoal. Previously,14 it was found that with densification, the carbon deposited inside the pores and reduced the porosity, and hence CO2 reactivity. In the present study it was seen that in K-impregnated non-densified charcoal, the CO2 reactivity is higher compared with the impregnated densified ones. It was also seen that K is preferably deposited on the deposited carbon in densified charcoal which means pores are still blocked and CO2 reactivity is reduced.
The reactivity of all samples increases with the potassium concentration in a logarithmic fashion, starting very steep for coke and not very steep for charcoals, and finishing almost flat for all samples. It was previously reported by Hippo32 that at the very beginning of the reaction, the closed coke pores open rapidly causing an increase in the specific surface area and thus in the reactivity. It was also indicated that the rate decreases in the later stages due to the change in coke structure and hence the surface area. Impregnation of densified charcoal resulted in reaching the plateau earlier compared with non-densified charcoal, and it can be concluded that densifying charcoal hindered further increases in reaction rate. The only report including impregnation of charcoal is a study from Syvertsen et al.33 who found that impregnation of charcoal from Spruce with 2.8% potassium led to an increase in reaction rate of about 5 times, while 6.75% K in eucalyptus only gave an additional 2 times higher reaction rate. For metallurgical coke, impregnation with 5% potassium led to a higher reaction rate by 8.6 times.
Two different mechanisms regarding the role of catalysts in carbon gasification are often proposed in the literature. Audley34 and Kapteijn35 proposed that the catalysts act by increasing the number of active sites and consequently higher gasification rates are obtained. Jalan36 and Deventer37 reported a significant decrease in activation energy for the impregnated samples and proposed that the main mechanism for the catalyzed gasification of carbon by carbon dioxide was the lowering of the activation energy. In this study, however, the activation energy of the impregnated metallurgical coke was not much higher in comparison to the activation energy of the non-impregnated sample. This fact supports the theory in which catalysts act by generating additional active sites on the carbon surface. A small change in activation energy for metallurgical coke corresponds to minimal catalytic effect of potassium on the gasification rate for this sample. In the case of charcoal C, the activation energy dropped significantly. This is supported by the theory that the catalyst acts by lowering the activation energy.
Conclusion
In this study, 3 types of densified charcoal and a metallurgical coke were impregnated with potassium and the goal was to investigate the effect of potassium content on the CO2 reactivity. It was found that with increasing potassium content of all samples, the CO2 reactivity increased and for all potassium contents, non-densified charcoal C showed the highest CO2 reactivity, followed by densified charcoals and metallurgical coke. It was also found that non-densified charcoal C reached a higher amount of potassium compared with densified charcoal C for the same impregnation time. For the metallurgical coke, the activation energy of the impregnated sample was almost the same as that of the non-impregnated sample, indicating that potassium increases the number of active sites. This shows that the increase in the rate caused by potassium impregnation can simply be added to the inherent reactivity of the coke. For charcoal, the activation energy of the impregnated sample was much lower than for the non-impregnated, which might mean that the mechanism of catalysis is by lowering of the activation energy. The results of the present work show that with densifying charcoal, we could reduce the effect of potassium, and the difference between charcoal and metallurgical coke regarding CO2 reactivity would decrease.
References
World Steel Association, Steel’s Contribution to a Low Carbon Future and Climate Resilient Societies—World Steel Position Paper; World Steel Association: Brussels, Belgium, 2017.
S. Olsen, B. Monsen, and T. Lindstad, Emissions from the Production of Manganese and Chromium Alloys in Norway, in Proceedings of the 56th Electric Furnace Conference (New Orleans, LA, USA, 1998).
T. Lindstad, S. Olsen, G. Tranell, T. Færden, and J. Lubetsky, Greenhouse gas emissions from ferroalloy production, in Proceedings of the International Ferro-Alloys Congress XI (New Delhi, India, 2007).
I. Kero, P. Eidem, Y. Ma, H. Indresand, T. Aarhaug, and S. Grådahl, JOM 71, 349 (2019).
L. Westfall, J. Davourie, M. Ali, and D. McGough, Int. J. Life Cycle Assess 21, 1573 (2016).
J. Mathieson, H. Rogers, M. Somerville, and S. Jahanshahi, P. Ridgeway, Potential for the use of biomass in the iron and steel industry, in Proceedings of the Chemeca (Sydney, Australia, 2011).
P. Lahijani, Z.A. Zainal, M. Mohammadi, and A.R. Mohamed, Renew. Sust. Energ. Rev. 41, 615 (2015).
T. Lindstad, B. Monsen, and K.S. Osen, How the ferroalloys industry can meet greenhouse gas regulation, in INFACON XII (Helsinki, Finland, 2010).
O. Ostrovski, S.E. Olsen, M. Tangstad, and M. Yastreboff, Can. Metall. Q. 41, 309 (2002).
STM D 5341 – 99: Standard Test for Measuring Coke Reactivity Index (CRI) and Coke Strength After Reaction (CSR), West Conshohocken, PA, USA, 1993.
T. Lindstad, M. Syvertsen, R.J. Ishak, and H.B. Arntzen, The influence of alkalis on the Boudouard reaction, in INFACON X (Cape Town, South Africa, 2004).
B. Monsen, M. Tangstad, and H. Midtgaard, Use of charcoal in silicomanganese production, in INFACON X (Cape Town, South Africa, 2004).
J.J. Balatinecz, Biomass Utilization 67, 181 (1983).
H. Kaffash, G. RalfSurup, and M. Tangstad, Processes 9, 193 (2021).
R.J. Ishak and M. Tangstad, Degree of prereduction without coke consumption in industrial furnaces, in INFACON XI (New Delhi, India, 2007).
S.E. Olsen and M. Tangstad, Silicomanganese Production - Process Understanding, in INFACON X (Cape town, South Africa, 2004)
S. Olsen, M. Tangstad, and T. Lindstad, Production of Manganese Ferroalloys, (Trondheim: Tapir Academic, 2007).
M. Tangstad and S.E. Olsen, The ferromanganese process—Material and energy balance, in INFACON VII (Trondheim, Norway, 1995)
H. Sirens, Elkem R&D report, Norway (1997).
D.A. Aderbigbe and J. Szekely, Ironmak. Steelmak 1, 11 (1981).
H.D. Beyer and W. Peters, Arch. Eisenhüttenwes 50, 47 (1979).
J. Davies, J.T. Moon, and F.B. Traice, Ironmak. Steelmak 4, 151 (1978).
M. Alam and T. DebRoy, Metal. Trans. B 15B, 400 (1984).
Y.K. Rao, A. Adjorlolo, and J.H. Haberman, Carbon 20, 207 (1982).
W.H. Van Niekerk, R.J. Dippenaar, and D.A. Kotze, J. South Afr. Inst. Min. Metall 86(1), 25 (1986).
T.W. Kwon, S.D. Kim, and D.P.C. Fung, Fuel 67, 530 (1988).
M. Zamalloa, D. Ma, and T.A. Utigard, ISIJ Int. 35, 458 (1995).
E.T. Turkdogan and J.V. Vinters, Carbon 7, 101 (1969).
S. Yokoyama, K. Miyahara, K. Tanaka, I. Takakuwa, and J. Tashiro, Fuel 58, 510 (1979).
J. Kaczorowski and T. Lindstad, The effect of potassium impregnation on the Boudouard reactivity of selected single-source and commercial cokes, in INFACON XI (New Delhi, India, 2007).
K.R. Kvam, B. Larsen, and H.A. Øye, Deutsche Keramische Gesellschaft, 431 (2000)
E. Hippo and P.L. Walker, Fuel 54, 245 (1975).
M. Syvertsen, T. Lindstad, P.O. Grontvedt, and R. Ishak, Report No. STF24 F03537, SINTEF, Norway (2003).
G.J. Audley, Fuel 66, 1635 (1987).
F. Kapteijn, H. Porre, and J.A. Moulijn, AIChE J. 32, 691 (1986).
B.P. Jalan and Y.K. Rao, Carbon 16, 175 (1978).
J.S.J. Deventer and P.R. Visser, Thermochim. Acta 111, 89 (1987).
Acknowledgements
The project was financially supported by the Research Council of Norway, through the project BioCarbUp (Project Code: 294679).
Funding
Open access funding provided by NTNU Norwegian University of Science and Technology (incl St. Olavs Hospital - Trondheim University Hospital).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Kaffash, H., Tangstad, M. CO2 Gasification of Densified Biomass: The Influence of K on Reaction Rate. JOM 74, 1900–1907 (2022). https://doi.org/10.1007/s11837-021-05150-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11837-021-05150-7