
Abstract
Hot stamping tools require cooling channels, preferably with a high positioning flexibility. Conventionally, these are machined. This represents a disadvantage because of the limited accessibility for milling tools and the low flexibility. By means of the Directed Energy Deposition (DED) process, a flexible design of the cooling channels is possible. Different geometries of cooling channels can be manufactured by DED in order to control the heat balance in the hot stamping tool. In this context an agreement between the additive producibility and the surface fraction of the cooling channels, which contributes to the effective heat at the tool surface, is important. Experimental and numerical analyses demonstrate that a possible configuration in this field is the drop shaped cooling channel. To reduce the surface roughness after the DED process, the tool surfaces are ball burnished subsequently. The resulting roughness and the waviness of the tool surface are reduced but not leveled completely. Texturing of the surface can be applied to in fluence the material flow in the hot stamping process which is implemented by DED. The combination of the described methods allows for manufacturing hot stamping tools with near-surface cooling channels and a global or local adjustment of the surface properties of the tools.
Zusammenfassung
Presshärtewerkzeuge erfordern Kühlkanäle, vorzugsweise mit einer hohen Positionierungsflexibilität. Diese werden üblicherweise gefräst. Dies stellt aufgrund der eingeschränkten Zugänglichkeit für Fräswerkzeuge und der geringen Flexibilität einen Nachteil dar. Mit Hilfe des Laserpulverauftragsschweißens (LPA) ist eine flexible Gestaltung der Kühlkanäle möglich. Mittels LPA können unterschiedliche Kühlkanalgeometrien hergestellt werden, um den Wärmehaushalt im Presshärtewerkzeug zu steuern. In diesem Zusammenhang ist eine Abstimmung zwischen der additiven Herstellbarkeit und dem Oberflächenanteil der Kühlkanäle, der zur effektiven Wärme an der Werkzeugoberfläche beiträgt, wichtig. Experimentelle und numerische Analysen zeigen, dass eine mögliche Konfiguration in diesem Bereich der tropfenförmige Kühlkanal ist. Um die Oberflächenrauheit nach dem LPA-Prozess zu reduzieren, werden die Werkzeugoberflächen anschließend glattgewalzt. Die resultierende Rauheit und die Welligkeit der Werkzeugoberfläche werden reduziert, aber nicht vollständig eingeebnet. Die Texturierung der Oberfläche, welche durch das LPA-Verfahren realisiert wird, kann zur Beeinflussung des Werkstoffflusses im Presshärteprozess eingesetzt werden. Die Kombination der beschriebenen Verfahren ermöglicht die Herstellung von Presshärtewerkzeugen mit oberflächennahen Kühlkanälen und eine globale oder lokale Einstellung der Oberflächeneigenschaften der Werkzeuge.
Similar content being viewed by others

1 Introduction
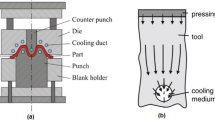
Hot stamping of automobile parts is used frequently when high-strength steel parts with low specific weight are required. This process combining forming and quenching has the advantages of a high formability due to high temperatures and high strength of the part (Fig. 1). The most common materials used in hot stamping are manganese-boron steels such as 22 Mn B5. This is owing to their transformation from a ferritic-pearlitic to a martensitic microstructure in the process of combined forming and quenching, which results in high strengths up to 1500 MPa of the formed part [1].

Process chain of direct hot stamping [1]
In order to accomplish this transformation, the manganese-boron steel blank has to be austenitized first. For the simultaneous forming and quenching, hot stamping tools with integrated cooling channels are employed. The cooling of the tool has to fulfill the requirement of a minimum cooling rate of 27 K/s for the martensite transformation. The conventional manufacturing route of the cooling channels in hot stamping tools comprises the segmentation of the tool and hole drilling. This procedure leads to the disadvantages of possible leakages and a low flexibility regarding size and location of the channels because of the limited accessibility. The additive manufacturing of hot stamping tools provides the advantage of an increased flexibility regarding the geometry and the proximity of the cooling channels to the tool surface (e.g. in order to avoid hot spots). The creation of parts in the process of Directed Energy Deposition (DED) is executed by melting materials as they are being deposited. For this, a laser beam is used to melt metals and to direct energy into a concentrated region, where the substrate and the deposited powder melt. By means of DED, thin layers of dense and wear resistant metals can be deposited on components (e.g. forming tools) resulting in an enhanced performance and lifetime [2]. A general drawback of the DED process is the rather poor resolution and surface finish with a roughness of more than 25 µm in most cases. This fact indicates that a post-processing of tool surfaces manufactured by DED is inevitable. A promising procedure within this scope is the ball burnishing of tool surfaces: this method reduces the surface roughness as it has been shown for the application on deep drawing dies with thermally sprayed hard metal coatings [3]. By these processes defined textures can be applied onto the tool surfaces. Thus, the material flow and the heat balance can be influenced in hot stamping as it has been shown for the application with aluminum sheets and milled textures [4].
In this contribution, different cooling channel geometries and configurations are investigated regarding their manufacturabilty in the DED process and their qualification for hot stamping. Regarding the tool surfaces, two strategies are presented: On the one hand, the ball burnishing for leveling the rough surface after DED, and, on the other hand, the texturing of the surfaces by DED in order to achieve a control of the material flow in the hot stamping process. As a result of the investigations, the potentials of the novel process combination of DED and ball burnishing for the manufacturing of hot stamping tools are determined.
2 Materials and Methods
The investigated material comprises a tool steel powder suitable for the processing with directed energy deposition: UTP PLASweld™ Ferro 55 (by voestalpine). Due to its chemical composition (Table 1), the metal powder exhibits specific properties regarding weldability (according to the content of carbon) and thermal conductivity. As the material Ferro 55 is comparable to the tool steel 1.2344 (H13, X40CrMo V5-1), it is assumed that the thermal conductivity amounts to 20–25 W/mK in a temperature range of 100 °C to 600 °C. The weld deposit exhibits a hardness of 53–58 HRC for the Ferro 55. The metal powder holds a particle size in the range of 50–150 µm.
The metal powder is processed in the hybrid machine Lasertec 65 3D (by DMG MORI) using an S235 steel basis which is kept at room temperature at the beginning of the process. The machine includes a laser unit for directed energy deposition (DED) as well as a five-axis milling unit. The DED procedure (Fig. 2a) is carried out by using a nozzle with a diameter of 3 mm for the deposition of the metal powder. Two building strategies are applied: the zigzag strategy with a path overlapping of 50% and a layer thickness of 0.9 mm for the solid structure of the part and a thin wall strategy for the cooling channels with a layer thickness of 0.45 mm. Further parameters are defined as follows: a feed of 1000 mm/min., a powder rate of 12 g/min to 16 g/min and an initial laser power of 2000 W to 2500 W for one layer. The laser power is decreased by 200 W per layer in order to avoid an extensive reheating of the previously deposited layer. The subsequent ball burnishing (Fig. 2b) of the additively manufactured surfaces is carried out on a five axis milling machine DMU 50 (by DMG MORI). The utilized hydrostatic ball burnishing tool HG13 (by ECOROLL) has a ball diameter of 12.7 mm. The ball burnishing experiments are carried out with a constant feed of 33 mm/s. The ball burnishing is performed perpendicular to the direction of the DED paths with a burnishing pressure at the burnishing ball pball of 23.4 MPa. The sidestep a or path distance, respectively, is 0.1 mm.

Working principle of the processes of a directed energy deposition and b ball burnishing
The friction coefficient μ is determined in a strip drawing test at elevated temperatures with additively manufactured friction jaws and sheet metal strips (22MnB5 with an aluminum-silicon coating) with a thickness of 1.5 mm, a length of 300 mm and a width of 25 mm. The friction jaws are prepared by using an additively manufactured surface on a S235 steel basis. The surface area of the jaws exhibits a width of 40 mm and a length of 34 mm. For the measurements with elevated temperatures, the blank is heated up inductively with the help of a high frequency generator (Hüttinger Axio 10/450) with a power of 10 kW. The current temperature is measured by a near-infrared pyrometer (Sensortherm Metis M318). In the procedure of the strip drawing tests, the metal strips are heated up slowly (within 30 s in order to attain a uniform heating) to the austenitization temperature for 22MnB5 of 950 °C. This temperature is maintained for 30 s and then reduced to 800 °C, 650 °C, or 500 °C, respectively. After these temperatures are reached, they are held for 60 s and the strip drawing test is conducted with a velocity of 60 mm/s. As a preparation before the conduction of the strip drawing tests the blank is treated thermally in a furnace for four minutes at a heat of 950 °C. This is done in order to generate a diffusion of the AlSi-coating beforehand for avoiding an uneven distribution of the coating caused by the influence of the electromagnetic field during inductive heating [6].
3 Results and Discussion
3.1 Analyses of Cooling Channels for Hot Stamping Tools
The additive manufacturing of cooling channels in hot stamping tools is related with two aspects that have to be taken into account: On the one hand, the manufacturability in the Directed Energy Deposition process which is limited regarding the processing of overhangs. On the other hand, the cooling capacity in the hot stamping process. In this context the surface fraction of the cooling channels, which contributes to the effective heat at the tool surface is important. In the following, four different geometries for cooling channels are investigated numerically. For the cases of round cooling channels and the ones with a square cross section, the manufacturing by DED can hardly be realized. This is due to the horizontal overhangs of the geometries which lead to the issue that there is no support of the (unmolten) metal powder. However, the cooling capacity is expected to be at a high level because of the high surface fraction contributing to the cooling at the tool surface. Here the effect is more considerable in case of a square cross section because the distance to the tool surface is minimal at every point of the cooling channel. Regarding the two other investigated geometries of a triangular and a drop shape, with both peaks orientated towards the tool surface, the manufacture is possible through an incremental approaching of the overhang. However, the surface fraction which contributes to the cooling capacity is smaller compared to the square or round cross section.
Finite Element simulations are carried out in terms of a simplified submodel of a hot stamping operation (Fig. 3a) in LS Dyna implicit. The tool exhibits an initial temperature of 20 °C and the cooling channels a constant temperature of 20 °C. It is assumed that the blank has an initial temperature of 850 °C due to a prior heating to 950 °C and a cooling down during transfer. The time for the quenching phase is set to 15 s and the simulation cycle is repeated 10 times.

a Setup of the simulation model, b temperature of the blank in the quenching phase
The temperature of the blank is showing a characteristic development for hot stamping with higher slope at the beginning of quenching and a flattening after approximately 4 s where the martensite transformation starts (Fig. 3b). In the further development it becomes clear that the distance of the cooling channels to the tool surface is playing an important role concerning the final temperature of the blank. The cooling rate until a martensite fraction of 99.9% is reached is greater than 27 K/s in all cases. The comparison of the four investigated cooling channel geometries depending on the distance to the tool surface h is showing that the triangular cooling channels exhibit the highest final blank temperature (Fig. 4a).

Numerical results for the variation of h and different cooling channel geometries
Additionally, the time until a martensite transformation of 99.9% is reached is higher for the triangular geometry leading to the stage where a full martensite transformation is not reached within the quenching phase (Fig. 4b). With regard to the distance to the tool surface, both the final blank temperature and the time to full martensite formation increase with an increasing distance h. The best cooling capacity is attained by the square cooling channels followed by the round and the drop shaped cooling channels. Concerning the analysis of the distance between the cooling channels the final blank temperature and time to full martensite formation is considered as well (Fig. 5). Here the triangular geometry shows again the least effective cooling, whereas the square cooling channels exhibit the lowest temperature and lowest time to full martensite because of the highest surface fraction contributing to the cooling at the tool surface. In contrast, the triangular cooling channels have the smallest surface fraction contributing to the effective heat at the tool surface. With a smaller distance between the cooling channels, the temperature of the blank as well as the time needed for a full martensite formation is decreased.

Numerical results for the variation of c and different cooling channel geometries
In all cases a lower distance between the cooling channels and a lower distance of the cooling channels to the tool surface lead to an improvement of the cooling capacity in hot stamping. By this means a compensation for a low heat transfer coefficient of tooling material is possible. In the presented case of the additively manufactured and ball burnished tool surfaces, heat transfer coefficients occur which are almost three times lower than previously investigated for conventional tools [7]. On the basis of the numerical investigations, it is verified that the square cooling channels have the most significant influence on the cooling capacity. In contrast, the triangular cooling channels are considered as not qualified for the use in hot stamping tools because of the poor cooling capacity. However, the manufacturabilty is enabled in the DED process by an incremental approaching of the overhangs (Fig. 6).

a Principle of closing strategy for milled cooling channels, upper part of cooling channels manufactured by DED with b drop-shaped and c triangular geometry
Based on the above mentioned findings, the manufacturing of drop shaped cooling channels in the DED process is investigated. Throughout the experiments the width of the cooling channels is varied between 6 mm and 10 mm and the distance between the channels is varied between 6 mm and 8 mm and 10 and 15 mm, respectively. After the DED process, the surfaces of the tool samples are ball burnished. The evaluation of the roughness Rz (measured optically by light strip projection, perpendicular to the welding beads) after the DED process shows that the samples with a width of 10 mm exhibit a higher roughness than the ones with a width of 6 mm by up to 50% (Fig. 7). After ball burnishing the roughness peaks are leveled by approx. 50% (except for a distance between the channels of 8 mm with 33%).

a Surface roughness of the tool samples with different channel widths and distances, drop shaped cooling channels with width of 10 mm and distance of 15 mm in b full cut and c half cut
The results indicate that the surface profile is influenced by both the width and the distance of the cooling channels. While the roughness is measured perpendicular to the welding beads, the waviness is measured parallel to them. The surface of the tool samples with a channel width of 6 mm exhibits an up to 30% lower waviness compared to the ones with a width of 10 mm (Fig. 8). After ball burnishing the waviness is reduced by up to 17%.

a Waviness of the tool samples, b surface of a tool sample with channel width of 6 mm and distance of 8 mm, c ball burnished surface of tool sample (channel width: 10 mm, distance: 15 mm)
3.2 Textured Tool Surfaces
In order to investigate how a textured tool surface influences the material flow in the hot stamping process, strip drawing tests with heated 22MnB5 blanks are conducted. These investigations serve as preliminary tests for a further application in the hot stamping tool, e.g. for the blank holder. The textures are manufactured using the DED process with a variation of the distances between the welding beads. Additionally, the effect of an orientation of the texture parallel and perpendicular to the material flow is examined. For the case of the friction jaws oriented parallel to the material flow, the friction coefficient increases with a lower distance between the welding beads (Fig. 9a).

a Experimental results from strip drawing tests, b, c parallel jaws after use
Consequently, the material flow is slowed down by less coarse textures. With an increasing blank temperature, the friction coefficient increases as well. This is due to the indentation of the blank by the welding beads that increases with higher temperatures. For the case of the friction jaws with a texture perpendicular to the material flow, the friction coefficient exhibits a higher level compared to the parallel texture (Fig. 10a).

a Experimental results from strip drawing tests, b, c perpendicular jaws after use
With a higher blank temperature, the scatter of the determined friction coefficient is reaching significantly higher values compared to the ones determined with blank temperatures of 500 °C and 650 °C. This originates from the galling effect that takes place with the use of the textures perpendicular to the material flow. Here the blank material piles up at the welding beads resulting in a tear of the blank at 800 °C (Fig. 10b). The galling effect is less significant for more coarse textures because less blank material is piled up in this case.
4 Conclusions
In order to enable a flexible design of near-surface cooling channels in hot stamping tools, the manufacturing route of the DED and ball burnishing process is investigated. The numerical analyses show that not only the position or size of the cooling channels are relevant for the cooling capacity in hot stamping tools but also the geometry of the channels. In the DED process there are restrictions regarding the manufacturing of specific cooling channel geometries because of the lack of supporting structures (like powder) for overhangs. Consequently, the investigated cooling channel geometry with the highest cooling capacity, i.e. the square geometry, is not suitable for a manufacture in the DED process. Geometries which are suitable for the DED process are the triangular and drop shaped one. The geometry of the drop shaped channel represents an agreement between the cooling capacity in hot stamping and the manufacturability in the DED process. The tool surfaces generated during the manufacturing of the cooling channels by DED exhibit inhomogeneities related to the roughness and especially the waviness. While the roughness is a characteristic of the DED process itself, i.e. it occurs on the manufactured surface independently from the part geometry, the waviness is determined merely by the geometric parameters of the cooling channels. Due to the fact that the waviness is not leveled completely by ball burnishing, an alternative post-processing might be necessary.
The strip drawing tests at elevated temperatures indicate that a textured tool surface generated by DED in combination with AlSi-coated 22MnB5 steel sheets enables to influence the material flow in the hot stamping process. In this context a texture parallel to the material flow should be favoured over the perpendicular one because by the latter a rupture of the blank at temperatures near to the austenitization temperature (e.g. 800 °C) can occur. This is due to the softening of the blank material at elevated temperatures and the piling up of the material at the welding beads which alternate with the flat sections of the tool surface. Additionally, the distance between the welding beads influences the extent to which the material flow is retarded according to the friction coefficient. The combination of the described methods allows for manufacturing hot stamping tools with near-surface cooling channels and a global or local adjustment of the surface properties of the tools. This leads to the possibility to reduce the heating of the tool surface and to influence the material flow in hot stamping.
References
Karbasian, H., Tekkaya, A.E.: A review on hot stamping. J Mater Process Tech 210, 2103–2118 (2010)
Gibson, I., Rosen, D., Stucker, B.: Directed energy deposition processes. In: Gibson, I., Rosen, D., Stucker, B. (eds.) Additive manufactur tech, 2nd edn., pp. 245–268. Springer, Berlin Heidelberg (2015)
Hiegemann, L., Weddeling, C., Khalifa, N.B., Tekkaya, A.E.: Control of the material flow in deep drawing by the use of rolled surface textures. In: 6. Öffentl. Koll. SFB 708, pp. 33–45. (2013)
Zheng, K., Politis, D.J., Lin, J., Dean, T.A.: An experimental and numerical investigation of the effect of macro-textured tool surfaces in hot stamping. Int. J. Mater. Form 10, 241–254 (2017)
voestalpine: Material data sheet for UTP PLASweld™ Ferro 55 (2016). www.voestalpine.com/welding, Accessed 13 Jan 2020
Veit, R., Hofmann, H., Kolleck, R., Sikora, S., Chinesta, F., Chastel, Y., El Mansori, M.: Investigation of the phase formation of Alsi-coatings for hot stamping of boron alloyed steel. In: AIP conference proceedings, pp. 769–774. (2011)
Bosetti, P., Bruschi, S., Stoehr, T., Lechler, J., Merklein, M.: Interlaboratory comparison for heat transfer coefficient identification in hot stamping of high strength steels. J. Mater. Form 3, 817–820 (2010)
Acknowledgements
The authors thank the German Research Foundation (DFG) for the financial support of the project “Functionalization of additively manufactured hot stamping tools by ball burnishing” (project number 417202720). The authors also thank Mr. Gabriel Marín for the support of the conduction of the strip drawing tests.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Komodromos, A., Kolpak, F. & Tekkaya, A.E. Manufacturing of Integrated Cooling Channels by Directed Energy Deposition for Hot Stamping Tools with Ball Burnished Surfaces. Berg Huettenmaenn Monatsh 167, 428–434 (2022). https://doi.org/10.1007/s00501-022-01264-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00501-022-01264-w
Keywords
- Additive manufacturing
- Directed Energy Deposition
- Tooling
- Friction behavior
- Hot stamping
- Cooling channels