
Abstract
The purpose of this study was to choose the right size of ceramic membranes in the process of microfiltration as regards the concentration of polyphenols measured by UPLC-PDA-MS/MS, antioxidant capacity analysed by ABTS and FRAP tests, viscosity, turbidity, precipitate, and parameters of colour evaluated in the CIE L*·a*·b* system of chokeberry juice. From all the tested sizes of ceramic membranes in the process of microfiltration, the best results were obtained for membranes with 0.8 µm pores. This juice had a relatively high content of bioactive compounds, and the lowest values of turbidity, viscosity, and precipitation. The colour was an attractive and intense red, with no browning observed, before and after storage. The process of pasteurization caused a decrease in the content of bioactive compounds and antioxidant capacity and physical parameters. The storage time of 5 months at 5 °C stabilized the content of polyphenolic compounds, improved clarity of chokeberry juice, stabilized turbidity, and limited deposit formation during storage.
Similar content being viewed by others

Introduction
The process of microfiltration is a low-pressure membrane technique used to separate solids from liquids, which has replaced the conventional filtration methods. The main purpose of microfiltration is to separate macromolecules, colloidal molecules, and organic and inorganic polymers, as well as contaminants that remain after the process of clarification from the juice. Furthermore, proteins, enzymes, pectic substances, lipids, and microorganisms are larger units that form a precipitate [1]. Pectic substances have a wide molecular weight range of 10–500 kDa. Therefore, the choice of membranes and properly performed pre-treatment methods has a major impact on the quality of the product. The process of microfiltration uses membranes with pore sizes less than 5 µm. Membranes for microfiltration are made of polymers and inorganic materials, usually ceramic. The advantage of polymeric membranes is the lower manufacturing cost compared to ceramic membranes. However, they are characterized by lower resistance to changes in temperature, pressure, and pH of the solution. Longer service life is obtained by using ceramic membranes [1]. The operation is carried out in cross flow, in which the juice is fed parallel to the surface of the membrane, resulting in two output streams with one input stream. The advantage of this process is the leaching of the accumulated precipitation by means of flowing juice, which leads to a reduction of the precipitation layer that surrounds the membrane. In addition, the thickness of the layer of components collected on the membrane surface can be reduced if the cross-flow velocity exceeds 4 m/s [2]. During the process of microfiltration, the system should be fed continuously with juice, so that the filtration is practical. The process of microfiltration has been applied to clarify orange and lemon, pear, star fruit, guava, kiwifruit, pineapple, and cherry fruit juices [3].
Chokeberry, rich in various antioxidants such as polyphenolic compounds, vitamins, organic acids, and fibre, shows health benefits. Due to the content of those biologically active constituents, chokeberry might prevent numerous diseases: cancer, heart diseases, and stroke [4]. The major problem for the industry is to obtain a transparent juice that is attractive to consumers. The major aspect that should be considered during chokeberry juice production is protection of bioactive compounds, turbidity, and precipitation, which decrease their quality. The clarification of juice can reduce this precipitation after production. Therefore, the goal of this study was to choose the right size of ceramic membranes in the process of microfiltration after clarification process for the content of polyphenolics (UPLC-PDA-MS/MS), antioxidant potency (ABTS and FRAP tests), turbidity, precipitate, and colour (CIEL*a*b* system) of chokeberry juice. An additional purpose was to investigate the influence of the process of pasteurization and storage for 5 months at 5 °C on the bioactive compounds’ content changes and physical parameters of chokeberry juice. In addition, in the process of microfiltration, it is important to choose membranes to achieve the desired effect of clarity with limited losses of compounds valuable for health.
Materials and methods
Chemicals
2,2′-azinobis(3-ethylbenzothiazoline-6-sulfonic acid) (ABTS), 6-hydroxy-2,5,7,8-tetramethylchroman-2-carboxylic acid (Trolox), 2,4,6-tri(2-pyridyl)-s-triazine (TPTZ), methanol acetic acid, and phloroglucinol were purchased from Sigma-Aldrich (Steinheim, Germany). (−)-Epicatechin, (+)-catechin, procyanidin B2, chlorogenic acid, neochlorogenic acid, cryptochlorogenic acid, caffeic acid, dicaffeoylquinic acid, p-coumaric acid, isoquercitrin, cyanidin-3-O-galactoside, and cyanidin-3-O-glucoside were purchased from Extrasynthese (Lyon, France). Acetonitrile for ultra-phase liquid chromatography (UPLC; gradient grade) and ascorbic acid were from Merck (Darmstadt, Germany).
Samples
Chokeberry juices
The experimental material consisted of chokeberry juice (~ 10 L) of the Galicyjanka cultivar. Juices were obtained from the company Tymbark—MWS Sp. z o.o., in Tymbark, near Kraków, Poland (49°43′45″N 20°19′27″E) in 2017 from production in September.
Preparation of chokeberry juice
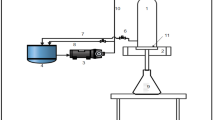
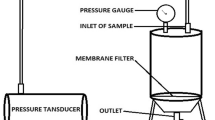
The whole of chokeberry juice before the process of microfiltration was centrifuged (19,000xg for 15 min at 20 °C). Then, different sizes of membranes in the process of microfiltration (0.2 µm; 0.8 µm; 1.4 µm 5.0 µm) were checked at 25 °C. The process of microfiltration was carried out using a laboratory kit from Pall Corporation with a Membralox ceramic module type T1-70 (50 cm3 of filtration surface). After of microfiltrations, the samples were analysed before and after pasteurization and after storage for 5 months at 5 °C.
Precipitate values, viscosities, and turbidity measurement
Chokeberry juice after 5 months, liquid was separated. The jar with precipitation was weighed on the analytical laboratory scale to the nearest 0.1 mg, and then, the after cloned of jar was weighed without precipitation and calculated [5].
The viscosities of the chokeberry juices without precipitate were measured with a rotation viscometer MC1 (DV-II + PRO VISCOMETER, Brookfield, England), with spindle ‘61’. The spindle was rotated at 100xg for 30 s at 20 °C [5]. All measurements were repeated three times. The results were expressed as mPas.
The turbidity of juices without precipitate was measured with a turbidimeter Turbiquant 3000T (Merck, Germany) using 2.5 cm round cuvettes. All measurements were repeated three times. Turbidity was expressed in nephelometric turbidity units (NTU) at 20 °C, respectively [5].
Qualitative and quantitative assessments of polyphenols by UPLC-PDA-MS/MS
The samples (2 mL) were diluted 20 times with distilled water. Next, the slurry was centrifuged at 19,000×g for 10 min, and the supernatant was filtered through a Hydrophilic PTFE 0.20 µm membrane (Millex Samplicity Filter, Merck, Darmstadt, Germany) and used for analysis. The content of polyphenols in individual extracts was determined by means of the ultra-performance liquid chromatography–photodiode array detector–mass spectrometry method. All extractions were carried out in triplicate.
Qualitative and quantitative of polyphenol (flavan-3-ols, flavonols, flavanone, stilbenes, and phenolic acids) of chokeberry juice were carried out using an ACQUITY Ultra-Performance LC system equipped with a photodiode array detector with a binary solvent manager (Waters Corporation, Milford, MA, USA) series with a mass detector G2 Q/TOF micro-ass spectrometer (Waters, Manchester, UK) equipped with an electrospray ionization (ESI) source operating in negative and positive modes. Separations of individual polyphenols were carried out using a UPLC BEH C18 column (1.7 mm, 2.1 × 100 mm, Waters Corporation, Milford, MA; USA) at 30 °C. The samples (10 µL) were injected, and the elution was completed in 15 min with a sequence of linear gradients and isocratic flow rates of 0.45 mL min−1. The mobile phase consisted of Solvent A (2.0% formic acid, v/v) and Solvent B (100% acetonitrile). The program began with isocratic elution with 99% Solvent A (0–1 min), and then, a linear gradient was used until 12 min, reducing Solvent A to 0%; from 12.5 to 13.5 min, the gradient returned to the initial composition (99% A), and then, it was held constant to re-equilibrate the column. The analysis was carried out using full-scan, data-dependent MS scanning from m/z 100 to 1500. Leucine enkephalin was used as the reference compound at a concentration of 500 pg/L, at a flow rate of 2 L/min, and the [M − H]− ion at 554.2615 Da was detected. The [M − H]− ion was detected during a 15-min analysis performed within ESI-MS accurate mass experiments, which were permanently introduced via the Lock-Spray channel using a Hamilton pump. The lock mass correction was ± 1.000 for the mass window. The mass spectrometer was operated in negative and positive ion modes, set to the base peak intensity (BPI) chromatograms, and scaled to 12,400 counts per second (cps) (100%). The optimized MS conditions were as follows: capillary voltage of 2500 V, cone voltage of 30 V, source temperature of 100 °C, desolvation temperature of 300 °C, and desolvation gas (nitrogen) flow rate of 300 L/h. Collision-induced fragmentation experiments were performed using argon as the collision gas, with voltage ramping cycles from 0.3 to 2 V. Characterization of the single components was carried out via the retention time and the accurate molecular masses. Each compound was optimized to its estimated molecular mass in the negative mode, before and after fragmentation. The data obtained from UPLC–MS were subsequently entered into the MassLynx 4.0ChromaLynx Application Manager software (Waters). On the basis of these data, the software is able to scan different samples for the characterized substances. The runs were monitored at the following wavelengths: flavan-3-ols at 280 nm, phenolic acids at 320 nm, and flavonol at 360 nm. The PDA spectra were measured over the wavelength range of 200–600 nm in steps of 2 nm. The retention times and spectra were compared to those of the authentic standards. The quantification of phenolic compounds was performed by external calibration curves, using reference compounds selected based on the principle of structure-related target analyte/standard (chemical structure or functional group). The calibration curves were run at 360 nm for the standard myricetin, at 320 nm for the standard of chlorogenic, caffeic, p-coumaric, and sinapic acid, at 520 nm for the standard delphinidin 3-O-galactoside, peonidin 3-O-glucoside, cyanidin 3-O-galactoside, and malvidin 3-O-glucoside, and at 280 nm for the standard (−)-epicatechin, (+)-catechin, and procyanidins B2 and A, at concentrations ranging from 0.05 to 5 mg/mL (R2 = 0.9999). All measurements were repeated three times. The results were expressed as g/L of juice.
Analysis of proanthocyanidins by phloroglucinolysis
Direct phloroglucinolysis of freeze-dried samples was performed as described by Lachowicz et al. [6] and Lachowicz Wojdyło, Chmielewska, and Oszmiański [7]. Materials lyophilisates were weighed in an amount of 0.2 mL into 2-mL Eppendorf vials. Subsequently, 0.8 mL of the methanolic solution of phloroglucinol (75 g/L) and ascorbic acid (15 g/L) were added to samples. After addition of 0.4 mL of methanolic HCl (0.3 M), the vials were incubated for 30 min at 50 °C with continuous vortexing in a thermo shaker (TS-100, BioSan, Riga, Latvia). The reaction was terminated by placing the vials in an ice bath, drawing 0.6 mL of the reaction medium, and diluting with 1.0 mL of sodium acetate buffer (0.2 M). The samples were centrifuged immediately at 20,000×g for 10 min at 4 °C, and stored at 4 °C before reverse-phase HPLC (RP-HPLC) analysis. All incubations were done in triplicate. Phloroglucinolysis products were separated on a Cadenza CD C18 (75 mm × 4.6 mm, 3 µm) column (Imtakt, Japan). The liquid chromatograph was a Waters (Milford, MA) system equipped with diode array and scanning fluorescence detectors (Waters 474) and an autosampler (Waters 717 plus). Solvent A (25 mL aqueous acetic acid and 975 mL water) and solvent B (acetonitrile) were used in the following gradients: initial, 5% B; 0–15 min to 10% B linear; 15–25 min to 60% B linear; followed by washing and reconditioning of the column. Other parameters were as follows: a flow rate of 1 mL/min, an oven temperature of 15 °C, and volume of filtrate injected onto the HPLC system was 20 µL. The fluorescence detection was monitored at 278 nm and 360 nm. The calibration curves were established using (+)-catechin and (−)-epicatechin phloroglucinol adducts standards. All data were obtained in triplicate. The results were expressed as g/L.
Determination of antioxidant activity by ABTS and FRAP assays
The ABTS and FRAP assays were determined as previously described by Re et al. [8] and Benzie and Strain [9], respectively. Determinations by ABTS and FRAP methods were performed using a UV-2401 PC spectrophotometer (Shimadzu, Kyoto, Japan). The antioxidant activity was expressed as mMol Trolox/l.
Colour measurement
Colour properties (L*,a*,b*) of chokeberry juices were determined by reflectance measurement with a Colour Quest XE Hunter Lab colourimeter (company: HunterLab, USA). The samples were determined according to the method described by Lachowicz et al. [5, 6].
The total change in chokeberry juice before and after storage expressed (ΔE), chroma difference (ΔC), and hue angle (H0) [5] were calculated.
Statistical analysis
Statistical analysis, one-way ANOVA, and hierarchal cluster (HA) were conducted using Statistica version 13.0 (StatSoft, Kraków, Poland). Significant differences (p ≤ 0.05) between means values were evaluated by one-way ANOVA and Duncan’s multiple range test.
Results and discussion
Impact of microfiltration on physical parameters
The results of the main physical parameters, e.g., turbidity, viscosity, and precipitation, in chokeberry juice are shown in Table 1. The first quality parameters checked in the juices before and after microfiltration and pasteurization were turbidity and precipitation. The main purpose of the process of microfiltration of chokeberry juices is to remove turbidity and improve the clarity. The initial turbidity before microfiltration was 2110 NTU. A slight improvement of only 2% was obtained after using a membrane of 5 µm size. However, the desired turbidity effect at the level of 15.55 NTU was obtained after passing the juice through a membrane with a pore size of 0.8 µm. Further reduction of membranes size to 0.2 µm gave a slight improvement of just 10%.
The process of pasteurization after microfiltration of chokeberry juice reduced the value of turbidity in the control sample by 57%. In the juice, samples after microfiltration membranes of 5 µm and 1.4 µm sizes were lower by around 59% and 43%, respectively. Probably, it was the effect of denaturation of thermolabile compounds causing turbidity of juices under the influence of temperature. However, for the other membranes, an increase in turbidity after pasteurization of the juice was observed. The storage for 5 months at 5 °C of pasteurized juices resulted in a 1.2-fold increase in turbidity in the control sample. After the process of microfiltration and after using membranes of 5 µm and 0.8 µm sizes, around 2 and 1.2 times higher turbidity than before storage was observed. However, the largest increase in turbidity occurred for the sample after using a membrane of 1.4 µm (around fourfold). When assessing the suitability of membranes for the effects of improving clarity of chokeberry juice, the best size of the membrane is 0.8 µm, which showed the lowest turbidity of juice.
The consequence of removing substances with large particles from the chokeberry juice by the process of microfiltration was reduction in precipitation after storage at 5 °C for 5 months, which was the main goal of the research. The membrane of 5 µm used for microfiltration did not give the desired effect, and the amount of precipitate was similar to the control sample. The best and comparable results were obtained using membranes of 0.8 and 0.2 µm sizes in which the amount of precipitate was three times lower than in the control sample. However, differences between 0.8 and 0.2 µm size membranes were 2%. It means that reducing the membrane size below 0.8 µm does not affect the amount of precipitation.
Similar results were obtained in studies on apple juices [10]. After storage at 20 °C, the value of turbidity decreased, compared to freshly pressed juices. In addition, Kalisz, Kalisz, and Oszmiański [11] explained that, during the storage of chokeberry juice, polyphenol polymerization reactions can occur, which affects the formation of macromolecular compounds, which have lower solubility. These compounds may affect the occurrence of precipitation and turbidity. Moreover, in beverages and juices rich in polyphenolic compounds, precipitation and turbidity are observed during storage [12]. Chokeberry fruit is an excellent source of polyphenolic compounds, which can cause an increase of turbidity of chokeberry juice during storage, even if, after production, they were subjected to a clarification process. According to Siebert [13], the polyphenolic compounds present in the product can form insoluble complexes, which contribute to the development of turbidity. However, the time after which the products become cloudy depends on many factors and is difficult to predict. The course of deterioration of clarity was observed for juices from grapes, apples, or cranberries, in which two phases were distinguished. The first phase concerned the absence of turbidity and the second referred to a marked deterioration of clarity, and for example, in cranberry juice, an increase in turbidity occurred after 30 days of storage.
The second-quality discriminant assessed was viscosity. The type of membranes used in the process of microfiltration of chokeberry juice had a significant effect on viscosity. The juice viscosity before the microfiltration process was 7.14 mPas. As the size decreased in membranes, the viscosity decreased from 6.84 mPas for a membrane of 5 µm to 4.02 mPas for a membrane of 0.2 µm. Pasteurization of the process of microfiltration resulted in an increase of viscosity by about 7% compared to the samples of unpasteurized juices. On the other hand, the period of 5 months storage at 5 °C reduced the viscosity of juice pasteurization of the process of microfiltration by 14% and 20%, compared to unpasteurized and pasteurized samples before storage.
The viscosity of berry juices is affected by the soluble pectin contained in them in the form of colloidal substances. During the maturation process, the protopectins take the form of soluble pectin. These compounds are easily transferred to the juice during the pressing and increasing the viscosity. Therefore, it is important that, during the production process, fruits with an appropriate degree of maturity and with low pectin content are used [14, 15]. In addition, similar results of viscosity in chokeberry juice were obtained by Kopeć, Sokołowska, and Sterczyńska [16], from 6.02 to 4.00 mPas. Similar values of viscosity, compared to the other fruit juices, were obtained in quince juice, amounting to 4.2 mPas [17].
Impact of microfiltration on content of polyphenols
Polyphenol compounds in chokeberry are characterized by high content as well as occurrence in the form of polymers. They participate in reactions with the other juice components such as proteins and polysaccharides, and cause turbidity and precipitation. Therefore, the effect of the process of microfiltration and heating on their content was assessed [15, 18, 19]. The identification results are presented in Table 2 and Fig. 1.

The polyphenolic compounds [g/L] in chokeberry juice before (0 m—it is the time point zero before storage) and after storage for 5 months at 5 °C (5 m). FL Flavonols, FLV flavonones, ANT anthocyanins, PA phenolic acid, F3O MO falavan-3-ols monomers and oligomers, PP polymeric procyanidins
The type of membranes used had an effect on the content of bioactive compounds (Table 3). The content of total polyphenolic compounds in the chokeberry juice before the process of microfiltration was 19.51 g/L, and this value was 16% and 26% lower in the juice after microfiltration using the membranes of 5 µm and 1.4 µm size. However, further change of the membranes to the size of 0.8 µm and 0.2 µm did not cause a reduction of polyphenolic compounds. The use of the process of pasteurisation after the process of microfiltration resulted in a reduction of the polyphenol content by an average of 8% compared to the samples of unpasteurized juices. The period of 5-month storage at 5 °C caused a slight decrease in polyphenol compounds, on average by 2% compared to pasteurized samples before storage. The protective effects of phenolic compounds in chokeberry juices are important to satisfy consumers’ desire for products with a high concentration of bioactive substances. Polyphenols are an important group of biologically active compounds of juice. Similar results were obtained by Oszmiański [20], analysing strawberry juice taken at various stages of production, for the content of polyphenolic compounds. They noted that the operation, which was clarification of strawberry juice, affected the loss of the content of these compounds by about 17%. It is likely that a reduction in the content of polyphenolic compounds after microfiltration can be triggered by the retention of compounds on the surface of the membranes [20].
The results showed that the smaller the membrane size, the larger was the decrease in the content of anthocyanin. The concentration of total anthocyanin of the control sample before the process of microfiltration was 5.89 g/L. The content of these compounds decreased by 7.6% for the sample after using a membrane size of 5 µm, by 8.8% for 1.4 µm, by 17.3% for 0.8 µm, and by 19.5% for 0.2 µm. This experiment shows that the microfiltration process has a large impact on the content of anthocyanins in chokeberry juice, so it is important to choose membranes to achieve the desired effect of clarity with the limited losses of these compounds valuable for the health. The process of pasteurization after microfiltration resulted in a 9% decrease in the content of these compounds compared to unpasteurized juices, whereas the period of 5 months storage at 5 °C resulted in a decrease of the content of anthocyanins in juice after the process of microfiltration by an average of 19% compared to pasteurized samples before storage. According to Vladisavljević et al. [2], the process of microfiltration used for raspberry juice caused a decrease in the content of anthocyanin depending on the membrane used. It ranged from 34.9 to 58.7% in relation to raspberry juice obtained after pressing. Ścibisz and Górska [21] explained that the decrease in the content of anthocyanin during microfiltration may result from the retention of anthocyanin molecules, mainly when membranes with smaller sizes are used. Piątkowska, Kopeć, and Leszczyńska [22] demonstrated that anthocyanin pigments are sensitive to various environmental factors, and that adverse reactions are accelerated by high temperature and oxygen. The results of these studies confirm that the selection of appropriate parameters of the microfiltration process is very important, because anthocyanins greatly affect the colour of final products, which is an important feature determining the quality of juices.
The process of microfiltration had a smaller impact on the change in the content of phenolic acids in the chokeberry juice. Chokeberry juice is a rich source of hydroxycinnamic acids, mainly chlorogenic and neochlorogenic. The dominant compound is chlorogenic acid. Together with neochlorogenic acid, it is mainly a precursor of the aroma; hence, its concentration in fruit is very important [23]. In studies by Rop, Mlcek, Kramarova, and Jurikova [24], they confirmed that chlorogenic and neochlorogenic acids are very important antioxidants. Acids were of similar concentration regardless of the size of membranes used in the process of microfiltration. The average phenolic acid content obtained for the juices after the process of microfiltration was 5.93 g/L and the content was 5.8% lower than the control sample before microfiltration. The use of juice pasteurization after microfiltration showed the content of phenolic acid of 5.37 g/L and this content was lower by 11% than in unpasteurized juices, whereas the period of 5 months storage at 5 °C caused a decrease in the content of phenolic acids in juice samples after the process of microfiltration by an average of 1.2% compared to the pasteurized samples before storage.
The type of membrane used in the process of microfiltration did not significantly (p > 0.05) affect the content of total flavonols and flavanones. This is probably due to the low molecular weight of the compounds that pass through the pores of the membranes during the microfiltration process. Regarding these molecules, as in the case of phenolic acids, the process of microfiltration did not affect their retention on the size of the membranes. They passed freely even through the smallest membrane size of 0.2 µm. The process of pasteurization after microfiltration resulted in a 7% decrease in content of flavonols compared to unpasteurized juice. However, the period of 5 months storage of juices at 5 °C resulted in a decrease of flavonol content by 8% compared to pasteurized samples before storage.
Flavan-3-ols (monomers, oligomers) in the chokeberry juice in the process of microfiltration decreased by 30% compared to the control sample. The largest decrease was for the membrane size 0.2 µm. The highest content of total flavan-3-ols after the process of microfiltration was recorded in juices using a membrane of 5 µm (0.25 g/L), while the lowest was determined in juices using a 0.2 µm membrane (0.19 g/L). It is known that these compounds form combinations with proteins and polysaccharides. Probably in this form with high-molecular substances in chokeberry juice, they have been retained on membranes in the process of microfiltration. In the case of flavan-3-ols, as well as anthocyanins, to limit their losses, the selection of membrane sizes must be taken into account. The pasteurisation of the microfiltration juice led to a content of flavan-3-ols lower, on average, by 10% compared to unpasteurized samples, whereas the period of 5 months storage at 5 °C resulted in a decrease of the content of flavan-3-ols in juice samples after the process of microfiltration by an average of 13% compared to pasteurized samples before storage.
Similar losses as in the case of flavan-3-ols (monomers, oligomers) occurred after the process of microfiltration for procyanidin polymers in the amount mean of over 35%. The content of these compounds was 22% lower after 5 µm size of membrane, 26% lower after 1.4 µm, and 45% lower after 0.8 µm compared to the control sample. However, there was did not significantly difference between the microfiltration of samples on the membranes of size 0.8 and 0.2 µm. The procyanidin polymers found in chokeberry are characterized by a high degree of polymerization, and as high-molecular-weight compounds, they are effectively retained already on the membrane of the largest size [3]. After the pasteurization of the microfiltration of juice, the content of polymeric procyanidins was lower by an average of 22% than the unpasteurized juice, whereas the period of 5 months storage at 5 °C caused a decrease in the percentage of procyanidin polymers in juice samples after the microfiltration process by an average of 4% compared to pasteurized samples before storage. The flavan-3-ol compounds have a health-promoting effect and are mainly responsible for the acrid taste of chokeberry. This is because oligomers of procyanidins have a high affinity for proteins, causing their complexing and causing a feeling of dryness in the mouth. This effect is noticeable when consuming fruit and chokeberry juice [25]. In addition, these compounds are particularly important in shaping the tart taste of juices and participate in the formation of turbidity and precipitation. The degree of polymerization of procyanidins determines the size of the molecules that were selectively retained on the membranes during microfiltration as the size of the membrane was reduced. The degree of polymerization of procyanidins in the juices after the microfiltration process decreased gradually from a value of 43.97 for the control sample to 23.97 after passing through a 0.2 µm membrane. After pasteurization of juices, a slight reduction in the degree of polymerization was observed by about one unit, while, after storage for 5 months at 5 °C, the value dropped by two units. Some of the highest molecular weight procyanidin polymers were precipitated with precipitation after storage.
Impact of microfiltration on antioxidant capacity
The consequence of changes in the content of polyphenolic compounds as a result of their retention on the membranes was a decrease in the antioxidant capacity (Fig. 2). The membrane type used influenced the extent of reduction of antioxidant potency of chokeberry juice after microfiltration determined by two assays: ABTS° + equivalent of antioxidant capacity (ABTS) and reducing antioxidant power of Fe3+ ions (FRAP). The antioxidant capacity measured by the ABTS test obtained for the control sample was 150 mMolTE/L, and was lower by 7.6%, 13.8%, 30.4%, and 34.2%, respectively, for the membranes of size 5 µm, 1.4 µm, 0.8 µm, and 0.2 µm. Similar results were obtained for the determination of antioxidant capacity by the FRAP test. In the control sample, the antioxidant capacity was 106 mMolTE/L, and was lower by 3.3%, 4.3%, 21.6%, and 41.8%, respectively, for the membranes of size 5 µm, 1.4 µm, 0.8 µm, and 0.2 µm. The process of pasteurization of chokeberry juice after microfiltration caused a reduction of the antioxidant capacity by 7 and 5% compared to the samples of unpasteurized juices. The 5 months storage at 5 °C resulted in a slight decrease in the antioxidant capacity by 23 and 11% compared to the pasteurized sample before storage and 28 and 16% in unpasteurized juices before storage. Research indicates that it is important to optimize the selection of membrane size in the process of microfiltration to avoid excessive reduction of its antioxidant potency, because the molecules responsible for antioxidant capacity are removed in this process.

The antioxidant capacity analysed by ABTS and FRAP assay [mMol TE/100 mL] in chokeberry juice before (0 m) and after storage for 5 months at 5 °C (5 m)
Monteiro, Viotto, and Cabral [26] noted that the antioxidant capacity measured by the ABTS test was 25% lower after using a microfiltration process for clarifying the blackberry juice. These data confirm the results of reducing the number of chemical compounds showing antioxidant capacity in chokeberry juice through the use of a membrane. In addition, a similar reduction of antioxidant properties measured by the FRAP test after the process of microfiltration of apple juice was obtained by Zhao et al. [27]. They noted that antioxidant capacity analysed by the FRAP test in apple juice before and after microfiltration decreased by 25.4%. Similar results of antioxidant potency measured by the FRAP assay were obtained by the other authors in pear juice after microfiltration, where there was a decrease of 23.3% [28].
Impact of microfiltration on colour
The parameters of colour influence the first contact of the human eyes with a product, and are decisive for its purchase [29, 30]. The parameters of colour in the CIE Lab system—L*, a*, b*, ΔE, ΔC, and h0—in the juice before and after the process of microfiltration before and after 5 months of storage at 5 °C are shown in Table 4.
In the juices, the colour parameters L*, a*, and b* before microfiltration were 27.74, 58.18, and 50.24. The parameter L*, defining the brightness of the juices, after the process of microfiltration increased as compared to the control sample. This indicates the removal of compounds with a darker colour, mainly anthocyanins, which determine the dark red colour of the chokeberry juice. However, no significant effect of the membrane size on the parameter L* was found. The highest brightening was observed in the juices after the process of microfiltration using a membrane size of 1.4 µm and was 11.5% higher than in the control sample. The process of pasteurization affected the colour changes depending on the membrane size used. The samples were the brightest after the process of microfiltration using membranes of 0.8 and 0.2 µm sizes. The parameter L* was 17% higher than in the control sample. Probably, the reason for this phenomenon is that the process of microfiltration involved the removal of compounds which stabilize the colour parameters on the membranes used, which brightened during heating. The storage for 5 months at 5 °C had no effect on the brightness of the chokeberry juice—the parameter L* increased by 4%.
Interesting results were observed by evaluating the effect of microfiltration on the parameters of colour a* and b* (Table 4). A trend was observed: the smaller the size of membranes in the process of microfiltration, the higher was the value of the parameter a* and the lower was the parameter b*. This phenomenon indicates that compounds that give a shade of yellow rather than red colour of juices are removed to a greater extent in the process of microfiltration. The most advantageous membrane in this respect turned out to be 0.8 µm in size. Unfortunately, after the process of pasteurization, the opposite effect was observed in the juice samples after the process of microfiltration. On the other hand, the period of 5 months storage resulted in a slight decrease in the share of the red colour analysed in juice samples by 1.5% on average compared to pasteurized samples before storage and on average by 3% for parameter b*.
Similar results were observed by Kalisz, Vogler, and Hanley [31] by researching the stabilization of the colour of jams and compotes of strawberry. However, similar results were also obtained by Danielczuk et al. [32] in studies conducted on chokeberry nectars. They noted an increase in the parameter L* after 2 months of storage compared to the samples before storage.
The colour parameter ΔE was also measured in the juices. The parameter ΔE expresses the human eye’s ability to discriminate the colours between some products. It is accepted that a person can distinguish the colours between two products when parameter ΔE ≥ 5 units [33]. In juices after the process of microfiltration, the ΔE ranged from 3.12 in the juice after using a membrane of 5 µm to 5.12 in the juice after using a membrane of 0.2 µm. After the process of pasteurization, the volume of ΔE was around 15% higher than in unpasteurized samples. In addition, after storage, the volume of parameter ΔE was opposite to juice samples before pasteurization and storage. A lower value of ΔE was observed for a membrane size of 0.2 µm and higher for 5 µm. Wirth et al. [34] and Lachowicz et al. [5] reported that juices after clarification contained different types of hue, which had an effect on the quality. Changes in physical and bioactive composition in juices before and after pasteurization and in the process of microfiltration affect its colour. The differences, perhaps, arise from the use of different size of membranes or heating of samples.
Cluster analysis
The use of clusters determined relationships between the size of membranes in the process of microfiltration and the level of physical and bioactive composition in the juices to define two areas (Fig. 3). In the first group, showing the sample before the process of microfiltration, the samples after use of 5 and 1.4 µm size of membranes exhibited a relatively high content of bioactive compounds and a high amount of turbidity and precipitation. These samples were characterized by high content of bioactive compounds and also unfortunately high values of turbidity and precipitation which decrease the quality of juice. The second group comprised the samples after use of 0.8 and 0.2 membranes. This group was characterized by slightly lower content of bioactive compounds and the lowest values of turbidity and precipitation, which was desired in the juice.

The influence of size of ceramic membranes on analysed parameters in chokeberry juice
Conclusion
In conclusion, from all the tested size of membranes in the process of microfiltration, the best results were obtained for ceramic membranes with 0.8 µm. This juice had a relatively high content of bioactive compounds (15 g/L) and the lowest values of turbidity (122 NTU), viscosity (4.20 mPas) after pasteurized. The colour was an attractive with no browning observed, before and after storage. The size of membranes did significantly affect on the biochemical parameters of the chokeberry juices (p > 0.05). Therefore, 0.8 µm size of membrane is strongly recommended for the process of microfiltration of chokeberry juices for the industry. The process of pasteurization did significantly affect on the content of bioactive compounds (8% losses) and antioxidant capacity (ABTS − 7% and FRAP − 5% losses) and physical parameters. The storage time of 5 months at 5 °C had an influence on stability of the content of polyphenolic compounds, improved clarity of chokeberry juice, stabilized turbidity, and limited deposit formation during storage.
References
Girard B, Fukumoto LR (2000) Crit Rev Food Sci Nutr 40(2):91–157
Vladisavljević GT, Vukosavljević P, Veljović MS (2013) Food Bioprod Process 91:473–480
Wang BJ, Wei TC, Yu ZR (2005) LWT Food Sci Technol 38(6):683–689
Oszmiański J, Lachowicz S (2016) Molecules 21(8):1098
Lachowicz S, Oszmiański J, Kalisz S (2018) LWT Food Sci Technol 92:347–360
Lachowicz S, Oszmiański J, Pluta S (2017) Food Chem 235:234–243
Lachowicz S, Wojdyło A, Chmielewska J, Oszmiański J (2017) Eur Food Res Technol 243(12):2199–2209
Re R, Pellegrini N, Proteggente A, Pannala A. Yang M, Rice-Evans C (1999) Free Radical Biol Med 26(9):1231–1237
Benzie IF, Strain JJ (1996) Anal Biochem 239(1):70–76
Płuciennik E, Kolniak-Ostek J, Oszmianski J (2011) Fermen Fruit Vegetable Ind 4(55):17–19
Kalisz B, Kalisz S, Oszmiański J (2001) Food Sci Technol Qual 8(2):94–103
Rødtjer A, Skibsted LH, Andersen ML (2010) Food Chem 123:1035–1039
Siebert KJ (2006) LWT Food Sci Technol 39:987–994
Juszczak L, Witczak M, Galkowska D (2009) Int J Food Eng 5(1):1–9
Markowski J (1998) Fruit Process 8:277–282
Kopeć A, Sokołowska D, Sterczyńska M (2015) Food Proces Eng 4(16):11–16
Wojdyło A, Teleszko M, Oszmiański J (2014) Int J Food Sci Technol 49:1818–1824
Kulling SE, Rawel HM (2008) Planta Med 74(13):1625–1634
Oszmiański J, Wojdylo A (2005) Eur Food Res Technol 221:809–813
Oszmiański J (2007) Ferment Fruit Veg Ind 4:12–16
Ścibisz I, Górska A (2010) Ferment Fruit Veg Ind 9:16
Piątkowska E, Kopeć A, Leszczyńska T (2011) Food Sci Technol Qual 4(77):24–35
Jakobek L, Šeruga M, Novak I, Medvidović-Kosanović M (2007) Dtsch Lebensm-Rundsch 103(8):369–378
Rop O, Mlcek J, Kramarova D, Jurikova T (2010) Afr J Biotechnol 9(8):1205–1210
Santos-Buelga C, Scalbert A (2000) J Sci Food Agric 80(7):1094–1117
Monteiro F, Viotto LA, Cabral LMC (2011) International Congress Eng Food. Athens
Zhao L, Wang Y, Qiu D, Liao X (2014) Food Bioprocess Technol 7(11):3246–3258
Zhao L, Wang Y, Hu X, Sun Z, Liao X (2016) LWT Food Sci Technol 65:283–289
Mena P, García-Viguera C, Navarro-Rico J, Moreno DA, Bartual J, Saura D, Martí N (2011) J Sci Food Agric 91(10):1893–1906
Gerard KA, Roberts JS (2004) LWT Food Sci Technol 37(5):551–557
Kalisz S, Vogler DW, Hanley KM (2004) Nature 430(7002):884
Danielczuk J, Skąpska S, Hałasińska GA, Fabisiak A, Dobros N (2013) Prog Sci Technol Agro Food Ind 1(68):4–18
Pérez-Magariño S, González-Sanjosé ML (2003) Food Chem 81(2):301–306
Wirth J, Morel-Salmi C, Souquet JM, Dieval JB, Aagaard O, Vidal S, Fulcrand H, Cheynier V (2010) Food Chem 123(1):107–116
Acknowledgements
A part of this work was financially supported by the National Research and Development Centre granted on the basis of decision PBS3/B8/21/2015. The publication was supported by Wroclaw Centre of Biotechnology, under the program The Leading National Research Centre (KNOW) for the years 2014–2018.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no conflict of interest.
Compliance with ethics requirements
The research do not include any human subjects and animal experiments.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
OpenAccess This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Lachowicz, S., Oszmiański, J., Kolniak-Ostek, J. et al. Effect of different sizes of ceramic membranes in the process of microfiltration on physicochemical parameters of chokeberry juice. Eur Food Res Technol 245, 1263–1275 (2019). https://doi.org/10.1007/s00217-019-03246-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00217-019-03246-8